Область техники, к которой относится изобретение
Изобретение относится к декоративной детали со скрытой закрепкой, а более конкретно к декоративной детали, в частности, для ювелирного изделия или изделия из драгоценных камней, образующей мозаичную закрепку камней, которая может украшать поверхность.
Уровень техники, предшествующий изобретению
Известно крепление драгоценных, полудрагоценных или синтетических камней при помощи лапковых, корнеровых или рельсовых закрепок. Также существуют закрепки скрытого типа, которые неразъемно соединены с камнями за их калетты или короны. На известном уровне техники в области скрытых закрепок существуют различные способы (фрезерование, литье, клипсование, завинчивание и т.п.), которые, в зависимости от той или иной четко сформулированной системы, имеют ряд недостатков: природные особенности, геометрические формы и размеры камней зачастую ограничены, высота, глубина и углы поднутрений зачастую устанавливают ограничения, при обработке камней возникают надрезы и трещины и даже при ремонте, во время замены камня, происходят надрезы соседних каменей и т.п. Кроме этого, большинство подобных способов требуют ручного труда закрепщика при проведении операций по закрепке. Даже если последний обладает высокой квалификацией, постоянно существует опасность потери, царапин, трещин или надрезов камней. Другим способом скрытой закрепки камней является гальванический путь, описанный в патенте ЕР 2327323 А1. Данный способ, который требует нанесения на камни первого проводящего слоя, может, в зависимости от природных особенностей и толщины наносимого слоя, испортить ожидаемый эстетический вид и потребовать использования технологии нанесения «покрытий» на камни, что при скрытой закрепке драгоценных камней снижает ценность конечного продукта. Кроме этого, данный способ требует глубоких знаний в электрохимической области.
Краткое изложение сущности изобретения
Цель настоящего изобретения заключается в том, чтобы устранить все или часть вышеуказанных недостатков, предложив способ промышленного производства, позволяющий добиться однородной установки камней, использовать камни разной формы, повысить точность, улучшить качество крепления при меньших затратах и сократить ограничивающие эстетические качества в плане регулировки драгоценных камней.
С этой точки зрения изобретение относится к декоративной детали, содержащей несколько камней и устройство для крепления камней относительно друг друга. Крепежное устройство содержит единое основание, изготовленное из первого материала, который позволяет крепить все камни относительно друг друга за одну из их граней, пояски камней устанавливаются край в край относительно друг друга таким образом, чтобы указанное единое основание было скрыто, характеризующейся тем, что первый материал является по меньшей мере частично аморфным сплавом.
По другому предпочтительному варианту осуществления единое основание позволяет крепить все камни относительно друг друга за их калетты.
По другому предпочтительному варианту осуществления единое основание полностью закрывает все калетты указанных камней.
По другому предпочтительному варианту осуществления единое основание оставляет часть калетт указанных камней открытыми.
По другому предпочтительному варианту осуществления единое основание позволяет крепить все камни относительно друг друга за их короны.
По другому предпочтительному варианту осуществления единое основание полностью закрывает все короны указанных камней.
По другому предпочтительному варианту осуществления единое основание оставляет часть корон указанных камней открытыми.
По другому предпочтительному варианту осуществления единое основание позволяет крепить множество камней таким образом, чтобы некоторые камни были закреплены за их калетты, а некоторые камни были закреплены за их короны.
По другому предпочтительному варианту осуществления единое основание полностью закрывает все калетты некоторых камней и все короны некоторых камней.
По другому предпочтительному варианту осуществления единое основание оставляет открытыми часть калетт некоторых камней и часть корон некоторых камней.
По другому предпочтительному варианту осуществления крепежное устройство содержит по меньшей мере одно поднутрение, сделанное по меньшей мере в одном из камней на уровне его калетты таким образом, что единое основание, по меньшей мере частично соответствующее по форме каждой каллете, образует по меньшей мере один крюк для каждого из по меньшей мере одного указанных камней.
По другому предпочтительному варианту осуществления крепежное устройство содержит по меньшей мере одно поднутрение, сделанное по меньшей мере в одном из камней на уровне его короны таким образом, что единое основание, по меньшей мере частично соответствующее по форме каждой короне, образует по меньшей мере один крюк для каждого из по меньшей мере одного указанных камней.
По другому предпочтительному варианту осуществления указанное по меньшей мере одно поднутрение образует две канавки на двух гранях калетты.
По другому предпочтительному варианту осуществления указанное по меньшей мере одно поднутрение образует две канавки на двух гранях короны.
По другому предпочтительному варианту осуществления первый материал является полностью аморфным металлическим материалом.
По другому предпочтительному варианту осуществления первый материал содержит по меньшей мере один из драгоценных металлов, входящих в следующую группу: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
По другому предпочтительному варианту осуществления первый материал является аморфным сплавом, имеющим температуру стеклования, которая равна или меньше 450°C.
Изобретение также относится к часовому изделию, характеризующемуся тем, что оно содержит по меньшей мере одну закрепленную декоративную деталь по изобретению.
Изобретение также относится к ювелирному изделию или изделию из драгоценных камней, характеризующемуся тем, что оно содержит по меньшей мере одну закрепленную декоративную деталь по изобретению.
Изобретение также относится к способу изготовления декоративной детали, характеризующемуся тем, что он включает в себя следующие этапы:
a) получение нескольких камней;
b) неразъемное соединение первой грани каждого из камней с опорой, пояски камней устанавливаются край в край относительно друг друга таким образом, что они образуют мозаичную закрепку камней;
c) покрытие первым материалом по меньшей мере одной из частей второй грани камней с целью формирования единого основания, указанный первый материал является металлическим сплавом, который может становиться аморфным;
d) извлечение сформированной подобным образом декоративной детали путем отделения каждой из указанных первых граней от опоры.
По одному из предпочтительных вариантов осуществления способ включает в себя осуществление между этапом а) и этапом b) следующего этапа:
e) прорезание по меньшей мере одного поднутрения в калеттах и/или коронах указанных камней таким образом, чтобы единое основание, создаваемое на этапе с), заполняло по меньшей мере одно из каждого указанных поднутрений с одновременным формированием крепежного крюка.
По другому предпочтительному варианту осуществления способ включает в себя осуществление между этапом с) и этапом d) следующего этапа:
g) формирование рамки вокруг указанной мозаичной закрепки с целью окружения слоя, наносимого на этапе с), над указанными калеттами и/или указанными коронами камней.
По другому предпочтительному варианту осуществления первая грань является площадкой камня, а вторая грань - калеттой камня.
По другому предпочтительному варианту осуществления первая грань является калеттой камня, а вторая грань - площадкой камня.
По другому предпочтительному варианту осуществления первая грань является калеттой камня или площадкой камня, а вторая грань - площадкой камня или калеттой камня.
