ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу и устройству для изготовления изделия, в частности бриллианта или другого ограненного драгоценного камня, из заготовки, в частности неограненного алмаза или другого сверхтвердого материала. В способе используют устройство, и устройство выполнено с возможностью предоставления лазерного луча, расположенного внутри струи текучей среды, находящейся под давлением. Лазерный луч используется для многократного гранения заготовки с целью придания формы изделия. Изделие может быть изготовлено из заготовки полностью автоматическим образом.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Придание заготовкам, выполненным из сверхтвердых материалов, например из алмаза (природного) и/или искусственного алмаза, формы изделия с желаемой сложной формой является очень сложным процессом. Это особенно верно в случаях, когда необходима большая точность придания формы. Например, (неограненные) алмазы обычно обрабатывают для придания им сложных форм, включая «круглую» огранку, «бриллиантовую» огранку, «изумрудную» огранку, «грушевидную» огранку или огранку «принцесса». Эти сложные формы могут иметь множество граней, которые должны быть выполнены с очень высокой точностью.
Например, традиционный способ изготовления из неограненного алмаза бриллианта (или любого другого ограненного драгоценного камня) включает огранку (например, раскалывание, распиловку и/или обводку) и полировку. В частности, огранка и полировка часто выполняются вручную. Таким образом, обычно изначально создают первую группу граней, а затем грани проверяют и сравнивают с изначальным планированием. Затем первую группу граней можно откорректировать и, возможно, необходимо осуществить повторное планирование. Затем создают вторую группу граней, при этом созданные грани подобным образом проверяют и необязательно корректируют. Можно легко понять, что таким образом полный процесс изготовления, например процесс придания неограненному алмазу формы бриллианта со всеми его гранями, занимает очень много времени. Кроме этого, качество граней необходимо довольно часто проверять.
Разумеется, также рассматривалась поддержка вышеописанного процесса путем использования традиционных методик машинной огранки и полировки. Например, специальные пилы или лазерные инструменты были предложены, например, для придания алмазу ограненной формы. Тем не менее, даже с такими методиками машинной обработки невозможно придать алмазу форму драгоценного камня полностью без вмешательства человека и без каких-либо промежуточных проверок и, возможно, перепланировки изделия. Таким образом, даже при использовании таких методик машинной обработки, общая длительность процесса все еще остается слишком большой.
Следовательно, целью вариантов осуществления настоящего изобретения является улучшение традиционного способа изготовления изделия, в частности ограненного драгоценного камня, такого как бриллиант, из заготовки, в частности сверхтвердой заготовки, такой как алмаз. В частности, целью является предоставление способа и устройства, способных в полностью автоматическом режиме изготовить изделие из заготовки без какого-либо взаимодействия с человеком. Общая длительность процесса создания завершенного изделия должна быть значительно уменьшена. Кроме этого, изделие должно быть изготовлено с очень высокой точностью. Промежуточные проверки и/или перепланировка изделия не должны быть необходимы в процессе придания формы.
В частности, вышеописанные цели должны быть достижимы для всех видов материалов, в частности также для новых сплавов и для твердых и/или хрупких материалов. Тем не менее, основной целью вариантов осуществления настоящего изобретения является автоматическое придание алмазу формы бриллианта или другого ограненного драгоценного камня. Учитывая вышесказанное, в настоящее время не существует решения, предлагающего полностью автоматический процесс.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель достигается с помощью вариантов осуществления, представленных в прилагаемых независимых пунктах формулы изобретения. Преимущественные реализации этих вариантов осуществления изложены в зависимых пунктах формулы изобретения.
В частности, варианты осуществления настоящего изобретения в общем основаны на использовании устройства для реализации способа, при этом устройство предоставляет лазерный луч, направляемый в струе текучей среды посредством внутреннего отражения. Этот лазерный луч, направляемый в струе текучей среды, может эффективно разрезать заготовку, даже сверхтвердые материалы заготовки, такие как алмаз, с очень высокой точностью. Способ дополнительно основан на схеме последовательного отрезания кусков от заготовки лазерным лучом, т.е. срезания некоторого объема материала с заготовки, и поворачивания заготовки с целью создания желаемой сложной формы изделия. Общий объем заготовки может составлять, например, от 1 мм3 до 20000 мм3.
Особая сложность для такого способа согласно одному варианту осуществления настоящего изобретения, т.е. для использования устройства, предоставляющего лазерный луч, направляемый в струе текучей среды, заключается в обеспечении быстрой работы устройства в полностью автоматическом режиме без взаимодействия с человеком. Это требует выполнения очень точных операций гранения и, кроме этого, быстрого и точного определения завершения операции гранения. Дальнейшей сложностью является поиск стратегии гранения, например для бриллианта, с целью определения, какие грани необходимо создать, в каком порядке и под каким углом гранения, чтобы одновременно обеспечить высокое качество поверхности созданных граней, эффективную длительность процесса и постоянное и стабильное гранение. В частности, также необходимо учитывать наличие струи текучей среды.
В первом аспекте настоящего изобретения предоставлен способ изготовления изделия из заготовки, при этом способ выполняется устройством, предоставляющим лазерный луч, расположенный внутри струи текучей среды, находящейся под давлением, при этом способ включает: выполнение нескольких операций гранения заготовки лазерным лучом согласно предопределенной последовательности гранения для удаления материала заготовки с каждой завершенной операцией гранения, выполнение нескольких операций поворачивания заготовки вокруг одной и той же оси вращения согласно предопределенной последовательности поворачивания, при этом поворачивание выполняют после завершения операции гранения, и при этом для выполнения операции гранения лазерный луч перемещают вдоль двухмерной траектории.
План изделия может быть создан с помощью традиционного инструмента и/или программного обеспечения для планирования, и данные, относящиеся к форме готового изделия, могут быть извлечены и преобразованы в машинный код, читаемый устройством. Результатом этого предварительного планирования могут быть предопределенная последовательность гранения и предопределенная последовательность поворачивания, соответственно, которые используются в качестве входящих данных в способе согласно первому аспекту, в частности, подаются в устройство.
С помощью способа согласно первому аспекту, заготовке может быть полностью придана форма изделия путем выполнения, без взаимодействия с человеком, операций гранения и поворачивания согласно последовательностям гранения и поворачивания. Благодаря тому факту, что имеется только одна ось вращения, и поскольку лазерный луч перемещается только вдоль двухмерной траектории для выполнения каждой операции гранения, способ может быть осуществлен очень быстрым и точным образом. Это означает, что изделию можно придать необходимую форму с очень высоким качеством и с очень малыми затратами времени. Взаимодействие с человеком не является необходимостью, поскольку не нужно выполнять промежуточные проверки качества и не нужно выполнять перепланировку.
В частности, операция гранения относится к команде в последовательности гранения и определяет кусок материала, который будет срезан от заготовки путем перемещения лазерного луча вдоль двухмерной траектории. Операция гранения завершается («завершенная операция гранения»), когда указанный кусок материала полностью срезан, т.е. отделен от остальной части заготовки. Пока операция гранения не завершена, она может быть выполнена один или несколько раз («выполненная операция гранения»), т.е. перемещение лазерного луча вдоль двухмерной траектории для этой операции гранения можно повторять.
Высокая точность гранения достигается, в частности, благодаря лазерному лучу, направляемому в текучей среде, и, следовательно, заготовке можно придать более или менее идеальную форму изделия, как запланировано. Способ дополнительно обеспечивает оптимизацию в отношении удаленного материала. Например, удаленный материал может использоваться для создания дополнительных изделий, например, камней категории В или камней категории С в случае придания неограненному алмазу формы бриллианта (камня категории А).
В одной форме реализации способа изготовленное изделие может быть больше, например больше на 20-100 мкм, чем желаемое изделие. Это позволяет, например, осуществлять дополнительную полировку или корректировку изделия. Например, лазерный луч может графитировать некоторые материалы заготовки, при этом графит может быть удален, например, с помощью дробеструйного аппарата, пескоструйной обработки, традиционной полировки или тому подобного.
В одной форме реализации способа один поворот на угол, определенный из предопределенной последовательности поворачивания, выполняют после каждой завершенной операции гранения, и лазерный луч однократно перемещают вдоль двухмерной траектории, определенной из предопределенной последовательности гранения, для осуществления операции гранения.
Таким образом можно очень быстро и точно осуществить способ. Лазерный луч, направляемый в струе текучей среды, обеспечивает эффективное гранение даже таким образом.
В одной форме реализации способа двухмерная форма включает прямую линию и/или дугу.
То есть лазерный луч, направляемый в струе текучей среды, перемещается в одном или двух измерениях. Двухмерное перемещение лазерного луча, направляемого в струе текучей среды, может быть быстро и точно выполнено устройством, например с помощью числового программного управления (ЧПУ).
В одной форме реализации способ дополнительно включает: определение с помощью оптического датчика устройства, была ли завершена операция гранения, после каждой выполненной операции гранения.
Использование датчика и, в частности, его способности определять завершенную операцию гранения, позволяет изготавливать изделие полностью автоматическим и быстрым образом. Например, таким образом возможно выполнять операцию гранения один или несколько раз, пока датчик не отправит сигнал о завершении операции гранения. Работа датчика может обеспечиваться схемой обработки данных, например блоком управления устройства. Блок управления может, например, оценивать сигнал датчика на предмет комбинаций, указывающих на то, что операция гранения завершена или не завершена.
В одной форме реализации способ дополнительно включает: поворачивание заготовки, в частности поворачивание заготовки на 180°, и последующее повторное выполнение той же операции гранения, если определяют, что операция гранения была завершена, и выполнение следующей операции гранения согласно предопределенной последовательности гранения, если дополнительно определено, что такая же операция гранения, выполненная после поворачивания заготовки, была завершена.
Это корректирующее действие (далее обозначенное термином «корректирующее действие под углом 180° хотя также возможны другие углы, отличающиеся от предпочтительного угла в 180°) обеспечивает фактическое завершение операции гранения, если датчик определил это. Это существенно улучшает надежность и стабильность способа.
Датчик, например, может представлять собой датчик, выполненный с возможностью измерения электромагнитного излучения (эмиссии) от поверхности заготовки, которое может быть индуцировано, например, (вторичная эмиссия) во время гранения заготовки или может представлять собой свет лазера, отраженный от заготовки. На основании диаграммы эмиссии в этом излучении можно определить из сигнала датчика, например самим датчиком или блоком управления, содержащим схему обработки данных, была ли действительно завершена операция гранения. Фактически, оптический датчик и/или блок управления могут быть выполнены с возможностью определения каждого из следующих условий: выполненная операция гранения была завершена; выполненная операция гранения не была завершена; материал заготовки вообще не был удален при выполнении операции гранения. Благодаря возможности определять эти условия, изделию можно придать форму автоматическим и быстрым образом.
Если заготовка представляет собой неограненный алмаз, потенциально может произойти (из-за включений посторонних тел, пористости, примесей и т.д.) остановка процесса гранения, вызванная ложным обнаружением завершенной операции гранения. Таким образом, реализация корректирующего действия под углом 180° в качестве механизма проверки особенно полезна при гранении неограненного алмаза.
В одной форме реализации способ дополнительно включает: если определяют, что операция гранения была завершена, перемещение струи текучей среды от заготовки в определенное положение, где материал должен был быть удален с заготовки путем завершения операции гранения, включение лазерного луча в определенном положении и определение с помощью оптического датчика, присутствует ли материал заготовки в определенном положении.
Это предоставляет альтернативный механизм проверки корректирующего действия под углом 180°, который также может проверять правильность определения оптическим датчиком завершения операции гранения. Струю текучей среды, в частности, перемещают (предпочтительно с выключенным лазерным лучом) в область, где должен был отделиться кусок материала, и лазерный луч включают, чтобы оптический датчик определил наличие материала или пустоты в этом положении.
