Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления шва с двойной отбортовкой кромок между внутренним компонентом, который имеет стыковочную прямую кромку, и наружным компонентом, который имеет загибаемую кромку.
Уровень техники
В публикации DE 102008060930 A1 раскрыто комбинированное фальцевое и клеевое соединение для кузовной детали автомобильного транспортного средства, где наружная часть кузовной детали отогнута в периферической области вокруг периферической области внутренней части кузовной детали, причем клей нанесен вокруг периферической области внутренней части с обеих сторон. Изготовление фальцевого и клеевого соединений может быть упрощено, если клей сформирован в виде полосы адгезива, которой может придаваться форма, по крайней мере, во время изготовления фальцевого и клеевого соединений.
Швы с двойной отбортовкой кромок, которые также называют фальцевыми швами, используют для соединения внутренней панели с наружной панелью. При этом оба компонента предназначены для соединения друг с другом путем сгибания загибаемого фланца на наружной панели вокруг свободного краевого участка, стыковочной прямой кромки в виде «крыла», внутреннего компонента. Однако шов с двойной отбортовкой кромок трудно защитить от воздействия коррозии, поскольку в фальцевом шве может накапливаться влага, т.е. влага может там удерживаться постоянно, а влага ускоряет процесс коррозии. Также известно, что в случае просто фрикционного контакта металл-металл шов с двойной отбортовкой кромок не обладает необходимыми прочностными свойствами, какие требуются, например, в автомобилестроении. Швы с двойной отбортовкой кромок используют, например, на капотах, дверях и т.д. По этой причине для предотвращения образования коррозии и для усиления сопротивляемости всего соединения на фальце формируют зазор со специальными средствами.
В частности, для этого используют клеящие материалы, описанные, например, в публикации WO 94/21740. В публикации WO 94/21740 раскрыт способ создания клеевого соединения в фальцевом шве между внутренней деталью и наружной деталью с помощью эпоксидного клея холодного отверждения, который наносят на поверхность краевой области наружной детали, которая контактирует с краевой областью внутренней детали. Обе детали размещают одну на другой, заворачивая при этом отгибаемую кромку. После завершения создания фальцевого шва вокруг соединения наносят и прижимают клейкую полосу, хотя при этом клей закрывает не весь шов с двойной отбортовкой кромок. В связи с этим в шве с двойной отбортовкой кромок могут оказаться пузырьки воздуха, чего можно избежать согласно WO 94/21740 с помощью нанесения клейкой полосы в горячей фазе перед соединением двух компонентов, а также перед отбортовкой. Это вероятно позволяет избежать воздушных пузырьков. Однако при осуществлении сгибания горячий и жидкий клей выдавливается из фальцевого шва, а следовательно, клей может образовывать капли, которые могут отрываться и загрязнять сборочную линию, а также инструменты на следующих сборочных станциях.
Для предотвращения подобного загрязнения необходимо предусмотреть, чтобы клей затвердел до начала дальнейшей обработки компонента. Однако это отрицательно сказывается на производственном цикле, а также является усложненным и невыгодным с производственно-экономической точки зрения.
В публикации ЕР 0892180 A1 предлагается окружить внутренний компонент вокруг его свободной краевой области предварительно отформованным клейким телом. Клейкое тело должно обладать такой U-образной формой, чтобы оно держалось на свободной краевой области за счет зажимающего усилия. При необходимости также можно нанести двухстороннюю клейкую полосу на более длинную ножку U-образной формы, чтобы дополнительно к зажимающему усилию действовало усилие склеивания. После установки клейкого тела два компонента соединяют друг с другом и формируют шов с двойной отбортовкой кромок путем заворачивания загибаемой кромки. Затем клейкое тело размягчается, смачивая компоненты в месте склеивания. После этого место склеивания отверждают.
