ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу подготовки упаковки для готового к употреблению блюда, в частности к подготовке упаковки, пригодной для нагревания в микроволновой печи и содержащей по меньшей мере два отдельных стерилизованных продовольственных продукта, предназначенных для смешивания перед их потреблением.
УРОВЕНЬ ТЕХНИКИ
[0002] Для решения проблемы дефицита времени, актуальной для большей части потребителей, в данной области техники изготавливаются и продаются различные типы готовых к употреблению продовольственных продуктов, которые в большинстве случаев могут быть разогреты в микроволновых печах. Такие продукты обычно называются "готовыми к разогреву" или "готовыми к употреблению" (в зависимости от того, требуется ли для указанных готовых к употреблению блюд нагрев в микроволновой печи).
[0003] Некоторые из готовых к употреблению блюд различных типов содержат два отдельных пищевых компонента, которые необходимо смешать перед употреблением. Обычно, один из таких компонентов имеет жидкую или полужидкую консистенцию и служит приправой для другого. Указанные два компонента, например, могут быть макаронами и соусом, который должен быть смешан с макаронами, или могут быть зерновыми злаками и сливками в качестве приправы для злаков.
[0004] Упаковки для готовых к употреблению блюд вышеуказанного типа в некоторых случаях содержат одиночный неглубокий контейнер, разделенный на два отсека, предназначенные для двух отдельных компонентов и покрытые закрывающей пленкой.
[0005] Упаковка указанного типа обеспечивает возможность стерилизации продовольственных продуктов после упаковки. Фактически, физическое разделение указанных двух компонентов предотвращает попадание влаги в не жидкую часть, в результате чего предотвращается ухудшение органолептических свойств продуктов.
[0006] Однако для предотвращения ухудшения качества продовольственных продуктов при стерилизации фундаментальное значение имеет ограничение свободного объема между продуктом и верхней защитной пленкой, т.е. минимизация так называемого "свободного пространства над продуктом".
Указанное требование к упаковке приводит к недостатку описанного выше решения.
Фактически, для соответствия требованиям, предъявляемым к свободному пространству над продуктом, два отсека неглубокого контейнера заполняют продуктами до краев, и не оставляют абсолютно никакого свободного пространства, достаточного для смешивания указанных двух компонентов.
Таким образом, потребитель вынужден перекладывать указанные два продукта в отдельную тарелку, что приводит к неудобству, связанному с поисками и мытьем указанной дополнительной посуды.
[0007] Альтернативные решения для упаковки, предназначенные для устранения вышеуказанной проблемы, предусматривают использование неглубокого контейнера без отсеков, в котором предварительно смешаны указанные два компонента. Однако в этом случае стерилизация неразделенных продуктов может нанести ущерб их качеству.
[0008] Согласно одному альтернативному решению используются отдельные пакеты для указанных двух компонентов и жесткий контейнер для их смешивания и потребления; однако затраты на упаковку и изготовление в данном случае значительно возрастают.
[0009] Согласно одному из последних известных решений предусмотрено использование основного контейнера, оборудованного дополнительным контейнером, вложенным в него.
Таким образом, один из двух указанных пищевых компонентов заполняет дополнительный контейнер, тогда как другой пищевой компонент введен в объем основного контейнера, свободный после размещения в нем дополнительного контейнера. Упаковка может быть заполнена полностью для минимизации свободного пространства над продуктом, после чего она уплотняется закрывающей пленкой и стерилизуется в автоклаве. Во время потребления закрывающую пленку удаляют, и дополнительный контейнер извлекают, освобождая таким образом дополнительный объем для смешивания компонентов в основном контейнере.
[00010] Указанное последнее решение по существу отвечает текущим требованиям данной области техники, однако оно имеет некоторые недостатки, которые тем не менее должны быть решены; данные недостатки в основном связаны с прикреплением закрывающей пленки.
[00011] Прикрепление закрывающей пленки обычно осуществляют термосваркой, выполненной путем передачи тепла посредством нагретой уплотняющей головки, которую опускают сверху на пленку, приложением заданного давления в течение заданного времени выдержки.
[00012] Выполненное таким образом уплотнение, разумеется, обеспечивает достаточно высокие прочностные и изоляционные характеристики как при стерилизации в автоклаве, так и при последующем хранении продукта. Однако высокая прочность уплотнения по существу препятствует удалению пленки конечным потребителем; в частности, отделение пленки от верхнего края дополнительного контейнера является чрезвычайно затрудненным.
[00013] Для удаления пленки потребитель захватывает ее язычок и прикладывает усилие, направленное вверх, в то время как другой рукой он удерживает основной контейнер. Возможность приложения двух противоположно направленных усилий по существу облегчает открывание периметрического уплотнения, которое взаимодействует с основным контейнером. Однако дополнительный контейнер не является выполненным за одно целое с основным контейнером и, таким образом, не является легко доступным для потребителя, которому необходимо приложить удерживающее усилие к указанному дополнительному контейнеру.
Таким образом, такой контейнер имеет тенденцию к вытягиванию во время поднятия пленки без непосредственного отделения от пленки или только с частичным отделением от пленки. В результате возникает раздражающее препятствие полному открытию упаковки, а так же риск проливания содержимого дополнительного контейнера во время указанной операции.
[00014] Также следует иметь в виду, что для создания достаточно стойкого уплотнения, отвечающего требованиям стерилизации в автоклаве, необходимо приложить относительно высокое уплотняющее давление, составляющее приблизительно 10 бар (10,19 кг/см2). Наружный периметр упаковки может проходить в наружном направлении, так чтобы быть поддерживаемым подходящей противопрессформой во время указанных операций уплотнения. Однако использование указанных средств для внутренних частей, т.е. не периферийных частей по отношению к упаковке. Таким образом, в указанных частях давление уплотняющей головки прикладывается к расположенной под ней пластиковой стенке, в результате чего возникает опасность ее повреждения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00015] Таким образом, техническая задача настоящего изобретения состоит в создании способа подготовки стерилизованной упаковки для готового к употреблению блюда такого типа, в котором имеется два контейнера, вложенные в друг друга и предназначенные для размещения в них двух продовольственных продуктов, уплотненных в верхней части посредством одиночной защитной пленки, который обеспечивает возможность устранения описанных выше недостатков уровня техники.
[00016] В качестве решения вышеуказанной технической проблемы предложен способ подготовки стерилизованной упаковки для готового к употреблению блюда, включающий этапы, согласно которым:
- берут основной контейнер, ограничивающий основной объем, предназначенный для размещения в нем основного продовольственного продукта, и имеющий первое отверстие, расположенное в верхней части и окруженное первым плоским краем,
- берут по меньшей мере один дополнительный контейнер, ограничивающий дополнительный объем и имеющий второе отверстие, расположенное в верхней части и окруженное вторым плоским краем,
- вводят указанный дополнительный контейнер в основной контейнер таким образом, что указанный первый край и указанный второй край установлены заподлицо,
- вводят по меньшей мере один дополнительный продовольственный продукт в дополнительный объем,
- вводят по меньшей мере один основной продовольственный продукт в основной объем,
- выполняют посредством первой уплотняющей головки, обращенной к первому краю, периметрическое уплотнение между закрывающей пленкой, выполненной для покрытия указанного первого и второго отверстий, и указанным первым краем,
- выполняют посредством второй уплотняющей головки, обращенной ко второму краю и физически отличающейся от первой уплотняющей головки, внутреннее уплотнение между закрывающей пленкой" и вторым краем.
[00017] Для специалиста понятно, что разделение этапа уплотнения, обычно выполняемого с использованием одиночной уплотняющей головки, предпочтительно позволяет индивидуально настроить прочностные и изоляционные характеристики периметрического и наружного уплотнений.