В одной форме реализации способ дополнительно включает: повторное выполнение той же операции гранения один или несколько раз без поворачивания заготовки, если определяют, что операция гранения не была завершена, пока не будет определено, что операция гранения была завершена.
Таким образом, можно быстро повторить операцию гранения (по той же двухмерной траектории, не обязательно в том же направлении) несколько раз, пока она не будет завершена.
В одной форме реализации способа заготовка представляет собой неограненный алмаз, изделие представляет собой бриллиант, содержащий множество граней, и каждая конкретная грань из множества граней создана путем выполнения операции гранения один или несколько раз, пока операция гранения не будет завершена.
Термин «бриллиант» включает ограненные драгоценные камни с огранкой видов «круглая», «изумруд», «грушевидная» или «принцесса». Гранение лазерным лучом, направляемым в струе текучей среды, с помощью оптического датчика является особенно преимущественным для автоматического изготовления всех граней алмаза с малой длительностью обработки. Далее предложены преимущественные стратегии гранения, в частности спроектированные для придания формы бриллианта неограненному алмазу с помощью лазерного луча, направляемого в струе текучей среды.
В одной форме реализации способа для создания конкретной грани лазерный луч всегда перемещают вдоль длины грани для выполнения операции гранения.
В данном документе это называется стратегией «бокового» гранения. Перемещение «вдоль длины грани» означает перемещение вдоль более длинной стороны грани. Другими словами, это перемещение к вершине грани и/или от нее, в частности перемещение в направлении, соединяющем вершину и основание типичной треугольной грани. Боковая стратегия гранения позволяет осуществлять вышеописанное корректирующее действие под углом 180°. Кроме этого, с помощью этой стратегии гранения можно извлекать большие части материала алмаза во время создания граней. Эти большие части потенциально могут быть использованы для изготовления других ограненных драгоценных камней из материала неограненного алмаза. Эта стратегия гранения также обеспечивает очень малую длительность обработки.
В одной форме реализации способа ось вращения перпендикулярна струе текучей среды, находящейся под давлением, и лазерному лучу.
В этой форме реализации поворачивание вокруг оси вращения в сочетании с перемещением лазерного луча в двух направлениях (например, в направлениях х-у в системе координат x-y-z, где направление z параллельно струе текучей среды) является достаточным для создания всех граней бриллианта.
В одной форме реализации способа неограненный алмаз прикреплен своей площадкой к поворотной части устройства, и ось вращения перпендикулярна поверхности площадки.
Таким образом, неограненный алмаз можно точно прикрепить к устройству, чтобы получить точную огранку. Поворотная часть устройства может представлять собой так называемый «держатель». Поворотная часть может быть по меньшей мере на 10% меньше, в частности по меньшей мере на 20% меньше (по диаметру/ширине), чем площадка неограненного алмаза. Это обеспечивает наилучшие характеристики гранения для основных граней верха и граней звезды бриллианта.
Площадка может быть предварительно выполнена в неограненном алмазе. Площадка предпочтительно является отполированной перед фиксацией на устройстве. Тем не менее, площадка может быть просто выполнена со специальным допустимым отклонением. Фиксация площадки приводит к повышению качества бриллианта, поскольку угловые погрешности при гранении алмаза будут уменьшены, так как угловая погрешность может привести к отклонению от запланированного бриллианта. Угловое отклонение от оси вращения к поверхности площадки не превышает 1°, предпочтительно не превышает 0,5°, более конкретно не превышает 0,1°.
В одной форме реализации способа для создания конкретной грани лазерный луч всегда перемещают вдоль ширины грани для выполнения операции гранения.
В данном документе это называется стратегией «торцевого» гранения. Перемещение «вдоль ширины грани» означает перемещение вдоль более короткой стороны грани. Другими словами, это перемещение не направлено ни к вершине грани, ни от нее, а направлено через типичную треугольную грань бриллианта.
Алмаз может быть ориентирован таким образом, что его калетта обращена вверх, т.е. калетта ориентирована в направлении устройства, предоставляющего лазерный луч, расположенный внутри струи текучей среды. В данном документе это может называться стратегией гранения «калеттой вверх» и эта стратегия преимущественно совместима с присоединением алмаза посредством его площадки к устройству. Алмаз также может быть ориентирован таким образом, что его площадка обращена вверх, т.е. площадка ориентирована в направлении устройства, предоставляющего лазерный луч, расположенный внутри струи текучей среды. В данном документе это называется стратегией гранения «площадкой вверх» и преимущество этой стратегии заключается в том, что грани могут быть обработаны начиная с более толстой части и/или могут быть обработаны с углом гранения >20°. Это приводит к улучшенной надежности гранения.
В одной форме реализации способа ось вращения не перпендикулярна струе текучей среды, находящейся под давлением, и лазерному лучу.
Другими словами, алмаз может быть установлен таким образом, что ось вращения находится под определенным углом относительно струи текучей среды и лазерного луча, соответственно. Например, угол между осью вращения и направлением лазерного луча может быть идентичен углу между осью вращения и гранью, создаваемой в данный момент. В этом случае этот угол определен геометрической формой бриллианта (обычно составляет 42,25° для граней павильона и 34,5° для граней короны). В этом случае поворачивание вокруг оси вращения и перемещение лазера вдоль одного направления (например, направления х или направления у в системе координат x-y-z, где направление z параллельно струе текучей среды) является достаточным для создания всех граней бриллианта.
В одной форме реализации способа для создания конкретной грани лазерный луч перемещают вдоль двухмерной траектории возвратно-поступательным образом для многократного выполнения операции гранения.
В данном документе это называется стратегией «возвратно-поступательного» гранения. С помощью этой стратегии гранения можно уменьшить время гранения.
В одной форме реализации способа для создания конкретной грани лазерный луч всегда перемещают вдоль двухмерной траектории в одном и том же направлении для многократного выполнения операции гранения.
В данном документе это в общем называется стратегией «однонаправленного» гранения. С помощью этой стратегии гранения преимущественно можно осуществлять вышеописанное корректирующее действие с поворотом на 180°.
В одной форме реализации способа для создания конкретной грани лазерный луч всегда перемещают к вершине грани для выполнения операции гранения или лазерный луч всегда перемещают от вершины грани для выполнения операции гранения.
Это технические характеристики стратегии «однонаправленного» гранения, и они называются в данном документе стратегией «нисходящего» гранения и стратегией «восходящего» гранения соответственно. Первая из этих двух стратегий гранения обеспечивает более эффективный процесс гранения. Кроме этого, процесс гранения менее чувствителен к нестабильностям струи текучей среды. Последняя из этих двух стратегий гранения позволяет обрабатывать грань с более толстой стороны, таким образом повышая надежность гранения.
В одной форме реализации способа для создания конкретной грани лазерный луч размещают на ранее созданной грани для выполнения операции гранения.
В данном документе это в общем называется стратегией «сгруппированного гранения с началом на только что созданной грани», поскольку определенные группы граней создаются друг за другом. Преимущественным образом, возможно вышеописанное корректирующее действие под углом 180°. Кроме этого, преимущество заключается в том, что каждое новое гранение всегда начинается на только что (ранее) созданной поверхности/грани алмаза/бриллианта, что приводит к повышению качества, в частности в сочетании с использованием лазерного луча, направляемого в струе текучей среды.
В одной форме реализации способа для создания конкретной грани лазерный луч размещают на неограненной поверхности неограненного алмаза для выполнения операции гранения.
В данном документе это в общем называется стратегией «сгруппированного гранения с началом на неограненной поверхности», поскольку определенные группы граней создаются друг за другом. Преимущественным образом, возможно вышеописанное корректирующее действие под углом 180°. Кроме этого, преимущества заключаются в том, что неограненный алмаз может быть обработан в направлении от острого угла удаляемого куска (т.е. от толстой части удаляемого куска) для создания типичной треугольной грани бриллианта.
В одной форме реализации способа множество граней создают согласно порядку появления.
Преимущественным образом, из неограненного алмаза сначала можно удалить «наибольшие» фрагменты, чтобы обеспечить возможность их повторного использования для гранения других камней.
В одной форме реализации способа грани павильона создают до нижних граней рундиста и предпочтительно далее создают грани рундиста, затем основные грани верха, затем верхние грани рундиста, затем грани звезды.
Этот порядок гранения оптимизирует время гранения при использовании устройства согласно настоящему изобретению. Создание павильона до основных граней верха является особенно выгодным при использовании лазерного луча, направляемого в струе текучей среды.
В одной форме реализации способа первую группу несмежных граней рундиста, в частности левые нижние грани рундиста или правые нижние грани рундиста, создают до создания второй группы несмежных нижних граней рундиста, в частности правых нижних граней рундиста или левых нижних граней рундиста, соответственно.
Это деление на группы подходит для вышеупомянутых стратегий «сгруппированного гранения с началом на только что созданной грани» и «сгруппированного гранения с началом на неограненной поверхности». Оно преимущественно ориентирует неограненный алмаз таким образом, что при обработке нижних граней рундиста лазерный луч имеет наибольший угол гранения. Таким образом, повышается надежность гранения.
В одной форме реализации способа перед созданием нижней грани рундиста и/или верхней грани рундиста, неограненный алмаз поворачивают таким образом, чтобы гранение выполняли со стороны, обеспечивающей наибольший угол гранения.
Таким образом, избегают операций гранения под меньшими углами. Это является особенно выгодным в сочетании с использованием лазерного луча, направляемого в струе текучей среды. Например, на нижней стороне / нижней части бриллианта (павильоне) есть два типа граней (грани павильона и нижние грани рундиста). Они расположены под углом 22,5° или 11,25° относительно друг друга. Обработку граней преимущественным образом выполняют таким образом, чтобы обеспечить операции гранения под углом 22,5°, а не под углом 11,25°.
В одной форме реализации способа бриллиант имеет размер 0,1 карата до 100 каратов, в частности имеет размер от 0,2 карата до 5 каратов.
В одной форме реализации способа скорость удаления материала из неограненного алмаза путем выполнения и завершения операций гранения составляет от 0,8 карат/ч до 2,5 карат/ч.
Эти величины представляют собой оптимальные размеры и скорости гранения, позволяющие, с одной стороны, избегать машинных ограничений или ограничений фиксации, и с другой стороны, избегать чрезмерно сложного контроля качества, вызванного большим объемом материала.
В одной форме реализации способа 57 граней бриллианта создают путем автоматического гранения неограненного алмаза согласно последовательности гранения и последовательности поворачивания с помощью лазерного луча, направляемого в струе текучей среды, и оптического датчика устройства.
Таким образом, с помощью оптического датчика камню можно придать форму довольно быстро и полностью автоматическим образом. Это становится возможным путем преимущественного сочетания лазерного луча, направляемого в струе текучей среды, оптического датчика и/или блока управления и выбора стратегии гранения, как описано в настоящем изобретении.
Преимущественным образом, бриллиант можно изготовить из неограненного алмаза менее чем за 8 часов, в частности менее чем за 5 часов для размера от 1 карата до 5 карат. Процесс придания формы изделию даже может занимать всего лишь от 30 минут до 4 часов (для меньших размеров). С помощью способа согласно первому аспекту до 1000 граней могут быть созданы точным образом без вмешательства человека.
Следует отметить, что после выполнения способа согласно первому аспекту изделие, в частности бриллиант, можно дополнительно отполировать, или подвергнуть отделочной обработке, или подвергнуть сглаживанию или тому подобной обработке традиционным образом.
