ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к режущему инструменту с CVD-покрытием (покрытие, нанесенное осаждением из паровой фазы), включающему подложку и покрытие, причем покрытие содержит по меньшей мере один слой α-Al2O3.
УРОВЕНЬ ТЕХНИКИ
В технической области режущих инструментов для станочной обработки металлов резанием применение CVD-покрытий представляет собой хорошо известный способ повышения износостойкости инструмента. CVD-покрытия, которые обычно применяются, представляют собой керамические покрытия, такие как TiN, TiC, TiCN и Al2O3.
Сведения об износостойкости Al2O3-покрытий с годами расширились, и свойства различных Al2O3-покрытий были подробно исследованы в нескольких изобретениях.
Патентный документ US 2007/0104945A1 раскрывает режущий инструмент, включающий покрытие из α-Al2O3, проявляющее развитую текстуру вдоль плоскости <001>.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание покрытого режущего инструмента, имеющего слой α-Al2O3, который проявляет улучшенные характеристики резания при токарной обработке, фрезеровании и/или сверлении. Дополнительная цель состоит в создании режущего инструмента с улучшенной устойчивостью к образованию лунок износа в сочетании с повышенной устойчивостью к отслаиванию при пластической деформации режущей кромки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
По меньшей мере одна из вышеупомянутых целей достигается посредством покрытого режущего инструмента согласно пункту 1 формулы изобретения. Предпочтительные варианты исполнения раскрыты в зависимых пунктах формулы изобретения.
Настоящее изобретение относится к покрытому режущему инструменту, включающему подложку и покрытие, причем указанное покрытие содержит один или более слоев, и причем покрытие включает по меньшей мере один слой α-Al2O3 с толщиной 1-20 мкм, осажденный методом химического осаждения из паровой фазы (CVD), причем указанный слой α-Al2O3 проявляет картину рентгеновской дифракции (XRD), как измеренную с использованием CuKα-излучения и тета-2тета-сканирования, причем коэффициент текстуры TC(hkl) определяется согласно формуле Харриса
 (1)
(1)
в которой используемые (hkl)-отражения представляют собой (104), (110), (113), (024), (116), (214), (300) и (0012), I(hkl)=измеренная интенсивность (интегрированная площадь пика) (hkl)-отражения, I0(hkl)=стандартная интенсивность согласно PDF-карточке № 00-10-0173 из базы данных ICDD, n=число отражений, использованных при расчете (в этом случае 8 отражений), и причем 1<TC(024)<4 и 3<TC(0012)<6.
Подложка выполнена из цементированного карбида, кермета, керамического материала или сверхтвердого материала, такого как cBN (кубический нитрид бора).
Слой α-Al2O3 обычно осаждается термическим CVD. В альтернативном варианте, могут быть применены другие способы CVD-осаждения. Это также действительно для любых дополнительных слоев покрытия, как раскрытого ниже.
Слой α-Al2O3 содержит кристаллические зерна, и далее зерна α-Al2O3-слоя, включающие (001)-плоскости, параллельные поверхности подложки, будут называться (001)-ориентированными зернами. Соответствующим образом, зерна α-Al2O3-слоя, включающие (012)-плоскости, параллельные поверхности подложки, будут называться (012)-ориентированными зернами.
Покрытый режущий инструмент согласно настоящему изобретению включает новый и усовершенствованный α-Al2O3-слой, где слой содержит смесь (001)-ориентированных зерен и (012)-ориентированных зерен. Слой неожиданно проявил улучшенную режущую способность в результате комбинации как высокой устойчивости к образованию лунок износа, так и устойчивости к отслоению вследствие пластической деформации режущей кромки. Эта комбинация характеристик износостойкости была показана как весьма полезная для режущих инструментов, используемых, например, в операциях токарной обработки с высокой нагрузкой, таких как точение труднообрабатываемой стали. Пластическая деформация режущей кромки может происходить, если количество тепла, которое выделяется во время резания, является достаточно высоким для ослабления связующей фазы в цементированном карбиде так, что режущая кромка деформируется под нагрузкой на режущей кромке во время резания. Деформация режущей кромки имеет очень большое значение для покрытия, поскольку покрытие является керамическим и не очень пластичным. Тогда покрытие обычно будет растрескиваться и после этого отслаиваться от подложки. α-Al2O3-слой согласно настоящему изобретению обеспечивает повышенную устойчивость к износу по этому механизму в сочетании с сохраняющейся высокой устойчивостью против образования лунок износа.
α-Al2O3-слой согласно настоящему изобретению включает специфическую комбинацию (001)-ориентированных зерен и (012)-ориентированных зерен. Подразумевается, что (001)-ориентированные зерна содействуют высокой устойчивости против образования лунок износа, и (012)-ориентированные зерна вносят вклад в высокую устойчивость к растрескиванию покрытия и отслаиванию при пластической деформации режущих кромок.
Средством выражения предпочтительной текстуры является расчет коэффициента текстуры TC(hkl), рассчитываемого с использованием формулы Харриса (формула (1) выше) на основе определенного набора XRD-рефлексов, измеренных на соответствующем образце. Интенсивности XRD-рефлексов стандартизированы с использованием JCPDF-карты, показывающей интенсивности XRD-рефлексов такого же материала, то есть, α-Al2O3, но с хаотичной ориентацией, такого как в порошке материала. Коэффициент текстуры TC(hkl)>1 слоя кристаллического материала является показателем того, что зерна кристаллического материала ориентированы по их кристаллографической (hkl)-плоскости параллельно поверхности подложки более часто, чем в хаотичном распределении. Коэффициент текстуры TC(0012) используется здесь для обозначения предпочтительного роста кристаллов в (001)-плоскости параллельно поверхности подложки. Кристаллографическая (001)-плоскость параллельна кристаллографическим (006)- и (0012)-плоскостям в кристаллографической системе α-Al2O3. Соответствующим образом, кристаллографическая (012)-плоскость параллельна кристаллографической (024)-плоскости в кристаллографической системе α-Al2O3.
В одном варианте осуществления настоящего изобретения указанный α-Al2O3-слой проявляет 1<TC(024)<3 и 3,5<TC(0012)<5,5. В одном варианте исполнения указанный α-Al2O3-слой проявляет 1,5<TC(024)<2,5 и 4<TC(0012)<5.
В одном варианте осуществления настоящего изобретения третий сильнейший рефлекс TC(hkl) указанного α-Al2O3-слоя представляет собой TC(110). В одном варианте осуществления настоящего изобретения сумма TC(0012) и TC(024) для указанного α-Al2O3-слоя составляет ≥6,5.