[00018] Действительно, было выяснено, что высокие прочностные характеристики, необходимые для наружного уплотнения, не являются строго необходимыми для внутреннего уплотнения, подверженного действию уменьшенных механических напряжений. Таким образом, может быть осуществлено внутреннее уплотнение, которое является менее прочным, что позволит устранить описанные выше недостатки, присущие известным способам, т.е., состоящие в затрудненном удаления закрывающей пленки и риске повреждения конструкции упаковки во время уплотнения.
[00019] При выполнении периметрического уплотнения первая уплотняющая головка прикладывает первое давление на закрывающую пленку,, а при выполнении внутреннего уплотнения вторая уплотняющая головка прикладывает второе давление на закрывающую пленку. Указанное первое давление в предпочтительном варианте реализации изобретения больше, чем указанное второе давление, для выполнения двух уплотнений с дифференцированной прочностью согласно указанным выше требованиям.
[00020] В частности, первое давление предпочтительно больше чем 5 бар (5,095 кг/см2), более предпочтительно находится в пределах 8-10 бар (8,152-10,19 кг/см2); второе давление предпочтительно меньше чем 5 бар (5,095 кг/см2), более предпочтительно находится в пределах 2-3 бара (2,038-3,057 кг/см2).
[00021] Первое давление может быть приложено посредством механического исполнительно-приводного механизма, обеспечивающего, например, одновременное уплотнение десяти упаковок с приложением силы 45 кН.
[00022] Второе давление может быть приложено, например, посредством пневматических исполнительно-приводных механизмов, обеспечивающих одновременное уплотнение шести упаковок с приложением давления в пределах 2-3 бара (2,038-3,057 кг/см2).
[00023] Для отличия внутреннего уплотнения от периметрического уплотнения могут быть использованы два различных времени выдержки для двух различных уплотняющих головок. В частности, время выдержки первой уплотняющей головки при выполнении периметрического уплотнения может быть больше, чем время выдержки второй уплотняющей головки при выполнении внутреннего уплотнения.
[00024] Например, время выдержки первой уплотняющей головкой может быть больше чем 0,8 сек (например, равно 1 сек), и время выдержки второй уплотняющей головкой может быть меньше чем 0,8 сек (например, равно 0,6 сек).
[00025] При выполнении периметрического и внутреннего уплотнений температуры первой и второй уплотняющих головок могут быть больше, чем температура плавления закрывающей пленки, для осуществления термосварки. В частности, термосварку выполняют путем нагрева уплотняющих головок, которые передают тепло части поверхности раздела между закрывающей пленкой и верхними краями контейнеров.
[00026] Закрывающая пленка может быть выполнена по меньшей мере частично (в поверхности раздела между ней и контейнерами) из пластикового материала, который, например, может содержать по меньшей мере один внутренний слой полипропилена, причем температуры первой и второй уплотняющих головок могут находиться между 180°C и 220°C. Немного более высокая температура может быть выбрана для первой уплотняющей головки, посредством которой выполняют периметрическое уплотнение: указанная головка, например, может быть нагрета до 200°C, в то время как вторая головка нагрета to195°C.
[00027] Первая уплотняющая головка образует первый уплотняющий профиль, и вторая уплотняющая головка образует второй уплотняющий профиль. В предпочтительном варианте реализации изобретения оба уплотняющих профиля являются замкнутыми профилями.
[00028] Благодаря такому разделению обеспечено более прочное периметрическое уплотнение упаковки по отношению к внешней среде, в то время как внутреннее уплотнение независимо формирует внутреннее уплотнение для разделения между двумя продуктами, которое, в частности, предотвращает перемещение влаги во время возможной стерилизации в автоклаве.
[00029] В частности, первый уплотняющий профиль может повторять форму указанного первого края без включения второго края; схожим образом, второй уплотняющий профиль повторяет периферическую форму второго края.
[00030] Этап, на котором берут основной контейнер может согласно одному варианту реализации изобретения включать этап, согласно которому изготавливают путем термоформования основной контейнер из полипропилена совместно с соэкструдируемой барьерной пленкой EVOH; этап, на котором берут дополнительный контейнер может, с другой стороны, включать этап, согласно которому изготавливают дополнительный контейнер из полипропилена путем литья под давлением.
[00031] Указанный первый край в предпочтительном варианте реализации изобретения может быть выполнен проходящим в наружном направлении относительно упаковки для готового к употреблению блюда, а указанный этап выполнения периметрического уплотнения включает использование противоформы, расположенной под указанным первым краем.
[00032] Это последнее условие, в частности, позволяет равномерно распределить высокие уплотняющие давления, приложенные первой уплотняющей головкой.
[00033] Указанный этап выполнения периметрического уплотнения и указанный этап выполнения внутреннего уплотнения в предпочтительном варианте реализации изобретения выполняют в различное время; в частности, предпочтительно внутреннее уплотнение выполняют после выполнения периметрического уплотнения.
[00034] Способ согласно настоящему изобретению дополнительно включает этап, согласно которому стерилизуют упаковку готового блюда в автоклаве после этапов выполнения периметрического уплотнения и внутреннего уплотнения.
[00035] Способ согласно настоящему изобретению указанные этапы выполнения периметрического и внутреннего уплотнения выполняют с использованием одной или большего количества уплотняющих станций. Такие станции могут, в частности, содержать по меньшей мере одну первую уплотняющую головку и по меньшей мере одну вторую уплотняющую головку, которые отличаются друг от друга и расположены соответствующим образом для выполнения указанного периметрического уплотнения и указанного внутреннего уплотнения.
[00036] Предпочтительно используют первую уплотняющую станцию, оборудованную первой уплотняющей головкой, и вторую уплотняющую станцию, оборудованную второй уплотняющей головкой.
