Область техники, к которой относится изобретение
Настоящее изобретение касается способа установки по меньшей мере одного декоративного элемента на основание. Изобретение также касается декоративного основания, предназначенного для размещения по меньшей мере одного декоративного элемента и снабженного по меньшей мере одним углублением, заполненным наполнителем, образующим подложку, в которой сформировано по меньшей мере одно гнездо, сконфигурированное для размещения указанного декоративного элемента.
Предпосылки создания изобретения
В уровне технике известны декоративные основания, предназначенные для использования на носимых объектах, таких как часы или ювелирные изделия, и обладающие декоративными элементами, такими как камни и, особенно, драгоценные камни.
По этой причине основание обычно выполняют из сплава металла и обрабатывают с целью получения в ней гнезд. Декоративные элементы могут быть установлены в эти гнезда путем запрессовки или путем закрепки. В случае сборки путем закрепки в процессе механической обработки изготавливают средства захвата в форме крюков. Вообще говоря, эти крюки выполняют из материала, образующего носимый объект, другими словами, такого же, что и материал самого объекта. Когда необходимо закрепить декоративный элемент, последний располагают в гнезде и средства захвата подвергают холодной деформации и сгибают так, чтобы они удерживали указанный декоративный элемент в гнезде. Этот способ закрепки широко используется для закрепления драгоценных камней на металлических основаниях, так как металл обладает выгодной способностью к пластической деформации. Эта способность еще более полезна в случае драгоценных металлов, таких как золото, так как эти драгоценные металлы являются вязкими и им легко можно придать нужную форму.
Тем не менее, один недостаток этого способа заключается в том, что он ограничен основаниями, выполненными из вязких металлов или сплавов металлов. В то же время, хронометры все чаще изготавливают из материалов, не обладающих пластической деформацией, которые часто являются твердыми и/или хрупкими, например из керамики, сапфира, кремния, композитов (например, металлокерамики) или даже интерметаллических сплавов.
В результате, более невозможно использовать существующий способ закрепки декоративных элементов, таких как драгоценные камни.
Операция закрепки может быть заменена операцией клеевого присоединения. Недостаток клеевого соединения заключается в том, что оно не может обеспечить 100% удержание камней, так как, в отличие от закрепки, эта технология не подразумевает механического удержания камней. Действительно, так как клеевые поверхности в большинстве случаев подвергаются воздействию внешней среды (влажность, пот, ультрафиолет, загрязнение воздуха,...), то соединению трудно удерживаться в течение долгого времени. В результате не гарантируется удержание камней на месте, что неприемлемо для высококачественных изделий. Также существует риск продуктов высаливания, являющихся токсичными и/или способствующими коррозии для других компонентов часов или для ювелирного изделия. Кроме того, декоративные элементы требуют предварительной механической обработки, что может оказаться трудным и дорогостоящим, особенно если декоративные элементы обладают сложной геометрической формой.
Другое решение было предложено в европейском патенте ЕР 2315673; это решение заключается во вложении декоративного элемента, выполненного из аморфного материала, путем его вдавливания в основание. Этот способ требует использования аморфных заготовок. Тем не менее, количество сплавов, которые существуют в аморфной форме, ограничено, так что не всегда можно найти сплав, обладающий требуемым цветом, подходящим к часам или ювелирному изделию. Например, не существует аморфного сплава желтого цвета или цвета червонного золота. Более того, способ вложения требует применения определенной силы вдавливания, так что его трудно использовать, когда основание выполнено из ломкого или хрупкого материала.
Другое решение было предложено в заявке на европейский патент №2796297, которое состоит, в частности, в закрепке декоративного элемента в подложке, выполненной из аморфного сплава. Тем не менее, в различных способах описано нагревание и дальнейшее охлаждение аморфного металла, что необходимо выполнять быстро для сохранения аморфного состояния металла. Быстрое охлаждение создает термический удар, который может привести к появлению внутренних напряжений в основании и, таким образом, привести к деформациям или трещинам. Далее, способ закрепки обязательно включает в себя деформацию средств захвата, в момент закрепки, что может быть трудным при использовании аморфного металла, который может быть трудно деформировать из-за его особых эластичных свойств. Более того, как отмечено выше, количество сплавов, которые существуют в аморфной форме, ограничено, так что не всегда возможно найти сплав, обладающий желаемым цветом, подходящим к часам или ювелирному изделию.