В одном варианте осуществления настоящего изобретения α-Al2O3-слой проявляет {001}-полюсную фигуру по измерению методом EBSD (дифракции обратно рассеянных электронов) в части α-Al2O3-слоя параллельно наружной поверхности покрытия, причем полюсная диаграмма на основе данных полюсной фигуры с угловым шагом 0,25° по диапазону угла наклона 0°≤β≤90° от нормали к наружной поверхности покрытия показывает отношение интенсивности в пределах угла наклона β≤15° к интенсивности в пределах 0°≤β≤90° ≥40%, предпочтительно ≥50%, более предпочтительно ≥60%, и ≤80%, и указанный α-Al2O3-слой проявляет {012}-полюсную фигуру по измерению с помощью EBSD в части α-Al2O3-слоя параллельно наружной поверхности покрытия, причем полюсная диаграмма на основе данных полюсной фигуры с угловым шагом 0,25° по диапазону угла наклона 0°≤β≤90° от нормали к наружной поверхности покрытия показывает отношение интенсивности в пределах угла наклона β≤15° к интенсивности в пределах 0°≤β≤90° ≥40%, предпочтительно ≥50%, или ≥40% и ≤60%. {001}-Полюсная фигура и {012}-полюсная фигура предпочтительно относятся к одной и той же части α-Al2O3-слоя. Часть α-Al2O3-слоя предпочтительно находится в ≥1 мкм от самой внутренней части α-Al2O3-слоя. Самая внутренняя часть α-Al2O3-слоя обычно представляет собой поверхность раздела между связующим слоем и α-Al2O3-слоем.
В одном варианте осуществления настоящего изобретения α-Al2O3-слой включает столбчатые зерна, предпочтительно Al2O3-слой представляет собой столбчатый слой. α-Al2O3-слой предпочтительно включает столбчатые зерна {001}- и {012}-ориентации, соответственно, присутствующие по всей толщине α-Al2O3-слоя.
В одном варианте осуществления настоящего изобретения Al2O3-слой включает столбчатые зерна α-Al2O3-слоя, и причем средняя ширина указанных столбчатых зерен составляет 0,5-2 мкм, по измерению вдоль линии параллельно поверхности подложки в середине указанного α-Al2O3-слоя.
В одном варианте осуществления настоящего изобретения средняя толщина α-Al2O3-слоя составляет 2-10 мкм или 3-7 мкм.
В одном варианте осуществления настоящего изобретения покрытие дополнительно содержит слой одного или многих из TiN, TiCN, TiC, TiCO, TiCNO.
В одном варианте осуществления настоящего изобретения покрытие содержит слои в следующем порядке от поверхности подложки TiN, TiCN, TiCNO и α-Al2O3.
В одном варианте осуществления настоящего изобретения покрытие содержит самый наружный окрашенный слой как индикатор износа, например, TiN.
В одном варианте осуществления настоящего изобретения подложка состоит из цементированного карбида с поверхностной зоной от поверхности подложки и до глубины около 15-35 мкм в корпус, причем указанная поверхностная зона представляет собой связующую фазу, обогащенную и по существу не содержащую кубические карбиды. Эта поверхностная зона, или так называемая градиентная зона, является благоприятной в том отношении, что она придает ударную вязкость режущей кромке, которая предотвращает разрушение режущей кромки. Комбинация слоя согласно изобретению с этой градиентной зоной является благоприятной, поскольку градиентная зона повышает риск отслаивания вследствие пластической деформации режущей кромки, и благоприятное действие слоя состоит в том, что он может противостоять отслаиванию при пластической деформации режущей кромки.
В одном варианте осуществления настоящего изобретения подложка состоит из цементированного карбида с содержанием Со 6-12 вес.%, предпочтительно 8-11 вес.%. Эти уровни содержания Со могут рассматриваться как относительно высокие, и эти высокие уровни подразумевают повышенный риск отслаивания вследствие пластической деформации режущей кромки. Поскольку слой согласно настоящему изобретению может противостоять такой пластической деформации без отслаивания, возможно сочетание с высокими уровнями содержания Со.
В одном варианте осуществления настоящего изобретения режущий инструмент представляет собой режущую пластину, и где вписанная окружность указанной режущей пластины имеет диаметр ≥15 мм. Вписанная окружность представляет собой наибольшую возможную окружность, которая может быть вычерчена внутри плоской фигуры, в этом случае, например, фигура может представлять собой пластину, как видимую от ее передней поверхности. Для этих относительно крупных пластин устойчивость против отслаивания вследствие пластической деформации режущей кромки является еще более важной, и слой согласно настоящему изобретению может обеспечивать устойчивость, необходимую в комбинации с высокой устойчивостью против образования лунок износа.
Другие дополнительные цели и признаки настоящего изобретения станут очевидными из нижеследующего подробного описания, рассматриваемого в сочетании с сопроводительными чертежами.
МЕТОДЫ
XRD-исследование
Для исследования текстуры слоя(-ев) на боковой поверхности проводился рентгенодифракционный анализ с использованием дифрактометра PANalytical CubiX3, оснащенного детектором PIXcel. Покрытые режущие инструменты размещались в держателях образцов для обеспечения того, что боковые поверхности образцов параллельны контрольной поверхности держателя образца, и также что боковая поверхность находится на надлежащей высоте. Для измерений применялось Cu-Kα-излучение, с напряжением 45 кВ и силой тока 40 мА. Применялись антирассеивающая щель в ½ градуса и щель расходимости в ¼ градуса. Интенсивность дифракции от покрытого режущего инструмента измерялась в диапазоне от 20° до 140° 2θ, то есть, в пределах диапазона угла θ падения от 10 до 70°.
Анализ данных, в том числе вычитание фона, исключение излучения Cu-Kα2 и подгонка профиля, проводился с использованием пакета программ PANalytical's X'Pert HighScore Plus. Выходные данные (интегрированные площади пиков для подогнанной кривой профиля) из этой программы затем использовались для расчета коэффициентов текстуры слоя сравнением отношения данных измеренной интенсивности к данным стандартной интенсивности согласно PDF-карточке конкретного слоя (такого как слой α-Al2O3), с использованием формулы (1) Харриса, как раскрытой выше. Поскольку слой представлял собой пленку с конечной толщиной, относительные интенсивности пары пиков при различных углах 2θ отличаются от тех, которые приведены для массивных образцов, ввиду различий в длине пути через слой. Поэтому в интенсивности по выведенным интегрированным площадям пиков для подогнанной кривой профиля вносилась поправка на тонкую пленку, учитывая также линейный коэффициент поглощения слоя при расчете значений TC. Поскольку возможные дополнительные слои, например, над слоем α-Al2O3, будут влиять на интенсивности рентгеновского излучения, попадающего в слой α-Al2O3 и выходящего из всего покрытия, также должны быть сделаны поправки и на них, принимая во внимание линейный коэффициент поглощения для соответствующего соединения в слое. В альтернативном варианте, дополнительный слой, такой как TiN, над слоем оксида алюминия может быть удален способом, который практически не влияет на результаты рентгеноструктурных измерений, например, химическим травлением.
