Изобретение относится к электрошлаковой технологии и может быть использовано в машиностроительной промышленности для изготовления и восстановления штампов. Гравюры штампов в настоящее время изготавливают методом механической и электрофизико-химической обработки. После трехкратного нарезания гравюры штамповые кубики из дорогостоящего металла выбраковываются [1].
Известна технология восстановления изношенных штампов с использованием электрошлакового обогрева переплавом стружки. Для осуществления этого способа использовали кристаллизатор, в который устанавливали штампы с изношенной гравюрой. На поверхность гравюры, ограниченную кристаллизатором, заливали жидкий шлак и разогревали шлаковую ванну графитовыми электродами. При электрошлаковом процессе расплавляли ручьи штампа, а затем в шлаковую ванну подавали стружку штамповой стали и наплавляли штампы до первоначальной высоты, чтобы механическим путем изготовить гравюру [2].
Кристаллизатор установки для осуществления этого способа восстановления штампов позволяет многократно проводить наплавку штампового кубика, а затем механическим путем изготавливать ручьи гравюры, для труднообрабатывемых сплавов этот способ восстановления неприемлем.
Широко применяется в машиностроении электрошлаковое литье заготовок кузнечных штампов. Применение этой технологии позволило получить отливки, близкие по форме и размерам к готовому штампу, что существенно уменьшило припуски на механическую обработку. Штамповые кубики получают на печах электрошлакового переплава, расходуемые электроды которых свариваются из отработанных штампов. Получают отливки заготовок в кристаллизаторах с регулировкой поперечного сечения плавильного пространства в двух направлениях. Для экономии штамповой стали и уменьшения трудоемкости при изготовлении штампов в кристаллизаторах предусмотрены медные водоохлаждаемые вставки или выфрезированные пазы в панелях, позволяющие получать штамповые кубики с приближенной конфигурацией замков и хвостовиков штампов [3].
Применение электрошлакового литья заготовок штампов хотя и уменьшает припуски на мехобработку, но предполагает изготовление гравюр штампов механическим и другими видами обработки. Кроме того, отливки заготовок полностью состоят из штамповой стали.
Существует большое разнообразие конструкций кристаллизаторов для электрошлакового литья, прототипом устройства электрошлаковой отливки гравюр можно считать кристаллизатор для выплавления слитков с вогнутым поддоном [4] . При электрошлаковой выплавке слитков в водоохлаждаемом кристаллизаторе и применении вогнутого водоохлаждаемого поддона удается достичь экономии металла, который идет в отходы при обрезке начальной части, выплавленной на плоском поддоне.
Во многих случаях охлаждающее воздействие поддона на слиток во время всей плавки является нежелательным и изыскиваются способы отвода поддона от слитка в начальной стадии электрошлакового переплава.
Целью предлагаемого изобретения - устройства для электрошлаковой гравюры является полный отказ от механического и других видов изготовления гравюр штампов и применение сплавов труднообрабатываемых и не поддающихся механической обработке.
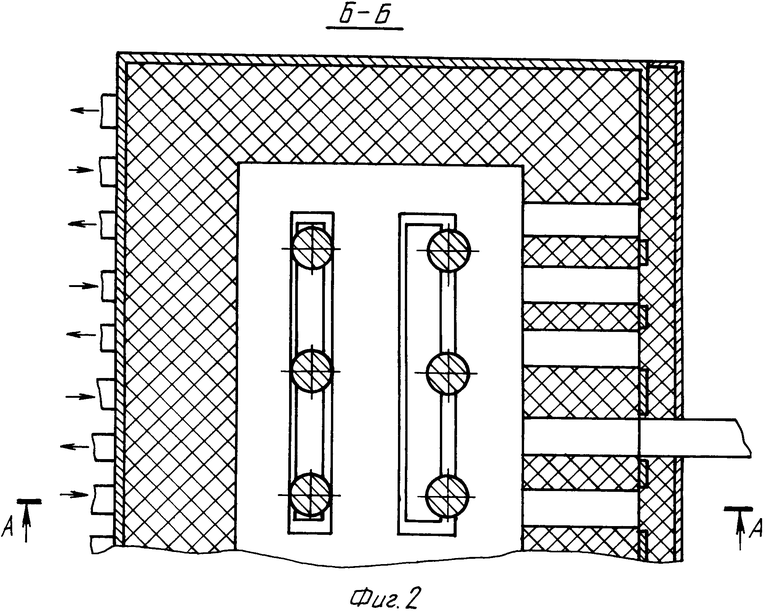
Устройство для электрошлаковой отливки приведено на фиг. 1, 2 /на фиг. 2 - сечение А-А на фиг. 1/.