Во втором аспекте настоящего изобретения предоставлено устройство для изготовления изделия из заготовки, при этом устройство содержит: блок машинной обработки, выполненный с возможностью предоставления лазерного луча, расположенного внутри струи текучей среды, находящейся под давлением, блок управления, выполненный с возможностью управления блоком машинной обработки с целью: выполнения нескольких операций гранения заготовки лазерным лучом согласно предопределенной последовательности гранения для удаления материала заготовки с каждой завершенной операцией гранения, выполнения нескольких операций поворачивания заготовки вокруг одной и той же оси вращения согласно предопределенной последовательности поворачивания, при этом поворачивание выполняется после завершения операции гранения, и при этом лазерный луч перемещают для выполнения операции гранения вдоль двухмерной траектории, и оптический датчик, выполненный с возможностью определения по меньшей мере каждого из следующих условий: выполненная операция гранения была завершена; выполненная операция гранения не была завершена.
Для определения условия оптический датчик может отправлять сигнал в блок управления, который оценивает этот сигнал и соответственно выводит результат определения. Тем не менее, оптический датчик может заранее предоставить результат определения. Оптический датчик может быть дополнительно выполнен с возможностью определения следующего условия: материал заготовки вообще не был удален при выполнении операции гранения.
Устройство согласно второму аспекту преимущественным образом сочетает лазерный луч, направляемый в струе текучей среды, оптический датчик и поворотные средства для крепления заготовки, чтобы иметь возможность изготавливать изделие полностью автоматическим образом. Устройство, в частности, спроектировано для изготовления бриллианта или другого ограненного драгоценного камня из неограненного алмаза. Устройство может выполнять любую из вышеописанных стратегий гранения на основании предопределенных последовательностей гранения и поворачивания.
Устройство согласно второму аспекту может быть реализовано согласно формам реализации, описанным применительно к способу согласно первому аспекту. Например, устройство может выполнять различные стратегии гранения и может придавать алмазу форму завершенного бриллианта. Таким образом, устройство обладает всеми преимуществами, описанными выше применительно к первому аспекту.
В третьем аспекте настоящего изобретения предоставлена компьютерная программа (или компьютерный программный продукт), содержащая программный код для выполнения способа согласно первому аспекту или любой его реализации при исполнении на компьютере и/или для управления устройством согласно второму аспекту.
В четвертом аспекте настоящего изобретения предоставлен постоянный носитель данных, хранящий исполняемый программный код, который при исполнении процессором приводит к выполнению способа согласно первому аспекту или любой его реализации.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Вышеописанные аспекты и формы реализации, определяющие общие варианты осуществления согласно настоящему изобретению, поясняются в следующем описании конкретных вариантов осуществления в сочетании с прилагаемыми графическими материалами, на которых:
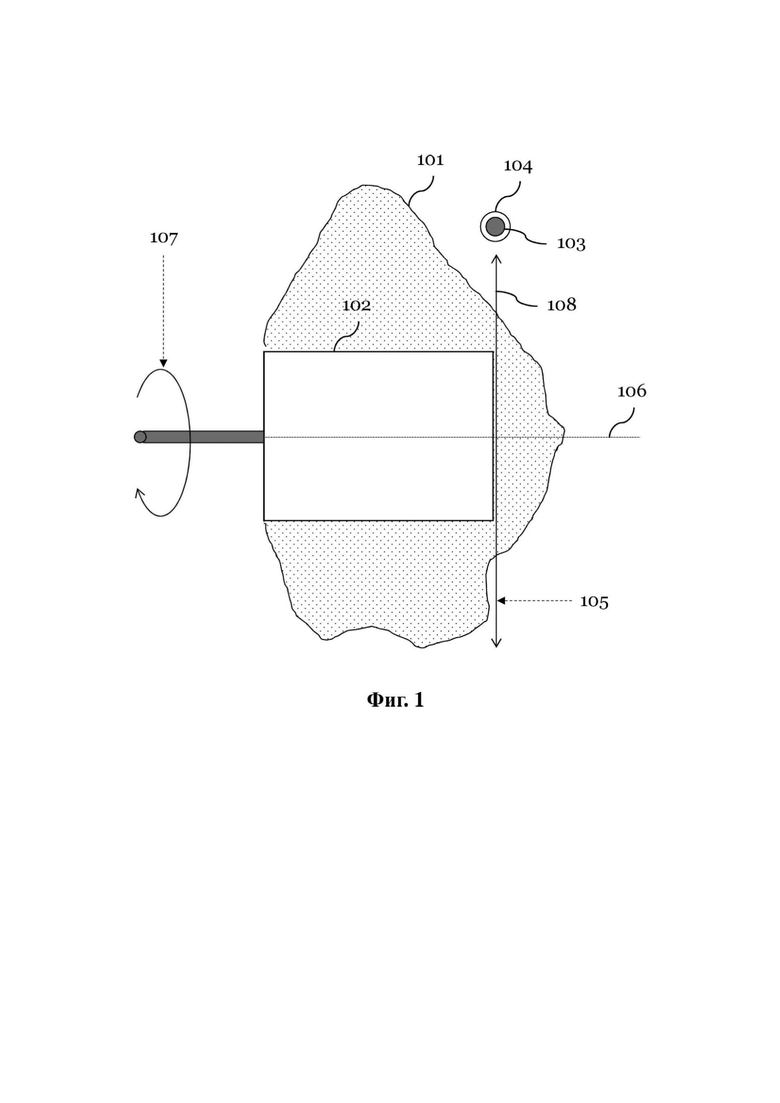
На фиг. 1 схематически изображен способ согласно одному варианту осуществления настоящего изобретения, представляющий собой способ изготовления изделия из заготовки.
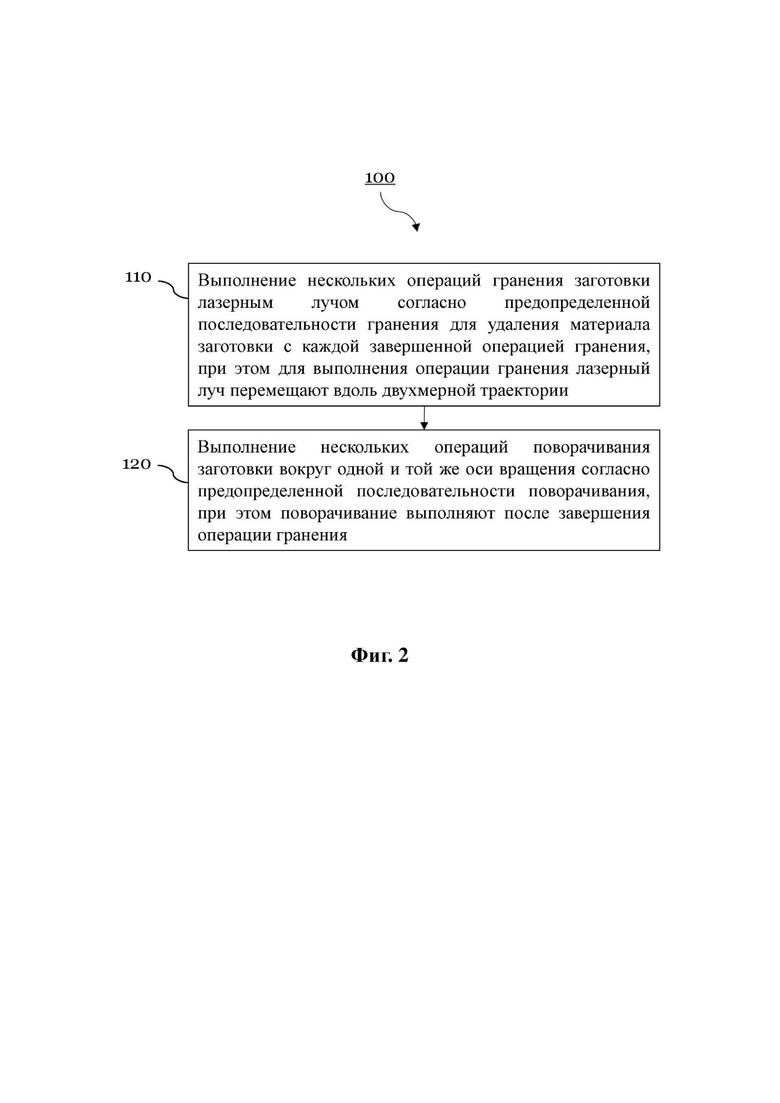
На фиг. 2 изображена блок-схема способа согласно одному варианту осуществления настоящего изобретения.
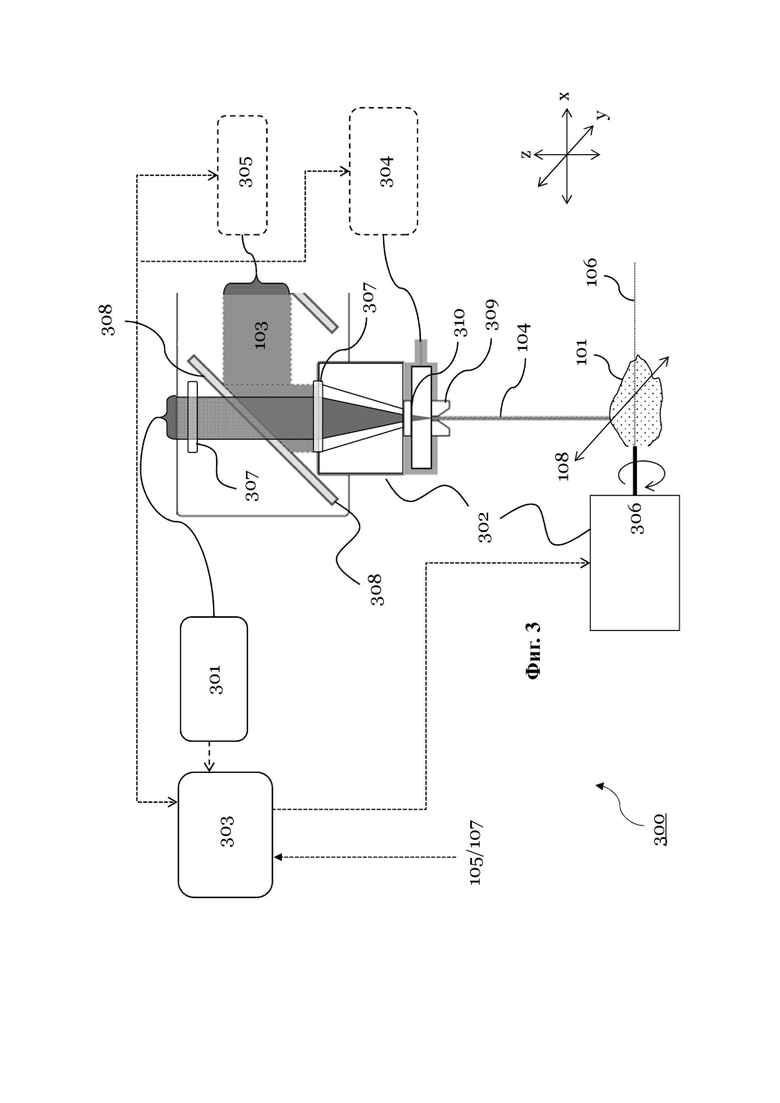
На фиг. 3 изображено устройство согласно одному варианту осуществления настоящего изобретения.