[00037] Другие характеристики и преимущества настоящего изобретения станут более понятными после ознакомления с приведенным ниже подробным описанием некоторых предпочтительных, но не исключительных, вариантов реализации настоящего изобретения со ссылкой на сопроводительные чертежи, представленные с целью иллюстрации, но не с целью ограничения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
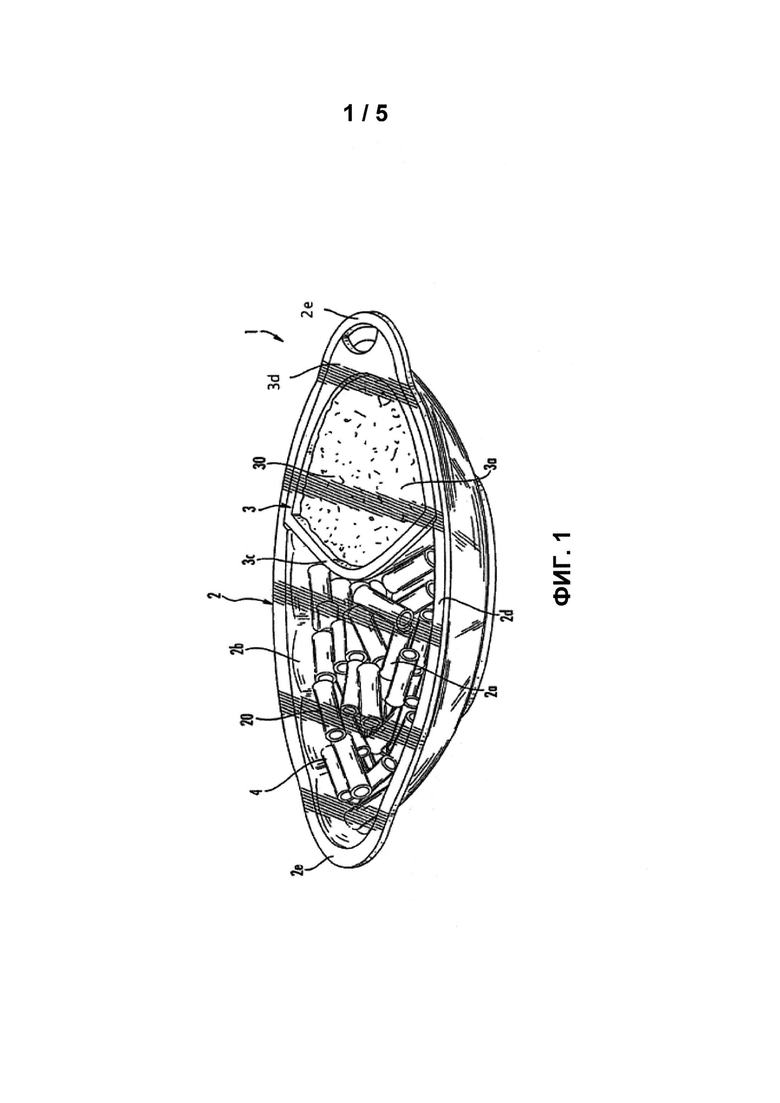
[00038] На фиг. 1 показан перспективный вид первого варианта упаковки, выполненной способом согласно настоящему изобретению;
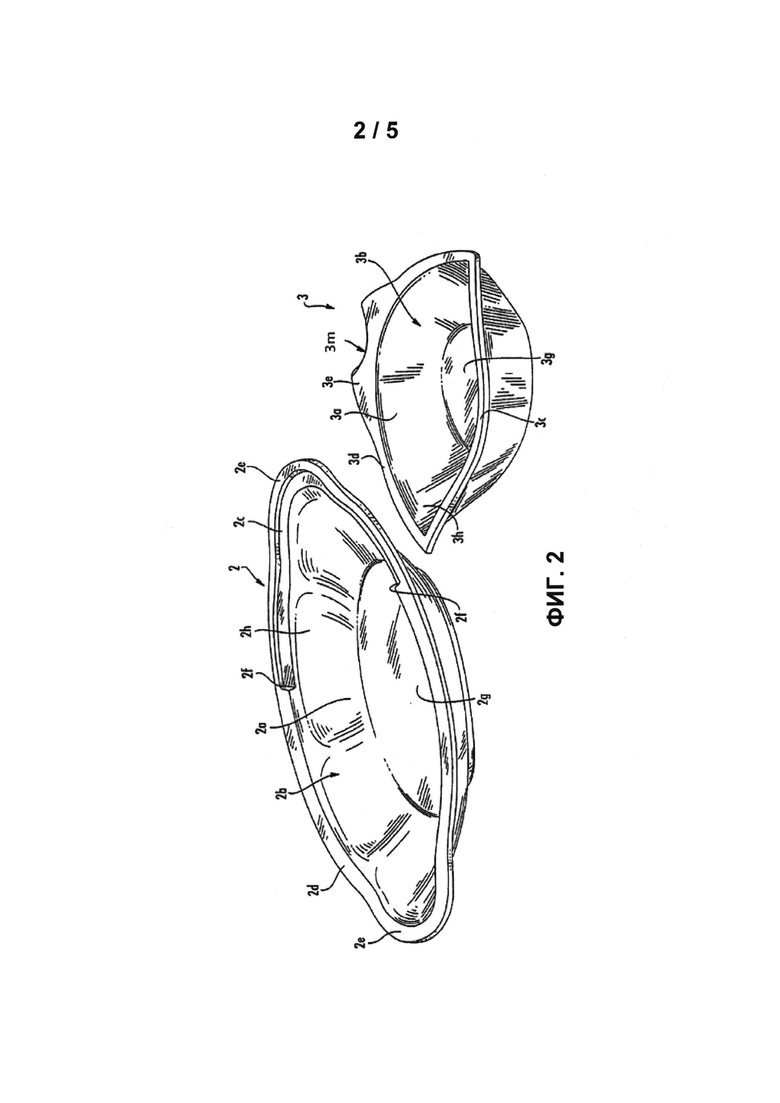
[00039] На фиг. 2 показаны перспективные виды основного контейнера и дополнительного контейнера, образующих упаковку по фиг. 1, отделенных друг от друга;
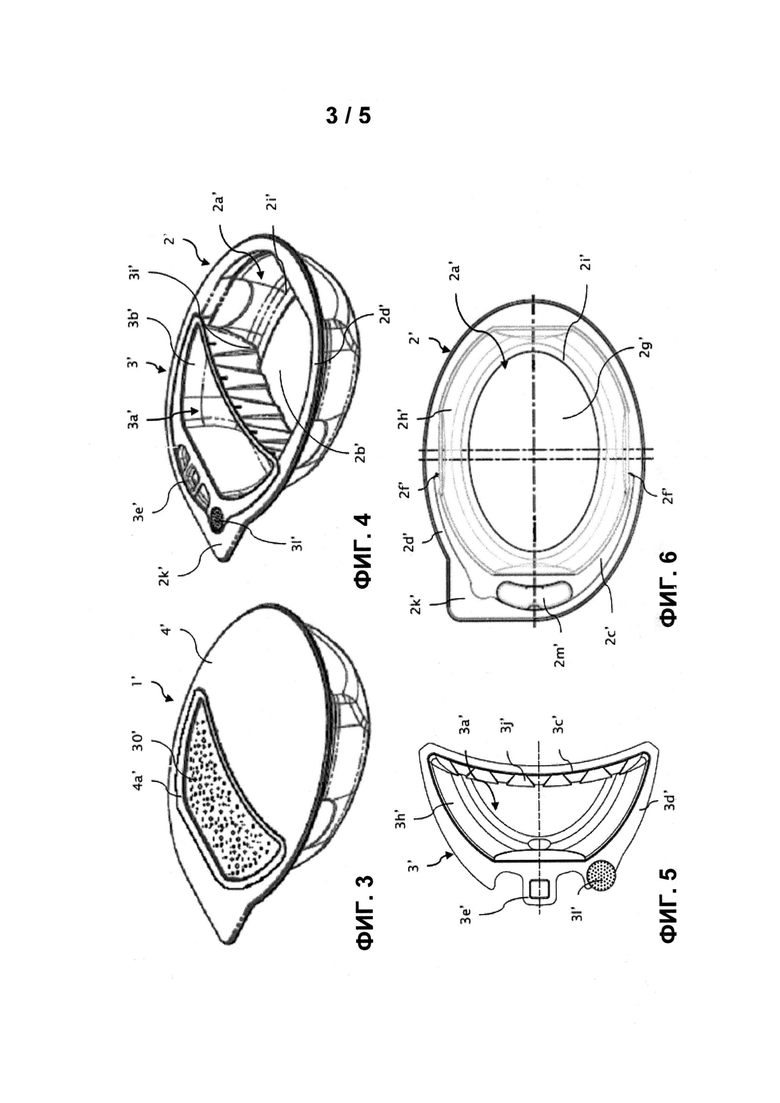
[00040] На фиг. 3 показан перспективный вид второго варианта реализации упаковки, выполненной способом согласно настоящему изобретению;
[00041] На фиг. 4 показан перспективный вид упаковки по фиг. 3, без содержимого и закрывающей пленки;
[00042] На фиг. 5 показан вид сверху основного контейнера, который входит в состав упаковки поа фиг. 3;
[00043] На фиг. 6 показан вид сверху дополнительного контейнера, который входит в состав упаковки по фиг. 3;
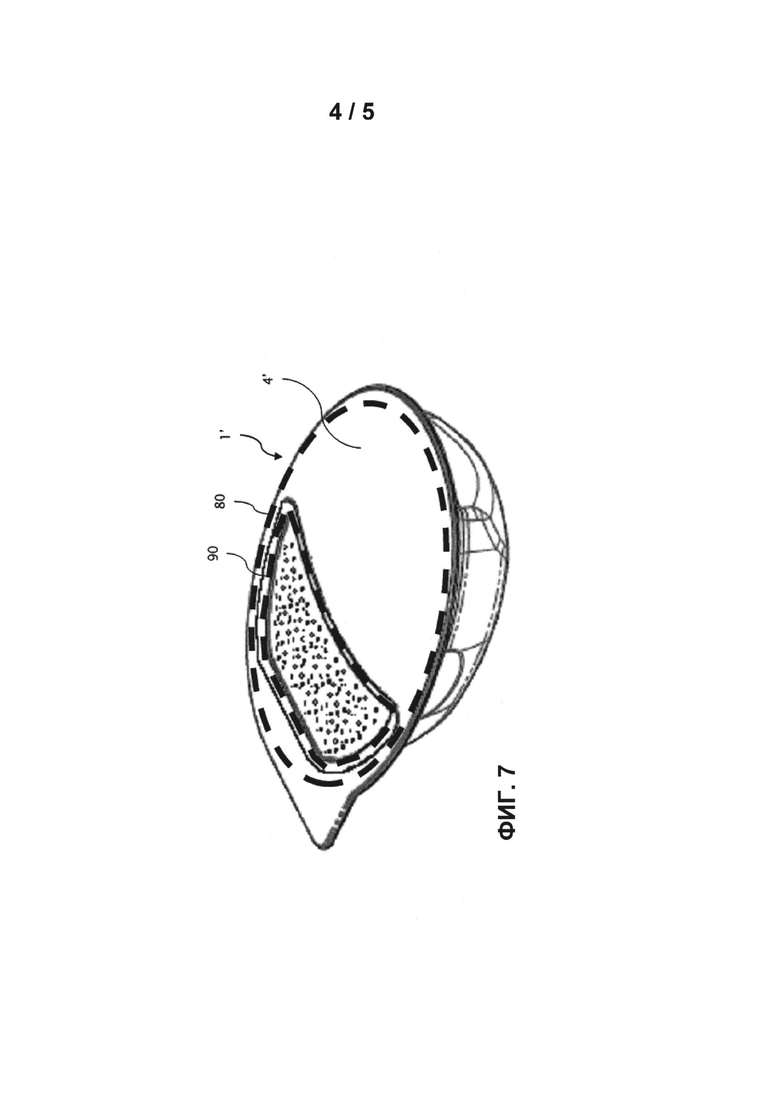
[00044] На фиг. 7 показан перспективный вид упаковки по фиг. 3, на котором пунктирной линией показаны два уплотняющих профиля, относящиеся к способу согласно настоящему изобретению;
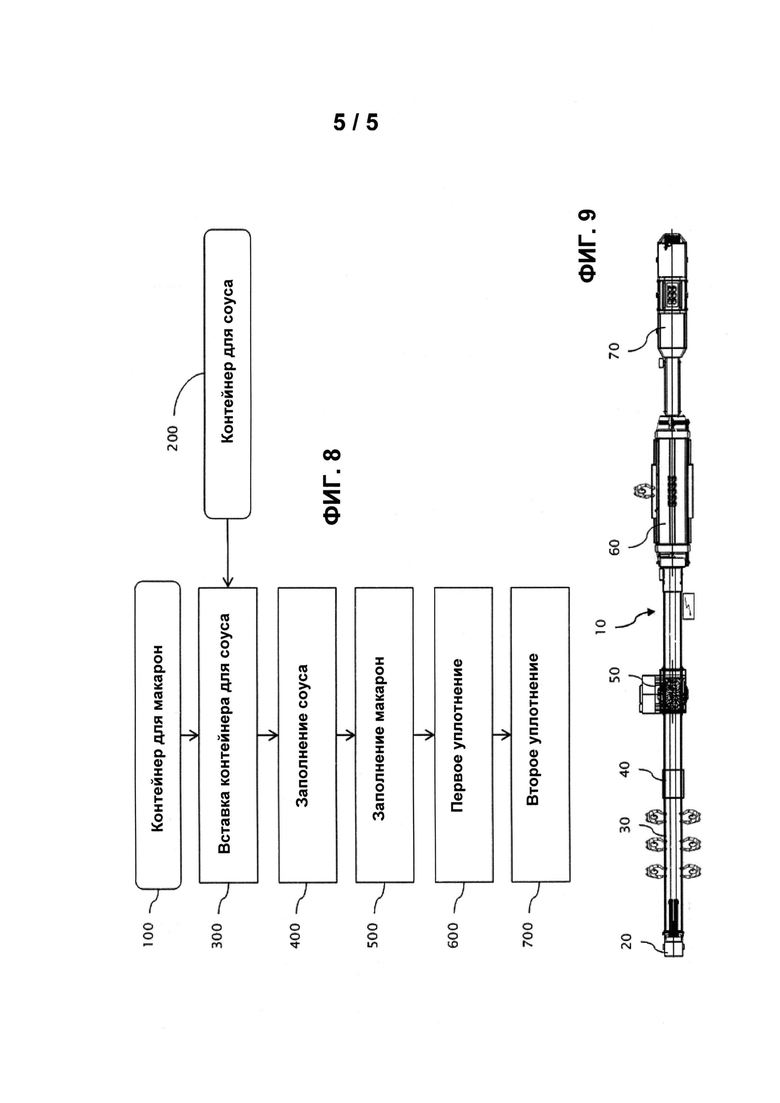
[00045] На фиг. 8 показана блок-схема способа подготовки упаковки согласно настоящему изобретению;
[00046] На фиг. 9 схематично показан упаковочный процесс для реализации подготовительного способа согласно настоящему изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00047] Как показано на фиг. 1-6, ссылочные номера 1 и 1’ соответственно идентифицируют первый и второй варианты реализации стерилизованной упаковки для готового к употреблению блюда, оба из которых могут быть подготовлены способом согласно настоящему изобретению.