Краткое раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы преодолеть разные недостатки известных способов установки декоративного элемента.
Более конкретно, задача настоящего изобретения состоит в том, чтобы предложить способ установки декоративного элемента на основание, при котором можно использовать ломкое или хрупкое основание.
Также задача настоящего изобретения состоит в том, чтобы предложить способ установки декоративного элемента на основание, который может быть приспособлен к композиции и цвету основания.
Также задача настоящего изобретения состоит в том, чтобы предложить способ установки декоративного элемента на основание, который может быть осуществлен простым и экономичным образом.
Для этого настоящее изобретение раскрывает способ установки по меньшей мере одного декоративного элемента на основание, включающий в себя следующие этапы:
а. получают основание, снабженное по меньшей мере одним углублением;
б. получают по меньшей мере один декоративный элемент;
в. наполняют указанное углубление композитным наполнителем, содержащим по меньшей мере один металлический порошок, по меньшей мере одно органическое связующее вещество и обладающим в момент заполнения вязкостью, находящейся в диапазоне от 1000 мПа⋅с до 1000000 м⋅Пас;
г. композитный наполнитель нагревают до температуры, превышающей температуру плавления, чтобы сделать наполнитель жидким;
д. позволяют наполнителю охладиться с целью получения подложки;
е. выполняют по меньшей мере одно гнездо в указанной подложке;
ж. устанавливают указанный декоративный элемент в указанное гнездо.
Этот способ позволяет использовать пастообразный композитный наполнитель, который прост в применении и не предполагает возникновения напряжений в основании и который не требует быстрого охлаждения. Далее, композитный наполнитель предполагает большую гибкость в выборе металлического порошка, связующего вещества и любой добавки, что позволяет улучшить химическое сродство композитного наполнителя и основания.
Настоящее изобретение также касается декоративного основания, предназначенного для размещения по меньшей мере одного декоративного элемента и снабженного по меньшей мере одним углублением, заполненным наполнителем, образующим подложку, в которой сформировано по меньшей мере одно гнездо, где указанное гнездо сконфигурировано для размещения указанного декоративного элемента, указанный наполнитель получен из композитного наполнителя, содержащего по меньшей мере один металлический порошок и по меньшей мере одно органическое связующее вещество и обладающего в момент заполнения вязкостью, находящейся в диапазоне от 1000 мПа⋅с до 1000000 мПа⋅с.
Использование композитного материала позволяет приспосабливать цвет подложки к цвету основания.
Краткое описание чертежей
Задачи, преимущества и признаки настоящего изобретения будут лучше понятны после прочтения приведенного ниже подробного описания по меньшей мере одного варианта осуществления изобретения, приведенного в качестве неограничивающего примера и проиллюстрированного приложенными чертежами, на которых:
фиг. 1 представляет собой вид, схематично показывающий декоративное основание, в котором использовано настоящее изобретение; и
фиг. 2-7 представляют виды, схематично показывающие этапы способа установки по изобретению.
Подробное описание изобретения
На фиг. 1 показана декоративная деталь 1, содержащая декоративное основание 2, которое соответствует изобретению и в котором установлен декоративный элемент 3. Декоративная деталь 1 является, например, желобком для стекла часов, в который вставлены указатели, образующие декоративные элементы. Декоративная деталь 1 также может быть стеклом или циферблатом часов, или любой внутренней или внешней деталью часов или хронометра. Декоративная деталь 1 также может быть ручкой или запонкой, или таким ювелирным изделием, как кольцо или серьга.
Основание 2 может быть выполнено из материала любого типа и, более конкретно, любого твердого и хрупкого материала, который не обладает достаточной пластической деформацией для осуществления обычного способа закрепки. Материал основания 2 обладает более высокой температурой плавления, чем температура плавления композитного наполнителя. Предпочтительно основание 2 выполнено из материала, выбранного из группы, содержащей керамику, металлокерамику, сапфир, рубин, алмаз, или кварц. Поверхность основания 2, на котором установлен декоративный элемент 3, может быть плоской или изогнутой (вогнутой или выпуклой).
Основание 2 содержит углубление 4, заполненное наполнителем, образующим подложку 6, указанную подложку 6 используют для размещения декоративного элемента 3 и для получения возможности установки указанного декоративного элемента 3 на основание 2. В частности, подложка 6 может содержать средства 5 захвата, которые деформируют с целью удержания декоративного элемента 3.