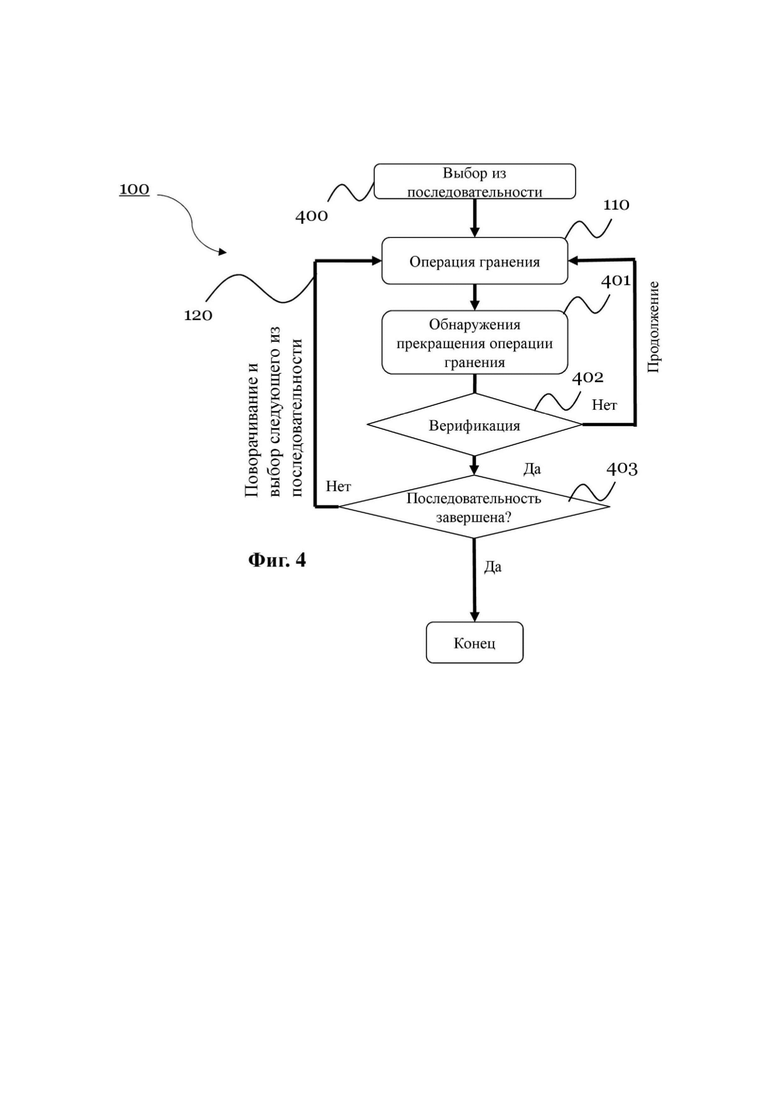
На фиг. 4 изображена блок-схема способа согласно одному варианту осуществления настоящего изобретения.
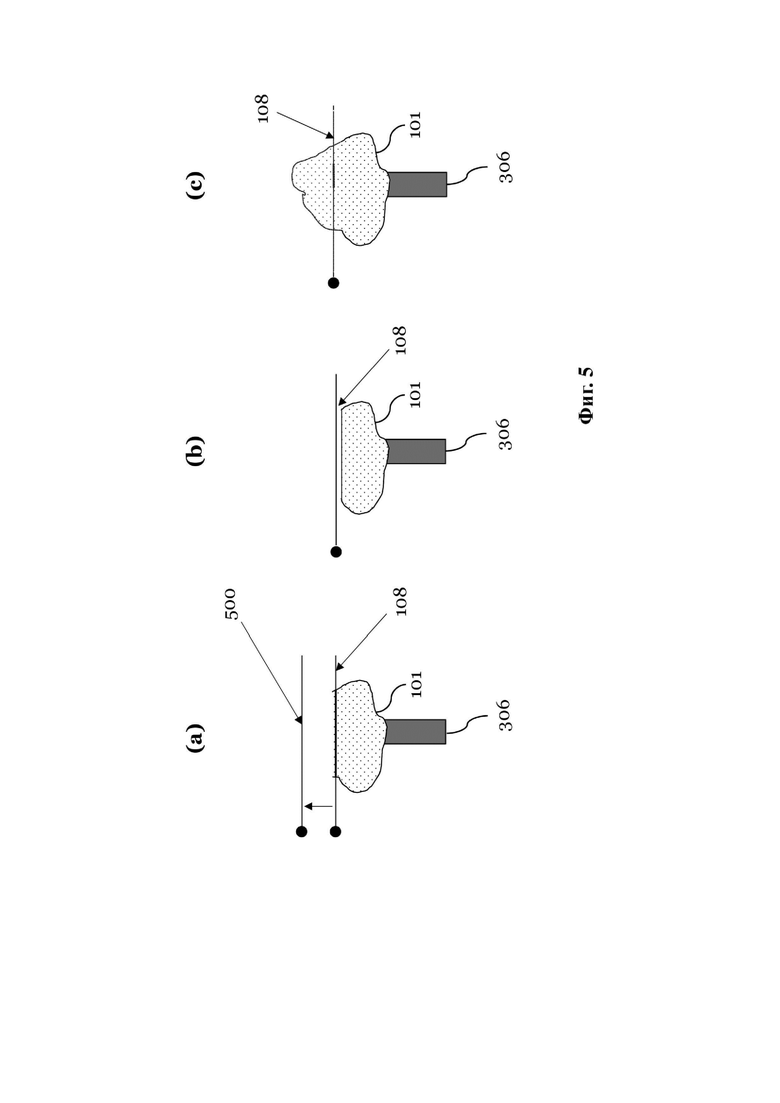
На фиг. 5 схематически изображены условия, обнаруженные оптическим датчиком устройства согласно одному варианту осуществления настоящего изобретения.
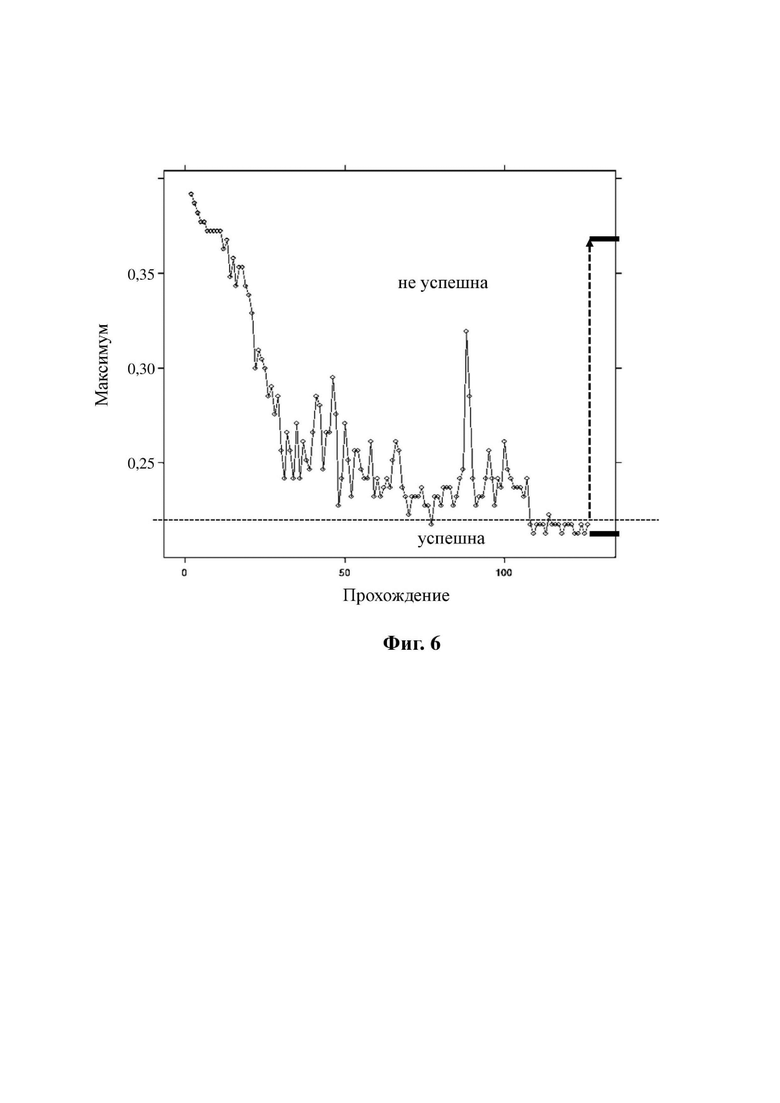
На фиг. 6 изображен пример сигнала оптического датчика.
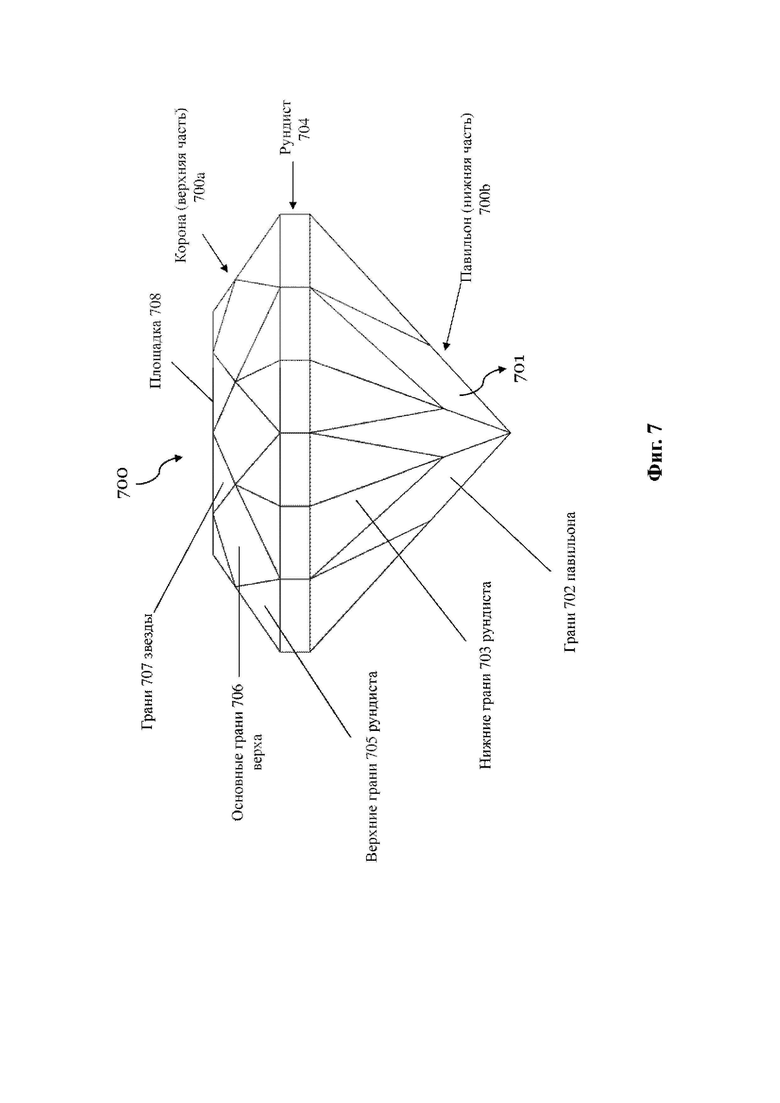
На фиг. 7 изображен пример бриллианта и его граней.