Для исследования текстуры слоя α-Al2O3 был проведен рентгенодифракционный анализ с использованием излучения CuKα, и были рассчитаны коэффициенты текстуры TC(hkl) для различных направлений роста столбчатых зерен слоя α-Al2O3 согласно формуле (1) Харриса, как раскрытой выше, где I(hkl)=измеренная (интегрированная площадь) интенсивность отражения (hkl), I0(hkl)=стандартная интенсивность согласно PDF-карточке ICDD № 00-010-0173, n=число отражений, используемых при расчете. В этом случае использованными отражениями (hkl) являются: (104), (110), (113), (024), (116), (214), (300) и (0012). Измеренная интегрированная площадь пика является скорректированной на тонкую пленку, и также скорректированной для любых дополнительных слоев выше (то есть, поверх) α-Al2O3-слоя перед расчетом указанного отношения.
Следует отметить, что перекрывание пиков представляет собой явление, которое может возникать при рентгенодифракционном анализе покрытий, содержащих, например, несколько кристаллических слоев, и/или которые осаждены на подложку, содержащую кристаллические фазы, и это должно быть понятно квалифицированному специалисту и скомпенсировано им. Перекрывание пиков от слоя α-Al2O3 с пиками от слоя TiCN могло бы повлиять на измерение, и должно приниматься во внимание. Также следует отметить, что, например, WC в подложке может иметь дифракционные пики, близкие к соответствующим пикам согласно настоящему изобретению.
EBSD-исследование
Были исследованы полюсные диаграммы, полученные с помощью EBSD (дифракции обратно рассеянных электронов), как здесь описывается. Метод EBSD основывается на автоматическом анализе картин дифракции типа Кикучи, сформированных отраженными электронами.
Поверхности покрытых пластин были подготовлены для охарактеризования методом дифракции обратно рассеянных электронов (EBSD) путем полировки поверхности покрытия с использованием прибора Dimple Grinder, модели 656, фирмы Gatan Inc., с войлочным диском 20 мм, с приложением груза в 20 граммов, и с использованием полировочной суспензии фирмы Buehler с наименованием «Master Polish 2». Полировка выполнялась до тех пор, пока не получались достаточно обширные и гладкие поверхности α-Al2O3-слоя. Поверхности немедленно очищались для удаления остатков полировочной суспензии и высушивались потоком чистого воздуха.
Приготовленные образцы устанавливались на держатель образца и вводились в сканирующий электронный микроскоп (SEM). Образцы были наклонены на 70° относительно горизонтальной плоскости и в сторону EBSD-детектора. Прибор SEM, использованный для охарактеризования, представлял собой Zeiss Supra 55 VP, действующий при напряжении 15 кВ, с использованием апертуры объектива 60 мкм, с использованием режима «Сильный ток», и работающий в режиме переменного давления (VP), при давлении в камере SEM 0,128 Торр (17 Па). Применяемым EBSD-детектором был детектор NordlysMax фирмы Oxford Instruments, действующий с использованием пакета программ «AZtec», версии 3.1, от фирмы Oxford Instruments. Регистрация EBSD-данных проводилась направлением сфокусированного электронного пучка на полированные поверхности и последовательно измерением EBSD-данных с использованием шага 0,05 мкм для 500×300 (X×Y) точек измерения. Опорной фазой, использованной пакетом программ «AZtec» для регистрации данных, было: «Electrochem. Soc. [JESOAN], (1950), том 97, страницы 299-304», и это называлось как «Ti2 C N» в пакете программ «AZtec».
Краткое описание чертежей
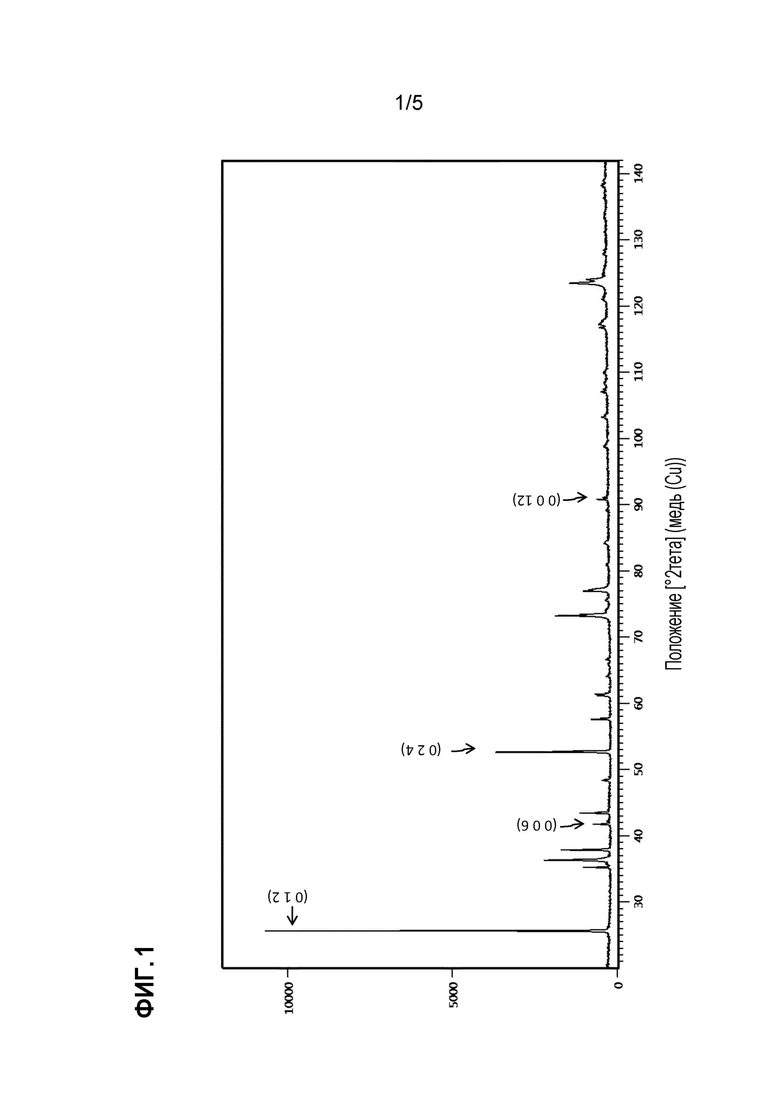
Фигура 1. График XRD-дифракции Образца 1. График основывается на исходных данных, и коррекции не были проведены. Пик (006) и пик (0012) α-Al2O3-слоя видны при около 41,7° и 90,7°, соответственно. Пик (012) и пик (024) видны при около 25,6° и 52,6°, соответственно.