С этой целью и в соответствии с изобретением способ установки декоративного элемента 3 на основание 2 включает в себя первый этап а), состоящий в получении основания 2, предпочтительно выполненного из материала, который не деформируется пластически, такого как керамика, как показано на фиг. 2, и в формировании в основании 2 по меньшей мере одного углубления 4, как показано на фиг. 3. Углубление 4 может быть выполнено, например, обработкой лазером или с помощью любой другой технологии, подходящей для материала основания 2. Предпочтительно стороны углубления 4 перпендикулярны видимой поверхности основания 2. Для улучшения возможного удержания подложки 6 внутри основания 2, возможно выполнить внутри углубления 4 обратные конусы или наклонные отверстия, или любым другим специальным образом структурировать низ углубления.
Кроме того, способ установки декоративного элемента 3 на основание 2 может предпочтительно включать в себя до этапа в) дополнительный этап з), направленный на металлизацию поверхности углубления 4. Стенки углубления 4 могут быть покрыты слоем металлизации для улучшения сцепления композитного наполнителя в основании 2. Такой слой металлизации может быть выполнен из золота, никеля или хрома и обладать более высокой температурой плавления по сравнению с композитным наполнителем.
Этап б) способа состоит в получении декоративного элемента 3. Эти декоративные элементы 3 могут быть драгоценными камнями, такими как алмазы или рубины, или недрагоценными камнями, такими как цирконы, или любым другим подходящим декоративным элементом.
Следующий этап в) способ заключается в заполнении углубления 4 композитным наполнителем. В соответствии с изобретением, композитный наполнитель содержит по меньшей мере один металлический порошок, по меньшей мере одно органическое связующее вещество и любые добавки и в момент заполнения обладает вязкостью, находящейся в диапазоне от 1000 мПа⋅с до 1000000 мПа⋅с.
Такой композитный наполнитель находится, например, в форме паяльной пасты, поставляемой, например, компанией Hilderbrand & Cie SA. Тот факт, что композитный наполнитель находится в форме пасты, позволяет очень легко его применять внутри углубления 4. В частности, форма пасты композитного наполнителя позволяет заполнить углубление 4 без возникновения какого-либо механического напряжения в основании 2. В результате, если основание 2 выполнено из хрупкого материала, оно вряд ли получит повреждения. Вязкость композитного наполнителя в момент заполнения, то есть в момент его применения внутри углубления 4, предпочтительно составляет от 5000 мПа⋅с до 500000 мПа⋅с. Композитный наполнитель может быть тиксотропным и обладать более высокой вязкостью в состоянии покоя.
Предпочтительно металлический порошок содержит по меньшей мере один металлический элемент, выбранный из группы, включающей, в форме элементов или сплавов, следующее: золото, серебро, медь, платина, палладий, алюминий, титан, цинк, олово, галлий, индий, никель, кремний, германий и их смесей.
Примеры композиций металлического порошка приведены в таблице ниже: 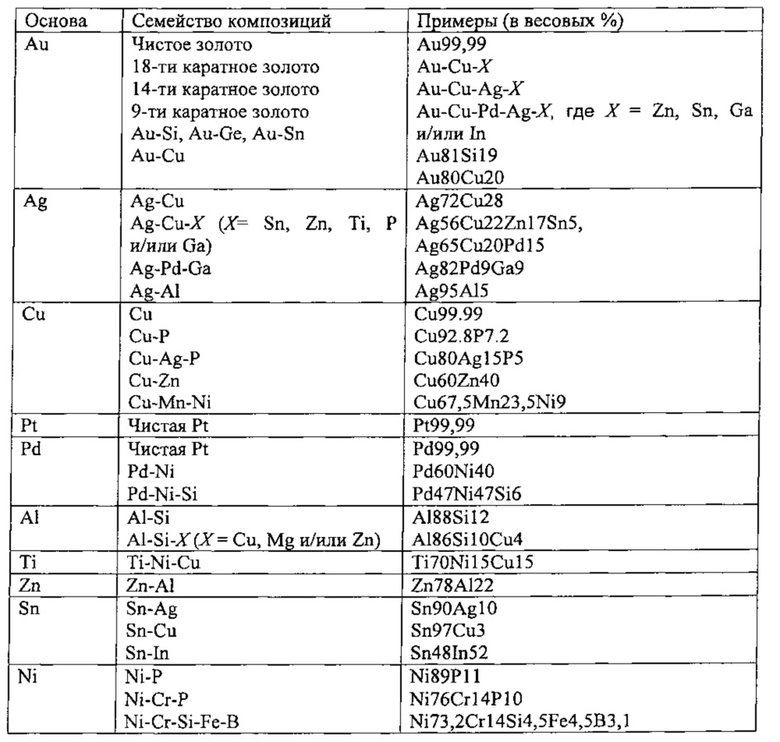
Драгоценные сплавы, выполненные из платины, палладия или золота, являются особенно предпочтительными, так как они обладают хорошей коррозионной стойкостью и хорошей стабильностью цвета (при ношении не происходит окисления или потускнения).