[00048] Предпочтительно комплекты 1, 1’ относятся к типу посуды, предназначенной для нагревания в микроволновой печи.
[00049] Обе упаковки 1, 1’ содержат: основной контейнер 2, 2’, ограничивающий основной объем 2а, 2а’ и имеющий первое отверстие 2b, 2b’, расположенное в верхней части; основной продовольственный продукт 20 (не показан на чертежах, относящихся к второму варианту), содержащийся внутри по меньшей мере части указанного основного объема 2а, 2а’; по меньшей мере один дополнительный контейнер 3, 3’, ограничивающий дополнительный объем 3а, 3а’ и имеющий второе отверстие 3b, 3b’, расположенное в его верхней части; по меньшей мере один дополнительный продовольственный продукт 30, 30’, содержащийся внутри по меньшей мере части указанного дополнительного объема 3а, 3а’; сменную закрывающую пленку 4, 4’, выполненную с возможностью закрывания указанного первого отверстия 2b, 2b’ и второго отверстия 3b, 3b’.
[00050] Основной продовольственный продукт, например, может состоять из макарон, риса или других хлебных злаков; дополнительный продовольственный продукт 30, 30’, также в качестве примера, может содержать соус, растительное масло или другие подобные приправы. Указанный дополнительный продовольственный продукт 30, 30’ предпочтительно имеет жидкую или полужидкую консистенцию. С другой стороны, согласно альтернативным вариантам реализации настоящего изобретения могут быть использованы основной продовольственный продукт жидкой консистенции со дополнительным продовольственным продуктом 30, 30’, имеющим твердую консистенцию, или оба продукта могут быть жидкими или твердыми.
[00051] Основные и дополнительные продовольственные продукты по причинам, связанным с уменьшением свободного пространства над продуктом, указанным выше, предпочтительно занимают по меньшей мере 80% доступного свободного объема.
[00052] В настоящем описании термин "свободный объем" используется для указания объема в контейнере, доступного для размещения продукта и сверху ограниченного плоскостью, совпадающей с плоскостью отверстия перед стерилизацией.