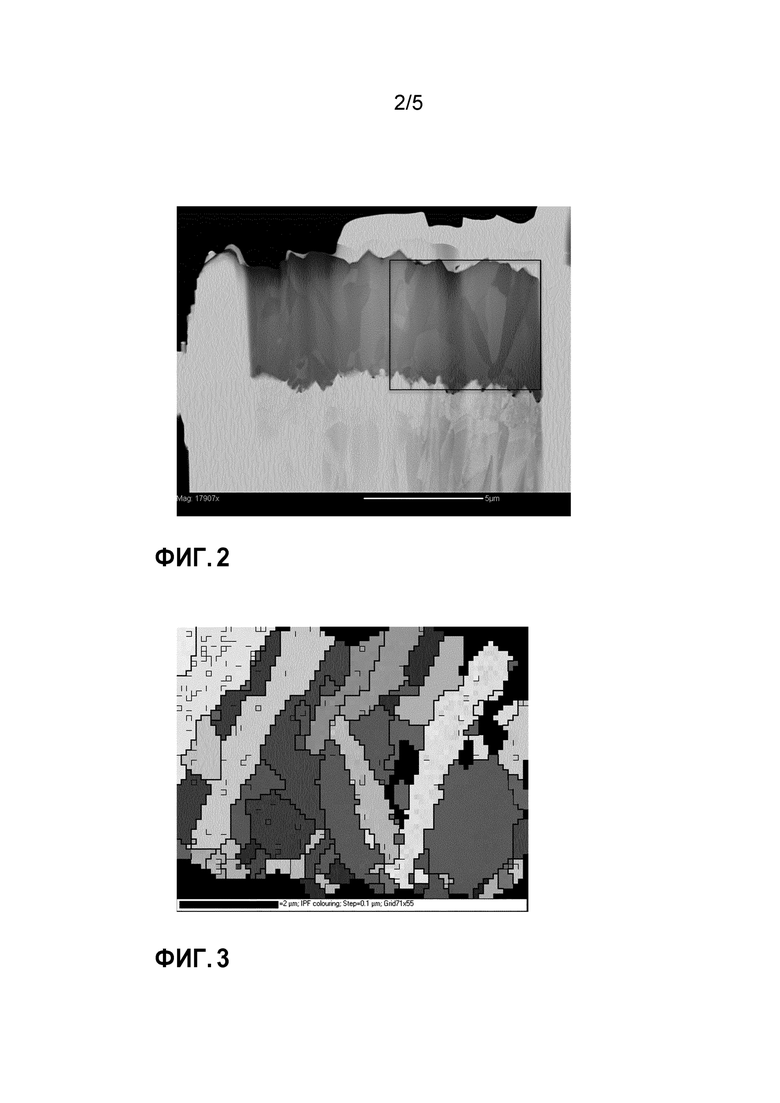
Фигура 2. SEM-изображение поперечного сечения α-Al2O3-слоя Образца 1.
Фигура 3. EBSD-изображение зоны α-Al2O3-слоя Образца 1, как обозначенной черной рамкой в Фиг. 2.
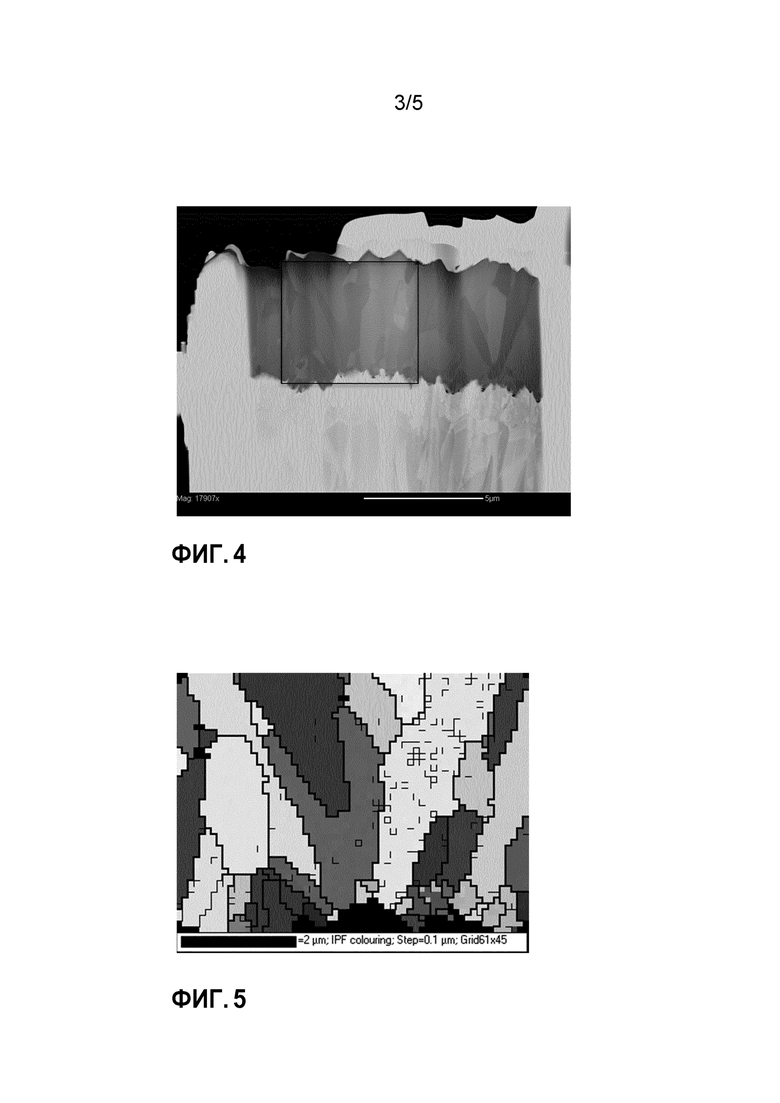
Фигура 4. SEM-изображение поперечного сечения α-Al2O3-слоя Образца 1.
Фигура 5. EBSD-изображение зоны α-Al2O3-слоя Образца 1, как обозначенной черной рамкой в Фиг. 4.