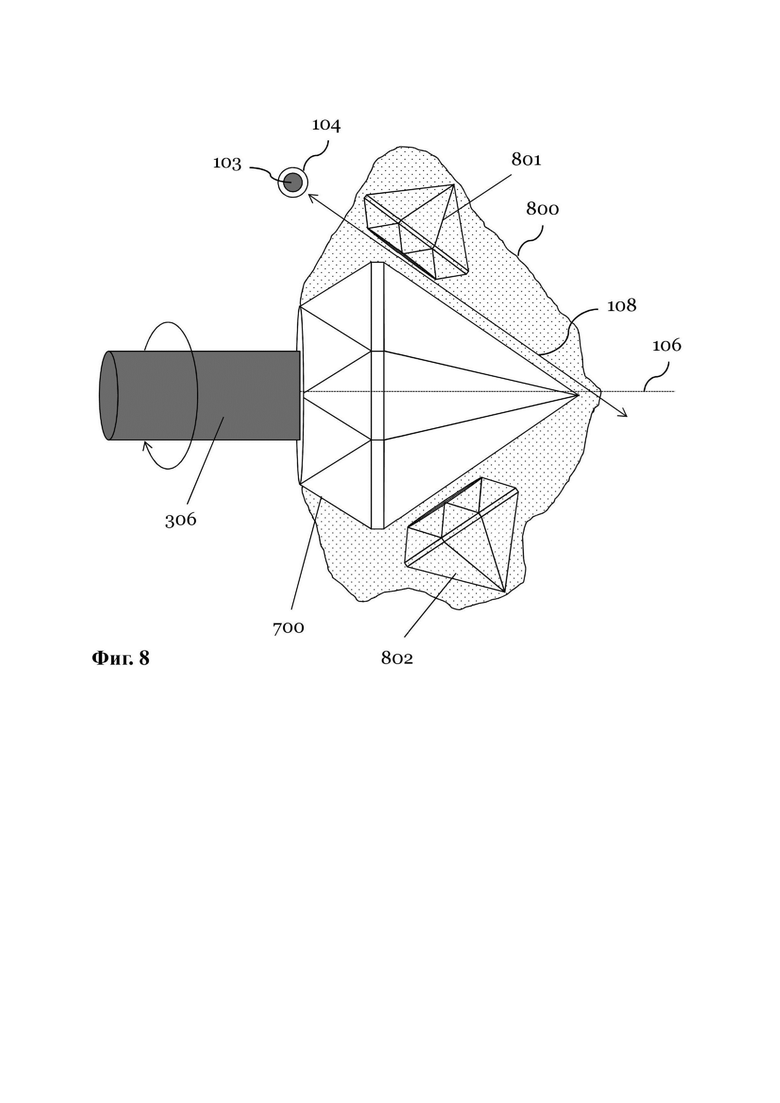
На фиг. 8 схематически изображен способ согласно одному варианту осуществления настоящего изобретения, представляющий собой способ изготовления бриллианта из неограненного алмаза.
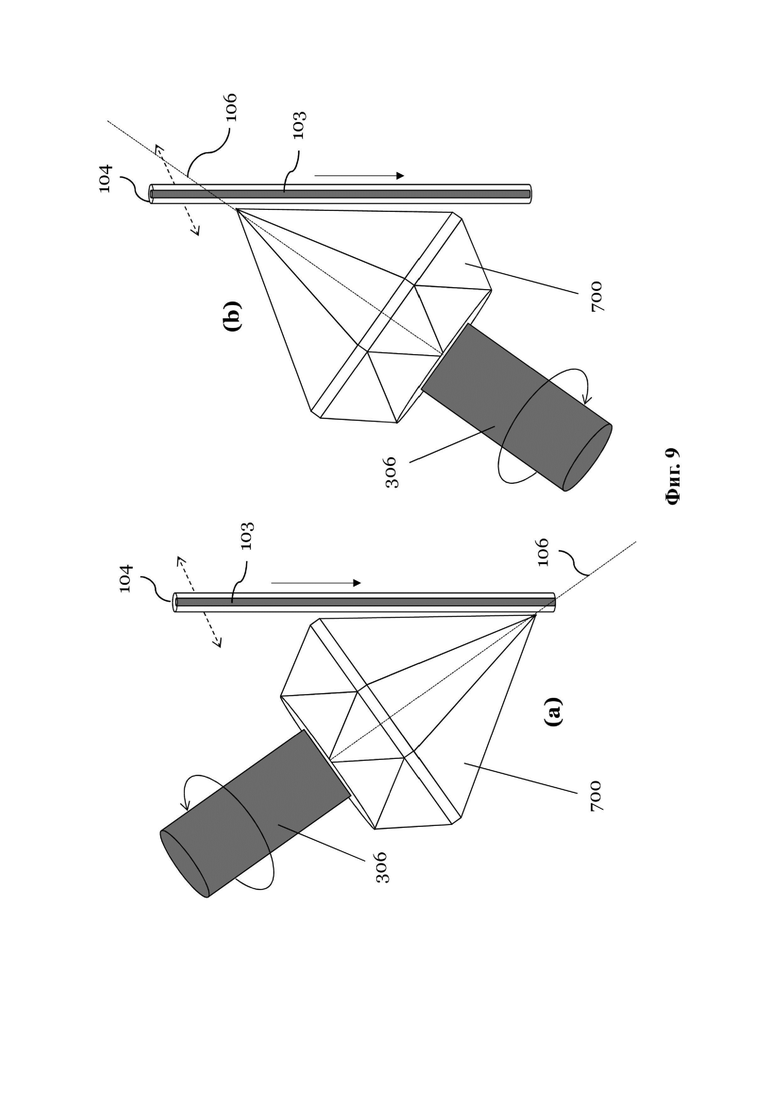
На фиг. 9 схематически изображены способы согласно вариантам осуществления настоящего изобретения, представляющие собой способы изготовления бриллианта из неограненного алмаза.
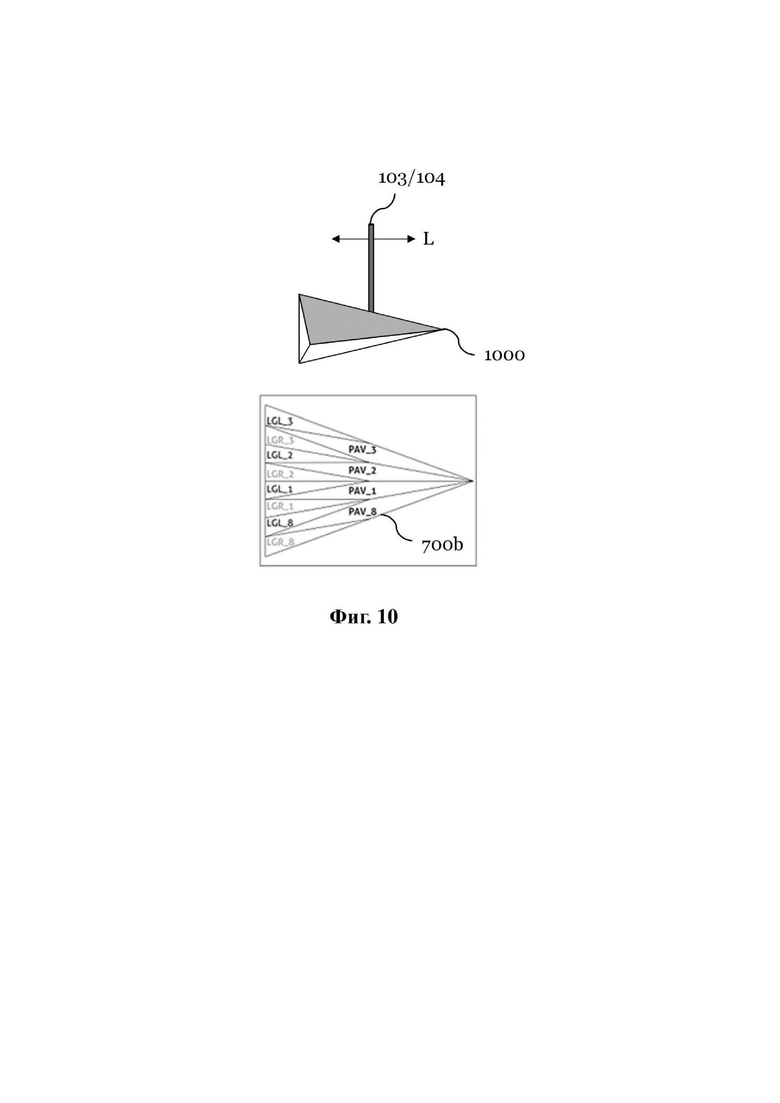
На фиг. 10 изображена стратегия «бокового» гранения, реализованная с помощью способа согласно одному варианту осуществления настоящего изобретения.
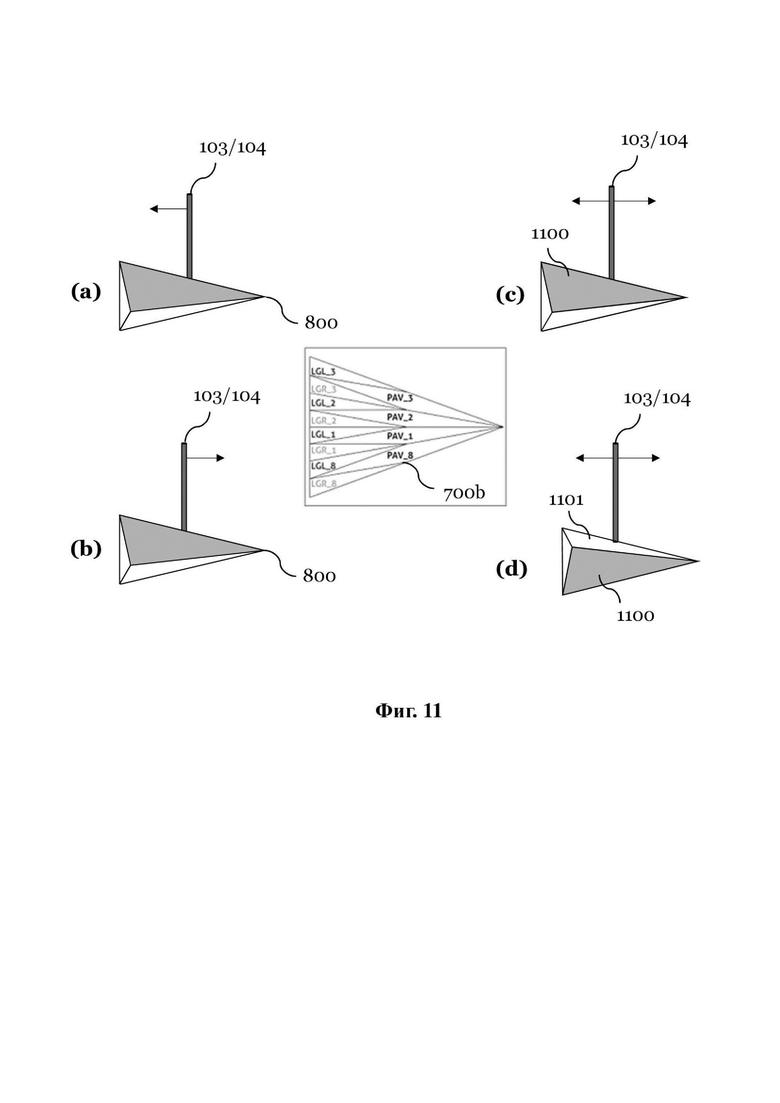
На фиг. 11 изображены стратегии «однонаправленного» гранения, обозначенные буквами (а) и (b), стратегия «сгруппированного гранения с началом на только что созданной грани», обозначенная буквой (с), и стратегия «сгруппированного гранения с началом на неограненной поверхности», обозначенная буквой (d), реализованные с помощью способа согласно одному варианту осуществления настоящего изобретения.