Изобретение также относится к способу изготовления декоративной детали, характеризующемуся тем, что он включает в себя следующие этапы:
1) получение опоры, снабженной корпусом;
2) покрытие корпуса по меньшей мере частично первым материалом, указанный первый материал является металлическим сплавом, который может становиться аморфным;
3) формирование в указанном первом материале по меньшей мере одного отверстия, снабженного крепежными средствами;
4) закрепление в указанном по меньшей мере одном отверстии по меньшей мере одного камня, снабженного по меньшей мере одним поднутрением таким образом, чтобы вызвать упругую деформацию крепежных средств до тех пор, пока происходит упругое деформирование при нахождении крепежных средств оппозитно указанному по меньшей мере одному поднутрению;
5) извлечение сформированной подобным образом декоративной детали путем отделения первого закрепленного материала указанных камней от опоры.
По другому предпочтительному варианту осуществления этап с) или 2) нанесения покрытия заключается в нанесении первого материала при помощи горячего формования.
По другому предпочтительному варианту осуществления этап с) или 2) нанесения покрытия заключается в нанесении первого материала при помощи литья или инжектирования.
По другому предпочтительному варианту осуществления этап с) или 2) нанесения покрытия заключается в нанесении первого материала при помощи вихревого спекания.
По другому предпочтительному варианту осуществления указанный первый материал является полностью аморфным.
По другому предпочтительному варианту осуществления первый материал содержит по меньшей мере один из драгоценных металлов, входящих в следующую группу: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
По другому предпочтительному варианту осуществления первый материал является аморфным сплавом, имеющим температуру Tg, которая меньше или равна 450°C.
По другому предпочтительному варианту осуществления способ дополнительно включает в себя завершающий этап, заключающийся в кристаллизации первого материала.
По другому предпочтительному варианту осуществления указанный первый материал является металлическим сплавом, который может становиться аморфным при скорости охлаждения менее 100000°C/с.
Краткое описание чертежей
Другие детали и преимущества станут понятны из описания, которое представлено в качестве пояснения, а не в качестве ограничения, со ссылкой на прилагаемые чертежи, где:
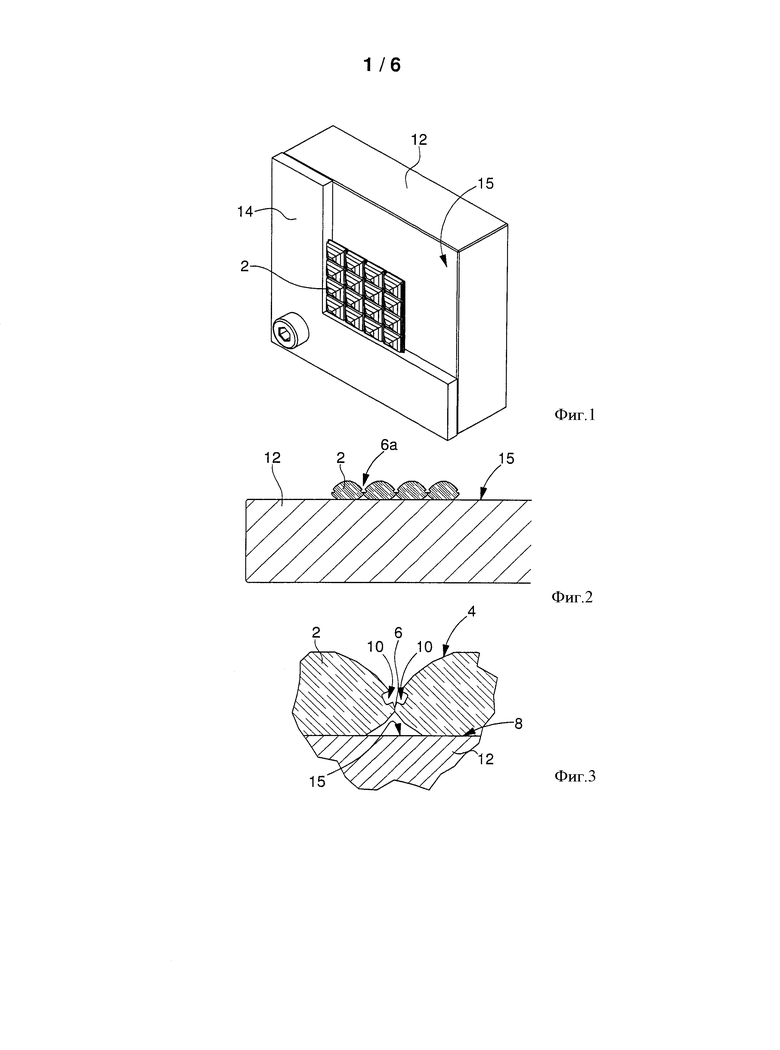
на фиг.1 показан вид в перспективе этапа крепления камней по изобретению;
на фиг.2 в сечении показано завершение этапа крепления по изобретению;
на фиг.3 показан частичный укрупненный вид по фиг.2;
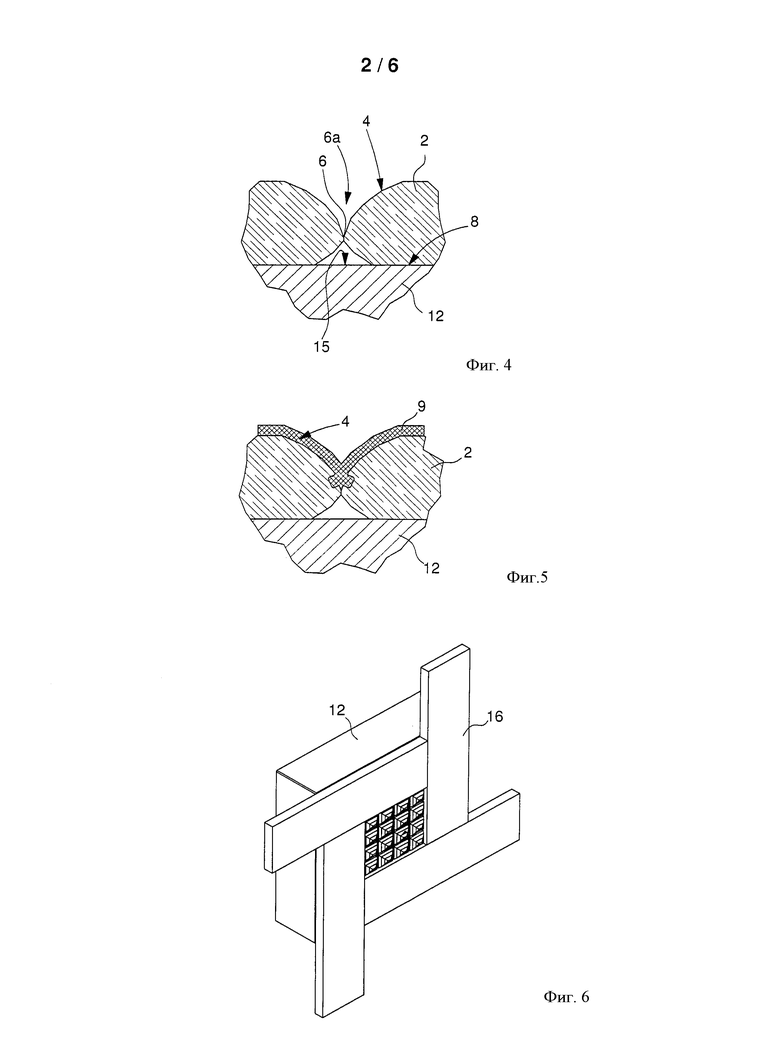
на фиг.4 представлен вид по фиг.3 по одному из альтернативных вариантов изобретения.