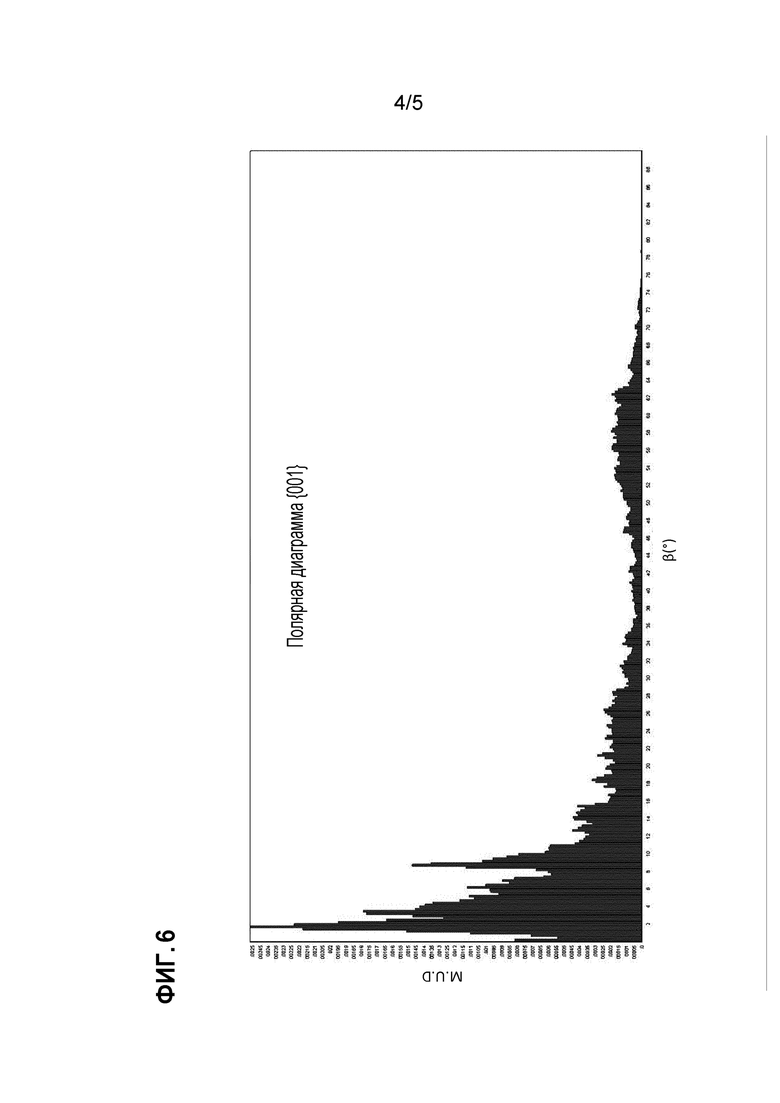
Фигура 6. Полюсная диаграмма {001} из данных EBSD-полюсной фигуры Образца 1 с угловым шагом 0,25, в диапазоне угла наклона 0°≤β≤90°. x-Ось обозначает угол β и диапазоны от 0° до 90°. y-Ось обозначает интенсивность и маркирована M.U.D.
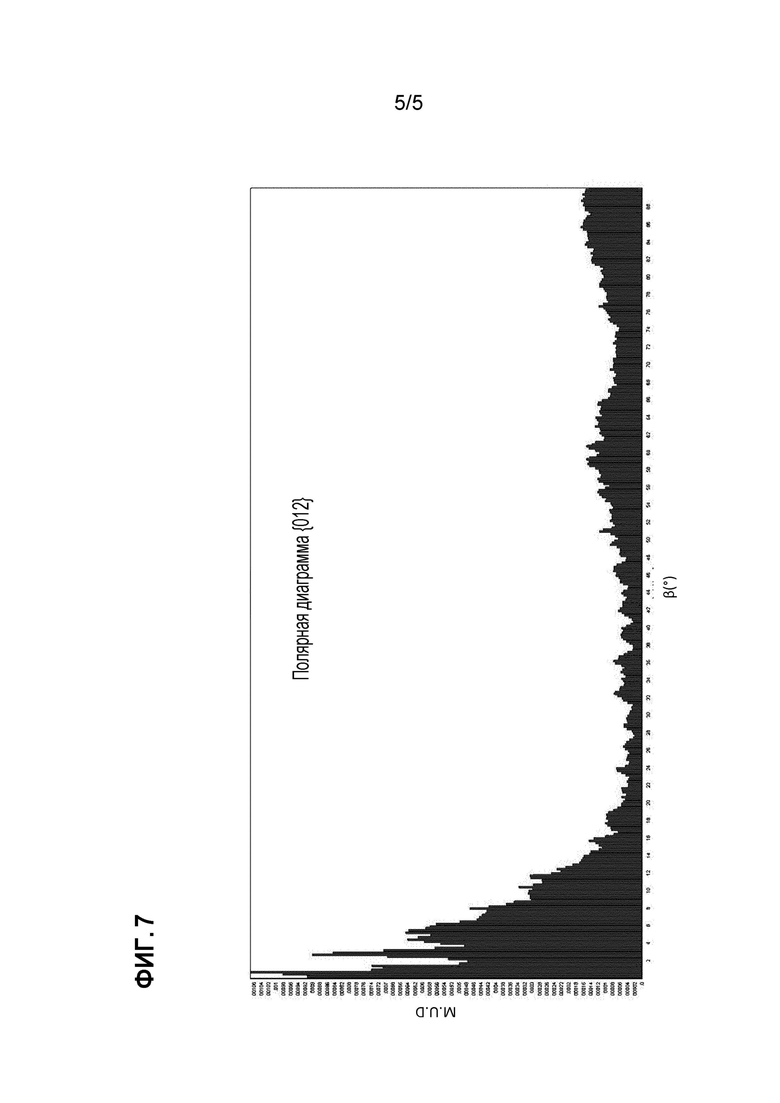
Фигура 7. Полюсная диаграмма {012} из данных EBSD-полюсной фигуры Образца 1 с угловым шагом 0,25, в диапазоне угла наклона 0°≤β≤90°. x-Ось обозначает угол β и диапазоны от 0° до 90°. y-Ось обозначает интенсивность и маркирована M.U.D.
ПРИМЕРЫ
Варианты осуществления настоящего изобретения будут раскрыты более подробно в связи с нижеследующими примерами. Примеры должны рассматриваться как иллюстративные и не ограничивающие варианты осуществления. В нижеследующих примерах покрытые режущие инструменты (пластины) были изготовлены, проанализированы и оценены в испытаниях резания.
Пример 1 - приготовление образцов
Образец 1 (согласно изобретению)
Подложки из цементированного карбида ISO-типа CNMG120408 для токарной обработки были изготовлены из 7,2 вес.% Co, 2,7 вес.% Ta, 1,8 вес.% Ti, 0,4 вес.% Nb, 0,1 вес.% N, и с остальным количеством из WC, включающие обогащенную Co поверхностную зону примерно в 25 мкм от поверхности подложки и до глубины в корпус, по существу не содержащую кубические карбиды. Состав цементированного карбида тем самым содержит около 7,2 вес.% Co, 2,9 вес.% TaC, 1,9 вес.% TiC, 0,4 вес.% TiN, 0,4 вес.% NbC и 86,9 вес.% WC.
