Изобретение относится к созданию режущего инструмента с оксидным покрытием для механообработки металлов с образованием стружки.
Химическое осаждение из газовой фазы (CVD) оксида алюминия на поверхность режущего инструмента применяется в промышленных масштабах вот уже более 15 лет. В литературных источниках содержатся подробные сведения об изностойкости как оксида алюминия (Al2O3), так и других тугоплавких материалов.
Технология CVD также используется для создания покрытий из других оксидов, карбидов и нитридов металлов, причем металл выбирают из металлов групп IVB, VB, VIB периодической системы элементов. Множество таких соединений нашло практическое применение в качестве износостойких или защитных покрытий, однако наибольшее внимание привлекают соединения TiC, TiN и Al2O3.
В течение нескольких лет в продаже уже имеется режущий инструмент с покрытием из цементированного карбида, содержащим различные типы Al2O3, такие как чистый к-Al2O3, смеси к- и очень крупнозернистого α Al2O3. Кристаллизация Al2O3 происходит во многих различных фазах, таких как α, к, γ, β, θ и др. Две наиболее часто встречающиеся при CVD фазы износостойкого покрытия Al2O3 представляют собой термодинамически стабильную гексагональную α- фазу и метастабильную к-фазу. Обычно к-фаза является мелкозернистой с размером зерна в диапазоне от 0,5 до 2 мкм, причем часто обладает столбчатой морфологией покрытия. Более того, покрытия к-Al2O3 свободны от кристаллографических дефектов и не имеют микропор или пустот.
Зерна α- Al2O3, как правило, имеют больший размер, который составляет, в зависимости от условий нанесения покрытия, от 1 до 6 мкм. В этом случае более часто встречаются пористость и пустоты.
Часто обе фазы α- и к-Al2O3 присутствуют в покрытиях из оксида алюминия, нанесенных при помощи CVD-технологии на режущий инструмент. В поступающем в продажу режущем инструменте Al2O3 всегда наносят на карбидную или керамическую подложку с покрытием из TiC (см., например, патент США N. 3,837,896, который в настоящее время повторно выдан как патент США N. 29,420), поэтому межфазные химические реакции между поверхностью TiC и покрытием из оксида алюминия приобретают важное значение. В этом контексте слой TiC должен также трактоваться как содержащий слои с формулой TiCxNyOz, в которых углерод в TiC полностью или частично замещен кислородом и/или азотом.
Хорошо известно само по себе практическое использование режущего инструмента с покрытием из цементированного карбида, содержащим оксиды для дальнейшего увеличения износостойкости, о чем свидетельствуют, например, указанный патент США N. 29,420 и патенты США N. 4,399,168; 4,018,631; 4,490,191 и 4,463,033. В этих патентах описаны тела (корпуса инструмента) с оксидным покрытием и указано, каким образом различные предварительные обработки, например, использование цементированного карбида с TiC-покрытием, улучшает сцепление с нанесенным затем оксидным слоем. Кроме указанного, тела с покрытием из оксида алюминия дополнительно раскрыты в патентах США N. 3,736,107; 5,071,696 и 5,137,774, в которых слои α- к-Al2O3 содержат комбинации α, к и α+к.
В патенте США N. 4,619,866 описан способ достижения быстрого роста слоев Al2O3 за счет использования реакции гидролиза галида металла под действием присадки, например, сульфида водорода (H2S) в диапазоне концентраций 0,01-0,2% при температурах осуществления CVD в диапазоне 1000 - 1050oC. При указанных условиях протекания процесса получают главным образом две фазы, а именно α и к фазы. Результирующее покрытие состоит из смеси более мелких зерен к и более крупных зерен α. В результате осуществления этого процесса получают равномерное распределение толщины покрытия вокруг тела инструмента.