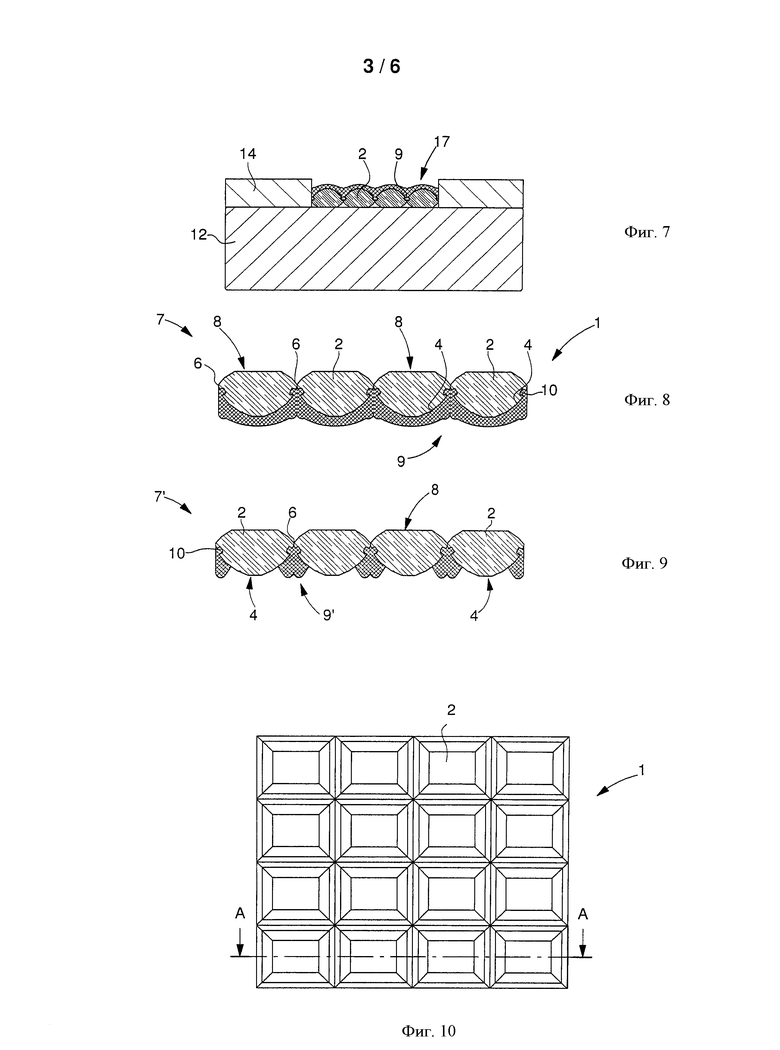
на фиг.5 и 7 показаны виды, аналогичные виду по фиг.3, этапа нанесения материала по изобретению;
на фиг.6 показан вид в перспективе второго этапа нанесения по изобретению;
на фиг.8 показан вид в сечении декоративной детали по изобретению;
на фиг.9 показан вид в сечении декоративной детали по другому альтернативному варианту изобретения;
на фиг.10 показан вид в сверху декоративной детали по изобретению;
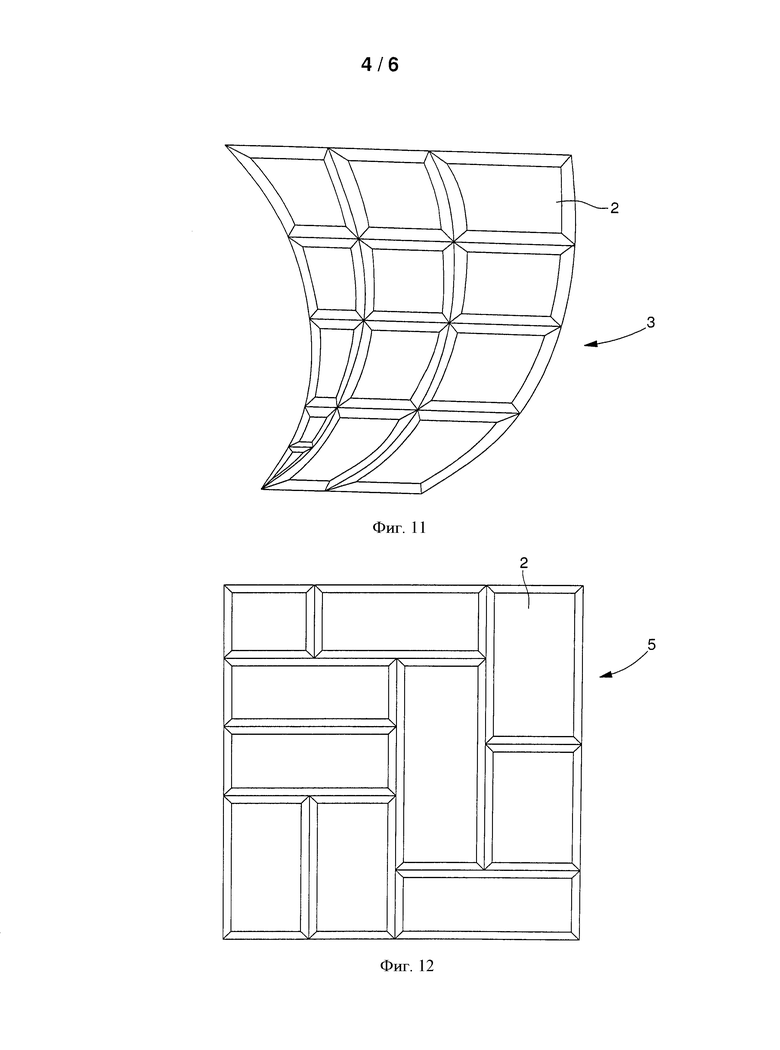
на фиг.11 показан вид сверху декоративной детали по одному из вариантов изобретения;
на фиг.12 показан вид сверху декоративной детали по другому варианту изобретения;
на фиг.13-16 показаны возможности способа по изобретению;
на фиг.17-20 показаны возможности способа по другому варианту осуществления изобретения; и
на фиг.21 показан вид сверху декоративной детали, в которой камни установлены в произвольном порядке.