В публикации DE 3621758 рассматривается способ уплотнения фальцевого соединения с помощью клея для швов с двойной отбортовкой кромок, желируемого и/или отверждаемого при подаче тепла, в фальцевом зазоре, и с помощью уплотнительного слоя, который присоединяют выше от этого зазора и который состоит из желируемого и/или отверждаемого при подаче тепла материала, и его наносят на обрезную кромку фальцевого соединения, причем фальцевое соединение подвергают, по крайней мере, термической обработке. По крайней мере, шов с двойной отбортовкой кромок нагревают до температуры отверждения, а уплотнительный слой наносят на разогретую обрезную кромку.
Соответственно, изготовление шва с двойной отбортовкой кромок с пастообразным адгезивом является критическим процессом в отношении защиты от коррозии, а также в отношении надлежащего заполнения шва клеящим веществом. Кроме этого, должно быть предусмотрено, чтобы клей подвергался предварительному отверждению, а также чтобы были отдельные сварные точки для предотвращения относительного перемещения двух соединяемых компонентов. До настоящего момента было возможно достижение степени заполнения 100/100/>0 только путем выдавливания клея из фальцевого шва, что влечет за собой существенные затраты на очистку, как было уже выше указано в отношении публикации WO 94/21740. С помощью способа контроля, аналогичного системе статистического контроля процессов (Statistical Process Control), возможна проверка соединения, хотя при этом для верификации правильности заполнения фальцевого шва не могут быть в достаточной мере применены неразрушающие методы проверки.
Раскрытие изобретения
В связи с этим задачей настоящего изобретения является разработка способа изготовления шва с двойной отбортовкой кромок, который будет гарантировать защиту шва от коррозии и исключение непреднамеренного попадания воздуха, а также в котором можно будет отказаться от использования дополнительного краевого уплотнения.
Данная задача решается с помощью способа с признаками, изложенными в п. 1 формулы изобретения. Дополнительные, особенно предпочтительные варианты осуществления изобретения рассматриваются в зависимых пунктах.
Следует понимать, что отдельно приведенные в нижеследующем описании признаки могут сочетаться друг с другом любым технически целесообразным способом, образуя новые варианты осуществления изобретения.
Изобретение описано ниже, в частности, со ссылкой на сопроводительные чертежи.
В соответствии с изобретением предложен способ изготовления шва с двойной отбортовкой кромок между внутренним компонентом, имеющим стыковочную прямую краевую часть, и наружным компонентом, имеющим фальцевую кромку. Для этого выполняют следующие операции:
наносят на переднюю кромку стыковочной краевой части клеевую полосу в холодном состоянии,
нагревают клеевую полосу,
приклеивают клеевую полосу на одну или обе стороны стыковочной краевой части,
накладывают внутренний компонент с наружным компонентом, загибают фальцевую кромку в направлении к внутреннему компоненту и
нагревают, по крайней мере, часть шва для отверждения клеевой полосы.
В рассматриваемых швах с отбортовкой кромок адгезив необходимо нанести на обе стороны стыковочной краевой части (крылообразного фланца). Для этой цели клеевую полосу наносят на концевую сторону стыковочной краевой части, причем клеевая полоса находится в холодном или слегка нагретом состоянии, т.е. она обладает малой клейкостью или липкостью и является относительно твердой. Клеевая полоса должна иметь только такую гибкость и клейкость, чтобы она могла быть нанесена на переднюю кромку и оставалась на ней. Однако подобная клеевая полоса не может изгибаться в обоих направлениях вокруг передней кромки стыковочной краевой части. С помощью нагрева после нанесения клеевая полоса становится клейкой и остается прилипшей к передней кромке. Одновременно она становится мягкой и может быть приклеена на обе стороны стыковочной краевой части. Обычно наложение и нагревание выполняют сразу друг за другом, например, когда аппликаторная головка наносит клеевую полосу, а также имеет специальное устройство для нагревания.
Во время нагревания клеевая полоса должна нагреваться настолько, чтобы она не отверждалась или не начала отверждаться. Нагрев должен осуществляться до такой степени, чтобы сделать клеевую полосу клейкой и мягкой, чтобы ее можно было приклеить на стыковочную краевую часть, край который обычно не является прямолинейным. Данный способ позволяет обеспечить надежное нанесение клеевой полосы на изогнутую стыковочную часть, что в противном случае было бы затруднительно.