В заявке на патент Швеции 9101953-9 раскрывается способ осуществления роста мелкозернистого покрытия из к-оксида алюминия. В заявке на патент Швеции 9203852-0 раскрыт способ получения мелкозернистого (012)-текстурированного покрытия α- Al2O3. Этот особый вид Al2O3 - покрытия при нанесении на инструмент из цементированного карбида особенно хорошо подходит для обработки литейных чугунов.
В заявке на патент Швеции 9304283-6 раскрыто тело с покрытием, содержащим один или несколько тугоплавких слоев, причем одним из этих слоев является слой α- Al2O3, текстурированный в (110)-направлении. Слой оксида алюминия главным образом не имеет трещин охлаждения и включает в себя пластинчатые зерна с длиной 2-8 мкм и с соотношением длина/ширина 1-10.
Задачей настоящего изобретения является создание на твердой подложке или преимущественно на упомянутом выше покрытии TiCxNyOz, по меньшей мере одного слоя единичной фазы Al2O3, с полиморфизмом α и с желательной микроструктурой и с кристаллографической текстурой, с использованием желательных условий зарождения центров кристаллизации и роста, при которых указанные свойства Al2O3 стабилизированы.
Другой задачей настоящего изобретения является создание пластины режущего инструмента с покрытием из оксида алюминия, обладающей улучшенными свойствами при обработке стали, нержавеющей стали, литейного чугуна и зернистого литейного чугуна.
На чертеже показана микрофотография, полученная при помощи сканирующего электронного микроскопа (SEM) с увеличением 1000х, типичного покрытия Al2O3, полученного в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением предусматривается создание режущего инструмента, содержащего тело из твердого сплава, на которое нанесено износостойкое покрытие. Покрытие содержит один или несколько тугоплавких слоев, причем по меньшей мере один из этих слоев представляет собой плотный мелкозернистый и преимущественно текстурированный слой Al2O3 с полиморфизмом α .
Режущий инструмент с покрытием в соответствии с настоящим изобретением обладает улучшенными свойствами износостойкости и ударной вязкости в сравнении с известными ранее инструментами, которые используются для механообработки стали или литейного чугуна, в особенности если поверхность обрабатываемого материала была ранее сглажена при помощи мокрой пескоструйной обработки.
Более конкретно, инструмент с покрытием включает в себя подложку из спеченного цементированного карбида, кермета или керамики, содержащую преимущественно по меньшей мере один карбид металла в фазе металлической связки. Индивидуальными слоями в структуре покрытия могут быть TiC или соответствующие карбид, нитрид, карбонитрид, оксикарбид и оксикарбонитрид металла, выбранного из металлов групп IVB, VB, VIB Периодической системы элементов, а также В, Al и Si и/или их смеси. По меньшей мере один из указанных слоев находится в контакте с подложкой. Однако по меньшей мере один из слоев структуры покрытия содержит мелкозернистое плотное покрытие α- Al2O3 единичной фазы, лишенное микропористости или кристаллографических дефектов. Это покрытие преимущественно текстурировано и имеет толщину d = 0,5 - 25 мкм, со средним размером зерна (s), который составляет
0,5 мкм < s < 1 мкм, для d: 0,5 мкм < d < 2,5 мкм и
0,5 мкм < s < 4 мкм, для d: 2,5 мкм < d < 25 мкм.
Мелкозернистая структура имеет узкий диапазон распределения частиц по размерам. Зачастую более 80% зерен Al2O3 имеют размер зерна в диапазоне ± 50% от среднего размера зерна.
Размер зерна покрытия Al2O3 определяют по микрофотографии SEM с увеличением 5000 крат. Проводят три прямых линии в произвольном направлении и среднее расстояние между границами зерен вдоль этих линий принимают в качестве размера зерна.
Слой Al2O3 в соответствии с настоящим изобретением преимущественно имеет ориентацию роста кристаллов в (104)-направлении, что определяют измерениями дифракции рентгеновских лучей (XRD). Коэффициент текстуры (ТС) может быть определен следующим образом
где I(hkl) - измеренная интенсивность (hkl) отражения;
Io(hkl) - стандартная интенсивность данных отражения от стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислениях, причем использованными (hkl) отражениями являются: (012), (104), (110), (113), (024), (116).