Подложки сначала были покрыты тонким TiN-слоем с толщиной приблизительно 0,4 мкм, затем TiCN-слоем толщиной приблизительно 7 мкм, с помощью общеизвестного способа MTCVD (среднетемпературного CVD) с использованием TiCl4, CH3CN, N2, HCl и H2 при температуре 885°C. Объемное соотношение TiCl4/CH3CN в начальной части MTCVD-осаждения TiCN-слоя составляло 6,6, с последующим периодом при использовании соотношения TiCl4/CH3CN, составляющего 3,7.
Поверх MTCVD-осажденного TiCN-слоя был осажден связующий слой толщиной 1-2 мкм при температуре 1000°С способом, состоящим из четырех отдельных реакционных стадий. Первой была HTCVD-стадия осаждения TiCN с использованием TiCl4, CH4, N2, HCl и H2 при давлении 400 мбар (400 гПа), затем вторая стадия (TiCNO-1) с использованием TiCl4, CH3CN, CO, N2, HCl и H2 при 70 мбар (70 гПа), затем третья стадия (TiCNO-2) с использованием TiCl4, CH3CN, CO, N2 и H2 при 70 мбар (70 гПа), и, наконец, четвертая стадия (TiCNO-3) с использованием TiCl4, CO, N2 и H2 при 70 мбар (70 гПа). Перед началом последующей нуклеации Al2O3 связующий слой был окислен в течение 4 минут в смеси CO2, CO, N2 и H2.
Поверх связующего слоя был осажден α-Al2O3-слой при температуре 1000°С и давлении 55 мбар (55 гПа) в две стадии. Первая стадия проводилась с использованием 1,2 об.% AlCl3, 4,7 об.% CO2, 1,8 об.% HCl, и с остальным количеством из H2, с образованием около 0,1 мкм α-Al2O3, и вторая стадия с использованием 2,2 об.% AlCl3, 4,4 об.% CO2, 5,5 об.% HCl, 0,33 об.% H2S, и с остальным количеством из H2, с образованием всего α-Al2O3-слоя с толщиной около 4 мкм.
Образец 2 (контроль)
Подложки из цементированного карбида ISO-типа CNMG120408 для токарной обработки были изготовлены из: 7,5 вес.% Co, 2,7 вес.% Ta, 1,8 вес.% Ti, 0,4 вес.% Nb, 0,1 вес.% N, и с остальным количеством из WC. Подложки включают обогащенную Co поверхностную зону примерно в 25 мкм от поверхности подложки и до глубины в корпус, по существу не содержащую кубические карбиды.
Подложки сначала были покрыты тонким TiN-слоем с толщиной приблизительно 0,4 мкм, затем TiCN-слоем толщиной приблизительно 7 мкм, с помощью общеизвестного способа MTCVD с использованием TiCl4, CH3CN, N2, HCl и H2 при температуре 885°C. Объемное соотношение TiCl4/CH3CN при MTCVD-осаждении TiCN-слоя составляло 2,2.
Поверх MTCVD-осажденного TiCN-слоя был осажден связующий слой толщиной 1-2 мкм при температуре 1000°С способом, состоящим из двух отдельных реакционных стадий. Первой была HTCVD-стадия осаждения TiCN с использованием TiCl4, CH4, N2, и H2 при давлении 55 мбар (55 гПа), затем вторая стадия с использованием TiCl4, CO и H2 при 55 мбар (55 гПа), и с образованием тем самым связующего слоя. Перед началом нуклеации Al2O3 связующий слой был окислен в течение 2 минут в смеси CO2, HCl и H2.
После этого был осажден α-Al2O3-слой при температуре 1000°С и давлении 55 мбар (55 гПа) в три стадии. Первая стадия проводилась с использованием 2,3 об.% AlCl3, 4,6 об.% CO2, 1,7 об.% HCl, и с остальным количеством из H2, с образованием около 0,1 мкм α-Al2O3, и вторая стадия с использованием 2,2% AlCl3, 4,4% CO2, 5,5% HCl, 0,33% H2S, и с остальным количеством из H2, и после этого третья стадия 2,2% AlCl3, 8,8% CO2, 5,5% HCl, 0,55% H2S, и с остальным количеством из H2, с образованием всего α-Al2O3-слоя с толщиной около 5 мкм.
Покрытие также включает самый наружный слой TiN с толщиной около 1 мкм.
Образец 3 (контрольный)
Подложки из цементированного карбида ISO-типа CNMG120408 для токарной обработки были изготовлены с составом 7,2 вес.% Co, 2,7 вес.% Ta, 1,8 вес.% Ti, 0,4 вес.% Nb, 0,1 вес.% N, и с остальным количеством из WC. Подложки включают обогащенную Co поверхностную зону примерно в 25 мкм от поверхности подложки и до глубины в корпус, по существу не содержащую кубические карбиды.
Подложки сначала были покрыты тонким TiN-слоем с толщиной приблизительно 0,4 мкм, затем TiCN-слоем толщиной приблизительно 7 мкм, с помощью общеизвестного способа MTCVD с использованием TiCl4, CH3CN, N2, HCl и H2 при температуре 885°C. Объемное соотношение TiCl4/CH3CN в начальной части MTCVD-осаждения TiCN-слоя составляло 3,7, с последующим периодом при использовании соотношения TiCl4/CH3CN, составляющим 2,2.
Поверх MTCVD-осажденного TiCN-слоя был осажден связующий слой толщиной 1-2 мкм при температуре 1000°С способом, состоящим из четырех отдельных реакционных стадий. Первой была HTCVD-стадия осаждения TiCN с использованием TiCl4, CH4, N2, HCl и H2 при давлении 400 мбар (400 гПа), затем вторая стадия (TiCNO-1) с использованием TiCl4, CH3CN, CO, N2, HCl и H2 при 70 мбар (70 гПа), затем третья стадия (TiCNO-2) с использованием TiCl4, CH3CN, CO, N2 и H2 при 70 мбар (70 гПа), и, наконец, четвертая стадия (TiCNO-3) с использованием TiCl4, CO, N2 и H2 при 70 мбар (70 гПа). Перед началом последующей нуклеации Al2O3 связующий слой был окислен в течение 4 минут в смеси CO2, CO, N2 и H2.