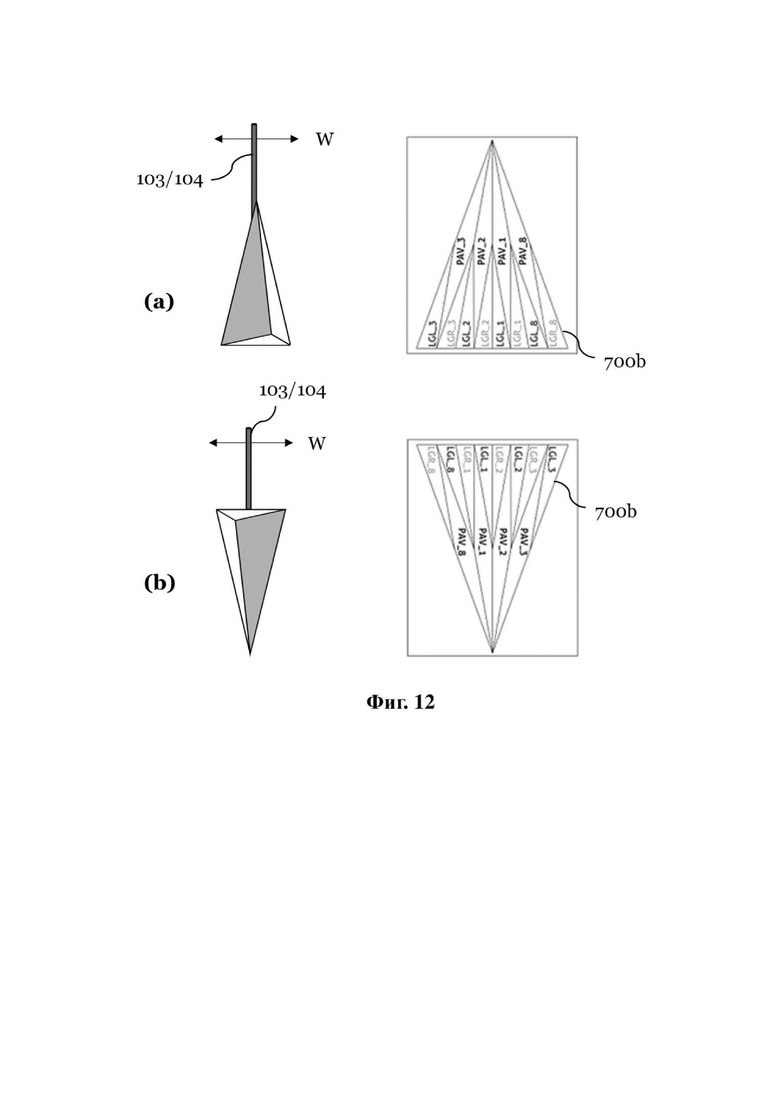
На фиг. 12 изображены стратегии гранения, обозначенные буквами (а) и (b) и реализованные с помощью способа согласно одному варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 схематически изображен способ 100 согласно одному варианту осуществления настоящего изобретения. Этапы способа 100 изображены на блок-схеме на фиг. 2. Способ 100 подходит для изготовления изделия 102 из заготовки 101 путем последовательного отрезания кусков материала от заготовки 101. В частности, заготовка 101 может представлять собой неограненный алмаз (например, см. фиг. 8), и, в частности 102, изделие 102 может представлять собой бриллиант (например, см. фиг. 7) или другой ограненный драгоценный камень. Изделие 102 может быть спланировано перед осуществлением способа 100, при этом планирование может быть основано на форме и объеме заготовки 101. Для изготовления изделия 102, в ходе способа 100 последовательно отрезают куски материала от заготовки 101, пока не будет достигнута желаемая сложная форма изделия 102. Для осуществления гранения способ 100 использует устройство 300 (см фиг. 3), который предоставляет лазерный луч 103, расположенный внутри струи 104 текучей среды, находящейся под давлением.
В частности, способ 100 включает этап 110 выполнения нескольких операций гранения заготовки 101 лазерным лучом 103 согласно предопределенной последовательности 105 гранения для удаления материала заготовки с каждой завершенной операцией гранения. Предопределенная последовательность 105 гранения может использоваться в качестве входящих данных для способа 100 и/или устройства 300. Способ 100 дополнительно включает этап 120 выполнения нескольких операций поворачивания заготовки 101 вокруг одной и той же оси 106 вращения согласно предопределенной последовательности 107 поворачивания. Предопределенная последовательность 107 поворачивания может использоваться в качестве входящих данных для способа 100 и/или устройства 300. Предопределенные последовательности 105 и 107 гранения и поворачивания могут быть созданы во время планирования изделия 102 на основании заготовки 101.
В частности, поворачивание выполняют 120 после завершенной операции гранения. Кроме этого, для выполнения 110 гранения лазерный луч 103 перемещают вдоль двухмерной траектории 108 (относительно заготовки 101). Для перемещения лазерного луча 103 можно перемещать устройство 300 или можно перемещать заготовку 101. Операция гранения завершается, когда кусок, который планировалось удалить в ходе этой операции гранения, полностью отделяется от заготовки 101. Для завершения операции гранения, операция гранения (т.е. перемещение лазерного луча 103 вдоль двухмерной траектории 108, связанной с ним) может быть выполнена один или несколько раз. Например, однократное выполнение операции гранения может только сформировать узкую канавку в заготовке 101, при этом канавка имеет некоторую глубину. Повторное выполнение операции гранения может увеличить глубину этой канавки и многократное выполнение этой операции гранения может увеличить канавку таким образом, чтобы она полностью проходила по всей ширине и глубине заготовки, так что от нее отделяется кусок.
На фиг. 3 изображено устройство 300 согласно одному варианту осуществления настоящего изобретения. Устройство 300 выполнено с возможностью изготовления изделия 102 из заготовки 101 и может представлять собой устройство 300, используемое в способе 100. Устройство 300 содержит по меньшей мере блок 302 машинной обработки, блок 303 управления и оптический датчик 301.
Блок 302 машинной обработки выполнен с возможностью предоставления лазерного луча 103, расположенного внутри струи 104 текучей среды, находящейся под давлением. Блок 303 управления выполнен с возможностью управления блоком 302 машинной обработки. В частности, он может управлять блоком 302 машинной обработки с целью: выполнения нескольких операций гранения заготовки 101 лазерным лучом 103 согласно предопределенной последовательности 105 гранения для удаления материала заготовки с каждой завершенной операцией гранения и выполнения нескольких операций поворачивания заготовки 101 вокруг одной и той же оси 106 вращения согласно предопределенной последовательности 107 поворачивания. При этом поворачивание выполняют после завершенной операции гранения, и лазерный луч 103 перемещают для выполнения операции гранения вдоль двухмерной траектории 108. Эти действия могут реализовывать способ 100 по фиг. 1 и фиг. 2. Оптический датчик 301 выполнен с возможностью определения по меньшей мере каждого из следующих условий: выполненная операция гранения была завершена; выполненная операция гранения не была завершена. Необязательно он также может определять следующее условие: материал заготовки вообще не был удален при выполнении операции гранения.
Блок 302 машинной обработки может располагать лазерный луч 103, например, полученный из лазерного источника 305, который необязательно может являться частью устройства 300, или, например, полученный из нескольких лазерных источников, внутри струи 104 текучей среды. Это расположение предпочтительно выполняют в блоке 302 машинной обработки. Во время изготовления изделия 102 заготовка 101 может быть расположена на поверхности машинной обработки, которая может являться или не являться частью устройства 300. В любом случае устройство 300 может быть расположено таким образом, чтобы оно могло выполнять машинную обработку заготовки 101, находящейся на поверхности машинной обработки. При этом устройство 300 может управлять перемещениями поверхности машинной обработки не более чем в трех измерениях (например, в системе x-y-z, как указано на фиг. 3, где направление z параллельно струе 104 текучей среды и направления х и у перпендикулярны направлению z и друг другу). В частности, устройство 300 может выполнять гранение заготовки 101 путем перемещения лазерного луча 103, направляемого в струе текучей среды, вдоль траектории гранения, в частности вдоль двухмерной траектории 108, такой как прямая линия и/или дуга, по заготовке 101. Перемещение может быть непрерывным или поэтапным, и скорость перемещения можно выбирать/изменять.
В частности, блок 302 машинной обработки может содержать оптический элемент, такой как по меньшей мере одна линза 307, для расположения лазерного луча 103 внутри струи 103 текучей среды. Лазерный луч 103 предпочтительно создается снаружи блока 302 машинной обработки и вводится в блок 302 машинной обработки. В блоке 302 машинной обработки, зеркало или расщепитель 308 луча или другой оптический элемент может направлять лазерный луч 103 к по меньшей мере одной линзе 307. Расщепитель 308 луча также может использоваться для направления части света лазера или электромагнитного излучения, поступающего от заготовки 101, в оптический датчик 301. Блок 302 машинной обработки также может содержать оптически прозрачное защитное окно 310, чтобы отделять оптическую конструкцию, в данном примере оптический элемент 308, от контура текучей среды и от области блока 302 машинной обработки, где создается струя 104 текучей среды.
Для создания струи 104 текучей среды блок 302 машинной обработки может включать форсунку 309 для создания струи текучей среды, имеющую отверстие. Форсунка для создания струи текучей среды предпочтительно расположена внутри блока 302 машинной обработки для создания струи 104 текучей среды в защищенной среде. Отверстие определяет ширину струи 104 текучей среды. Отверстие может иметь, например, диаметр 10-200 мкм и струя 104 текучей среды может иметь, например, диаметр, равный диаметру отверстия, умноженному на 0,6 1. Давление для струи 104 текучей среды, находящейся под давлением, предпочтительно предоставляется внешним источником 304 текучей среды, который обычно не является частью устройства 300 (но может являться его частью). Предпочтительно давление составляет 50 800 бар. Для вывода струи 104 текучей среды из устройства 300 блок 302 машинной обработки может содержать выпускную форсунку с выпускным отверстием. Выпускное отверстие предпочтительно шире отверстия форсунки для текучей среды.
Блок 303 управления может дополнительно управлять по меньшей мере одним лазерным источником 305 (например, отправлять команды регулятору лазера в лазерном источнике 305). Другими словами, блок 303 управления может подать команду регулятору лазера в лазерном источнике 305 произвести соответствующее лазерное излучение. Таким образом, регулятор лазера в лазерном источнике 305 может задавать непрерывный или импульсный лазерный луч, в частности, для импульсного лазерного луча он может задавать мощность импульса, ширину импульса, скорость насыщения импульса, скорость серии импульсов или паузу между импульсами согласно командам блока управления. Блок 303 управления также может управлять источником 304 текучей среды.
Заготовка 101 может быть прикреплена или присоединена к поворотной части 306 устройства 300, например к поворотной части, приводимой в движение двигателем или ЧПУ. Например, поворотная часть 306 устройства 300 может представлять собой стержень или так называемый «держатель». Поворотная часть 306 может быть по меньшей мере на 10% меньше, в частности по меньшей мере на 20% меньше (по величине диаметра/ширины), чем диаметр заготовки 101. Поворотная часть 306 поворачивается вокруг оси 106 вращения. Поворачиванием поворотной части 306 может управлять блок 303 управления, в частности на основании входящих данных из оптического датчика 301.
Оптический датчик 301 может быть расположен таким образом, чтобы принимать индуцированное воздействием лазера электромагнитное излучение, которое распространяется от заготовки 101 (во время гранения заготовки 101) через струю 104 текучей среды и через по меньшей мере один оптический элемент 307, 308 к датчику 301. В частности, датчик 301 может быть расположен таким образом, чтобы принимать индуцированное воздействием лазера электромагнитное излучение через струю 104 текучей среды и через по меньшей мере один оптический элемент 307, выполненный с возможностью расположения лазерного луча 103 внутри струи 104 текучей среды. Индуцированное воздействием лазера электромагнитное излучение может включать вторичное излучение, излученное от части заготовки 101, которая подвергается гранению лазерным лучом 103. Например, индуцированное воздействием лазера электромагнитное излучение может быть индуцировано из-за того, что область поверхности гранения заготовки преобразуется в плазму. Эта плазма может излучать характерное излучение, которое можно легко изолировать на датчике 301 или посредством него. Индуцированное воздействием лазера электромагнитное излучение также может включать первичное лазерное излучение, отраженное от заготовки 101. Индуцированное воздействием лазера электромагнитное излучение также может включать вторичное излучение, созданное рассеянием, предпочтительно рамановским рассеянием лазерного луча 103 в струе 104 текучей среды.
Оптический датчик 301 может быть расположен в блоке 302 машинной обработки. Однако он также может быть расположен в лазерном источнике 305. В этом случае индуцированное воздействием лазера излучение может распространяться обратно от заготовки 101 и может быть направлено через блок 302 машинной обработки в лазерный источник 305, где его принимает датчик 301. Блок 302 машинной обработки может быть оптически соединен с лазерным источником 305, например с помощью оптоволокна.