[00053] Дополнительный контейнер 3, 3’ установлен рассоединяемым способом в основном контейнере 2, 2’, так что занимает часть основного объема 2а, 2а’ и уменьшает свободный объем, доступный для основного продовольственного продукта, до части указанного основного объема 2а, 2а’.
[00054] В частности, дополнительный контейнер 3, 3’ предпочтительно занимает боковую часть основного контейнера 2, 2’.
[00055] Основной контейнер 2, 2’ и дополнительный контейнер 3, 3’ соответственно содержат первую нижнюю стенку 2g, 2g’ и вторую нижнюю стенку 3g, 3g’. Указанные стенки 2g, 2g’, 3g, 3g’ предпочтительно являются плоскими таким образом, что служат поддерживающим основанием для указанных двух контейнеров 2, 2’, 3, 3’. Предпочтительно вторая нижняя стенка 3g, 3g’ опирается на первую нижнюю стенку 2g, 2g’, когда второй контейнер 3, 3’ соединен с первым контейнером 2, 2’. В обоих представленных в настоящем описании вариантах первая нижняя стенка 2g, 2g’ имеет эллиптический контур, в то время как вторая нижняя стенка 3g, 3g’ ограничивает часть эллипса.
[00056] Основной контейнер 2, 2’ содержит первый край 2d, 2d’, проходящий вдоль периферийной области первого отверстия 2b, 2b’, и дополнительный контейнер 3, 3’ содержит второй край 3d, 3d’, проходящий вдоль периферийной области второго отверстия 3b, 3b’. Когда упаковка 1, 1’ закрыта, первый и второй края 2d, 2d’, 3d, 3d’ являются компланарными и находятся в прямом контакте с закрывающей пленкой 4, 4’, которая целиком соединена с обоими краями.
[00057] Закрывающая пленка 4, 4’, выполненная из пластикового материала, полностью закрывает верхнюю часть упаковки 1, 1’. Она может быть прозрачной, как показано на чертежах для первого варианта, или непрозрачной, как показано на чертежах для второго варианта. В данном последнем случае стоит отметить наличие окна 4а’, выполненного из прозрачной пленки, для визуального доступа к дополнительному продовольственному продукту 30’.
[00058] Края 2d, 2d’, 3d, 3d’ соединены с соответствующими нижними стенками 2g, 2g’, 3g, 3g’ посредством соответствующих боковых стенок 2h, 2h’, 3h, 3h’. Боковые стенки 2h, 2h’, 3h, 3h’ имеют вогнутость, обращенную в верхнем направлении; только во втором варианте указанные стенки 2h’, 3h’ также имеют по существу плоские секции, расположенные в вершинах эллипса, но в любом случае они имеют небольшой наклон относительно вертикали для облегчения вставления второго контейнера 3’ в первый контейнер 2’. Края 2d, 2d’, 3d, 3d’ проходят в наружном направлении относительно остальной части контейнеров, к которым они относятся, и, в частности, выступают за пределы боковых стенок 2h, 2h’, 3h, 3h’.
[00059] Для ограничения положения дополнительного контейнера 3, 3’ относительно основного контейнера 2, 2’ путем его удерживания указанный дополнительный контейнер 3, 3’ размещен с возможностью соединения за счет своей согласованной формы в основном контейнере 2, 2’ в заданной области последнего.
[00060] Первый край 2d, 2d’ основного контейнера 2, 2’ упаковки 1, 1’ имеет предназначенный для данной цели желоб 2с, 2с’, расположенный в указанной зоне основного контейнера 2, 2’, предназначенный для размещения в нем дополнительного контейнера 3, 3’ и поддерживания указанного контейнера в заданном положении. Желоб 2с, который проходит с внутренней стороны вдоль первого края 2d, 2d’, принимает и поддерживает наружную часть по меньшей мере части второго края 3d, 3d’ таким образом, что первый и второй края 2d, 2d’, 3d, 3d’ являются компланарными, как описано выше. Желоб 2с, 2с’ предпочтительно имеет две вертикальные опорные поверхности 2f, 2f, которые препятствуют скользящему перемещению дополнительного контейнера 3, 3’ в направлении к центру основного контейнера 2, 2’.
[00061] Согласно второму варианту, показанному на фиг. 3-6, упаковки также содержит опять же для формирования уникального взаимного соединения между указанными двумя контейнерами 2’, 3’ и периферийным каналом 2i’, который окружает эллиптическую нижнюю стенку 2g’ основного контейнера 2’. Указанный канал предназначен для размещения в нем соответствующего выступа 31’, проходящего ниже нижней стенки дополнительного контейнера 3’.
[00062] Согласно другим вариантам реализации могут быть предусмотрены альтернативные решения для предотвращения взаимного скольжения между указанными двумя вставленными друг в друга контейнерами.
[00063] Согласно первому варианту реализации дополнительный контейнер 3 имеет расположенное в периферийной области второе отверстие 3а и сливной носик 3с, выполненный с возможностью облегчения сливания дополнительного продовольственного продукта 30 в основной контейнер 2. Сливной носик 3с, в частности, сформирован вогнутым элементом, обращенным своей вогнутой стороной к внутренней стороне внутреннего периферийного профиля второго отверстия 3b.
[00064] Указанная особенность отсутствует во втором варианте, в котором вместо этого соответствующий внутренний периферийный профиль 3с’ второго отверстия 3b’ имеет вогнутость, обращенную в наружном направлении. Такая конструкция обеспечивает повышенную конструктивную жесткость элемента, на который действуют повышенные уплотняющие давления во время укладки закрывающей пленки 4’.
[00065] На чертеже для второго варианта показано, что расположенная под указанным внутренним периферийным профилем 3с’ боковая стенка 3h’ дополнительного контейнера 3’ по существу является вертикальной и имеет множество ребер 3j’ жесткости, тоже вертикальных. Такая особенность способствует смягчению действия уплотняющих давлений, приложенных к верхней части дополнительного контейнера 3’.
[00066] В обоих вариантах реализации второй край 3d, 3d’ содержит расположенную предпочтительно напротив внутреннего периферийного профиля удерживающую полосу 3e, 3e’, которая проходит в наружном направлении относительно расположенной рядом части второго края 3d, 3d’. Удерживающая полоса 3e, 3e’ облегчает захват дополнительного контейнера 3, 3’, в частности, благодаря образованию захватного участка, отдаленного от дополнительного продовольственного продукта, когда он достигает высокой температуры, препятствующей непосредственному захвату контейнера пальцами.
[00067] В частности, удерживающая полоса 3e, 3e’ по меньшей мере частично размещена в желобе 2с, 2с’.
[00068] Согласно первому варианту реализации размещенная часть полосы 3e имеет периферийный профиль, который содержит выемку 3m, торцевая поверхность которой имеет отрицательный наклон. Указанный периферийный профиль при соединении двух контейнеров расположен рядом с боковой поверхностью желоба 2с, причем он расположен в отдалении от последнего непосредственно в области выемки 3m.Указанная выемка имеет форму и размер, обеспечивающие возможность введения пальца потребителя между периферийным профилем и боковой поверхностью желоба 2с для облегчения захвата полосы 3e.
[00069] Согласно второму варианту реализации для облегчения захвата полосы 3e’ желоб 2с’ имеет углубление 2m’, которое обеспечивает возможность введения пальца вокруг полосы 3e’ и под нее. Полоса 3e’ имеет прямоугольную форму с центральным отверстием для облегчения ее захвата.
[00070] Согласно первому варианту реализации основной контейнер 2 является удлиненным и содержит расположенные в противоположных концах два криволинейных выступа 2е, выполненных с возможностью облегчения его удерживания. Желоб 2с, который ограничивает положение дополнительного контейнера 3, предпочтительно расположен на одном из указанных криволинейных выступов 2е; следовательно, опорные поверхности 2f проходят поперечно по отношению к продольной оси основного контейнера.