После этого был осажден α-Al2O3-слой при температуре 1000°С и давлении 55 мбар (55 гПа) в две стадии. Первая стадия проводилась с использованием 1,2 об.% AlCl3, 4,7 об.% CO2, 1,8 об.% HCl, и с остальным количеством из H2, с образованием около 0,1 мкм α-Al2O3, и вторая стадия с использованием 1,2 об.% AlCl3, 4,7 об.% CO2, 2,9 об.% HCl, 0,58 об.% H2S, и с остальным количеством из H2, с образованием всего α-Al2O3-слоя с толщиной около 5 мкм.
Покрытие также включает самый наружный слой TiN с толщиной около 1 мкм.
Толщины слоев были проанализированы в световом оптическом микроскопе с исследованием поперечного сечения каждого покрытия с 1000-кратным увеличением, и как связующий слой, так и начальный TiN-слой включены в толщину TiCN-слоя, приведенную в Таблице 1.
Таблица 1
Коэффициенты текстуры были исследованы XRD-методом, как раскрыто выше. Результаты представлены в Таблице 2.
Таблица 2
Были исследованы значения ширины столбчатых α-Al2O3-зерен, и средняя ширина для Образца 1 составляла около 1 мкм.
Полюсные фигуры были измерены методом EBSD в части α-Al2O3-слоя параллельно наружной поверхности покрытия.
Выборка данных кристаллографической ориентации зарегистрированных данных EBSD проводилась с использованием пакета программ «HKL Tango» версии 5.12.60.0 (64-бит) от Oxford Instruments и пакета программ «HKL Mambo» версии 5.12.60.0 (64-бит) от Oxford Instruments. Полюсные фигуры с использованием проекции равной площади и проекции верхней полусферы были выведены из зарегистрированных данных EBSD с использованием пакета программ «HKL Mambo». Выведенные полюсные фигуры для обоих {001}- и {012}-полюсов по Z-направлению были перпендикулярны наружной поверхности покрытий. Полюсные фигуры для обоих {001}- и {012}-полюсов были генерированы из тех же данных EBSD, и тем самым из данных, полученных из той же части α-Al2O3-слоя. Полюсные диаграммы для обеих {001}- и {012}-полюсных фигур были выведены с использованием диапазона классов 0,25° для величины углового шага в полюсной диаграмме и для диапазона углового измерения β от β=0° до β≤90°. Интенсивность в полюсной диаграмме, варьирующая от β=0 до β≤ 15°, была соотнесена с общей интенсивностью в полюсной диаграмме, варьирующей от β=0° до β≤90°. Полюсные диаграммы {001} и {012} Образца 1 показаны в Фиг. 6 и Фиг. 7, соответственно. Относительная интенсивность для 0°-15° в измерении 0°-90° в полюсной диаграмме {001} составляла около 66%, и относительная интенсивность для 0°-15° в измерении 0°-90° в полюсной диаграмме {012} около 52%.
Перед испытаниями на износ при резании пластины были подвергнуты струйной обработке на передних поверхностях в оборудовании для жидкостно-абразивной обработки с использованием суспензии оксида алюминия в воде, и угол между передней поверхностью режущей пластины и направлением струи суспензии составлял около 90°. Зернистость оксида алюминия соответствовала сорту F220, давление суспензии на сопле распылителя составляло 1,8 бар (0,18 МПа), давление воздуха в распылителе составляло 2,2 бар (0,22 МПа), средняя продолжительность струйной обработки в расчете на единицу площади составляла 4,4 секунды, и расстояние от сопла распылителя до поверхности пластины составляло около 145 мм. Цель струйной обработки состоит во влиянии на остаточное напряжение в покрытии и шероховатость поверхности, и тем самым в улучшении свойств пластины в последующем испытании на токарную обработку.
Пример 2 - испытание на образование лунок износа
Покрытые режущие инструменты, то есть, Образцы 1, 2 и 3, были протестированы на продольную обточку шарикоподшипниковой стали (Ovako 825B) с использованием следующих условий обточки;
Скорость резания vc: 220 м/минуту
Рабочая подача, f: 0,3 мм/оборот
Глубина резания, ap: 2 мм
Сорт пластины: CNMG120408-PM
Использовалось смешиваемое с водой технологическое масло.
Оценивалась одна режущая кромка на режущий инструмент.
При анализе образования лунок износа измерялась площадь обнажившейся подложки с использованием светового оптического микроскопа. Когда площадь поверхности открытой подложки превышала 0,2 мм2, считалось, что достигнут предел срока службы инструмента. Износ каждого режущего инструмента оценивался с помощью светового оптического микроскопа после 2 минут резания. Затем процесс резания продолжался с проведением измерения каждые 2 минуты, пока не достигался критерий срока службы. Когда размер площади лунок превышал 0,2 мм2, оценивалось время, в течение которого инструмент соответствовал критерию срока службы, на основе допустимой постоянной скорости износа между двумя последними измерениями. Кроме образования лунок износа, также наблюдался износ боковой поверхности, но без влияния этого испытания на долговечность инструмента. Усредненные результаты двух параллельных испытаний показаны в Таблице 3.
Таблица 3
Пример 3 - испытание на подавление пластической деформации
Покрытые режущие инструменты, то есть, Образцы 1, 2 и 3, были протестированы в испытании, целью которого являлась оценка устойчивости к отслаиванию при пластической деформации режущей кромки.
Материал обрабатываемой заготовки состоял из низколегированной стали (SS2541-03). Продольная обточка этой обрабатываемой заготовки выполнялась и оценивалась при двух различных скоростях резания.
Были использованы следующие условия резания:
Скорость резания vc: 105 или 115 м/минуту
Глубина резания ap: 2 мм
Подача f: 0,7 мм/оборот
Время резания: 0,5 минуты
Технологическое масло не применялось.
Две режущих кромки испытывались в параллельных тестах при каждой скорости резания. Резание выполнялось в течение 0,5 минуты, и затем режущая кромка оценивалась в световом оптическом микроскопе. Отслаивание вследствие пластической деформации режущей кромки классифицировалось следующим образом: 0=без отслаивания, 1=небольшое отслаивание, 2=сильное отслаивание. Отслаивание также классифицировалось в отношении глубины отслаивания так, что АС=отслаивание слоя оксида алюминия, GAC=отслаивание вплоть до подложки. В Таблице 4 приведены значения AC/GAC для каждой испытанной режущей кромки.
Таблица 4
Пример 4 - испытание термического непостоянства
Покрытые режущие инструменты, то есть, Образцы 1, 2 и 3, были протестированы в испытании, целью которого являлась оценка устойчивости к термическому растрескиванию и выкрашиванию линии кромки.
Материал обрабатываемой заготовки состоял из стали (SS1672), «бруса» с квадратным поперечным сечением. Выполнялась и оценивалась продольная обточка этой обрабатываемой заготовки. Проводилось предварительно определенное число из 10 циклов, и после этого каждая режущая кромка оценивалась в световом оптическом микроскопе. Проводились три параллельных испытания, и усредненное значение представлено в Таблице 5.