Диаметр металлических частиц, используемых для металлических порошков, обычно составляет менее 500 мкм и предпочтительно составляет менее 100 мкм. Распределение размеров части может быть как унимодальным, так и мультимодальным. Мультимодальное распределение (например, бимодальное) может быть выбрано таким образом, чтобы увеличить процент по объему металлической фазы в общем объеме композита. Предпочтительно композитный наполнитель содержит по меньшей мере 50% по объему металлического порошка, более предпочтительно по меньшей мере 60% по объему относительно общего объема композитного наполнителя.
Органическое связующее вещество, в целом, является смесью органических связующих веществ, выбранных в соответствии с желаемыми свойствами композитного наполнителя в форме пасты. Предпочтительно органическое связующее вещество выбрано из группы, содержащей целлюлозу, глицерин, гликоли, смолы, дистилляты нефтепродуктов и их смеси. Связующее вещество будет удалено на этапе нагревания композитного наполнителя.
Предпочтительно композитный наполнитель может содержать добавки, такие как по меньшей мере одна травильная добавка или флюс для удаления кислорода с поверхностей и для улучшения смачиваемости между указанным композитным наполнителем и основанием. Травильные добавки или флюс образованы из смеси минеральных солей и/или кислот, таких как борная кислота, тетраборат натрия, бор, щелочные бораты (пентаборат калия, тетраборат калия, …), дифториды щелочных металлов (фторид алюминия, дифторид калия, …), хлориды (хлорид цинка, хлорид лития, хлорид аммония, …), кислоты (соляная хлористоводородная кислота, фосфорная кислота и так далее …). Добавки будут удалены на этапе нагревания композитного наполнителя.
Следующий этап г) способа заключается в нагревании композитного наполнителя до температуры, превышающей температуру плавления, с целью его расплавления и получения из него жидкости. Композитный наполнитель нагревают с помощью энергетических средств, таких как печь, лазерный луч, ионный луч или любое другое тепловое средство. Температура зависит от природы композитного наполнителя и может находиться в диапазоне, например, от 200°С до 1000°С. Преимущество жидкого композитного наполнителя состоит в том, что он заполняет весь объем углубления 4, независимо от его формы, в частности, благодаря хорошей смачиваемости и/или капиллярному эффекту.
Следующий этап д) способа заключается в предоставлении наполнителю возможности охладиться. Температурный цикл охлаждения является стандартным. Обычно, во время охлаждения, температуру понижают со скоростью от 10°С/мин до 100°С/мин в промышленных паяльных печах. Быстрое охлаждение не применяется. Охлажденный и затвердевший наполнитель образует подложку 6 в кристаллической форме.
Этапы в) - д) можно последовательно выполнять по меньшей мере два раза. Фактически, после первого заполнения углубления 4, после охлаждения может иметь место сжатие наполнителя в углублении 4. Следовательно, необходимо нанести по меньшей мере второй слой композитного наполнителя внутри углубления 4 для его нагрева и дальнейшего охлаждения в соответствии с описанными выше этапами в) - д). Этапы в) - д) повторяют до тех пор, пока наполнитель не достигнет желаемой высоты в углублении 4.
Возможный следующий этап и) между этапами д) и е) заключается в удалении наполнителя, присутствующего вокруг углубления 4. Этот избыточный наполнитель вокруг углубления 4 можно удалить любым подходящим способом, таким как полировка, механическая обработка и так далее.