В соответствии с изобретением ТС для совокупности (104) кристаллических плоскостей превышает 1,5, преимущественно превышает 2,5, а еще лучше превышает 3,0.
Тело с покрытием в соответствии с настоящим изобретением дополнительно отличается малой шероховатостью поверхности (Ra) тугоплавкого покрытия, которая составляет 0,3 мкм на измеренной длине 0,25 мкм. Преимущественно слой Al2O3 представляет собой самый верхний обнаженный слой.
Текстурированное покрытие Al2O3 в соответствии с настоящим изобретением получают за счет тщательного контроля потенциала окисления атмосферы реактора CVD ранее образования центров кристаллизации Al2O3. Общий уровень концентрации 1420 или других окисляющих веществ должен быть преимущественно ниже 5 млн-1 (частей на миллион). Однако зарождение центров кристаллизации инициируется за счет контролируемой последовательности подачи газов следующим образом: вначале в реактор, в атмосфере которого нет H2, вводят CO2 или CO, например, в присутствии N2 и/или Ar, а затем в реактор вводят H2 и Al2O3. При образовании центров кристаллизации температура должна составлять 850 - 1100oC, а преимущественно 950 - 1000oC. Однако точные условия зависят в определенной степени от конструкции использованного оборудования. Специалисты в данной области в зависимости от требуемой текстуры и морфологии покрытия, которую необходимо получить, могут в соответствии с настоящим изобретением изменить условия образования центров кристаллизации и нанесения покрытия.
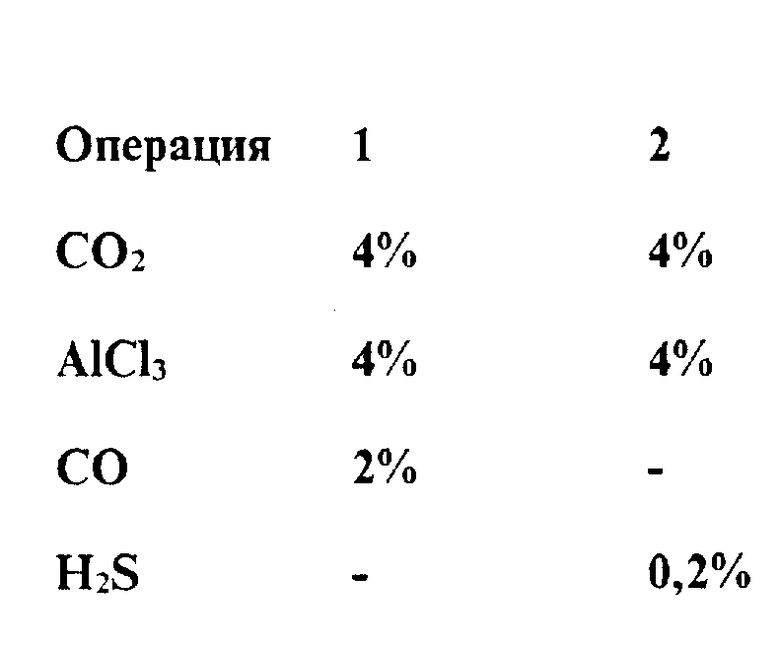
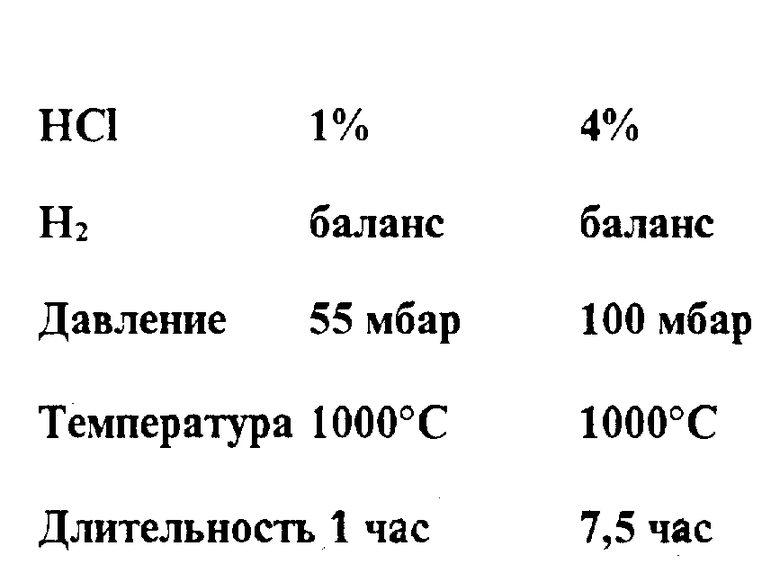
Пример 1. А) Режущие вставки из цементированного карбида, которые имеют состав 6,5% Со, 8,5% кубических карбидов и WC-баланс, покрывались слоем TiCN толщиной 5,5 мкм. При последующей операции процесса в ходе этого же самого цикла покрытия был нанесен слой α- Al2O3 толщиной 6 мкм. Перед осуществлением зародышеобразования потенциал окисления транспортирующего газа водорода, то есть концентрация паров воды, устанавливался на низком уровне, составляющем менее 5 млн-1 (см. также патент США N 5,071,696).