Предпочтительно наносить клеевую полосу на переднюю кромку сверху. В результате при нагревании справа и слева от передней кромки клеевая полоса может искривляться вниз под действием силы тяжести.
Клеевая полоса может быть нагрета с помощью подходящего источника тепла, например инфракрасного излучения, лазера. Предпочтительно использовать горячий воздух, направляемый через одну или несколько форсунок.
Предпочтительно приклеивать клеевую полосу с помощью потоков воздуха, которые прижимают клеевую полосу к одной или обеих сторонам стыковочной краевой части. Увеличение клейкости или липкости нагретой клеевой полосы позволяет легче приклеить ее к стыковочной краевой части.
Особенно предпочтительно использовать для нагревания и приклеивания клеевой полосы горячий воздух. Это позволит выполнить нагревание и приклеивание в рамках одной рабочей процедуры. Для этого подходят форсунки для подачи горячего воздуха, которые с помощью одной или нескольких струй горячего воздуха прижимают клеевую полосу к стыковочной краевой части. Нагретая полоса клея сразу приклеивается.
Предпочтительно, чтобы передняя кромка стыковочной краевой части при нанесении и/или приклеивании клеевой полосы была ориентирована преимущественно горизонтально и/или преимущественно вертикально в поперечном направлении. Если клеевую полосу помещают на переднюю кромку сверху, под воздействием силы тяжести при нагревании она может равномерно искривиться вниз справа и слева от передней кромки, равномерно приклеиваясь к стыковочной краевой части.
Предпочтительно после отбортовки и перед нагревом шва с отбортовкой кромок компоненты покрывать защитным лакокрасочным покрытием. В этом случае все области, не покрытые клеевой полосой, будут покрашены. В частности, если адгезив клеевой полосы при нагревании расширяется, клей выходит за лакокрасочное покрытие и создает повышенную защиту от коррозии.
Предпочтительно, между стыковочной краевой частью и фланцевой кромкой образуется фланцевый зазор, а протяженность клеевой полосы, по крайней мере, на некоторых участках, по крайней мере на одном конце фальцевого зазора меньше, чем протяженность фальцевого зазора. Это позволит гарантировать, что компоненты в фальцевом зазоре будут покрашены до отверждения, благодаря чему после отверждения и расширения клея фальцевый зазор будет хорошо защищен от коррозии.
Краткое описание чертежей
Другие предпочтительные характеристики и эффекты изобретения далее более подробно рассматриваются на примерах осуществления и проиллюстрированы на сопроводительных чертежах.
На Фиг. 1а - 1b представлено схематическое изображение шва с отбортовкой кромок в разрезе для отдельных этапов изготовления.
На Фиг. 2а - 2с представлены примеры процесса нанесения полосы структурного адгезива на один из компонентов.
Осуществление изобретения
На разных сопроводительных чертежах аналогичные элементы обозначены одинаковыми ссылочными позициями, поэтому их описание приведено только один раз.
На Фиг. 1a-1d показан способ изготовления шва 1 с отбортовкой кромок между внутренним компонентом 2 и наружным компонентом 3. Внутренним компонентом 2, например, может быть внутренняя панель двери автомобиля, которая имеет свободный стыковочную краевую часть 4, которая, например, ориентирована под углом к внутреннему компоненту 2. Наружным компонентом 3 может быть, например, наружная панель двери автомобиля, которая имеет фальцевую кромку 7, расположенную на краевом участке 6.
В первую очередь наносят клеевую полосу 8, которая может иметь одну клейкую сторону, т.е. может быть клейкой с одной стороны. Клеевую полосу 8 изготавливают такой протяженности, чтобы она была короче фальцевого зазора 11 (Фиг. 1b). Таким образом, клеевая полоса 8 имеет ширину, которая меньше, т.е. уже, протяженности всего фальцевого зазора 11. Клеевая полоса 8 имеет разделители 9, которые на Фиг. 1а показаны схематически. Разделители 9 будут более подробно рассмотрены ниже.