Далее получают основание 2, как показано на фиг. 4, содержащее углубление 4, заполненное неаморфной, чисто металлической подложкой 6, так как органическое связующее вещество и добавки сгорели или испарились на этапе г) нагревания.
Следующий этап е) способа заключается в получении в подложке 6 по меньшей мере одного гнезда 8, как показано на фиг. 5. Этот этап может быть осуществлен с помощью обычных способов, таких как механическая обработка, фрезеровка, сверление и так далее.
Следующий этап ж) способа заключается в установке декоративного элемента 3 в гнездо 8.
В соответствии с первым вариантом этап ж) установки декоративного элемента 3 осуществляют путем забивания указанного элемента. Для выполнения этого, декоративный элемент 3 выполнен с немного большими размерами по сравнению с размерами углубления 4 и его с силой вдавливают в указанное углубление 4.
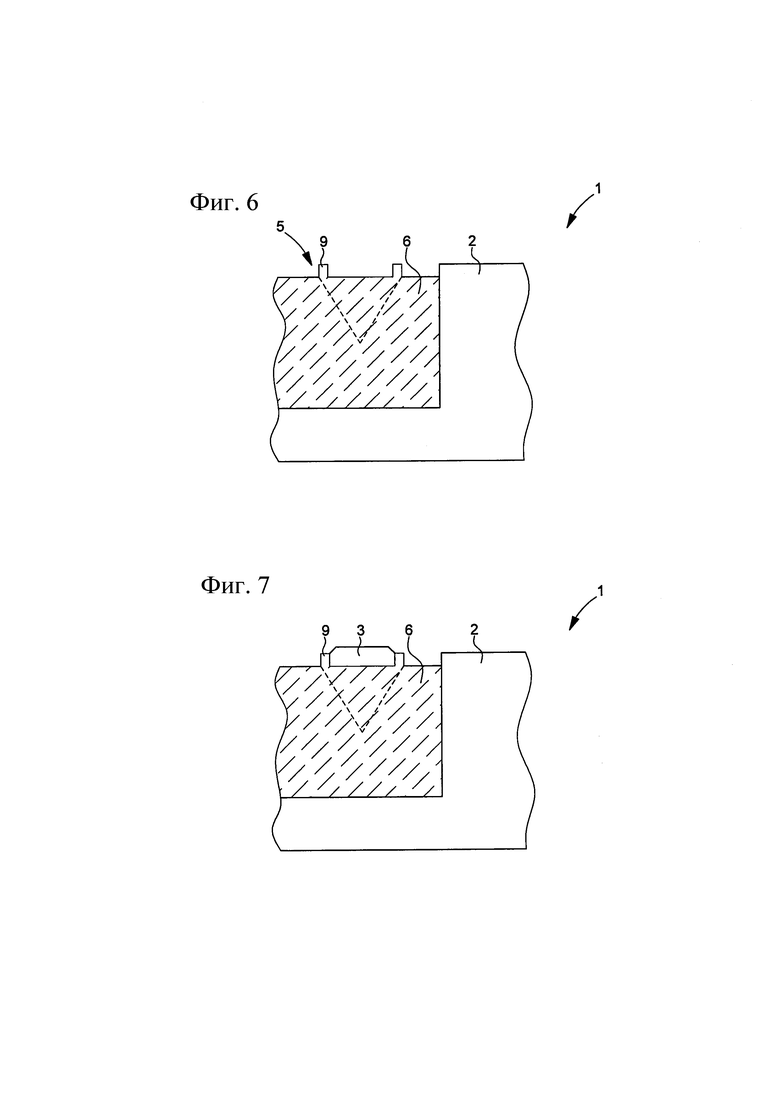
В соответствии со вторым вариантом этап ж) установки декоративного элемента 3 осуществляют путем закрепки. В этом случае этап ж) включает в себя изготовление средств 5 захвата в подложке 6 и закрепку декоративного элемента 3 путем такого деформирования указанных средств 5 захвата, чтобы добиться удерживания указанного декоративного элемента 3 внутри его гнезда 8. Более конкретно, средства 5 захвата принимают форму по меньшей мере одного элемента 9 закрепки. Этот элемент 9 закрепки, в случае, например, корнеровой закрепки, состоит из корнеров или шариков, расположенных по периферии каждого гнезда 8. Эти корнеры 9, показанные на фиг. 6 и 7, " выполнены механической обработкой до или после изготовления гнезд 8. Фактически, когда механически обрабатывают гнезда 8, некоторое количество материала подложки 6 удаляют с целью формирования этих элементов 9 закрепки. Предпочтительно в случае корнеровой закрепки вблизи гнезда 8, в идеале, присутствуют четыре шарика 9 закрепки.