Подробное описание предпочтительных вариантов осуществления Как показано на фигурах 8-12, изобретение относится к декоративным деталям, которые, в целом, обозначены позициями 1, 3 и 5 и которые могут быть закреплены, в частности, в ювелирных изделиях или изделиях из драгоценных камней и часовых устройствах (в частности, со стороны циферблата и корпуса наручных часов). Между тем, подобные декоративные детали 1, 3 и 5 не ограниченными вышеуказанными областями применения. В частности, декоративные детали 1, 3 и 5 также могут быть закреплены на других предметах, таких как, например, очки.
Более конкретно, изобретение относится к крепежному устройству 7, 7' для скрытой закрепки, которое позволяет крепить множество драгоценных, полудрагоценных и синтетических камней 2 за одну из их граней, такую как калетта 4 и/или корона, таким образом, чтобы пояски 6 камней 2 (также именуемые рундистами) устанавливались край в край так, чтобы площадки 8 камней 2 располагались, по существу, параллельно или даже в одной плоскости.
Поэтому, независимо от распределения и/или формы используемых камней 2, как это показано, например, на фигурах 10-12, крепежное устройство 7, 7' содержит единое основание 9, 9', которое скрепляет камни 2 относительно друг друга исключительно прецизионным образом. Предпочтительно по изобретению и, в отличие от того, как это обычно делается при изготовлении скрытых закрепок, материал основания 9, 9' наносится, а не снимается, а затем по мере необходимости деформируется.
Поэтому можно без труда догадаться, что единое основание 9, 9' позволяет идеально охватывать калетты 4 камней 2, передавая камням минимальное механическое напряжение. Разумеется, допустимо, чтобы камни 2 крепились за их короны, т.е. единое основание 9, 9' позволяет идеально охватывать короны камней 2. Аналогичным образом, крепежное устройство 7, 7' скрытой закрепки позволяет крепить множество камней 2 таким образом, чтобы некоторые камни крепились к единому основанию 9, 9' за их калетты 4, а некоторые камни крепились к единому основанию 9, 9' за их короны. Подобное попеременное крепление за короны или калетты может осуществляться в произвольном порядке. В остальной части описания будет рассмотрено лишь крепежное устройство 7, 7', содержащее единое основание 9, 9', к которому камни крепятся относительно друг другу за их калетты 4.
Таким образом, предпочтительно по изобретению естественная форма основания 9, 9' соответствует по форме калеттам 4 камней 2 независимо от распределения последних. Это достигается за счет использования способа изготовления по изобретению, который будет рассмотрен ниже и который, в частности, включает в себя этап нанесения покрытия из материала.
По первому варианту осуществления, изображенному на фиг.8, крепежное устройство 7 содержит единое основание 9, которое полностью охватывает калетты 4 камней 2. Подобный первый вариант осуществления позволяет получить очень однородный эстетичный вид декоративной детали 1, 3, 5.
По второму варианту осуществления, изображенному на фиг.9, крепежное устройство 7' содержит единое основание, которое охватывает калетты 4 камней 2 неполностью. Как видно из фиг.9, подобное единое основание 9' образует решетку на уровне поясков 6 камней 2. Подобный второй вариант осуществления позволяет улучшить общее внутреннее отражение камней 2, используемых в декоративной детали 1, 3, 5. Он также позволяет избежать вскрытия единого основания механическим путем, например, при помощи закрепочного инструмента, исключив тем самым царапание камней.
Образованную подобным образом декоративную деталь 1, 3, 5 даже с более или менее сложной формой, такой как, например, волнистая форма 3 по фиг.11, форма 5 без конкретной симметрии по фиг.12 или форма 1, которая является полностью симметричной и показана на фиг.10, в итоге можно легко закрепить на конечном изделии посредством его единого основания 9, 9'.
По одному из альтернативных вариантов осуществления изобретения, показанному на фигурах 3, 8 и 9, в целях увеличения усилия крепления крепежного устройства 7, 7', каждая из калетт 4 камней 2 содержит по меньшей мере одно поднутрение 10. Поскольку основание 9, 9' идеально повторяет форму калетт 4 камней 2, следует понимать, что основание 9, 9' соответственно образует крючки, которые удерживают каждый камень 2 более прочно за его калетту 4. Предпочтительно каждый камень 2 содержит два поднутрения 10 на оппозитных от каждой калетты 4 гранях. Между тем, каждое из поднутрений также может образовывать окружную канавку на каждой калетте 4 таким образом, чтобы максимально увеличить механическое усилие крепления крепежного устройства 7, 7'. Разумеется, если камни 2 закреплены к единому основанию 9, 9' за их короны, то указанное по меньшей мере одно поднутрение 10 находится на указанных коронах.
По другому альтернативному варианту осуществления изобретения единое основание 9, 9' также может непосредственно образовывать корпус конечного изделия, что позволяет избежать закрепления декоративной детали 1, 3, 5 к другому корпусу.
Желательно, наносимый материал, именуемый первым материалом, является аморфным или частично аморфным материалом. Подобный материал предпочтительно является металлическим сплавом. Термин «частично аморфный» указывает на то, что процентное количество материала, находящееся в аморфном состоянии, достаточно для того, чтобы непосредственно сам блок обладал признаками, свойственными металлам или аморфным металлическим сплавам. Преимущество аморфных материалов заключается в том, что при температуре, превышающей их температуру Tg стеклования, им можно легко придавать форму. Еще одним их преимуществом является то, что из-за отсутствия кристаллизации они обладают очень незначительным пространственным сжатием при отверждении. Точно так же можно использовать драгоценные металлы или один из их сплавов для того, чтобы придать указанной декоративной детали драгоценный вид. Поэтому в качестве ценных металлов или их сплавов можно использовать один или несколько следующих материалов: золото, платину, палладий, рений, рутений, родий, серебро, иридий или осмий.
Далее со ссылкой на фигуры 1-9 и 13 будет рассмотрен способ по изобретению. На первом этапе, способ включает в себя получение камней 2, пояски 6 которых позволяют устанавливать их край в край таким образом, чтобы получить, например, варианты компоновки по фигурам 10, 11 и 12, т.е. однородную плоскость из камней 2.
На втором этапе, камни 2 неразъемно соединяются один за другим на опоре 12. Кроме этого, как более наглядно показано на фиг.2, грань 15, к которой камни 2 закрепляются, должна иметь хорошую плоскостность. Предпочтительно каждый камень 2 неразъемно крепится первой гранью к грани 15 опоры 12 за счет приклеивания его площадки 8 при помощи клея эпоксидного типа, который устойчив к воздействию температур, используемых при нанесении металла. Разумеется, допустимы другие типы соединений, совместимые с остальными этапами способа, или даже использование других типов клея. Кроме этого, опора 12 может включать в себя полости, в которые помещаются площадки 8 каждого из камней 2. Все камни 2, следовательно, помещаются в одну полость, что ограничивает свободу перемещения каждого из камней 2.