Металлический корпус 1 футерован огнеупорным кирпичем 2 и выставлен по размеру ширины молотовых штампов. Длину полости устройства можно изменять плавным перемещением стенки корпуса. Для большей безопасности работ с жидким металлом и шлаком высоту корпуса необходимо увеличить, хотя это и не требуется для нормального осуществления процесса.
Подвеска графитовых электродов 3 обеспечивает механическое или ручное их передвижение вверх-вниз. В зависимости от используемого источника питания подключение электродов осуществляется по трехфазной или биполярной схеме питания. По всей длине корпуса на высоте не менее 60 мм от днища расположены входные отверстия многоручьевого желоба 4, футерованного огнеупорным материалом. На этой же высоте в средней части желоба расположена летка 5 для слива жидкого шлака. При отливке гравюры и выращивании ее тела до 50 мм ванна жидкого металла не достигает входных отверстий многоручьевого желоба, поэтому свободное снятие корпуса и готовой отливки с кристаллизатора обеспечено. Летка 5 для слива жидкого шлака после формирования штамповой гравюры в исходном состоянии закрыта поворотной металлической крышкой и заложена огнеупорным материалом.
Поддон 6 одновременно служит кристаллизатором устройства для отливки гравюр штампов и устанавливается на подушку 8. Подушка - это прочный металлический корпус с горизонтальными краями, заполненный песком. Все выступы и углубления поддона опираются на песчаную подсыпку, повторяющую его очертания. Поддон изготовлен из двух медных листов толщиной до 6 мм, выштампованных по форме гравюры изготавливаемого или восстанавливаемого штампа.
Для обеспечения гарантированного теплоотвода по длине гравюры поддона уложены медные прутки одинакового размера и на одинаковом расстоянии между собой. Сечение каждого водоохлаждаемого канала соответствует сечению патрубка, подводящего воду. В проекции на горизонтальную плоскость медные прутки, расположенные между листами отштампованной меди, строго параллельны между собой, а в вертикальной плоскости повторяют форму листов поддона. На всех теплоотводящих каналах приварены по два ниппеля 7 для подсоединения водяных шлангов.
Циркуляция воды в поддоне показана стрелками на фиг. 1. С левой стороны поддона подводится вода в канал, а с правой - идет на слив, в соседнем канале - встречный водяной поток и т. д.
Многоручьевой желоб расположен в стенке корпуса, перпендикулярной теплоотводящим каналам поддона, и в каждый момент времени при заливке расплавленного металла осуществляется интенсивный теплоотвод встречными водяными потоками по всей длине днища устройства. Передвижная боковая стенка 9 корпуса устройства для электрошлаковой отливки гравюр позволяет отливать гравюры различной длины, а при необходимости изменения ширины используются вставки другого типоразмера.
Работа устройства невозможна без накопителя жидкого металла и шлака, при этом первоначальный объем жидкого металла должен покрыть все днище устройства, а слой жидкого шлака должен быть высотой не менее 20 - 70 мм. Как один из вариантов накопления жидкого металла и шлака можно применить электрошлаковый переплав, используя источник питания установки электрошлаковой отливки гравюр. При переплаве металла в печи для электрошлаквого переплава накопленный шлак находится поверх жидкого металла, поэтому днище печи должно служить токоподводом для создания оптимальных условий накопления жидкого металла. Жидкий металл, накопленный в необходимом объеме, выливают в устройство через летку в нижней части печи. При заполнении полости устройства шлаком и достижении им графитовых электродов замыкается электрическая цепь и начинается электрошлаковый процесс. Его тепловыделение удерживает от кристаллизации жидкий металл на границе соприкосновения шлака и металла, металл же, который заполнил днище, интенсивно кристаллизуется, и происходит формирование гравюры по форме днища. Так как в дальнейшем гравюра штампового кубика приваривается к хвостовой части электрошлаковой сваркой плавящимся мундштуком, ее минимальная толщина должна быть не менее 50 мм. Поэтому наращивание тела гравюры происходит в устройстве посредством подачи металла в шлаковую ванну в виде стружки, пластины, порошков, проволоки и т. д. с химсоставом, соответствующим составу хвостовика штампового кубика. По мере наращивания тела гравюры графитовые электроды поднимаются одновременно с подъемом зеркала шлаковой ванны. Подача электродного металла прекращается при подходе металлической ванны к отметке, расположенной на 10 мм ниже входных отверстий многоручьевого желоба. Слив жидкого шлака для дальнейшего использования производят вскрытием летки. Отключение источника питания устройства для электрошлаковой отливки гравюр штампов проводят одновременно с окончанием слива шлака и подъема графитовых электродов.