Вначале в реактор CVD вводили не содержащую водорода смесь N2, CO2 и CO. После этого добавляли в заданном порядке реакционные газы. После заранее заданного времени в реактор вводили H2 и Al2O3. В ходе осаждения Al2O3 в качестве присадки использовали H2S.
Газовые смеси и другие условия протекания процесса в ходе операций нанесения Al2O3 приведены в таблице.
Анализ XRD показал коэффициент текстуры ТС (104), равный 3,2, в плоскостях (104) единственной ∝ /фазы покрытия Al2O3.
Исследование SEM показывает наличие мелкозернистого покрытия Al2O3 толщиной 6 мкм со средним размером зерна 2,1 мкм.
В) Подложка из цементированного карбида была покрыта TiCN (5,5 мкм) и Al2O3 (6 мкм) аналогично условиям А), за исключением того, что процесс нанесения Al2O3 производился в соответствии с известной ранее техникой, приводящей к образованию в покрытии смеси крупных зерен ∝ - Al2O3 и мелких зерен к-Al2O3.
Вставки с покрытиями А) и В) все подвергались мокрой пескоструйной обработке с использованием абразивов Al2O3 с зерном 150 меш для сглаживания поверхности покрытия.
После этого производилось испытание режущих пластин на отслаивание режущей кромки и передней поверхности при операции обработки (подрезки) заготовки из зернистого литейного чугуна (AINSI 60-40-18, DIN GGG40). Форма обрабатываемой детали была такова, что режущая кромка сменялась дважды в ходе одного оборота.
Параметры резания: скорость 150 м/мин, глубина прохода 2 мм и подача 0,1 мм/оборот.
Режущие пластины совершали один проход вокруг поверхности обрабатываемой детали.
Отслаивание кромки и передней поверхности относительно всей поверхности контакта между передней поверхностью и стружкой обрабатываемой детали, %:
Режущая кромка: A) единственная фаза/ текстурированный α- Al2O3 - 5; B) α+к Al2O3 - 90;
Передняя поверхность: A) - 6 (в соотв. с изобр.); B) - 86.
Пример 2. Производилось испытание режущих пластин А) и В) на отслаивание режущей кромки и передней поверхности при операции обработки заготовки из легированной стали (AINSI 1518, W-no/1,0580). Форма обрабатываемой детали была такова, что режущая кромка сменялась три раза в ходе одного оборота.
Параметры резания: скорость 130-220 м/мин, глубина прохода 2 мм и подача 0,2 мм/оборот.