Клеевую полосу 8 наносят таким образом, чтобы она охватывала передний край 12 внутреннего компонента 2 таким образом, чтобы клеевая полоса 8 была направлена вокруг внутреннего компонента 2 с такой протяженностью, которая короче фальцевого зазора 11. Затем загибают фальцевую кромку 7 в направлении к внутреннему компоненту 2 (Фиг. 1b). При этом фальцевая кромка 7 может быть сразу полностью отогнута, однако допустимо предварительное загибание фальцевой кромки 7, например, под углом 45°, в направлении к внутреннему компоненту 2, а полное загибание осуществляют только после возможной визуальной проверки.
Описанные выше этапы проводят без нагревания, при этом на Фиг. 1b можно увидеть, что клеевая полоса 8 в холодном состоянии короче, т.е. уже, чем фальцевый зазор 11. При этом клеевая полоса 8 своим внутренним свободным краем 13 находится внутри фальцевого зазора 11 и на расстоянии от перехода 14 стыковочной краевой части 4 внутреннего компонента 2, т.е. от угла между обоими компонентами. Наружный свободный край 17 клеевой полосы 8, противоположный внутреннему краю 13, также находится внутри фальцевого зазора 11, но на расстоянии от свободного края 18 фальцевой кромки 7. Таким образом, в каждом случае образуется пространство 22 и 23 для увеличения клеевого слоя.
Если клеевую полосу 8 наносят под воздействием тепла без расширения клеевой полосы 8, ее в первую очередь охлаждают перед отгибанием фальцевой кромки 7.
Если фальцевая кромка 7 отогнута, т.е. образовано состояние, показанное на Фиг. 1b, наносят лакокрасочное покрытие 21 (Фиг. 1с). Лакокрасочное покрытие 21 предпочтительно наносят таким образом, чтобы лакокрасочное покрытие 21 присутствовало не только на области шва 1, но также и на прилегающих областях обоих компонентов 2 и 3. Предпочтительно лакокрасочное покрытие 21 полностью покрывает оба компонента 2 и 3, что выгодно, если оно представляет собой грунтовку антикоррозийной защиты.
Как видно на Фиг. 1с, лакокрасочное покрытие 21 также наносят на пространство 22 и 23 для расширения клея фальцевого зазора 11, и также попадает на края 13 и 17 полосы 8 структурного адгезива. В результате полоса 8 структурного адгезива фактически закрыта лакокрасочным покрытием 21.
Если лакокрасочное покрытие 21 нанесено, по крайней мере область шва с отогнутыми кромками подвергают воздействию тепла, т.е. нагревают. Тепловая обработка, осуществляемая в электропечи при температуре, например, 175°С, например, в течение 10 минут, может быть достаточной, чтобы полоса 8 структурного адгезива могла расшириться и выйти из фальцевого зазора 11 в соответствующее пространство 22 и 23, а также во всех других направлениях. На Фиг. 1с можно увидеть, например, воздушный зазор 24, который заполняется после тепловой обработки (Фиг. 1d). Указанные значения, разумеется, приведены только в качестве примеров и не являются ограничивающими.
Состояние после тепловой обработки показано на Фиг. 1d. На Фиг. 1d показано, что клеевая полоса 8 выступила, помимо прочего, из фальцевого зазора 11, и в каждом случае образовалось уплотнительное утолщение 26, 27, которое, с одной стороны, проходит вокруг всего свободного края 18 фальцевой кромки 7, а с другой стороны, располагается во внутреннем пространстве 28 между внутренним компонентом 2 и наружным компонентом 3, таким образом создавая мостик через переход 14 свободного краевого участка 4 внутреннего компонента 2 и герметизируя оба компонента. В этом отношении после нагревания может достигаться уровень заполнения не менее 100/100/>0, в частности, даже критических областей, например, углов, закругленных участков, а также линий дизайна. Поскольку клеевая полоса 8 изначально заполняет фальцевый зазор 11 не полностью, а находится своими свободными краями 13 и 17 только на незначительном расстоянии от соответствующих элементов 14 и 18, после расширения на фигурах можно увидеть даже уровень заполнения 100/100/100.
