Область техники, к которой относится изобретение
Изобретение относится к области декоративно-прикладного искусства при изготовлении искусственных цветов из металла, предназначенных для украшения интерьера, фасадов зданий, малых архитектурных форм, ритуальных услуг и т.д.
Описание предшествующего уровня техники
Известен патент (CN 102845888 А, кл. A41G 1/00, A41G 1/02, 02.01.2013), где предложен способ изготовления лепестков из сплава путем штамповки и дальнейшей фиксации их друг с другом между нанесенными на листы медными покрытиями с помощью сварки, после чего обрабатываются для придания декоративной формы волочением, позволяющей придать лепестку неравномерную текстуру. Недостатком этого изобретения является невозможность создания плотных бутонов и снижение прочности крепления лепестков после нанесения декоративной формы и текстуры.
Известно изобретение (RU 2530872 С1, кл. A41G 1/00, 20.10.2014), принимаемое за прототип, по изготовлению цветка из металла, в котором нагревают один конец прута и обковывают его при помощи кузнечного молота, далее охлаждают и сворачивают полученную деталь в форме лепестка, а затем отделяют полученный элемент от прута и приваривают к металлическому стержню, начиная от меньшего лепестка к большему, образуя спираль, далее первый ряд лепестков нагревают, сворачивают и гнут, придавая форму цветка, потом приваривают и аналогичным образом обрабатывают лепестки других рядов, после чего отрезают получившийся цветок от металлического стержня. Недостатком его являются высокие трудоемкость и энергоемкость процесса изготовления.
Технической проблемой является упрощение производства цветов из металла, заключающееся в снижении количества технологических операций, уменьшении трудоемкости и времени изготовления, снижении объема брака и требований к квалификации работника.
Раскрытие сущности изобретения
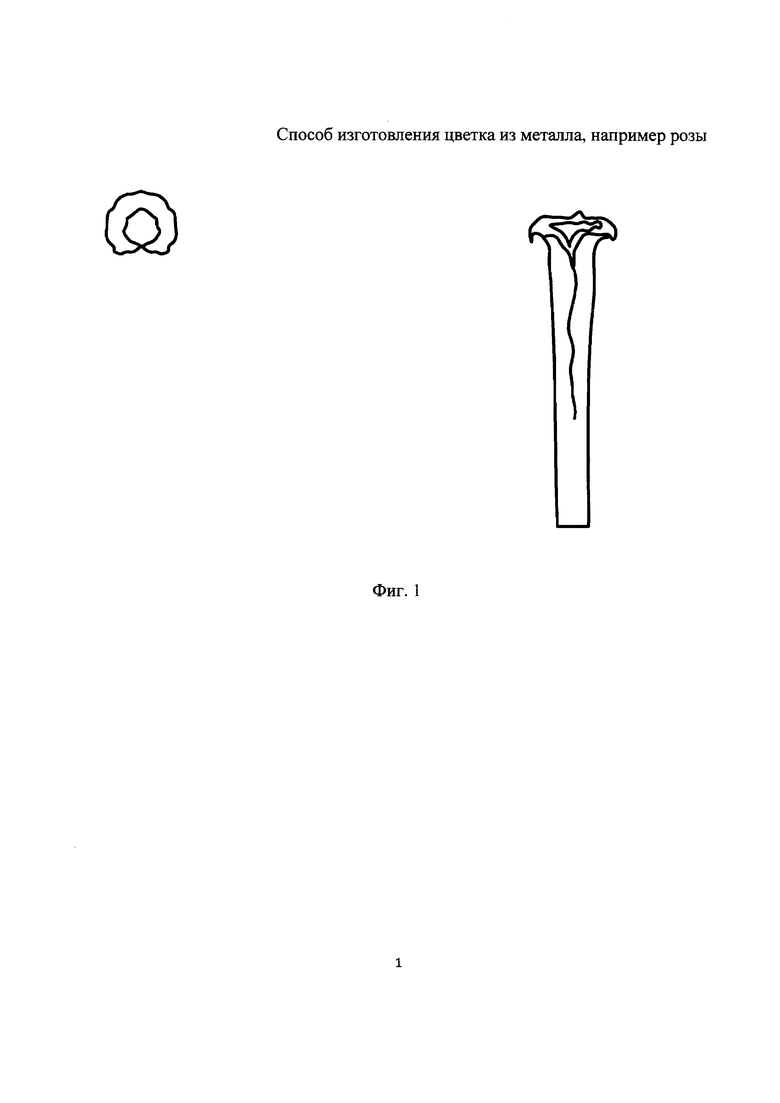
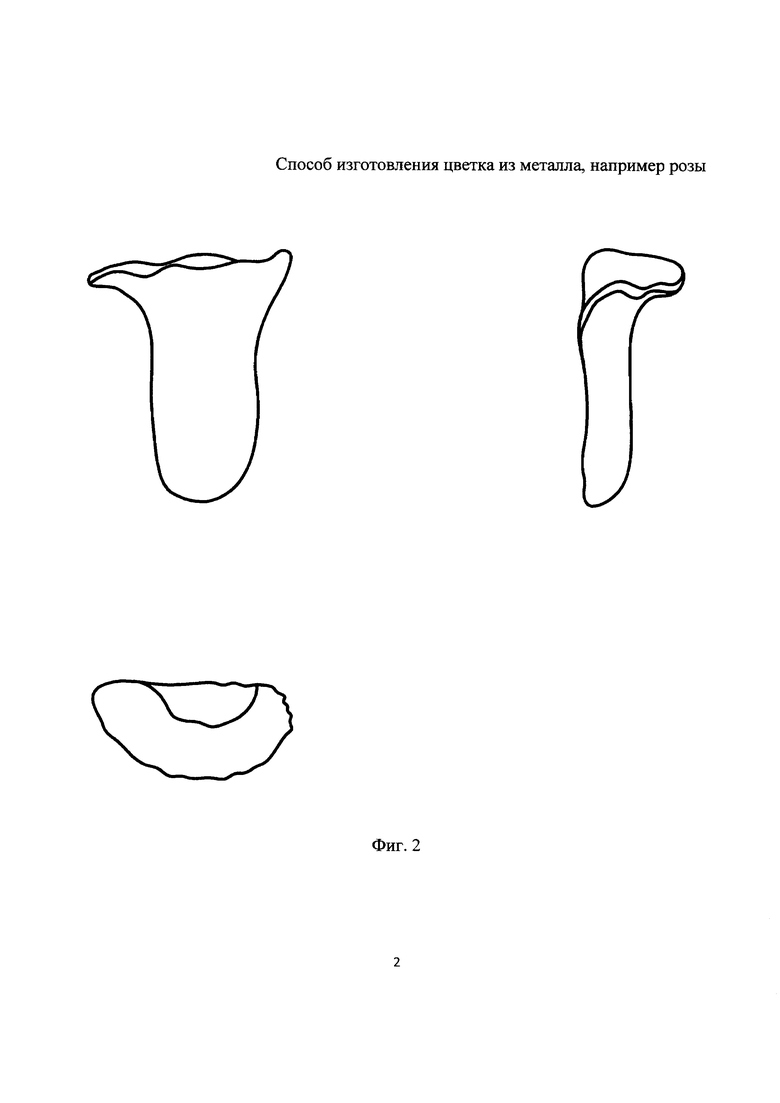
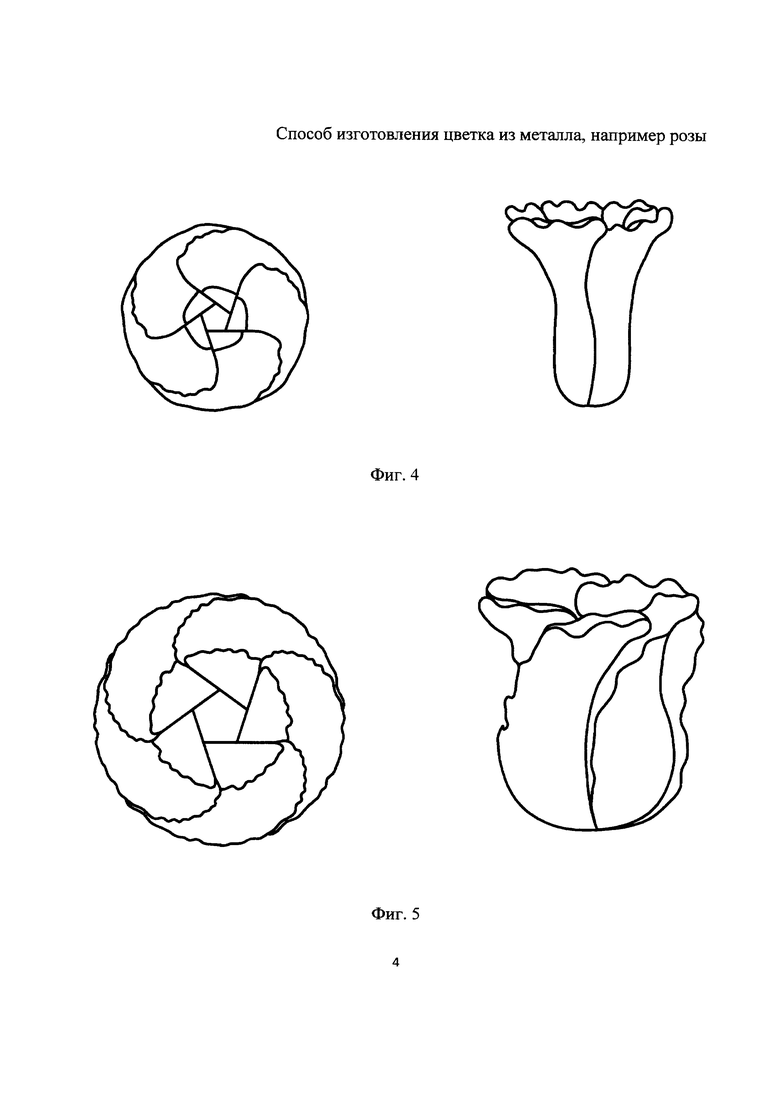