Были использованы следующие условия резания:
Скорость резания vc: 220 м/минуту
Глубина резания ap: 3 мм
Подача f: 0,3 мм/оборот
Длина резания: 19 мм
Технологическое масло не применялось.
Таблица 5
Из испытаний на резание можно сделать вывод, что Образец 1 проявляет улучшенные характеристики износа в сочетании с высокой устойчивостью к отслаиванию при пластической деформации режущей кромки и высокой устойчивостью как к образованию лунок износа на передней поверхности, так и устойчивостью к термическому растрескиванию и выкрашиванию линии кромки. В испытаниях резания Примера 2 и 4 Образец 1 (согласно изобретению) и Образец 3 (контроль) превосходят Образец 2 (контроль), тогда как в испытании резания Примера 3 Образец 1 и Образец 2 превосходят Образец 3.
В то время как изобретение было описано в связи с вышеуказанными примерными вариантами осуществления, должно быть понятно, что изобретение не должно ограничиваться раскрытыми примерными вариантами осуществления; напротив, оно предполагается охватывающим разнообразные модификации и эквивалентные конфигурации в пределах пунктов прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766604C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ СО СЛОЕМ k-Al2O3 ТЕКСТУРЫ { 0 0 1} | 2017 |
|
RU2669134C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2623547C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2014 |
|
RU2643754C2 |
Настоящее изобретение относится к режущему инструменту с износостойким покрытием, содержащему подложку и износостойкое покрытие. Упомянутое покрытие содержит по меньшей мере один слой α-Al2O3 с толщиной 1-20 мкм, осажденный методом химического осаждения из паровой фазы (CVD). Указанный слой α-Al2O3 характеризуется структурой, определенной с помощью рентгеновской дифракции, с коэффициентом текстуры TC(hkl), определенным согласно формуле Харриса, при этом 1<TC(024)<4 и 3<TC(0012)<6. Обеспечивается получение покрытого режущего инструмента, который имеет улучшенные характеристики резания при токарной обработке, фрезеровании и/или сверлении и обладает улучшенной устойчивостью к образованию лунок износа в сочетании с повышенной устойчивостью к отслаиванию при пластической деформации режущей кромки. 13 з.п. ф-лы, 5 табл., 4 пр., 7 ил.
1. Режущий инструмент с износостойким покрытием, содержащий подложку и износостойкое покрытие, которое содержит по меньшей мере один слой α-Al2O3 с толщиной 1-20 мкм, осажденный методом химического осаждения из паровой фазы (CVD), причем указанный слой α-Al2O3, характеризуется структурой, определенной с помощью рентгеновской дифракции, с коэффициентом текстуры TC(hkl), определенным согласно формуле Харриса

в которой использованными (hkl)-отражениями являются: (104), (110), (113), (024), (116), (214), (300) и (0012),
I(hkl) - измеренная интенсивность (hkl)-отражения,
I0(hkl) - стандартная интенсивность согласно PDF-карточке 00-10-0173 из базы данных ICDD,
n=8,
при этом 1<TC(024)<4 и 3<TC(0012)<6.
2. Режущий инструмент по п. 1, в котором указанный α-Al2O3-слой имеет 1<TC(024)<3 и 3,5<TC(0012)<5,5.
3. Режущий инструмент по п. 1, в котором указанный α-Al2O3-слой имеет 1,5<TC(024)<2,5 и 4<TC(0012)<5.
4. Режущий инструмент по любому из пп. 1-3, в котором указанный α-Al2O3-слой содержит столбчатые зерна.
5. Режущий инструмент по любому из пп. 1-4, в котором указанный α-Al2O3-слой характеризуется {001}-полюсной фигурой, полученной с использованием измерений методом дифракции обратно рассеянных электронов (EBSD) в части α-Al2O3-слоя параллельно наружной поверхности покрытия, причем с помощью полюсной диаграммы на основе данных полюсной фигуры с угловым шагом 0,25° в диапазоне угла наклона 0°≤β≤90° от нормали к наружной поверхности покрытия определено отношение интенсивности в пределах угла наклона β≤15° к интенсивности в пределах 0°≤β≤90°≥40%, при этом указанный α-Al2O3-слой характеризуется {012}-полюсной фигурой с помощью измерений методом EBSD в части α-Al2O3-слоя параллельно наружной поверхности покрытия, причем с помощью полюсной диаграммы на основе данных полюсной фигуры с угловым шагом 0,25° в диапазоне угла наклона 0°≤β≤90° от нормали к наружной поверхности покрытия определено отношение интенсивности в пределах угла наклона β≤15° к интенсивности в пределах 0°≤β≤90°≥40%.
6. Режущий инструмент по п. 5, в котором {001}-полюсная фигура и {012}-полюсная фигура характеризуют одну и ту же часть α-Al2O3-слоя.
7. Режущий инструмент по любому из пп. 1-6, в котором α-Al2O3-слой содержит столбчатые зерна, и в котором средняя ширина указанных столбчатых зерен составляет 0,5-2 мкм по измерению вдоль линии параллельно поверхности подложки в середине указанного α-Al2O3-слоя.
8. Режущий инструмент по любому из пп. 1-7, в котором средняя толщина Al2O3-слоя составляет 2-10 мкм.
9. Режущий инструмент по любому из пп. 1-8, в котором износостойкое покрытие дополнительно содержит слой одного или более из TiN, TiCN, TiC, TiCO, TiCNO.
10. Режущий инструмент по п. 9, в котором износостойкое покрытие содержит слои в следующем порядке от поверхности подложки: TiN, TiCN, TiCNO и Al2O3.
11. Режущий инструмент по любому из пп. 1-10, в котором покрытие дополнительно содержит наружный окрашенный слой как индикатор износа.
12. Режущий инструмент по п. 1, в котором подложка выполнена из цементированного карбида с поверхностной зоной от поверхности подложки на глубину 15-35 мкм подложки, причем указанная поверхностная зона представляет собой связующую фазу, по существу не содержащую кубические карбиды.
13. Режущий инструмент по п. 1 или 12, в котором подложка выполнена из цементированного карбида с содержанием Со 6-12 вес.%, предпочтительно 8-11 вес.%.
14. Режущий инструмент по любому из пп. 1-13, который представляет собой режущую пластину, причем вписанная окружность указанной режущей пластины имеет диаметр ≥15 мм.
| EP 2902528 A1, 05.08.2015 | |||
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| ВСТАВКА РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131329C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ОКИСНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1995 |
|
RU2131330C1 |
| Электромагнитный ограничитель электрического тока | 1925 |
|
SU10934A1 |
| EP 3034652 A1, 22.06.2016. | |||