На фигурах 3 и 4 представлены укрупненные виды, на которых более детализированно показаны пояски 6 камней 2 по двум альтернативным вариантам изобретения, рассмотренным выше. Поэтому без труда можно понять, что точность прорезания поясков 6 или рундистов камней 2 имеет очень большое значение. На самом деле, согласно изобретению пояски 6 должны устанавливаться край в край для того, чтобы сократить размер промежутков между камнями 2. Подобные пояски, установленные край в край, напоминают полости 6а.
Следовательно, как отмечалось выше, в случае, если увеличение крепежного усилия крепежного устройства 7, 7' не требуется, то камни 2 не содержат поднутрений 10 и размещаются напротив друг друга на уровне их поясков 6, как это показано на фигурах 1 и 4. Следует понимать, что в этом случае крепление камней обеспечивается лишь за счет химического взаимодействия между материалами.
Если необходимо увеличить крепежное усилие крепежного устройства 7, 7', то в этом случае между первым этапом соединения и вторым этапом соединения требуется промежуточный этап. Промежуточный этап предназначен для прорезания по меньшей мере одного поднутрения 10 по меньшей мере в одной из частей калетт 4 камней 2. Следовательно, во время второго или соединительного этапа камни 2 сближаются друг с другом на уровне их поясков 6, как это показано на фигурах 1 и 5. В варианте осуществления по фиг.5 можно заметить, что поднутрения 10 в двух камнях 2 сделаны оппозитно друг другу.
В примере по фиг.1 можно заметить, что опора 12 также может содержать лекало 14 определенной формы, упрощающее формирование плоскости камней 2. Подобное лекало 14, следовательно, позволяет создавать крепежный квадрат как на фиг.1 для формирования симметричной декоративной детали 1 или изогнутого корпуса для придания декоративной детали 3 волнистой формы. На завершающей стадии второго этапа, как показано на фиг.1, следовательно, можно получить мозаичное расположение камней 2, неразъемно соединенных у их площадок 8 на поверхности 15 опоры 12. Разумеется, допустимо, чтобы опора 12 и лекало 14 использовались для формирования одних и тех же деталей. Однако предпочтительно, чтобы лекало состояло из нескольких элементов, образующих рамку 16, выполненную таким образом, чтобы она окружала аморфный сплав над указанными калеттами камней 2, как это показано на фигурах 6 и 7.
Далее способ 21 переходит к этапу формирования единого основания 9, 9' на второй грани камней 2.
Один из способов нанесения материала при формировании основания 9, 9' включает в себя использование горячего формования.
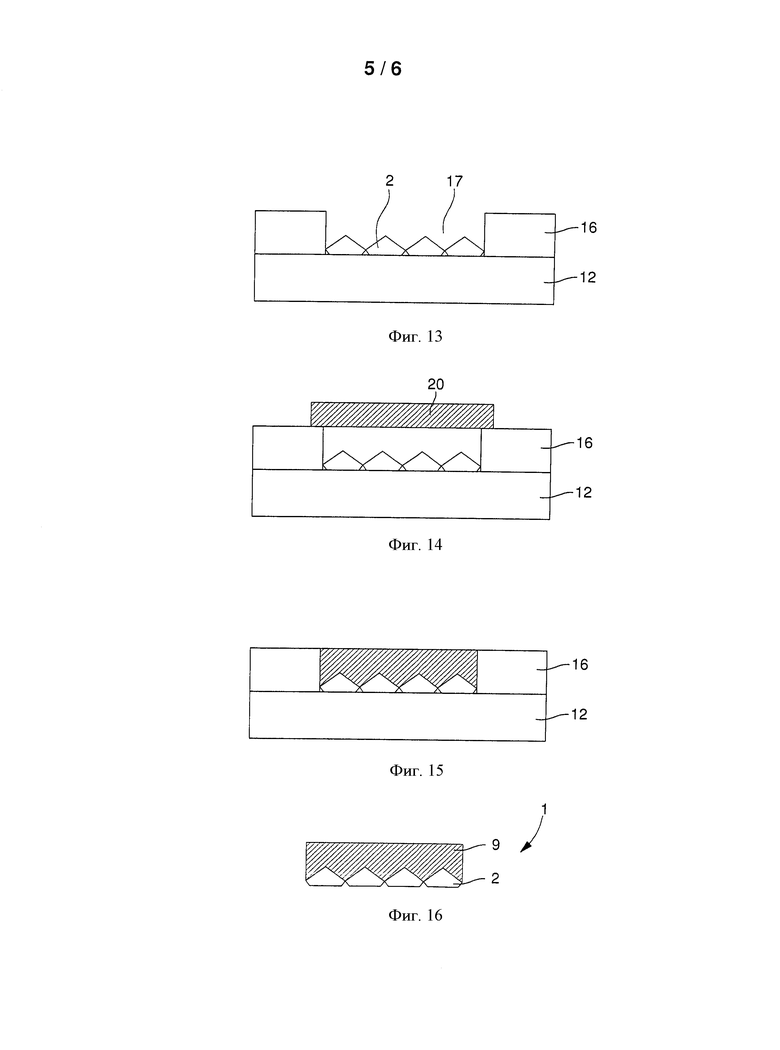
На фигурах 13-16, в упрощенном виде, показаны этапы, позволяющие изготовить подобное единое основание 9, 9'.
Вначале из аморфного металлического сплава необходимо изготовить преформу. Подобная преформа 20 может быть изготовлена при помощи различных технологий, таких как, например, инжектирование в литьевую пресс-форму, горячее формование при температуре выше Tg, штамповка из ленты или даже механическая обработка. После изготовления преформы, она помещается над камнями 2 и может упираться встык в лекало 14 или рамку 16, как показано на фиг.14.
Затем узел нагревается до температуры выше температуры Tg стеклования, позволяя тем самым снизить вязкость преформы, после чего прикладывается давление. После соблюдения данных условий, давление, прикладываемое к вязкой преформе, позволяет вязкому аморфному сплаву покрывать всю поверхность камней 2, а следовательно, заполнять пустоты 6а, образуемые поясками, расположенными край в край, как это показано на фиг.15. Затем, после того как пустоты 6а заполнены, узел охлаждается для того, чтобы сохранить аморфное состояние сплава.
Материалы подобного типа являются очень подходящими, поскольку значительное снижение их вязкости при нагреве свыше температуры Tg приводит к уменьшению прикладываемого напряжения, обеспечивая заполнение полостей 6а аморфным металлическим сплавом. Поэтому камни не подвергаются опасности разлома даже при осуществлении операций, связанных с приложением давления. С другой стороны, подобное уменьшение вязкости позволяет аморфному металлическому сплаву проникать в каждую часть рельефа подобного узла из камней 2, а следовательно, повторять все его очертания. Другое преимущество данного варианта осуществления заключается в том, что он может быть реализован при относительно низких температурах, что позволяет избежать разрушения камней, снизив при этом вероятность разрыва камней из-за термических ударов. Поэтому предпочтительно используется аморфный металлический сплав, имеющий температуру Tg стеклования от 100 до 450°C.