Сущность изобретения заключается в том, что конец круглого металлического прутка разогревается в горне до температуры плавления металла, с помощью кузнечного молота уплощается, и получившуюся плоскость толщиной 0,3…3,0 мм из металла сворачивают вокруг оси металлического прута, а далее верхняя часть отгибается наружу с помощью клещей и охлаждается, тем самым получается центральный лепесток. Затем из нагретой в горне до температуры 800…1200 градусов Цельсия металлической ленты толщиной 0,5…4,0 мм штамповкой, например, с помощью вытяжного и вырубного штампов либо с помощью совмещенного вытяжно-вырубного штампа с возможным нанесением на матрицу и пуансон вытяжного или вытяжно-вырубного штампа декоративной текстуры получаем лепестки фигурной формы, при этом радиус нижней части лепестка неравномерен для плотного смыкания лепестков при их сборке вокруг металлического прута, отличаясь на величину толщины лепестка. Потом полученные лепестки охлаждают естественным путем. Пять данных лепестков собираются вместе, образуя своими основаниями отверстие в виде пятиугольника, и привариваются к металлическому прутку в месте под листом, изготовленным из данного стержня. Далее к стержню под местом предыдущей сварки лепестков аналогично могут привариваться лепестки больших размеров, собранные по пять штук, образуя дополнительные ряды лепестков.
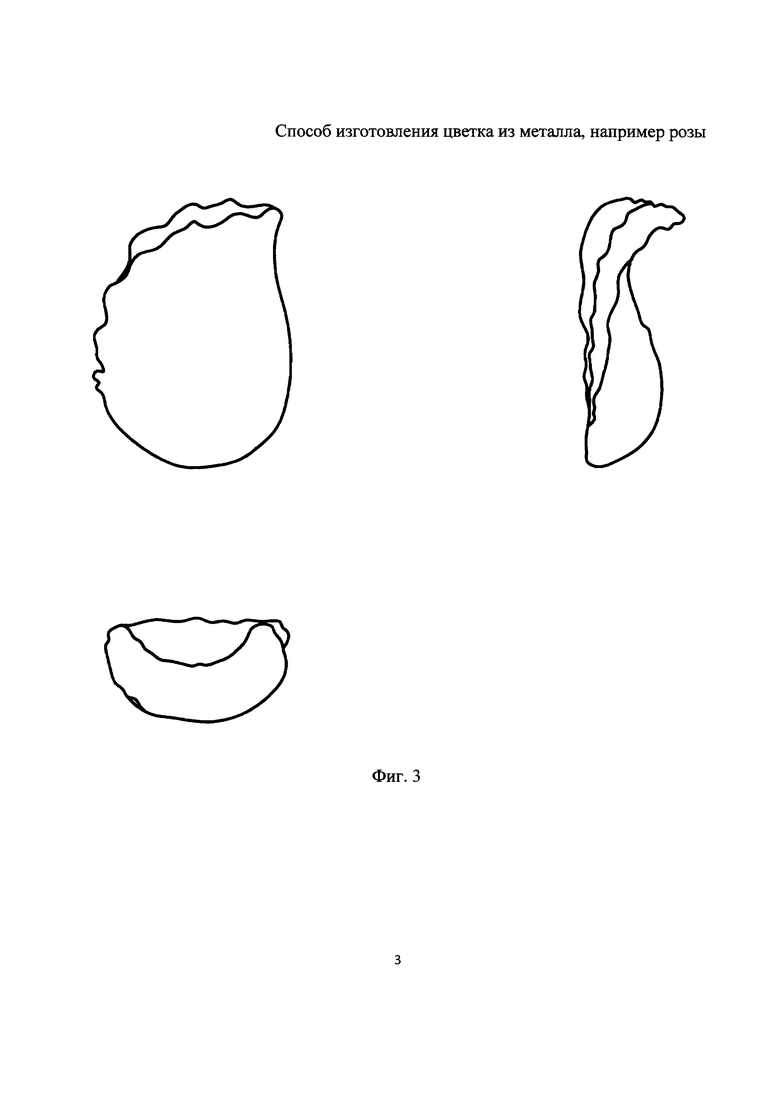
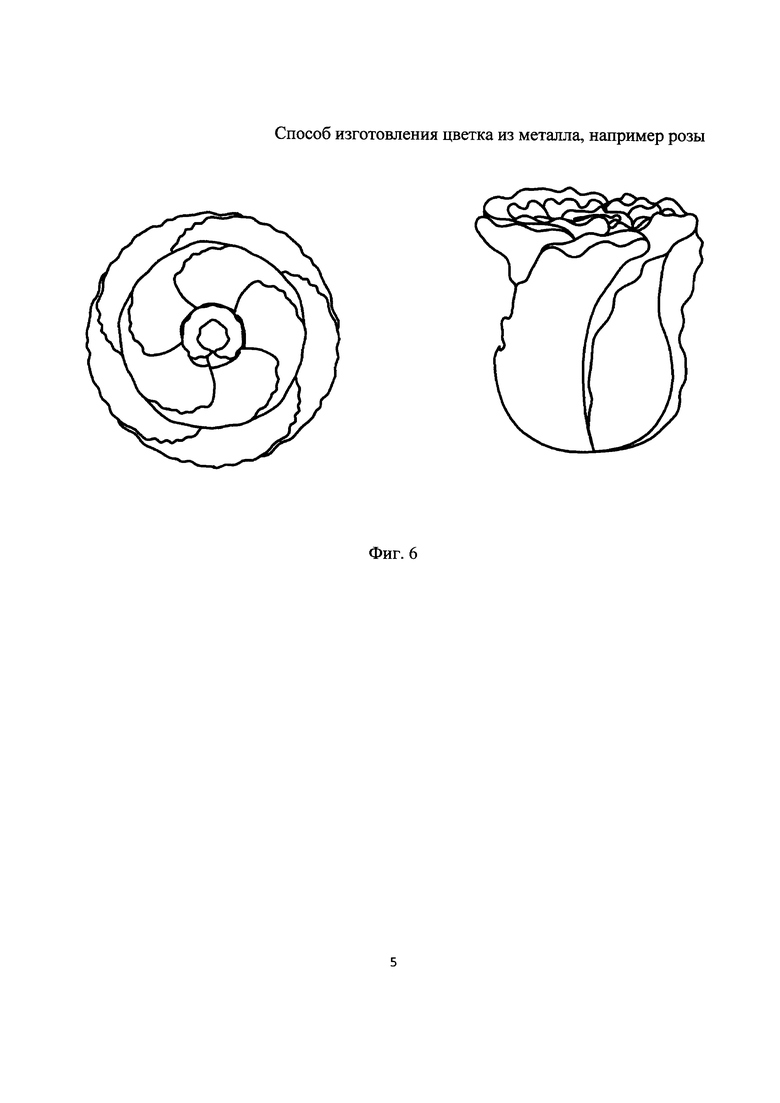
На фиг. 1 изображен центральный лепесток цветка в двух проекциях, на фиг. 2 изображен штампованный лепесток цветка внутреннего ряда в трех проекциях, на фиг. 3 изображен штампованный лепесток цветка наружного ряда в трех проекциях, на фиг. 4 изображены собранные по пять лепестков цветка внутреннего ряда в двух проекциях, на фиг. 5 изображены собранные по пять лепестков цветка наружного ряда в двух проекциях, на фиг. 6 изображен цветок с двумя рядами лепестков в двух проекциях.
Осуществление изобретения.