Кроме этого, датчик 301 может быть выполнен с возможностью преобразования принятого излучения в сигнал. Блок 303 управления может содержать схему обработки данных, выполненную с возможностью определения состояния машинной обработки заготовки на основании сигнала. Состояние машинной обработки заготовки 101 может указывать на то, прошел ли лазерный луч 103 сквозь заготовку 101. Блок 303 управления, в частности, выполнен с возможностью определения следующего: выполненная операция гранения была завершена, выполненная операция гранения не была завершена и/или материал заготовки вообще не был удален при выполнении операции гранения.
Устройство 300, в частности блок 303 управления, может содержать процессор или схему обработки данных (не изображены), выполненные с возможностью осуществления, проведения или инициирования различных операций устройства 300, описанных в данном документе, в частности с целью осуществления способа 100. Схема обработки данных может содержать аппаратное обеспечение, и/или схема обработки данных может управляться программным обеспечением. Аппаратное обеспечение может содержать аналоговую схему, или цифровую схему, или как аналоговую, так и цифровую схемы. Цифровая схема может содержать такие компоненты, как специализированные интегральные схемы (ASIC), программируемые пользователем вентильные матрицы (FPGA), процессоры цифровой обработки сигналов (DSP) или универсальные процессоры.
Устройство 300 может дополнительно содержать схему запоминающего устройства, которое хранит одну или несколько команд, которые могут быть исполнены процессором или схемой обработки данных, в частности под управлением программного обеспечения. Например, схема запоминающего устройства может содержать постоянный носитель данных, хранящий исполняемый код программного обеспечения или программный код, который при исполнении процессором или схемой обработки данных приводит к выполнению различных операций устройства, описанного в данном документе, в частности приводит к выполнению способа 100.
На фиг. 4 изображена блок-схема способа 100 согласно одному варианту осуществления настоящего изобретения, который основан на способе 100, изображенном на фиг. 1 и фиг. 2, и может быть выполнен устройством 300. Одинаковые элементы на фигурах обозначены одинаковыми условными обозначениями и функционируют подобным образом.
В способе 100 по фиг. 4 на первом этапе 400 выбирают операцию гранения, которая будет выполнена следующей, из предопределенной последовательности 105 гранения. Затем однократно выполняют 110 операцию гранения. Если определяют 401, что выполнение 110 операции гранения остановилось, выполняют проверку 402 этой операции гранения. Другими словами, после выполненной операция гранения проверяют, была ли завершена операция гранения. Это осуществляют с помощью оптического датчика 301 и/или блока 303 управления.
Проверка может определить, что операция гранения успешно завершена, что изображено на фиг. 5(b), если операция гранения вдоль двухмерной траектории 108 привела к запланированному срезанию материала заготовки. В этом случае заготовку 101 затем можно повернуть на некоторый угол, в частности на угол, равный 180°, и затем ту же операцию гранения выполняют 110 снова. Если далее определено, что та же операция гранения, выполненная 100 после поворачивания заготовки 101, также завершена, способ 100 может переходить к следующему этапу. Этим этапом является корректирующее действие под углом 180°, упомянутое выше.
В качестве альтернативы, как изображено на фиг. 5(a), струю 104 текучей среды можно перемещать от заготовки 101 в определенное положение (например, в пределах определенной области проверки, как обозначено прямоугольником), где материал должен быть удален с заготовки 101 путем завершения операции гранения (на фиг. 5(a) он фактически срезан). Лазерный луч 103 может быть включен в этом положении и можно определить (например, путем выполнения операции гранения вдоль контрольной траектории 500), остался ли материал заготовки в определенном положении.
Эта проверка также может определить, что операция гранения не была успешно завершена, как изображено на фиг. 5(c), где операция гранения вдоль траектории 108 еще не срезала материал заготовки. В этом случае способ 100 продолжает выполнять гранение. То есть ту же операцию гранения выполняют 110 снова один или несколько раз без поворачивания заготовки 101 между повторами, если определяют, что операция гранения не была завершена. Это может продолжаться, пока не будет определено, что операция гранения завершена.
После завершения операции гранения и после необязательной проверки способ 100 может определить, завершена ли вся предопределенная последовательность 105 гранения, т.е. были ли все операции гранения в последовательности 105 гранения выполнены и определены как завершенные. Если результат этого определения положительный, способ 100 завершается. Если результат этого определения отрицательный, способ 100 переходит к следующей операции гранения в последовательности 105 гранения. Поворачивание согласно предопределенной последовательности 107 поворачивания осуществляют 120 перед следующей операцией гранения.
На фиг. 6 изображен пример сигнала датчика, который может быть проанализирован блоком 303 управления. На основании сигнала датчика блок 303 управления может идентифицировать, была ли выполненная операция гранения успешной (завершенной). Например, если электромагнитное излучение от заготовки 101, индуцированное лазерным гранением, опускается ниже определенной пороговой величины, в частности за определенное время, можно определить, что операция гранения была успешной. Если излучение остается выше определенной пороговой величины, операция гранения может быть определена как безуспешная. Если сигнал датчика остается ниже определенной пороговой величины, так что блок 303 управления определяет «успешное завершение», может быть выполнено корректирующее действие под углом 180° или альтернативная операция гранения в области проверки. Если в этом случае сигнал снова превышает определенную пороговую величину (как обозначено пунктирной стрелкой на фиг. 6), начальное определение операции гранения как «успешной» было неверным. Тем не менее, если сигнал остается ниже определенной пороговой величины, начальное определение операции гранения как «успешной» подтверждается.
Как было упомянуто выше, способ 100 и устройство 300, в частности, подходят для изготовления бриллианта или другого ограненного драгоценного камня. Типичный бриллиант 700 изображен на фиг. 7. Бриллиант 700 содержит множество граней 701. Бриллиант 700 содержит верхнюю часть 700а (корону) и нижнюю часть 700b (павильон). Эти части разделены/соединены рундистом 704, который может иметь несколько граней рундиста. Нижняя часть 700b включает грани 702 павильона и нижние грани 703 рундиста. Верхняя часть 700а включает верхние грани 705 рундиста, основные грани 706 верха и грани 707 звезды. Бриллиант 700 также имеет площадку 708.
На фиг. 8 схематически изображен способ 100 согласно одному варианту осуществления настоящего изобретения, который основан на способе 100, изображенном на фиг. 1. Одинаковые элементы обозначены одинаковыми условными обозначениями и функционируют подобным образом. На фиг. 8 заготовка 101 представляет собой неограненный алмаз 800 и изделие 102 представляет собой бриллиант 700. Лазерный луч 103 и струя 104 текучей среды могут ориентированы перпендикулярно оси 106 вращения. Грани 701 бриллианта 700 создают путем поворачивания вокруг оси 106 вращения и перемещения лазерного луча 103 вдоль двухмерных траекторий 108. Гранение 110 согласно предопределенной последовательности 105 гранения и поворачивание 120 согласно предопределенной последовательности 107 поворачивания осуществляют, как описано применительно к способу 100 по фиг. 1 и фиг. 2. Грани 702 павильона могут быть созданы в первую очередь, чтобы удалить более крупные куски неограненного алмаза, так что из этих кусков можно изготовить камни 802 категории В и камни 801 категории С.Другими словами, грани 702 павильона предпочтительно могут быть созданы до нижних граней 703 рундиста. Далее может быть выполнено гранение рундиста 704, затем основных граней 706 верха, затем верхних граней 705 рундиста, затем граней 707 звезды. Площадка 708 бриллианта 700 предпочтительно создана заранее, так что неограненный алмаз 800 можно прикрепить площадкой 708 к поворотной части 306 устройства. Конфигурация, изображенная на фиг. 8, подходит для стратегии «бокового» гранения.
На фиг. 9 изображено, что ось 106 вращения также может не быть перпендикулярной лазерному лучу 103 и струе 104 текучей среды, соответственно, т.е. они могут быть расположены под наклоном относительно друг друга. На фиг. 9(a) изображено, что в этом случае площадка 708 бриллианта 700 может быть ориентирована в направлении устройства 300 (лазерный луч 103 проходит сверху, как указано стрелкой), в то время как на фиг. 9(b) изображено, что калетта или вершина бриллианта также может быть ориентирована в направлении устройства 300. Конфигурации, изображенные на фиг. 9, подходят для стратегии «торцевого» гранения, в частности для стратегий гранения «калеттой вверх» или «площадкой вверх».
Разные стратегии гранения, предложенные в данном документе, соответственно изображены на фиг. 10, 11 и 12. На фиг. 10 изображена стратегия «бокового» гранения. На фиг. 12 изображены стратегии «торцевого» гранения, в частности стратегия «калеттой вверх» на фиг. 12(a) и стратегия «площадкой вверх» на фиг. 12(b). На фиг. 11(а) и (b) изображены стратегии «однонаправленного» гранения, в частности в сочетании со стратегией «бокового» гранения, т.е. «восходящего» гранения на фиг. 11(a) и «нисходящего» гранения на фиг. 11(b). Следует отметить, что стратегия «однонаправленного» гранения также может быть объединена со стратегией «торцевого» гранения. На фиг. 11(с) и (d) изображены стратегии «сгруппированного гранения с началом на только что созданной грани» и «сгруппированного гранения с началом на неограненной поверхности», соответственно, в частности в сочетании со стратегией «бокового» гранения. Следует отметить, что стратегия «сгруппированного» гранения также может быть объединена со стратегией «торцевого» гранения.
Предпочтительная комбинация стратегий гранения для создания бриллианта 700 из алмаза 800 сочетает стратегию «бокового» гранения, стратегию «возвратно-поступательного» гранения и стратегию «сгруппированного гранения с началом на только что созданной грани».
В частности, на фиг. 10 показано, что стратегия «бокового» гранения означает, что лазерный луч 103 всегда перемещают вдоль длины L создаваемой грани 701 для выполнения 110 операции гранения. То есть к вершине 1000 грани 701 бриллианта и/или от нее. На фиг. 10, в частности, изображена стратегия «бокового» гранения в сочетании со стратегией «возвратно-поступательного» гранения, согласно которой лазерный луч 103 перемещают вдоль двухмерной траектории 108 возвратно-поступательным образом (т.е. в обоих направлениях) для многократного выполнения 110 операции гранения. На фиг. 10 также показано, путем изображения ориентации павильона 700b бриллианта, что «вдоль длины» означает в направлении от калетты к площадке 708 или наоборот.
На фиг. 11(a) и (b) показаны стратегии «однонаправленного» гранения, согласно которым лазерный луч 103 перемещают вдоль двухмерной траектории 108 всегда в одном и том же направлении для многократного выполнения 110 операции гранения. На фиг. 11(a) показана стратегия «восходящего» гранения, т.е. лазерный луч 103 всегда перемещают от вершины 1000 грани 701 (к ее основанию) для выполнения 110 операции гранения, в то время как на фиг. 11(b) показана стратегия «нисходящего» гранения, т.е. лазерный луч 103 всегда перемещают к вершине 1000 грани 701 (от ее основания) для выполнения 110 операции гранения.
На фиг. 11(c) и (d) показаны стратегии «сгруппированного» гранения, в которых первую группу несмежных нижних граней 703 рундиста, в частности левые нижние грани 703 рундиста или правые нижние грани 703 рундиста, создают до создания второй группы несмежных нижних граней 703 рундиста, в частности правых нижних граней 703 рундиста или левых нижних граней 703 рундиста, соответственно. На фиг. 11(c) показана стратегия «сгруппированного гранения с началом на только что созданной грани», согласно которой лазерный луч 103 размещают на ранее (только что) созданной грани 1100 для выполнения 110 операции гранения. На фиг. 11(d) показана стратегия «сгруппированного гранения с началом на неограненной поверхности», согласно которой лазерный луч 103 размещают на неограненной поверхности 1101 неограненного алмаза 700 для выполнения 110 операции гранения.