Однако на Фиг. 1d также можно увидеть, что соответствующее уплотнительное утолщение 26, 27 также располагается поверх лакокрасочного покрытия 21 в соответствующих областях.
За счет окружения лакокрасочного покрытия 21 расширившейся клеевой полосой 8 обеспечивается особенно оптимальное уплотнение, защищающее от проникновения влаги.
Клеевая полоса 8 может, например, представлять собой уплотнительную ленту с термопластичным клеем на одной стороне, изготовленную из акрилатно-эпоксидного гибридного адгезива.
Выполнение всех этапов может быть автоматизировано, например, может осуществляться с помощью робота. В предпочтительном варианте осуществления клеевой полосы 8 в каждом случае приспосабливаемой длины отрезают до необходимого размера и накладывают на один из компонентов 2 или как было описано выше. Цель при этом заключается в том, чтобы клеевая полоса 8 в холодном состоянии имела ширину, соответствующую предполагаемому фальцевому зазору 11, а следовательно, чтобы имелось пространство 22 и 23 для расширения адгезива, и чтобы при этом можно было обеспечить толщину полосы структурного адгезива от 0,3 до 1 мм.
Как уже было выше упомянуто, клеевая полоса может содержать высоко дисперсно распределенные разделители 9, в частности, в форме стеклянных шариков. Разделители 9 могут задавать определенное расстояние между двумя кузовными деталями 2, 3, в результате чего между двумя компонентами 2, 3, в частности, после отбортовки будет равномерное расстояние, по крайней мере в области фальцевого зазора 11. Равномерное расстояние между двумя компонентами 2, 3 может в этом отношении рассматриваться как преимущественное, благодаря тому, что в этом случае фальцевый зазор 11 также может быть однородно заполнен. В этом отношении можно целесообразно предусмотреть, чтобы разделители 9 имели размеры в пределах ширины фальцевого зазора. Разделители 9 могут иметь различные геометрические конфигурации, причем предпочтительно в одной полосе клея эта конфигурация должна быть одинаковой. Такие разделители 9 могут, например, быть выполнены в форме тетраэдра, шара, куба или октаэдра, не ограничиваясь данными формами. Размеры разделителей 9, разумеется, можно варьировать, но предпочтительно они должны непосредственно зависеть от создаваемого кромочного шва 1. В частности, разделители 9 могут обеспечивать минимальный объем, чтобы можно было достичь контролируемого расширения клеевой полосы 8. Материал разделителей 9, разумеется, не ограничен стеклом. Например, разделители 9 могут также состоять из керамики или из минерального материала. Геометрические разделители 9 также служат для обеспечения равномерной геометрии фланца после процесса отбортовки.
На Фиг. 2а-2с показаны возможные процедуры нанесения клеевой полосы вокруг свободного краевого участка 4 внутреннего компонента 2. Клеевая полоса 8, например, может быть выполнена в виде уплотнительной ленты с термопластичным клеем на одной стороне.
Клеевую полосу 8 помещают ее клейкой стороной на переднюю сторону 12 свободного краевого участка 4, при этом клеевая полоса 8 деформируется своими выступающими частями 29 и 31, т.е. своим излишком длины 29 и крепежной областью 31, в направлении к стыковочной краевой части 4, в результате чего клеевая полоса 8, окружающая стыковочную краевую часть в некоторых областях, прилипает к стыковочной краевой части 4. Для деформации клеевой полосы 8 в направлении к стыковочной краевой части 4 можно, например, использовать форсунки 32 для подачи горячего воздуха. Горячий воздух нагревает клеевую полосу 8 с такой низкой температурой, чтобы была возможна деформация, но при этом расширение исключено. Если клеевая полоса 8 помещена вокруг свободного краевого участка 4 (Фиг. 2с), ее охлаждают, при этом достаточно охлаждение до комнатной температуры. Разделители 9, которые могут иметь совершенно различные размеры, как показано на Фиг. 2а-2с, можно увидеть в клеевой полосе 8.