Сохранив корочку остывшего шлака толщиной 10 мм на тыльной стороне тела гравюры, в дальнейшем ее используют для изоляции плавящегося мундштука.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| ВОДООХЛАЖДАЕМАЯ ФОРМА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ЗАГОТОВОК | 2009 |
|
RU2428278C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СТРУЖКИ | 1991 |
|
RU2013457C1 |
| Установка для электрошлаковой выплавки заготовок | 1975 |
|
SU560450A2 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2483126C1 |
| Установка для получения фасонных отливок методом электрошлакового переплава | 1975 |
|
SU553843A1 |
| Способ электрошлаковой выплавки слитков | 1973 |
|
SU470175A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 1989 |
|
SU1739653A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| Способ электрошлакового переплава | 1975 |
|
SU530532A1 |
Изобретение касается изготовления гравюр штампов электрошлаковым литьем, относится к электрошлаковым технологиям и предназначено для использования в кузнечно-штамповом производстве машиностроения. Цель, достигаемая при применении устройства - это экономия дорогостоящих штамповых сталей, энергии и времени на изготовление и ремонт гравюр штампов. Устройство для литья содержит водоохлаждаемый кристаллизатор в виде корпуса с поддоном сложной формы, соответствующей форме гравюр штампа. На стенке корпуса, выполненной из огнеупорного материала установлен желоб для заливки металла и шлака. Поддон снабжен ниппелями для входа воды, чередующимися на каждой стороне поддона с ниппелями для выхода воды. Поддон выполнен в виде двух эквидистантных изогнутых листов, между которыми установлены параллельные перемычки, образующие каналы охлаждения, перпендикулярные стенке, на которой установлен заливочный желоб. 2 ил.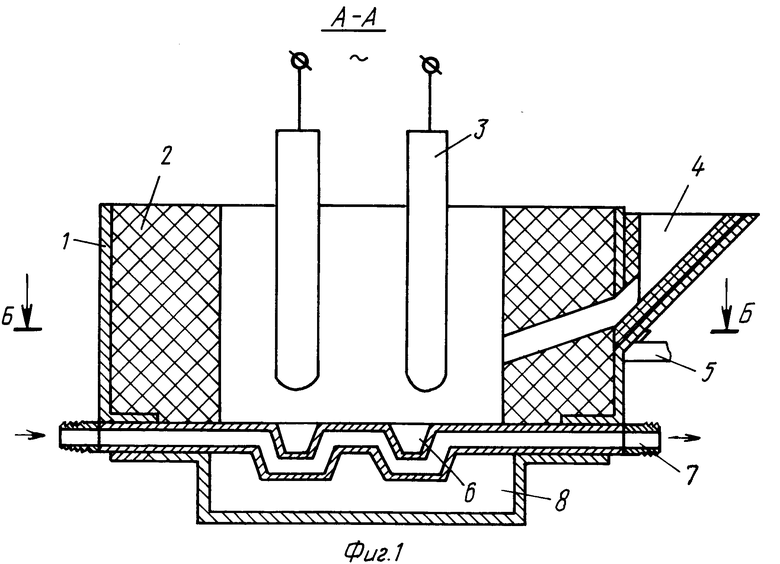
Устройство для электрошлакового литья преимущественно гравюр, содержащее медный водоохлаждаемый кристаллизатор, выполненный в виде корпуса с водоохлаждаемым поддоном сложной формы, снабженным ниппелями для входа и выхода воды, желоб для заливки жидкого металла и шлака, а также неплавящиеся электроды, отличающееся тем, что поддон выполнен в виде двух эквидистантных листов сложной формы с параллельными перемычками, образующими отдельные охлаждающие каналы, перпендикулярные стенке корпуса из огнеупорного материала, на которой смонтирован желоб для заливки металла и шлака, при этом входные ниппели установлены в каналах на каждой стороне поддона поочередно с выходными ниппелями.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник по изготовлению и ремонту штампов и пресс-форм | |||
| / под ред | |||
| Л.И.Рудмана | |||
| - Киев: Техника, 1979 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Восстановление изношенных штампов с использованием электрошлакового обогрева переплавом стружки | |||
| В.А.Носатов, Ю.А.Стеренбоген, О.Г.Кузьменко и др | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Бойко Г.А., Мирошниченко В.А., Зыков В.К., Дуплий С.М., ЭШЛ заготовок кузнечных штампов, электрошлаковая технология./ Под ред | |||
| Б.Е.Патона, Б.И.Медовара, Г.А.Бойко | |||
| - Киев: Наукова думка, 1988 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