На фиг. 12(а) и (b) показаны стратегии «торцевого» гранения, согласно которым лазерный луч 103 всегда перемещают вдоль ширины W грани 701 для выполнения 110 операции гранения. Ширина может быть перпендикулярна длине L, изображенной на фиг. 10. На фиг. 12(a) показана стратегия гранения «калеттой вверх», согласно которой калетта обращена (ориентирована по направлению) к устройству 300 (см. фиг. 9b). На фиг. 12(b) показана стратегия гранения «площадкой вверх», согласно которой площадка обращена (ориентирована по направлению) к устройству 300 (см. фиг. 9а). На фиг. 12 также показано, путем изображения ориентации павильона 700b бриллианта 700, что «вдоль ширины» означает, например, в направлении, параллельном рундисту 704.
Настоящее изобретение было описано в сочетании с различными вариантами осуществления в качестве примеров, а также в качестве форм реализации. Тем не менее, другие варианты могут быть поняты и осуществлены специалистами в данной области техники при практической реализации заявленного изобретения путем изучения графических материалов, описания и независимых пунктов формулы изобретения. В формуле изобретения, а также в описании термин «содержащий» не исключает другие элементы или этапы, а формы единственного числа не исключают множественное число. Единственный элемент или другой блок может выполнять функции нескольких компонентов или объектов, изложенных в формуле изобретения. Тот факт, что определенные меры упоминаются в отличающихся друг от друга зависимых пунктах формулы изобретения, не указывает на то, что сочетание этих мер не может быть использовано в преимущественной реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОГРАНКИ АЛМАЗОВ И СБОРКИ ПОЛУЧЕННЫХ ИЗ НИХ БРИЛЛИАНТОВ ДЛЯ ФОРМИРОВАНИЯ СОСТАВНОГО БРИЛЛИАНТА, ОБЛАДАЮЩЕГО УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ БЛЕСКА И ОТТЕНКА | 2016 |
|
RU2710790C1 |
| Устройство для идентификации алмаза | 2018 |
|
RU2679928C1 |
| СПОСОБ УЛУЧШЕНИЯ КАЧЕСТВА ДРАГОЦЕННЫХ КАМНЕЙ | 1994 |
|
RU2083149C1 |
| СПОСОБ ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ НЕСКОЛЬКИХ ОГРАНЕННЫХ ДРАГОЦЕННЫХ КАМНЕЙ ИЗ СИНТЕТИЧЕСКОГО КАРБИДА КРЕМНИЯ - МУАССАНИТА | 2010 |
|
RU2434083C1 |
| СПОСОБ ВСТРАИВАНИЯ МЕТКИ В АЛМАЗ, ПОЛУЧЕННЫЙ МЕТОДОМ ХИМИЧЕСКОГО ОСАЖДЕНИЯ | 2004 |
|
RU2382122C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ ВСТАВОК | 1992 |
|
RU2024397C1 |
| СПОСОБ ОБРАБОТКИ ЮВЕЛИРНОГО КАМНЯ | 1994 |
|
RU2075960C1 |
| СПОСОБ ОГРАНКИ БРИЛЛИАНТА | 2012 |
|
RU2537278C2 |
| Оптически проницаемая метка для маркировки драгоценных камней | 2019 |
|
RU2719611C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВКИ РЕЗАНИЕМ С ПОМОЩЬЮ ЛАЗЕРНОГО ЛУЧА | 2018 |
|
RU2764101C2 |
Настоящее изобретение относится к способу и устройству для изготовления изделия, в частности бриллианта или другого ограненного драгоценного камня, из заготовки, в частности неограненного алмаза или другого сверхтвердого материала. Способ выполняется устройством, предоставляющим лазерный луч, расположенный внутри струи текучей среды, находящейся под давлением. Способ включает выполнение операций гранения заготовки лазерным лучом согласно предопределенной последовательности гранения для удаления материала заготовки с каждой завершенной операцией гранения. Способ дополнительно включает выполнение операций поворачивания заготовки вокруг одной и той же оси вращения согласно предопределенной последовательности поворачивания. При этом одну операцию поворачивания на угол, определенный из заранее заданной последовательности поворачивания, выполняют после каждой завершенной операции гранения, и при этом для выполнения операции гранения лазерный луч перемещают однократно вдоль двухмерной траектории, определенной из заранее заданной последовательности гранения. Обеспечивается эффективное разрезание сверхтвердых материалов заготовки с высокой точностью. 3 н. и 17 з.п. ф-лы, 12 ил.
1. Способ (100) изготовления ограненного драгоценного камня (102) из заготовки (101), сформированной из сверхтвердого материала, при этом способ (100) выполняется устройством (300), предоставляющим лазерный луч (103), расположенный внутри струи (104) текучей среды, находящейся под давлением, и способ (100) включает:
выполнение (110) операций гранения заготовки (101) лазерным лучом (103) согласно заранее заданной последовательности (105) гранения для удаления материала заготовки с каждой завершенной операцией гранения,
выполнение (120) операций поворачивания заготовки (101) вокруг одной и той же оси (106) вращения согласно заранее заданной последовательности (107) поворачивания,
при этом одну операцию поворачивания на угол, определенный из заранее заданной последовательности (107) поворачивания, выполняют (120) после каждой завершенной операции гранения, и
при этом для выполнения (110) операции гранения лазерный луч (103) перемещают однократно вдоль двухмерной траектории (108), определенной из заранее заданной последовательности (105) гранения.
2. Способ (100) по п. 1, отличающийся тем, что дополнительно включает:
определение с помощью оптического датчика (301) устройства (300), была ли завершена операция гранения, после каждой выполненной операции гранения.
3. Способ (100) по п. 2, отличающийся тем, что дополнительно включает:
поворачивание заготовки (101), в частности поворачивание заготовки на 180°, и затем повторное выполнение (110) той же операции гранения, если определяют, что операция гранения была завершена, и
выполнение (110) следующей операции гранения согласно заранее заданной последовательности (105) гранения, если далее определяют, что та же операция гранения, выполненная после поворачивания заготовки (101), также была завершена.
4. Способ (100) по п. 2, отличающийся тем, что дополнительно включает:
перемещение, если определяют, что операция гранения была завершена, струи (104) текучей среды от заготовки (101) в определенное положение, где материал должен был быть удален с заготовки путем завершения операции гранения,
включение лазерного луча в определенном положении и
определение с помощью оптического датчика, присутствует ли материал заготовки в определенном положении.
5. Способ (100) по одному из пп. 1-4, отличающийся тем, что:
заготовка (101) представляет собой неограненный алмаз (800),
ограненный драгоценный камень (102) представляет собой бриллиант (700), содержащий множество граней (701), и
каждая конкретная грань (701) из множества граней (701) создана путем выполнения (110) операции гранения один раз, пока операция гранения не будет завершена.
6. Способ (100) по п. 5, отличающийся тем, что для создания конкретной грани (701)
лазерный луч (103) всегда перемещают вдоль длины грани (701) для выполнения (110) операции гранения.
7. Способ (100) по п. 5 или 6, отличающийся тем, что
ось (106) вращения перпендикулярна струе (104) текучей среды, находящейся под давлением, и лазерному лучу (103).
8. Способ (100) по п. 5, отличающийся тем, что для создания конкретной грани: лазерный луч (103) всегда перемещают вдоль ширины грани (701) для выполнения (110) операции гранения.
9. Способ (100) по п. 5 или 8, отличающийся тем, что
ось (106) вращения не перпендикулярна струе (104) текучей среды, находящейся под давлением, и лазерному лучу (103).
10. Способ (100) по одному из пп. 5-9, отличающийся тем, что для создания конкретной грани (701)
лазерный луч (103) перемещают вдоль двухмерной траектории (108) всегда в одном и том же направлении для многократного выполнения (110) операции гранения.
11. Способ (100) по одному из пп. 10, 6 или 7, отличающийся тем, что для создания конкретной грани (701):
лазерный луч (103) всегда перемещают к вершине (1000) грани (701) для выполнения (110) операции гранения или
лазерный луч (103) всегда перемещают от вершины (1000) грани (701) для выполнения (110) операции гранения.
12. Способ (100) по одному из пп. 5-11, отличающийся тем, что для создания конкретной грани (701):
лазерный луч (103) размещают на ранее созданной грани (1100) для выполнения (110) операции гранения.
13. Способ (100) по одному из пп. 5-11, отличающийся тем, что для создания конкретной грани (701)
лазерный луч (103) размещают на неограненной поверхности (1101) неограненного алмаза (800) для выполнения (110) операции гранения.
14. Способ (100) по одному из пп. 5-11, отличающийся тем, что
множество граней (701) создают согласно порядку появления.
15. Способ (100) по одному из пп. 5-14, отличающийся тем, что грани (702) павильона создают до нижних граней (703) рундиста и предпочтительно
далее создают грани (703) рундиста, затем основные грани (706) верха, затем верхние грани (705) рундиста, затем грани (707) звезды.
16. Способ (100) по одному из пп. 5-15, отличающийся тем, что:
первую группу несмежных нижних граней (703) рундиста, в частности левых нижних граней (703) рундиста или правых нижних граней (703) рундиста, создают до создания второй группы несмежных нижних граней (703) рундиста, в частности правых нижних граней (703) рундиста или левых нижних граней (703) рундиста соответственно.
17. Способ (100) по одному из пп. 5-16, отличающийся тем, что
перед созданием нижней грани (703) рундиста и/или верхней грани (705) рундиста неограненный алмаз (800) поворачивают таким образом, чтобы гранение выполняли (110) со стороны, обеспечивающей наибольший угол гранения.
18. Способ (100) по одному из пп. 5-17, отличающийся тем, что
57 граней (701) бриллианта (700) создают путем автоматического гранения неограненного алмаза (800) согласно последовательности (105) гранения и последовательности (107) поворачивания с помощью лазерного луча (103), направляемого в струе (104) текучей среды, и оптического датчика (301) устройства (300).
19. Устройство (300) для изготовления ограненного драгоценного камня (102) из заготовки (101), сформированной из сверхтвердого материала, при этом устройство (300) содержит:
блок (302) машинной обработки, выполненный с возможностью предоставления лазерного луча (103), расположенного внутри струи (104) текучей среды, находящейся под давлением,
блок (303) управления, выполненный с возможностью управления блоком (302) машинной обработки с целью:
- выполнения операций гранения заготовки (101) лазерным лучом (103) согласно заранее заданной последовательности (105) гранения для удаления материала заготовки с каждой завершенной операцией гранения,
- выполнения операций поворачивания заготовки (101) вокруг одной и той же оси (106) вращения согласно заранее заданной последовательности (107) поворачивания,
- при этом одна операция поворачивания на угол, определенный из заранее заданной последовательности (107) поворачивания, выполняется после каждой завершенной операции гранения, и
- при этом лазерный луч (103) перемещается однократно для выполнения операции гранения вдоль двухмерной траектории (108), определенной из заранее заданной последовательности (105) гранения, и
оптический датчик (301), выполненный с возможностью определения по меньшей мере каждого из следующих условий: выполненная операция гранения была завершена; выполненная операция гранения не была завершена.
20. Носитель данных, содержащий программный код для выполнения способа по одному из пп. 1-18 при исполнении на компьютере и/или для управления устройством по п. 19.
| US 20100000507 A1, 07.01.2010 | |||
| DE 102012003202 A1, 22.08.2013 | |||
| НОВЫЙ ЛАЗЕРНЫЙ СТАНОК ДЛЯ ОГРАНКИ | 2003 |
|
RU2296662C2 |
| DE 3923356 C, 07.02.1991 | |||
| СПОСОБ ЛАЗЕРНОГО РАСПИЛИВАНИЯ АЛМАЗОВ | 2007 |
|
RU2336164C1 |