[00071] Согласно второму варианту реализации основной контейнер 2’ по существу имеет эллиптическую форму, за исключением треугольного выступа 2k’, расположенного в промежуточной точке между двумя соседними вершинами указанной эллиптической формы; в частности, указанная точка расположена вдоль части основного контейнера 2’, в которой размещен дополнительный контейнер 3’.
[00072] Треугольный выступ 2k’ предпочтительно действует в качестве захватной рукоятки при удалении закрывающей пленки 4’ во время открытия упаковки 1’. При таком расположении указанный треугольный выступ облегчает удаление закрывающей пленки 4’ вдоль диагонали, проходящей с наклоном относительно осей упаковки 1’, так что фронт открывания проходит не симметрично по отношению к внутреннему периферийному профилю 3с’, в результате чего от потребителя требуется уменьшенное усилие, необходимое для удаления пленки.
[00073] К тому же, для облегчения открывания, согласно второму варианту реализации второй край 3d’ содержит расположенную в треугольном выступе 2k’ шероховатую часть 31’ (в данном случае представляющую собой рифленый диск), предназначенную для облегчения начального отделения закрывающей пленки 4’ от дополнительного контейнера 3’.
[00074] Материалы, использованные для изготовления основного контейнера 2, 2’, дополнительного контейнера 3, 3’ и закрывающей пленки 4, 4’, предпочтительно специально выбраны с возможностью нахождения в работающей микроволновой печи без ухудшения органолептических свойств продовольственных продуктов, содержащихся в указанных контейнерах. В частности, указанные материалы предпочтительно включают пластики, подходящие для использования в микроволновых печах.
[00075] В частности, основной контейнер 2, 2’ предпочтительно выполнен из полипропилена путем термоформования совместно с соэкструдируемой барьерной пленкой из сополимера этилена и винилового спирта (EVOH), в то время как закрывающая пленка 4, 4’ предпочтительно представляет собой комбинированную защитную пленку с многослойной барьерной структурой типа "полипропилен/сополимер этилена и винилового спирта/полипропилен". С другой стороны, дополнительный контейнер 3, 3’ предпочтительно выполнен из полипропилена путем литья под давлением, процесс которого обеспечивает возможность достижения повышенной точности, например, при формировании выступов 3j’ согласно второму варианту реализации.
[00076] Для иллюстрации удобства использования конечным пользователем описанных выше упаковок 1, 1’ ниже подробно описаны операции, которые пользователь выполняет в момент потребления продукта.
[00077] Во-первых, в случае необходимости пользователь принимает меры для подогрева или приготовления содержания упаковки 1, 1’ предпочтительно в микроволновой печи. Предварительно в зависимости от типа имеющихся продовольственных продуктов пользователь может удалять, или не удалять, или прорывать закрывающую пленку 4, 4’; кроме того, пользователь в случае необходимости может добавить воду в основной объем 2а, 2а’ или дополнительный объем 3а, 3а’.
[00078] Если дополнительный объем 3а, 3а’ содержит продукт, имеющий жидкую консистенцию, например, соус, то закрывающую пленку 4, 4’ предпочтительно частично удаляют для обеспечения возможности выхода пара только из второго отверстия 3b, 3b’.
[00079] После нагрева упаковки 1, 1’ или даже перед ее введением в микроволновую печь потребитель выполняет смешивание указанных двух продовольственных продуктов. На данном этапе он вводит палец в выемку 3m с наклонной торцевой поверхностью или углубление 2m’, захватывает удерживающую полосу 3e, 3e’ и извлекает дополнительный контейнер 3, 3’ из основного контейнера 2, 2’. Таким образом, основной продовольственный продукт оказывается распространен во всем основном объеме 2а, 2а’ и теперь является полностью доступным. На этом этапе путем наклона дополнительного контейнера 3, 3’ потребитель переливает (возможно, посредством сливного носика 3с) дополнительный продовольственный продукт 30, 30’ в указанный основной объем 2а, 2а’, в котором он может без усилий смешивать и потреблять готовую пищу.
[00080] На фиг. 8 показан описанный ниже способ согласно настоящему изобретению, позволяющий изготовить стерилизованную упаковку 1, 1’ для готового блюда согласно одному из вариантов, описанных выше в качестве примера.
[00081] В целях наглядности этапы способа показаны в соответствии с участками упаковочной линии 910, схематически показанной на фиг. 9.
[00082] Способ начинается с этапа 100, на котором берут основной контейнер 2, 2’ и этапа 200, на котором берут дополнительный контейнер 3, 3’. Как указано выше, основной контейнер 2, 1’ предпочтительно выполнен путем совместного термоформования полипропилена и барьерной сополимерной пленки EVOH, в то время как дополнительный контейнер 3, 3’ предпочтительно выполнен литьем под давлением из полипропилена.
[00083] В расположенном технологически выше конце упаковочной линии 910 имеется подающая станция 920 для основных контейнеров 2, 2’, которые направлены на линейную конвейерную ленту к последующим технологическим участкам.
[00084] Технологически ниже подающей станции 920 имеется станция 930 введения для дополнительного контейнера 3, 3’, на которой выполняют этап 300 введения дополнительного контейнера 3, 3’ в основной контейнер 2, 2’, направленный на конвейерную ленту.
[00085] Указанный этап 300 введения может быть выполнен вручную конкретными работниками, как показано на фиг. 9; согласно другому варианту реализации может быть использовано автоматическое средство, размещающее дополнительный контейнер 3, 3’ в основном контейнере 2, 2’.
[00086] После вышеуказанного этапа дополнительный контейнер 3, 3’ введен в правильном вложенном положении в основном контейнере 2, 2’, как описано выше со ссылкой на упаковки 1, 1’. В частности, следует иметь в виду, что дополнительный контейнер 3, 3’ предпочтительно вводят в боковую часть основного объема 2а, 2а’, и кроме того, первый край 2d, 2d’ и второй край 3d, 3d’ установлены заподлицо.
[00087] Затем два собранных контейнера 2, 2’, 3, 3’ передают к последующей первой закладочной станции 940, посредством которой выполняют этап 400 введения по меньшей мере одного дополнительного продовольственного продукта 30, 30’ в дополнительный объем 3а, 3а’.
[00088] Дополнительный продовольственный продукт 30, 30’, как указано выше, предпочтительно является соусом или другим продуктом, имеющим жидкую или полужидкую консистенцию, таким образом, что первая закладочная станция 940 предпочтительно содержит разливочную форсунку для доставки указанного продукта.
[00089] На данном этапе дополнительный продовольственный продукт 30, 30’ вводят в количестве, достаточном чтобы занять по меньшей мере 80% доступного дополнительного объема 3а, 3а’; обычно свободное пространство над продуктом предпочтительно сокращают в максимальной степени ввиду последующей стерилизации в автоклаве.
[00090] После заполнения дополнительного контейнера 3, 3’ собранные контейнеры 2, 2’, 3, 3’ передают на вторую станцию 950 введения, посредством которой выполняют этап 500 закладывания по меньшей мере одного основного продовольственного продукта в основной объем 2а, 2а’.
[00091] Основной продовольственный продукт, как указано выше, предпочтительно является макаронами или другим пищевым продуктом, имеющим твердую консистенцию, таким образом, что первая закладочная станция 950 предпочтительно содержит разливочное устройство гравитационного типа или автоматизированную головку для дозирования указанного продукта.
[00092] На данном этапе дополнительный продовольственный продукт 30, 30’ вводят в количестве, достаточном чтобы занять по меньшей мере 80% свободного объема, доступного в основном контейнере 2, 2’ после введения дополнительного контейнера 3, 3’; обычно свободное пространство над продуктом предпочтительно сокращают в максимально возможной степени ввиду последующей стерилизации в автоклаве.