Режущие пластины совершали один проход вокруг лицевой поверхности обрабатываемой детали.
Отслаивание режущей кромки, %: A) единственная фаза/ текстурированный α- Al2O3 - 0 (в соотв. с изобретением); B) α+к Al2O3 - 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕГО | 1994 |
|
RU2130823C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2623547C2 |
| СПОСОБ НАНЕСЕНИЯ МЕЛКОЗЕРНИСТЫХ ПОКРЫТИЙ ИЗ ОКСИДА АЛЮМИНИЯ НА РЕЖУЩИЕ ИНСТРУМЕНТЫ | 1998 |
|
RU2210622C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| ВСТАВКА РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131329C1 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ПОКРЫТИЯ | 1993 |
|
RU2117074C1 |
Режущий инструмент с покрытием содержит один или несколько тугоплавких слоев, причем слои отличаются контролируемой микроструктурой и фазовым составом, с кристаллическими плоскостями, предпочтительно выращенными в преимущественном направлении относительно поверхности тела с покрытием. Покрытия содержат один или несколько тугоплавких слоев, причем по меньшей мере одним из слоев является плотный мелкозернистый слой α- Аl2O3, который преимущественно текстурирован в 104 направлении. Изобретение позволяет получить инструмент с малой шероховатостью поверхности, высокой износостойкостью и ударной вязкостью. 2 с. и 6 з.п.ф-лы, 1 табл., 1 ил.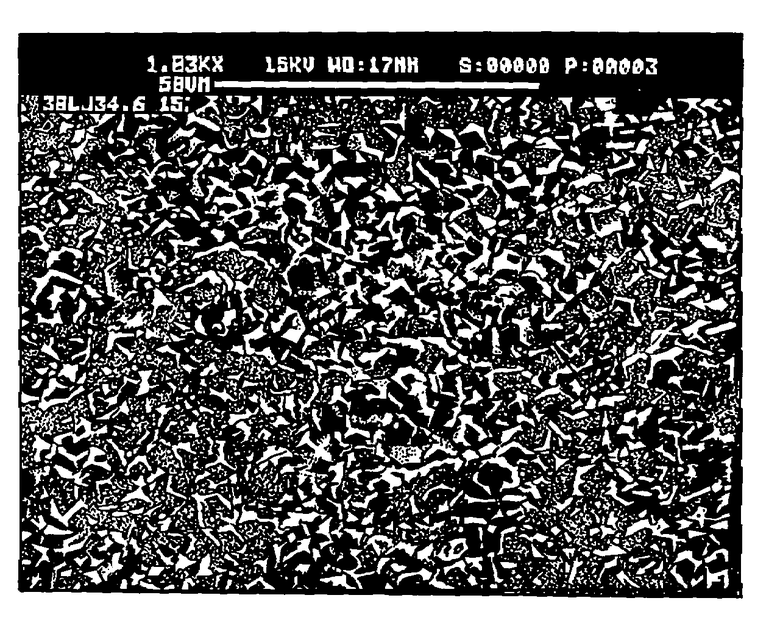
где I(hkl) - измеренная интенсивность (hkl) отражения;
I0(hkl) - стандартная интенсивность данных отражения от стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислениях, причем использованными (hkl) отражениями являются (012), (104), (110), (113), (024), (116).
| SE 9304283-6 A, 14.05.93 | |||
| SE 9203852-0 A, 12.01.92 | |||
| Способ раскисления и легирования стали | 1975 |
|
SU521321A1 |
| US 5135801 A, 04.08.92 | |||
| Устройство для формирования сигнала развертки | 1976 |
|
SU603144A1 |
| 1972 |
|
SU416824A1 | |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| ОГНЕУПОРНАЯ МАССА | 0 |
|
SU288631A1 |
| СПОСОБ ОСАЖДЕНИЯ КАРБИДНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 0 |
|
SU281996A1 |