Очевидно, что могут быть предусмотрены другие типы закрепки, такие как глухая закрепка, закрепка багета, канальная закрепка или невидимая закрепка. Например, глухая закрепка состоит из единственного элемента 9 закрепки, расположенного по периферии декоративного элемента 3. Закрепку багета используют для закрепления декоративных элементов 3, ограненных «багетом». Эта закрепка заключается в обеспечении элементов 9 закрепки, которые расположены параллельно каждой стороне декоративного элемента 3 и загнуты вниз на последний. При невидимой закрепке элементы 9 закрепки расположены как выступающие участки, расположенные в гнезде 8. Эти выступающие участки взаимодействуют с по меньшей мере одной канавкой, выполненной в указанном декоративном элементе 3, так что закрепку осуществляют путем вставки декоративного элемента 3 в гнездо до вставки выступающих участков в указанные канавки.
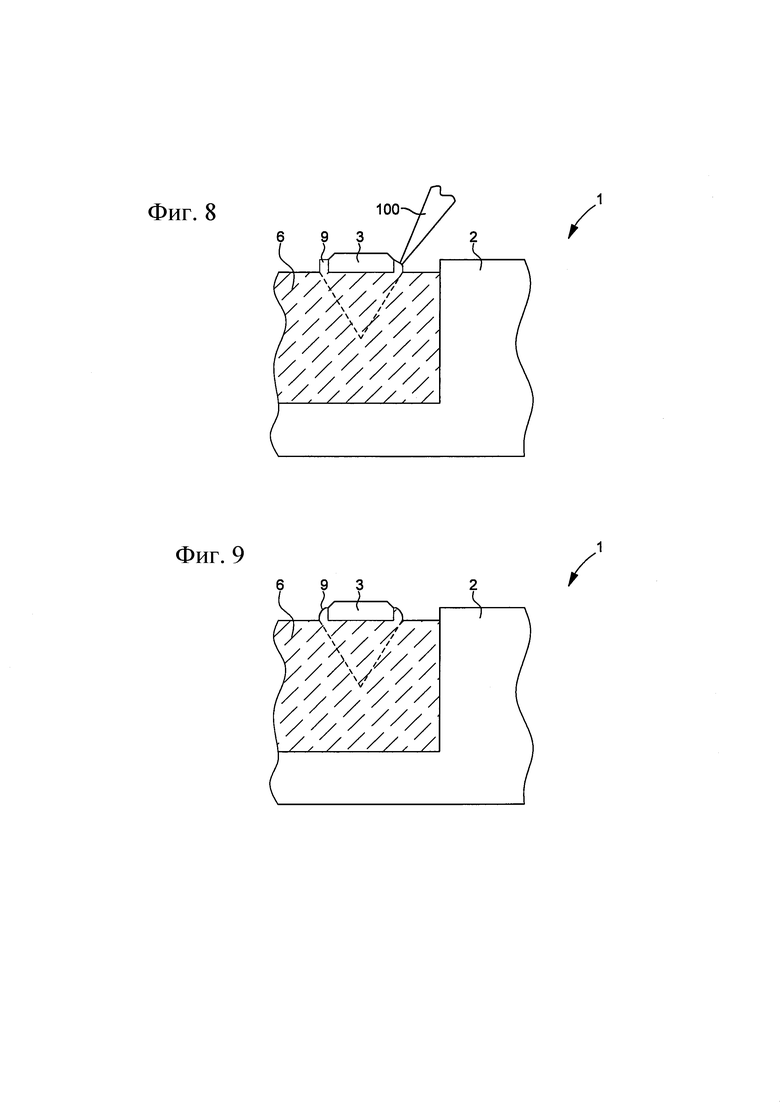
Этап закрепки заключается в размещении декоративного элемента 3 в гнезде 8 и деформации средств 5 захвата с целью надавливания на указанный декоративный элемент 3. В результате последний удерживается в гнезде 8. Деформация средств 5 захвата обеспечивается с помощью инструмента, называемого расширителем 100 и используемого для деформации каждого элемента 9 закрепки, как показано на фиг. 8. Таким образом получают закрепленный декоративный элемент 3, как показано на фиг. 9. Наполнитель, образующий подложку 6, достаточно вязок, чтобы позволить деформировать средства захвата.