[00093] После завершения закладки продуктов упаковку 1, 1’ передают на первую уплотняющую станцию 960 для укладывания закрывающей пленки 4, 4’.
[00094] Первая уплотняющая станция 960 содержит первую уплотняющую головку, посредством которой на этапе 600 осуществляют периметрическое уплотнение между закрывающей пленкой 4, 4’ и первым краем 2d, 2d’ упаковки.
[00095] Следует отметить, что для осуществления периметрического уплотнения закрывающая пленка 4, 4’ должна быть расположена с возможностью закрывания указанных первого и второго отверстий 2b, 2b’, 3b, 3b’. Такая операция может быть выполнена перед операцией, которую выполняет первая уплотняющая головка, или одновременно с ней; то же самое прорезание закрывающей пленки 4, 4’ соответствующего размера над верхним периметром упаковки 1, 1’ может быть выполнено в соединении с опусканием первой уплотняющей головки.
[00096] Периметрическое уплотнение выполняют вдоль первого закрытого уплотняющего профиля 80, как показано на фиг. 7, который взаимодействует только с первым краем 2d, 2d’ упаковки 1, 1’. Иными словами, первая уплотняющая головка не прогревает части дополнительного контейнера 3, 3’ во время выполнения периметрического уплотнения. Периметрическое уплотнение осуществляют вдоль наружного периметра упаковки для его закрытия; согласно вариантам реализации упаковки 1, 1’, описанным в настоящей заявке, он, в частности, имеет первый уплотняющий профиль 80, который по существу является эллиптическим.
[00097] Периметрическое уплотнение представляет собой термосварку, выполненную в поверхности раздела между пластиковым материалом первого края 2d, 2d’ и пластиковым материалом, ограничивающим самый внутренний слой закрывающей пленки 4, 4’, который, например, может быть выполнен из полипропилена.
[00098] Термосварку выполняют путем передачи тепла посредством первой уплотняющей головки, которая находится над закрывающей пленкой 4, 4’. Следует отметить, что во время операции запайки под первым краем 2d, 2d’ может быть расположена подходящая противоформа для приема приложенного головкой высокого давления.
[00099] Согласно предпочтительному варианте реализации способа при выполнении периметрического уплотнения первая уплотняющая головка, нагретая до первой температуры θ1, которая составляет 200°C, прикладывает силу до примерно 45 кН в течение времени T1 выдержки, которое равно 1 сек. В частности, сила 45 кН передается посредством механического привода и распределяется между более чем десятью упаковками, которые одновременно обрабатываются в первой уплотняющей станции 960. С учетом площади контакта первого уплотняющего профиля 80, которая может составлять примерно 50 см2 для каждой упаковки, первое уплотняющее давление P1 составляет примерно 9 бар (9,171 кг/см2).
[000100] Значения, указанные выше, несмотря на то что являются только примерами, обеспечивают высокую прочность периметрического уплотнения, совместимого с последующими операциями стерилизации в автоклаве.
[000101] После завершения периметрического уплотнения упаковку 1, 1’ передают на вторую уплотняющую станцию 970.
[000102] Вторая уплотняющая станция 970 содержит вторую уплотняющую головку, посредством которой выполняют этап 700, на котором осуществляют внутреннее уплотнение между закрывающей пленкой 4, 4’ и вторым краем 3d, 3d’ упаковки 1, 1’.
[000103] Внутреннее уплотнение выполняют вдоль второго закрытого уплотняющего профиля 90, показанного на фиг. 7, который взаимодействует только с вторым краем 3d, 3d’ дополнительного контейнера 3, 3’. Внутреннее уплотнение осуществляют вдоль наружного периметра дополнительного контейнера 3, 3’; согласно вариантам реализации упаковки 1, 1’, описанным в настоящей заявке, в частности, второй уплотняющий профиль 90 образует часть эллипса. Следует отметить, что второй уплотняющий профиль 90 полностью отделяет дополнительный продовольственный продукт 30, 30’ от основного продовольственного продукта 20.
[000104] Периметрическое уплотнение осуществляют путем термосварки, выполненной в поверхности раздела между двумя пластиковыми материалами второго края 3d, 3d’ и внутреннего слоя закрывающей пленки 4, 4’. Термосварку выполняют путем передачи тепла посредством второй уплотняющей головки, которая расположена над закрывающей пленкой 4, 4’. Следует отметить, что согласно второму варианту выполнения упаковки 1’ давления, приложенные во время уплотнения, могут быть переданы ребрам жесткости 3j’.
[000105] Согласно предпочтительному варианту реализации способа при выполнении внутреннего уплотнения вторая уплотняющая головка, нагретая до второй температуры θ2, которая составляет 195°C, прикладывает второе давление Р2, которое составляет 2,5 бар (2,55 кг/см2), Стечение времени выдержки Т2, которое составляет 0,6 сек.
[000106] Вторая уплотняющая станция 970, в частности, содержит управляемые давлением пневматические исполнительно-приводные механизмы, предназначенные для выполнения внутреннего уплотнения в шести упаковках одновременно.
[000107] Значения, указанные выше, несмотря на то что являются только примерами, тем не менее обеспечивают достаточное внутреннее уплотнение для предотвращения просачивания пара между внутренними отсеками во время последующих операций стерилизации в автоклаве.
[000108] Кроме того, способ включает этап, согласно которому стерилизуют упаковку 1, 1’ для готового к употреблению блюда, доставленную посредством упаковочной линии 910, в автоклаве. При стерилизации, как указано выше, происходит уменьшение свободного пространства над продуктом, образованного при подготовке упаковки 1, 1’.
[000109] Закрывающая пленка 4, 4’ сверху ограничивает весь свободный объем, доступный для продовольственных продуктов, содержащихся в контейнерах. Практически несмотря на то что продукты занимают по меньшей мере 80%, предпочтительно 90% свободного объема указанных двух контейнеров, в них остается свободное пространство между верхним уровнем продовольственного продукта и закрывающей пленкой 4, 4’, которое составляет не больше 10-20% всего свободного объема.
[000110] Преимущество настоящего изобретения состоит в чрезвычайной легкости открытия упаковки, выполненной описанным выше способом.
[000111] Другое преимущество настоящего изобретения проистекает из превосходных характеристик прочности и плотности уплотнения наружного периметра упаковки.
[000112] Другое преимущество настоящего изобретения состоит в простоте и низких производственных затратах на изготовление упаковки.
[000113] Другое преимущество настоящего изобретения проистекает из облегченной манипуляции элементами упаковки во время ее размещения в микроволновой печи, открытия и смешивания продовольственных продуктов, которые она содержит.
[000114] Дополнительно преимущество настоящего изобретения состоит в возможности нагрева упаковки в микроволновой печи без ухудшения органолептических качеств содержащихся в ней продовольственных продуктов.
[000115] Очевидно, что в описанное выше изобретение в зависимости от возможных требований конкретного случая применения специалистами могут быть внесены многочисленные модификации и варианты реализации, которые все находятся в пределах объема защиты настоящего изобретения, который ограничен пунктами приложенной формулы.