Список ссылочных позиций
1 Шов с двойной отбортовкой кромок
2 Внутренний компонент
3 Наружный компонент
4 Стыковочная краевая часть для п. 2
6 Краевой участок для п. 3
7 Фальцевая кромка
8 Клеевая полоса
9 Разделитель
11 Фальцевый зазор
12 Передний край для п. 4
13 Внутренний свободный край для п. 8
14 Переход
17 Наружный свободный край для п. 8
18 Свободный край для п. 7
21 Лакокрасочное покрытие
22 Пространство для расширения
23 Пространство для расширения
24 Воздушный зазор
26 Уплотнительное утолщение
27 Уплотнительное утолщение
28 Промежуточное пространство
29 Излишек длины
31 Крепежная область
32 Форсунка для подачи горячего воздуха


Изобретение относится к способу изготовления шва с отбортовкой кромок между внутренним компонентом со стыковочной краевой частью и наружным элементом с фальцевой кромкой и направлено на повышение защиты шва от коррозии. В способе выполняют, по меньшей мере, следующие операции: наносят клеевую полосу на передний край стыковочной краевой части; нагревают клеевую полосу; приклеивают клеевую полосу на одну или обе стороны стыковочной краевой части; прикладывают внутренний компонент к наружному компоненту; отгибают фальцевую кромку в направлении к внутреннему компоненту, причем после отгибания фальцевой кромки в направлении к внутреннему компоненту клеевая полоса расположена своими свободными краями внутри фальцевого зазора, так что образуется пространство для расширения; наносят лакокрасочное покрытие, которое наносят также в пространство для расширения в фальцевом зазоре с размещением лакокрасочного покрытия также на свободных краях клеевой полосы, так что клеевая полоса закрывается лакокрасочным покрытием, после чего нагревают, по меньшей мере, область шва для отверждения клеевой полосы. 10 з.п. ф-лы, 7 ил.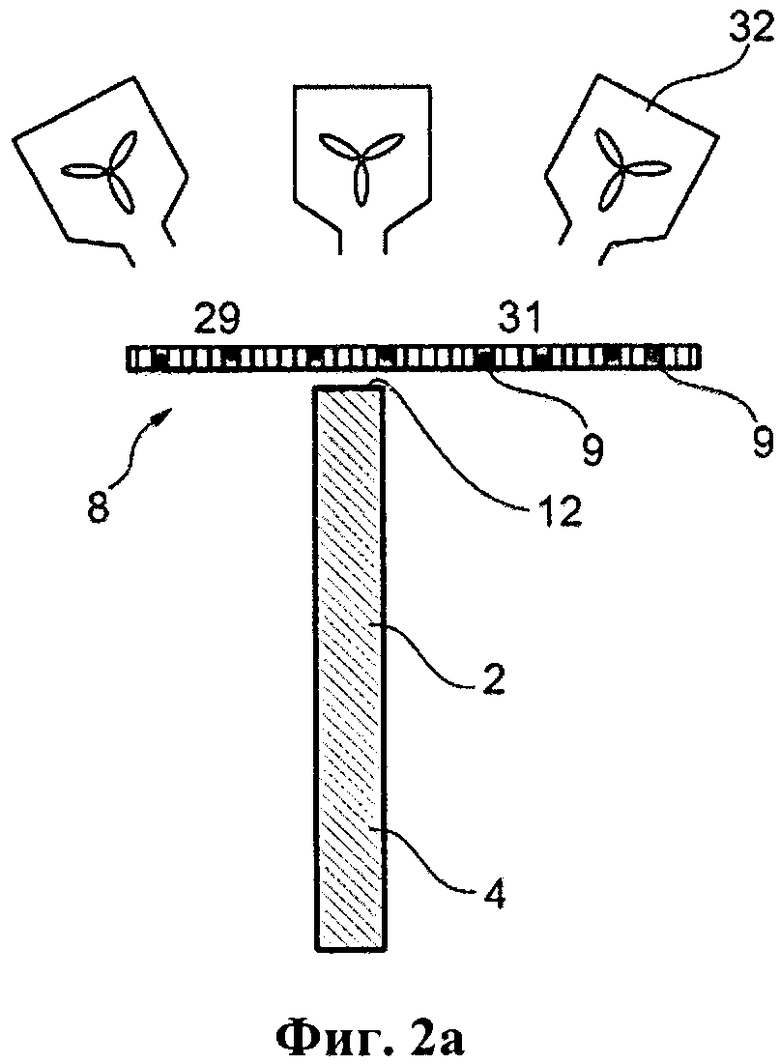
1. Способ изготовления шва (1) с отбортовкой кромок между внутренним компонентом (2), который имеет стыковочную краевую часть (4), и наружным компонентом (3), который имеет фальцевую кромку (7), в котором выполняют, по меньшей мере, следующие операции:
наносят клеевую полосу (8) на передний край (12) стыковочной краевой части (4),
нагревают клеевую полосу (8),
приклеивают клеевую полосу (8) на одну или обе стороны стыковочной краевой части (4),
прикладывают внутренний компонент (2) к наружному компоненту,