Ясно, что для установки декоративного элемента в подложке может быть использован любой другой подходящий способ. Одно преимущество изобретения состоит в том, что оно позволяет устанавливать декоративный элемент в материале любого типа и особенно в твердом и/или хрупком материале. Фактически, использованный принцип является принципом вставки, то есть подложку, выполненную из материала, способного деформироваться, вставляют в материал, который не деформируется пластически, что делают с целью предоставления возможности установки декоративного элемента, такой как закрепка, и для создания иллюзии, что этот материал является материалом, который не деформируется пластически. Материал основания, который не деформируется пластически, не подвергается воздействию механического напряжения и, следовательно, вряд ли разрушится.
Для поддержания иллюзии установки на основание 2, идеально, чтобы ширина углубления 4 равнялась ширине декоративного элемента 3. В результате, расстояние между декоративным элементом 3 и краем углубления 4 должно быть уменьшено до минимума, в идеале - до нуля, так что наполнитель невидим и дает впечатление, что декоративный элемент 3 остается встроенным в основание 2, выполненное из керамики, а не встроен в наполнитель. На практике расстояние между декоративным элементом 3 и краем углубления 4 будет зависеть от размеров и формы декоративных элементов 3. Например, для декоративного элемента 3 диаметром 1 мм, расстояние между декоративным элементом 3 и краем углубления 4 будет равно 0,45 мм.
Более того, использование композитного наполнителя позволяет использовать очень большое количество различных композиций для формирования подложки с цветом, соответствующим, например, цвету декоративного элемента или цвету других компонентов или компонента, в которых используют декоративный элемент.
Более того, использование композитного наполнителя позволяет использовать очень большое количество различных композиций, улучшающих химическое сродство наполнителя и основания. В частности, использование композитного наполнителя предоставляет большую гибкость в выборе композиции для соответствия химического состава композитного наполнителя химическому составу основания. Например, основной элемент, образующий металлический порошок композитного наполнителя, совпадает с основным элементом, образующим основание 2, что нужно для обеспечения химического сродства композитного наполнителя и основания. Также можно выбрать такую композицию композитного наполнителя, чтобы основание и композитный наполнитель обладали аналогичным коэффициентом теплового расширения. Добавка травильного вещества улучшает смачиваемость композитного наполнителя.

Изобретение относится к изготовлению декоративных оснований, содержащих декоративные элементы, например драгоценные камни. Может использоваться для изготовления, например, часов или ювелирных изделий. Для установки по меньшей мере одного декоративного элемента на основание получают основание, имеющее по меньшей мере одно углубление, и заполняют углубление композитным наполнителем, содержащим по меньшей мере один металлический порошок и по меньшей мере одно органическое связующее вещество и в момент заполнения обладающим вязкостью в диапазоне от 1000 мПа⋅с до 1000000 м⋅Па⋅с. После чего композитный наполнитель нагревают до температуры, превышающей температуру плавления и охлаждают с образованием подложки в кристаллической форме. В указанной подложке выполняют по меньшей мере одно гнездо и устанавливают в него декоративный элемент. Обеспечивается возможность установки декоративного элемента на хрупкое основание, а также расширение цветовой палитры и возможность подбора цвета подложки к цвету основания. 2 н. и 14 з.п. ф-лы, 9 ил., 1 табл.
1. Способ установки по меньшей мере одного декоративного элемента (3) на основание (2), включающий в себя следующие этапы:
а. получают основание (2), имеющее по меньшей мере одно углубление (4);
б. получают по меньшей мере один декоративный элемент (3);
в. наполняют указанное углубление композитным наполнителем, содержащим по меньшей мере один металлический порошок и по меньшей мере одно органическое связующее вещество и в момент заполнения обладающим вязкостью в диапазоне от 1000 мПа⋅с до 1000000 мПа⋅с;
г. композитный наполнитель нагревают до температуры, превышающей температуру его плавления, чтобы сделать наполнитель жидким;
д. позволяют наполнителю охладиться с целью получения подложки (6) в кристаллической форме;
е. получают по меньшей мере одно гнездо (8) в указанной подложке (6);
ж. устанавливают указанный декоративный элемент (3) в указанное гнездо (8).