Разумеется, возможны другие типы формования, такие как литье или инжектирование. Способ включает в себя нагрев металлической преформы до температуры выше точки ее плавления и заливку или нагнетание полученной таким путем жидкости поверх камней 2. В этом случае высота рамки 16 должна быть по меньшей мере равна высоте камней 2. В результате формируется зазор 17, который заполняется расплавленным сплавом. После заполнения зазора 17, осуществляют этап охлаждения до температуры ниже Tg для того, чтобы избежать кристаллизации сплава и окончательно получить полость 6а, заполненную аморфным или частично аморфным металлическим сплавом. В отличие от металлов, имеющих кристаллическую структуру, аморфные металлические сплавы используются в данном варианте осуществления по двум причинам. Во-первых, по сравнению с металлами, имеющими кристаллическую структуру, они имеют очень незначительную степень сжатия при отверждении, которая составляет примерно 0.5% и 4-7%, соответственно. Это позволяет обеспечить очень высокое смыкание между камнями и аморфным металлом, а следовательно, очень высокую прочность крепления. Во-вторых, температура плавления аморфных металлов у данной группы сплавов намного ниже температуры плавления металлов, имеющих кристаллическую структуру. Например, кристаллические сплавы платины имеют точку плавления порядка 1600-1700°C, тогда как аморфные сплавы платины в виде PtCuNiP имеют точку плавления примерно в 600°C. Соответственно это позволяет значительно упростить используемый инструментарий и в особенности сохранить целостность камней, в частности бриллиантов, которые разрушаются при температуре воздуха в 600-800°C.
Разумеется, допустимо формование при помощи вихревого спекания. Способ вихревого спекания заключается в помещении металлического порошка, способного становиться аморфным при скорости охлаждения, равной или менее 100000°C/с, в зазор 17, образуемый между опорой 2 и рамкой 16, и его отверждение при подаче энергии, например, от горелки, лазерного луча, пучка ионов или любых иных тепловых средств.
Разумеется, количество первого материала, т.е. аморфного металлического сплава, можно рассчитать для формирования лишь одного слоя, толщина которого меньше толщины камней 2 или даже меньше половины высоты камней 2, как показано на фиг.7. Подобный слой может наноситься по форме камней 2.
В альтернативном варианте по фиг.9, где единственное основание 9' образует подобным образом решетку на уровне поясков 6 камней 2, используется трафарет. Трафарет имеет форму пластины с отверстиями, которые принимают форму решетки, проходящей по пояскам 6 камней 2. Подобный трафарет предварительно помещают на камни 2 перед осуществлением этапа горячего формования, литья или спекания. Трафарет предпочтительно изготовлен таким образом, чтобы он мог химически растворяться. Как вариант, в случае горячего формования, преформу изготавливают таким образом, чтобы она имела форму решетки, проходящей на уровне поясков 6 камней 2. Поэтому достаточно поместить подобную преформу на камни на уровне поясков 6 камней и начать процесс горячего формования. Допустимо даже, чтобы операция литья осуществлялась машиной, которая заливает расплавленный металл непосредственно на уровне решетки, проходящей по пояскам 6 камней.
По другому альтернативному варианту осуществления изобретения единое основание 9, 9' также может непосредственно образовывать корпус конечного изделия, что позволяет избежать закрепления декоративной детали 1, 3, 5 к другому корпусу.
После этого осуществляют этап разделения. Подобный этап разделения заключается в отделении узла, образованного из камней 2 и единого основания 9, 9', от опоры 12 и от лекала 14 с целью получения декоративной детали по фиг.16. Для этого можно использовать несколько решений.
Первое решение заключается в простом снятии опоры и лекала с узла, состоящего из камней 2 и единого основания 9, 9'. В том случае, если камни 2 приклеены к площадке 15 опоры 12, можно использовать химический реагент для растворения клея.
Второе решение заключается в растворении указанного лекала и опоры 12. На самом деле лекало 14 и опора 12 изготовлены из материала, который может растворяться.
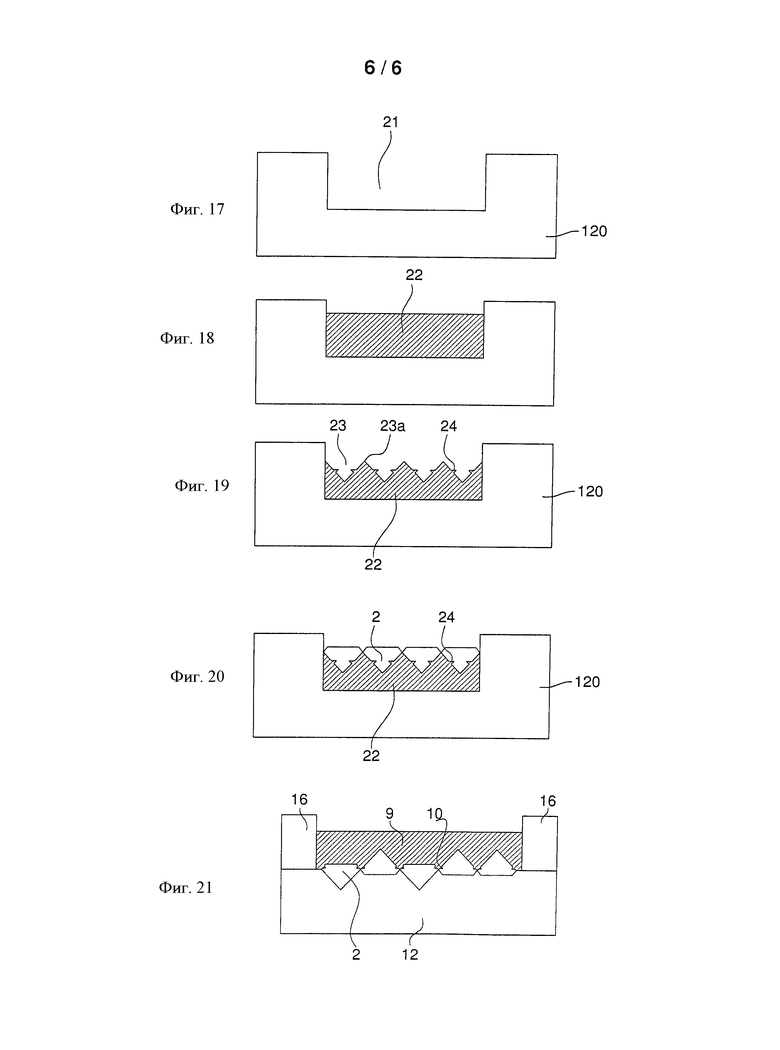
Также можно использовать другой вариант осуществления, показанный на фигурах 17-20. Данный вариант осуществления заключается в использовании возможностей значительной упругой деформации аморфных сплавов, обычно составляющей 2%, в отличие от сплавов, имеющих кристаллическую структуру, пластическая деформация которых составляет от 0.5%.