отгибают фальцевую кромку (7) в направлении к внутреннему компоненту (2), причем после отгибания фальцевой кромки (7) в направлении к внутреннему компоненту (2) клеевая полоса (8) расположена своими свободными краями (13, 17) внутри фальцевого зазора (11), так что в каждом случае образуется пространство (22, 23) для расширения,
наносят лакокрасочное покрытие (21), которое наносят также в пространства (22, 23) для расширения в фальцевом зазоре (11) с размещением лакокрасочного покрытия (21) также на свободных краях (13, 17) клеевой полосы (8), так что клеевая полоса (8) закрывается лакокрасочным покрытием (21), после чего
нагревают, по меньшей мере, область шва (1) для отверждения клеевой полосы (8).
2. Способ по п. 1, в котором клеевую полосу (8) наносят сверху на передний край (12) стыковочной краевой части (4).
3. Способ по п. 1, в котором передний край (12) стыковочной краевой части (4) при нанесении и/или приклеивании клеевой полосы (8) ориентируют преимущественно горизонтально.
4. Способ по п. 1, в котором стыковочную краевую часть (4) при нанесении и/или приклеивании клеевой полосы (8) ориентируют преимущественно вертикально, если смотреть в поперечном направлении.
5. Способ по п. 1, в котором клеевую полосу (8) наносят на передний край (12) стыковочной краевой части (4) в холодном состоянии.
6. Способ по любому из пп. 1-4, в котором клеевую полосу (8) перед наложением на передний край (12) стыковочной краевой части (4) предварительно нагревают.
7. Способ по п. 1, в котором клеевую полосу (8) для нагревания обдувают горячим воздухом.
8. Способ по п. 1, в котором клеевую полосу (8) для приклеивания обдувают одним или несколькими воздушными потоками.
9. Способ по п. 1, в котором клеевую полосу (8) для нагревания и приклеивания обдувают горячим воздухом.
10. Способ по п. 1, в котором клеевую полосу (8) приклеивают под воздействием силы тяжести.
11. Способ по п. 1, в котором клей клеевой полосы (8) при нагревании расширяется.
| DE 102008060930 A1, 08.04.2010 | |||
| Гравитационная тепловая труба | 1980 |
|
SU892180A1 |
| JPS 5634579 A, 06.04.1981 | |||
| US 5587042 A, 24.12.1996 | |||
| WO 9421740 A1, 29.09.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ АДГЕЗИОННОГО СЦЕПЛЕНИЯ В СОЕДИНЕНИИ ЗАГИБОМ | 1994 |
|
RU2117189C1 |