Конец круглого металлического прутка марки стали 15пс толщиной 5 мм, длиной 60 мм разогревается в горне до температуры плавления металла, с помощью кузнечного молота уплощают, и получившуюся плоскость шириной 1 мм из металла сворачивают вокруг оси металлического прута, а далее верхняя часть отгибается наружу с помощью клещей и охлаждается. Затем в горне нагревают в печи до температуры 800 градусов Цельсия металлическую холоднокатаную штамповальную ленту толщиной 1×75 мм марки 08пс. Далее из нагретой стальной ленты с помощью вытяжного штампа с нанесенным на его матрицу и пуансон декоративным тиснением в виде неравномерных вертикальных борозд различной длины и глубины формируют форму листа, а после с помощью вырубного штампа получаем лепестки фигурной формы размером 60×35×12 мм, при этом радиус нижней части лепестка неравномерен для плотного смыкания лепестков при их сборке вокруг металлического прута, отличаясь на 1 мм. Полученные лепестки охлаждают естественным путем. Пять данных лепестков собирают вместе, приваривают нижние основания к металлическому прутка в месте под листом из данного стержня. Далее аналогично штампуются, собираются и привариваются к прутку под местом предыдущей сварки лепестки размером 60×47×16 мм, собранные по пять штук, образуя второй ряд лепестков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТКА ИЗ МЕТАЛЛА, НАПРИМЕР РОЗЫ | 2013 |
|
RU2530872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТОВ ИЗ МЕТАЛЛА | 2002 |
|
RU2224448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАТУННЫХ ДЕТАЛЕЙ ДЛЯ ИЗДЕЛИЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2012 |
|
RU2496593C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ | 1991 |
|
RU2111099C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| СПОСОБ СУШКИ КАРТОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101632C1 |
| НАВЕСНОЙ ИНФОРМАЦИОННЫЙ СТЕНД | 2011 |
|
RU2512781C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2012 |
|
RU2507022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| НОЖ ОБЪЕМНЫЙ ДЛЯ КАРВИНГА | 2006 |
|
RU2323080C1 |
Способ изготовления цветка из металла, например розы, предназначен для использования в декоративно-прикладном творчестве и направлен на снижение количества технологических операций и уменьшение трудоемкости процесса. Изобретение осуществляется в три этапа. Разогревается пруток до температуры плавления металла, уплощается его конец с помощью кузнечного молота и сворачивается получившийся элемент толщиной 0,3…3,0 мм вокруг оси металлического прута, гнется его верхняя часть получившегося листа наружу с помощью клещей и далее охлаждается. Металлическая лента толщиной 0,5…3,0 мм, нагретая до температуры 800…1200°С, штампуется и вырабатываются лепестки фигурной формы, радиус нижней части которых неравномерен, отличаясь на величину толщины лепестка, затем лепестки охлаждаются. Пять лепестков собираются вместе и привариваются к металлическому прутку в месте, находящемся под листом из данного стержня. 6 ил.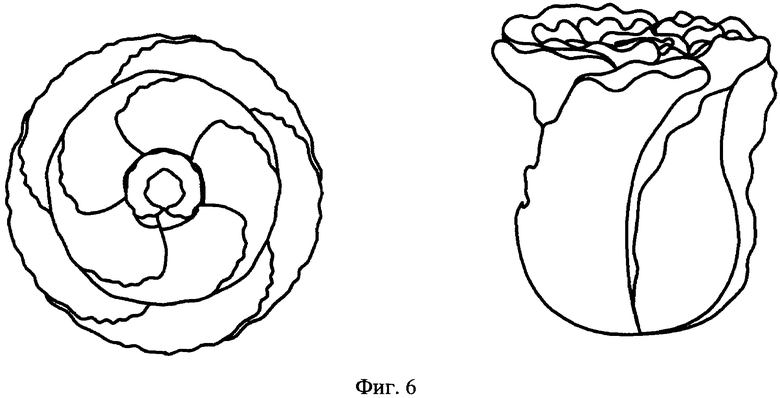
Способ изготовления цветка из металла, включающий разогрев прутка до температуры плавления металла, уплощение его конца с помощью кузнечного молота, обработку клещами и охлаждение, отличающийся тем, что заготовка первого листа сворачивается только вдоль оси прутка без отрезания от прутка и применения молотка, остальные лепестки, по форме повторяющие лепестки цветов, формируются штамповкой из металлической ленты толщиной 0,5…3,0 мм, нагретой до температуры 800…1200°С, при этом радиус нижней части лепестков неравномерен, отличаясь на величину толщины лепестка, и охлаждаются, лепестки собираются вместе по пять и привариваются к металлическому прутку в месте, находящемся сразу под первоначальным листом, с возможностью увеличения бутона с помощью дополнительных рядов лепестков по указанной технологии.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТКА ИЗ МЕТАЛЛА, НАПРИМЕР РОЗЫ | 2013 |
|
RU2530872C1 |
| US 20160165987 A, 16.06.2016 | |||
| JP 3202175 U, 21.01.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТОВ ИЗ МЕТАЛЛА | 2002 |
|
RU2224448C1 |