2. Способ по п. 1, отличающийся тем, что композитный наполнитель содержит по меньшей мере 50% по объему металлического порошка относительно общего объема композитного наполнителя.
3. Способ по п. 2, отличающийся тем, что композитный наполнитель содержит по меньшей мере 60% по объему металлического порошка относительно общего объема композитного наполнителя.
4. Способ по п. 1, отличающийся тем, что композитный наполнитель также содержит по меньшей мере одно травильное вещество.
5. Способ по п. 1, отличающийся тем, что металлический порошок содержит по меньшей мере один металлический элемент, выбранный из группы, включающей, в форме элементов или сплавов, следующее: золото, серебро, медь, платина, палладий, алюминий, титан, цинк, олово, галлий, индий, никель, кремний, германий и их смеси.
6. Способ по п. 1, отличающийся тем, что органическое связующее вещество выбрано из группы, содержащей целлюлозу, глицерин, гликоли, смолы, дистилляты нефтепродуктов и их смеси.
7. Способ по п. 1, отличающийся тем, что этап ж) осуществляют путем забивания декоративного элемента.
8. Способ по п. 1, отличающийся тем, что этап ж) выполняют путем закрепки, при этом этап ж) включает в себя следующее: изготавливают средства (5) захвата в подложке (6) и закрепляют декоративный элемент (3) путем деформирования указанных средств (5) захвата, так чтобы удерживать указанный декоративный элемент (3) внутри гнезда (8).
9. Способ по п. 1, отличающийся тем, что он дополнительно включает в себя до этапа в) этап з) металлизации поверхности углубления (4) основания (2).
10. Способ по п. 1, отличающийся тем, что он дополнительно включает в себя между этапами д) и е) этап и), заключающийся в удалении любого наполнителя, присутствующего вокруг углубления.
11. Способ по п. 1, отличающийся тем, что этапы в) - д) осуществляют последовательно по меньшей мере два раза.
12. Декоративное основание (2) для размещения по меньшей мере одного декоративного элемента (3), имеющее по меньшей мере одно углубление (4), заполненное наполнителем, образующим подложку (6), в которой расположено по меньшей мере одно гнездо (8), причем указанное гнездо (8) выполнено с возможностью размещения указанного декоративного элемента (3), отличающееся тем, что указанная подложка (6) находится в кристаллической форме, а указанный наполнитель получен из композитного наполнителя, содержащего по меньшей мере один металлический порошок и по меньшей мере одно органическое связующее вещество и в момент заполнения обладающего вязкостью в диапазоне от 1000 мПа⋅с до 1000000 мПа⋅с.
13. Декоративное основание (2) по п. 12, отличающееся тем, что металлический порошок содержит по меньшей мере один металлический элемент, выбранный из группы, включающей, в форме элементов или сплавов, следующее: золото, серебро, медь, платина, палладий, алюминий, титан, цинк, олово, галлий, индий, никель, кремний, германий и их смеси.
14. Декоративное основание (2) по п. 12, отличающееся тем, что оно выполнено из материала, выбранного из группы, содержащей керамику, металлокерамику, кремний, сапфир, рубин, алмаз, или кварц.
15. Декоративное основание (2) по п. 12, отличающееся тем, что основной элемент, образующий металлический порошок композитного наполнителя, является таким же, что и основной элемент, образующий основание (2).
16. Декоративное основание (2) по п. 12, отличающееся тем, что подложка (6) дополнительно содержит средства (5) захвата, выполненные с возможностью деформации для удержания указанного декоративного элемента (3).
| US 20140178625 A1, 26.06.2014 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СОЕДИНЕНИЕ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2406591C2 |
| Устройство стыкового соединения блоков (балок) пролетных строений наплавных мостов | 1956 |
|
SU106080A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2315673C2 |
| УСТОЙЧИВЫЕ ИММОБИЛИЗОВАННЫЕ АМИНОВЫЕ СОРБЕНТЫ ДЛЯ ИЗВЛЕЧЕНИЯ REE И ТЯЖЕЛЫХ МЕТАЛЛОВ ИЗ ЖИДКИХ ИСТОЧНИКОВ | 2017 |
|
RU2796297C2 |
| US 5702501 A1, 30.12.1997. | |||