В этом случае первый этап заключается в получении опоры 120 с имеющимся у нее корпусом 121.
В корпусе 121 опоры 120 осуществляют нанесение слоя 22 из первого материала, который является аморфным или частично аморфным металлическим материалом, как это показано на фиг.18. Подобный слой 22 из аморфного металлического материала может быть нанесен при помощи рассмотренных выше способов горячего формования, или литья, или инжектирования, или вихревого спекания.
Затем осуществляется следующий этап, заключающийся в механической обработке слоя 22 с целью проделывания отверстий 23, в которые вставляются закрепляемые камни 2, как это показано на фиг.19. На данной фигуре показан вариант закрепления камней за их калетты, однако также допустимо закреплять камни за их короны или даже использовать произвольное устройство, в котором камни закреплены за их короны и калетты. Подобная механическая обработка может осуществляться несколькими путями. Например, можно осуществлять снятие материала при помощи лазера или сверления.
Подобная механическая обработка также может осуществляться за счет использования свойств аморфного материала. На самом деле, вязкость последнего уменьшается при его нагреве до температуры между температурой Tg стеклования и температурой Тх кристаллизации. На аморфный материал, заполняющий полость, воздействуют при помощи инструмента, создающего отверстие обратной геометрической формы. Это позволяет избежать этапов механической обработки, осуществление которых может быть затруднительным применительно к используемым аморфным сплавам.
Предпочтительно по данному варианту осуществления используют крепежные средства 24 на уровне профиля 23а каждого отверстия 23. Подобные крепежные средства 24 состоят по меньшей мере из одного выступа, неразъемно соединенного со слоем 22.
Таким образом, способ закрепления заключается во вдавливании камня 2 в отверстие. За счет их упругой деформации крепежные средства деформируются, позволяя вставлять указанные камни. Если выступ находится оппозитно поднутрению 10 в камне 2, то упругое деформирование осуществляют таким образом, чтобы выступ вставлялся в поднутрение 10 и позволял удерживать последний, как это показано на фиг.20.
Предпочтительно размеры корпуса 121 рассчитывают так, чтобы высота корпуса по меньшей мере была равна высоте камней 2, а также так, чтобы ширина и/или длина по меньшей мере была равна длине и ширине узла из камней 2, закрепляемых край в край.
Следует понимать, что специалистам в данной области техники будут очевидны различные изменения и/или усовершенствования и/или комбинации различных вариантов осуществления изобретения, рассмотренных выше, не выходящие за объем изобретения, определенный в прилагаемой формуле изобретения.
Изобретение относится к ювелирной отрасли, изделиям из драгоценных камней и часовым изделиям. Декоративная деталь включает в себя множество камней и устройство для крепления камней относительно друг друга. Устройство содержит единое основание, изготовленное из первого материала, которое позволяет закреплять все камни относительно друг друга за одну из их граней. Пояски камней установлены край в край относительно друг друга таким образом, чтобы указанное единое основание было скрыто. Первый материал является по меньшей мере частично аморфным сплавом. Изобретение также относится к способу изготовления подобной декоративной детали, часовому устройству и ювелирному изделию, содержащему по меньшей мере одну установленную на нем декоративную деталь. Обеспечивается точность и качество крепления. 5 н. и 39 з.п. ф-лы, 21 ил.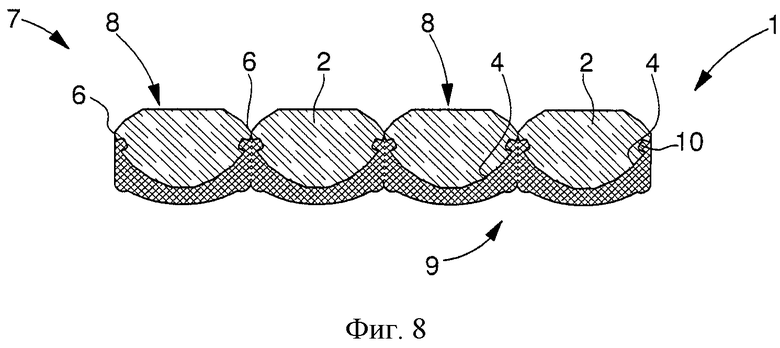
1. Декоративная деталь (1, 3, 5), включающая в себя множество камней (2) и устройство (7, 7'), предназначенное для относительного крепления камней (2) друг к другу и содержащее единое основание (9, 9'), изготовленное из первого материала, которое позволяет закреплять все камни (2) относительно друг друга за одну из их граней, при этом пояски (6) камней (2) установлены относительно друг друга край в край так, что указанное единое основание скрыто, характеризующаяся тем, что первый материал является по меньшей мере частично аморфным сплавом.
2. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что единое основание (9) выполнено с возможностью крепления всех камней (2) относительно друг друга за их калетты (4).
3. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что единое основание (9) выполнено с возможностью крепления всех камней (2) относительно друг друга за их короны.
4. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что единое основание (9) выполнено с возможностью крепления нескольких камней (2) так, что некоторые камни (2) закреплены за их калетты, а некоторые камни (2) – за их короны.
5. Декоративная деталь (1, 3, 5) по п. 2, характеризующаяся тем, что единое основание (9) полностью выполнено с возможностью закрывания всех калетт (4) указанных камней.
6. Декоративная деталь (1, 3, 5) по п. 2, характеризующаяся тем, что единое основание (9') выполнено с возможностью оставить часть калетт (4) указанных камней открытыми.
7. Декоративная деталь (1, 3, 5) по п. 3, характеризующаяся тем, что единое основание (9) выполнено с возможностью полного закрывания всех корон указанных камней.
8. Декоративная деталь (1, 3, 5) по п. 3, характеризующаяся тем, что единое основание (9') выполнено с возможностью оставить часть корон указанных камней открытыми.
9. Декоративная деталь (1, 3, 5) по п. 2, характеризующаяся тем, что крепежное устройство (7, 7') содержит по меньшей мере одно поднутрение (10), выполненное в по меньшей мере одном из камней (2) на уровне его калетты (4) так, что единое основание (9, 9'), соответствующее по форме, по меньшей мере частично, каждой калетте (4), образует по меньшей мере один крюк для каждого из по меньшей мере одного из указанных камней (2).