Способ подготовки стерилизованной упаковки для готового к употреблению блюда, включающий этапы, согласно которым берут основной контейнер, ограничивающий основной объем, предназначенный для размещения основного продовольственного продукта и имеющий первое отверстие в верхней части, окруженной первым плоским краем. Далее берут по меньшей мере один дополнительный контейнер, имеющий второе отверстие в верхней части, окруженной вторым плоским краем, вводят дополнительный контейнер в основной контейнер таким образом, что первый край и второй край установлены заподлицо. Затем вводят дополнительный продовольственный продукт в дополнительный объем, вводят основной продовольственный продукт в основной объем. Посредством первой уплотняющей головки, обращенной к первому краю, осуществляют периметрическое уплотнение между закрывающей пленкой для покрытия первого и второго отверстий и первым краем. Посредством второй уплотняющей головки, обращенной ко второму краю и физически отличающейся от первой уплотняющей головки, образуют внутреннее уплотнение между закрывающей пленкой и вторым краем. Первая уплотняющая головка образует первый уплотняющий профиль, а вторая уплотняющая головка образует второй уплотняющий профиль, оба профиля являются замкнутыми профилями. Первый уплотняющий профиль повторяет форму первого края без включения второго края. Внутреннее уплотнение является менее прочным, чем указанное периметрическое уплотнение. Указанное изобретение обеспечивает стерилизацию одновременно двух контейнеров, уплотненных одной защитной пленкой. 12 з.п. ф-лы, 9 ил.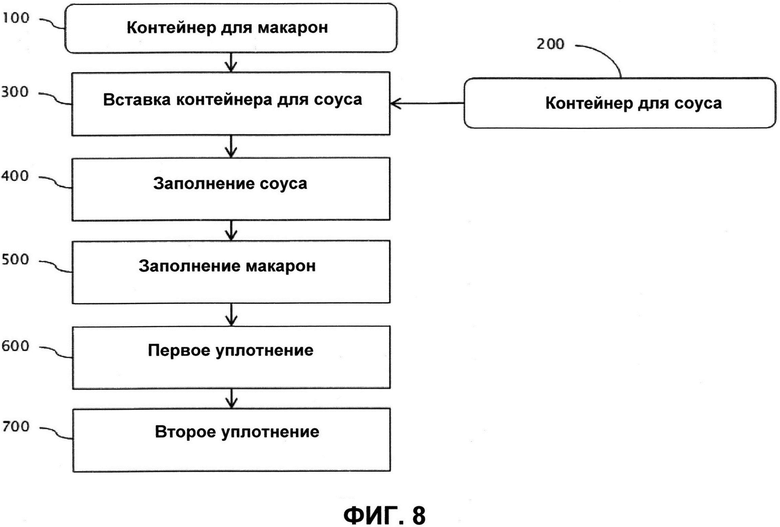
1. Способ подготовки стерилизованной упаковки (1, 1') для готового к употреблению блюда, включающий этапы, согласно которым:
- берут (100) основной контейнер (2, 2'), ограничивающий основной объем (2а, 2а'), предназначенный для размещения основного продовольственного продукта (20), и имеющий первое отверстие (2b, 2b'), расположенное в верхней части, окруженной первым плоским краем (2d, 2d'),
- берут (200) по меньшей мере один дополнительный контейнер (3, 3'), ограничивающий дополнительный объем (3а, 3а') и имеющий второе отверстие (3b, 3b'), расположенное в верхней части, окруженной вторым плоским краем (3d, 3d'),
- вводят (300) указанный дополнительный контейнер (3, 3') в основной контейнер (2, 2') таким образом, что указанный первый край (2d, 2d') и указанный второй край (3d, 3d') установлены заподлицо,
- вводят (400) по меньшей мере один дополнительный продовольственный продукт (30, 30') в дополнительный объем (3а, 3а'),
- вводят (500) по меньшей мере один основной продовольственный продукт (20, 20') в основной объем (2а, 2а'),
- выполняют (600) посредством первой уплотняющей головки, обращенной к первому краю (2d, 2d'), периметрическое уплотнение между закрывающей пленкой (4, 4'), выполненной для покрытия указанного первого и второго отверстий (2b, 2b', 3b, 3b'), и указанным первым краем (2d, 2d'),
- выполняют (700) посредством второй уплотняющей головки, обращенной ко второму краю (3d, 3d') и физически отличающейся от первой уплотняющей головки, внутреннее уплотнение между закрывающей пленкой (4, 4') и вторым краем (3d, 3d');
причем первая уплотняющая головка образует первый уплотняющий профиль (80), а вторая уплотняющая головка образует второй уплотняющий профиль (90), причем оба уплотняющих профиля (80, 90) являются замкнутыми профилями;
указанный первый уплотняющий профиль (80) повторяет форму указанного первого края (2d, 2d') без включения второго края (3d, 3d'); и
указанное внутреннее уплотнение является менее прочным, чем указанное периметрическое уплотнение.
2. Способ по п. 1, согласно которому при выполнении (600) периметрического уплотнения первая уплотняющая головка прикладывает первое давление (P1) сверху к закрывающей пленке (4), а при выполнении (700) внутреннего уплотнения вторая уплотняющая головка прикладывает второе давление (Р2) сверху к закрывающей пленке (4), причем указанное первое давление (P1) больше, чем указанное второе давление (Р2).
3. Способ по п. 2, согласно которому указанное второе давление (Р2) меньше чем 5 бар (5,095 кг/см2).
4. Способ по любому из пп. 2 или 3, согласно которому указанное первое давление (P1) больше чем 5 бар (5,095 кг/см2).
5. Способ по любому из пп. 1-3, согласно которому время выдержки (T1) первой уплотняющей головки при выполнении (600) периметрического уплотнения больше, чем время выдержки (Т2) второй уплотняющей головки при выполнении внутреннего уплотнения (700).
6. Способ по п. 5, согласно которому время выдержки (T1) первой уплотняющей головки больше чем 0,8 сек и время выдержки (Т2) второй уплотняющей головки меньше чем 0,8 сек.
7. Способ по любому из пп. 1-3, 6, согласно которому при выполнении (600, 700) периметрического и внутреннего уплотнений температуры (θ1, θ2) первой и второй уплотняющих головок выше температуры плавления закрывающей пленки (4, 4') для выполнения термосварки.
8. Способ по п. 7, согласно которому указанная закрывающая пленка (4, 4') выполнена из пластикового материала, а указанные температуры (θ1, θ2) первой и второй уплотняющих головок находятся в пределах между 180°С и 220°С.
9. Способ по любому из пп. 1-3, 6, 8, согласно которому указанный этап (100), на котором берут основной контейнер (2, 2'), включает этап, согласно которому изготавливают путем термоформования основной контейнер (2, 2') из полипропилена совместно с соэкструдируемой барьерной пленкой EVOH.
10. Способ по любому из пп. 1-3, 6, 8, согласно которому указанный первый край (2d, 2d') проходит в наружном направлении по отношению к упаковке (1, 1') для готового к употреблению блюда, а указанный этап (600) выполнения периметрического уплотнения включает использование противоформы, расположенной под указанным первым краем (2d, 2d').
11. Способ по любому из пп. 1-3, 6, 8, согласно которому указанный этап (600) выполнения периметрического уплотнения и указанный этап (700) выполнения внутреннего уплотнения выполняют в различное время.
12. Способ по любому из пп. 1-3, 6, 8, дополнительно включающий этап, согласно которому стерилизуют упаковку (1, 1') для готового к употреблению блюда в автоклаве после этапов (600, 700) выполнения периметрического уплотнения и внутреннего уплотнения.
13. Способ по любому из пп. 1-3, 6, 8, согласно которому указанные этапы выполнения периметрического и внутреннего уплотнений выполняют с использованием одной или большего количества уплотняющих станций (960, 970), которые содержат по меньшей мере одну первую уплотняющую головку и по меньшей мере одну вторую уплотняющую головку, которые отличаются друг от друга и расположены соответствующим образом для выполнения указанного периметрического уплотнения и указанного внутреннего уплотнения.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| TW 201006736 A, 16.02.2010 | |||
| КОНТЕЙНЕР ДЛЯ ВЛИВАНИЙ С МНОЖЕСТВОМ КАМЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2284289C2 |
| US 5857582 A, 12.01.1999. | |||