10. Декоративная деталь (1, 3, 5) по п. 3, характеризующаяся тем, что крепежное устройство (7, 7') содержит по меньшей мере одно поднутрение (10), выполненное в по меньшей мере одном из камней (2) на уровне его короны так, что единое основание (9, 9'), соответствующее по форме, по меньшей мере частично, каждой короне, образует по меньшей мере один крюк для каждого из по меньшей мере одного из указанных камней (2).
11. Декоративная деталь (1, 3, 5) по п. 8, характеризующаяся тем, что указанное по меньшей мере одно поднутрение (10) образует две канавки на двух гранях калетты (4).
12. Декоративная деталь (1, 3, 5) по п. 9, характеризующаяся тем, что указанное по меньшей мере одно поднутрение (10) образует две канавки на двух гранях короны.
13. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что первый материал является полностью аморфным металлическим материалом.
14. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
15. Декоративная деталь (1, 3, 5) по п. 13, характеризующаяся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
16. Декоративная деталь (1, 3, 5) по п. 1, характеризующаяся тем, что первый материал является аморфным сплавом, имеющим температуру стеклования, которая меньше или равна 450°С.
17. Часовое устройство, характеризующееся тем, что оно содержит по меньшей мере одну установленную на нем декоративную деталь (1, 3, 5) по п. 1.
18. Ювелирное изделие или изделие из драгоценных камней, характеризующееся тем, что оно содержит по меньшей мере одну установленную на нем декоративную деталь (1, 3, 5) по п. 1.
19. Способ изготовления декоративной детали (1, 3, 5), включающий в себя следующие этапы:
а) использование нескольких камней (2);
b) неразъемное соединение первой грани каждого из камней (2) с опорой (12), при этом пояски (6) камней (2) устанавливают край в край относительно друг друга так, что они образуют мозаичное закрепление камней (2);
с) нанесение слоя из первого материала по меньшей мере на одну из частей второй грани камней с целью формирования единого основания (9, 9'), при этом указанный первый материал является металлическим сплавом, способным становиться по меньшей мере частично аморфным;
d) извлечение сформированной подобным образом декоративной детали (1, 3, 5) путем отделения каждой из указанных вторых граней от опоры (12).
20. Способ изготовления декоративной детали (1, 3, 5), характеризующийся тем, что включает в себя следующие этапы:
1) использование опоры (120), снабженной корпусом (122);
2) нанесение слоя из первого материала на корпус, при этом указанный первый материал является металлическим сплавом, способным становиться по меньшей мере частично аморфным;
3) формирование в указанном первом материале по меньшей мере одного отверстия (23), снабженного крепежными средствами (24);
4) закрепление в указанном по меньшей мере одном отверстии (23) по меньшей мере одного камня (2), снабженного по меньшей мере одним поднутрением (10), с упругой деформацией крепежных средств (24) до тех пор, пока они не расположатся оппозитно указанному по меньшей мере одному поднутрению (10);
5) извлечение сформированной подобным образом декоративной детали (1, 3, 5) путем отделения каждого из указанных закрепленных камней от опоры (120).
21. Способ (21) по п. 19, характеризующийся тем, что включает в себя осуществление между этапом а) и этапом b) следующего этапа:
е) прорезание по меньшей мере одного поднутрения (10) в калеттах (4) указанных камней так, что единое основание (9, 9'), формируемое на этапе с), заполняет каждое из по меньшей мере одного из указанных поднутрений (10) с одновременным формированием крепежного крюка.
22. Способ по п. 19, характеризующийся тем, что включает в себя осуществление между этапом с) и этапом d) следующего этапа:
g) формирование рамки (16) вокруг указанной мозаичной закрепки с целью окружения слоя, формируемого на этапе с), над указанными калеттами камней (2).
23. Способ по п. 20, характеризующийся тем, что включает в себя осуществление между этапом с) и этапом d) следующего этапа:
g) формирование рамки (16) вокруг указанной мозаичной закрепки с целью окружения слоя, наносимого на этапе с), над указанными калеттами камней (2).
24. Способ по п. 19, характеризующийся тем, что первая грань является площадкой короны, а вторая грань является калеттой (4).
25. Способ по п. 19, характеризующийся тем, что первая грань является калеттой (4), а вторая грань является площадкой короны.
26. Способ по п. 19, характеризующийся тем, что единое основание (9) выполнено с возможностью крепления нескольких камней (2) так, что некоторые камни (2) закреплены за их калетты, а некоторые камни (2) – за их короны.
27. Способ по п. 19, характеризующийся тем, что этап с) нанесения покрытия заключается в нанесении первого материала при помощи горячего формования.
28. Способ по п. 20, характеризующийся тем, что этап 2) нанесения покрытия заключается в нанесении первого материала при помощи горячего формования.
29. Способ по п. 19, характеризующийся тем, что этап с) нанесения покрытия заключается в нанесении первого материала при помощи литья или инжектирования.
30. Способ по п. 20, характеризующийся тем, что этап 2) нанесения покрытия заключается в нанесении первого материала при помощи литья или инжектирования.
31. Способ по п. 19, характеризующийся тем, что этап с) нанесения покрытия заключается в нанесении первого материала при помощи вихревого спекания.
32. Способ по п. 20, характеризующийся тем, что этап 2) нанесения покрытия заключается в нанесении первого материала при помощи вихревого спекания.
33. Способ по п. 19, характеризующийся тем, что указанный первый материал является полностью аморфным.
34. Способ по п. 20, характеризующийся тем, что указанный первый материал является полностью аморфным.
35. Способ по п. 19, характеризующийся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
36. Способ по п. 20, характеризующийся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
37. Способ по п. 33, характеризующийся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
38. Способ по п. 34, характеризующийся тем, что первый материал содержит по меньшей мере один из драгоценных металлов: золото, платина, палладий, рений, рутений, родий, серебро, иридий или осмий.
39. Способ закрепления по п. 19, характеризующийся тем, что дополнительно включает в себя завершающий этап, заключающийся в кристаллизации первого материала.
40. Способ закрепления по п. 20, характеризующийся тем, что дополнительно включает в себя завершающий этап, заключающийся в кристаллизации первого материала.
41. Способ по п. 19, характеризующийся тем, что первый материал является аморфным сплавом, имеющим температуру стеклования, равную или менее 450°С.
42. Способ по п. 20, характеризующийся тем, что первый материал является аморфным сплавом, имеющим температуру стеклования, равную или менее 450°С.
43. Способ по п. 19, характеризующийся тем, что указанный первый материал является металлическим сплавом, который становится аморфным при скорости охлаждения менее 100000°C/с.
44. Способ по п. 20, характеризующийся тем, что указанный первый материал является металлическим сплавом, который становится аморфным при скорости охлаждения менее 100000°C/с.
| РОТАЦИОННАЯ МОТЫГА | 2007 |
|
RU2327323C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5848539 A, 15.12.1998 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5123265 A, 23.06.1992 | |||
| Способ выключки строки наборно-пишущей машины | 1946 |
|
SU79759A1 |

