Предпосылки создания изобретения
Область техники, к которой относится изобретения
Изобретение относится к способу изготовления пригодной для использования в СВЧ-печи упаковки с проницаемой камерой на усовершенствованном вертикальном формовочно-фасовочно-укупорочном упаковочном автомате, а также к устройству и способу ее изготовления, которые обеспечивают индивидуальное изготовление упаковки. Изобретение позволяет с минимальным увеличением затрат и минимальной модификацией использовать существующую технологию переработки и упаковки для изготовления пригодной для использования в СВЧ-печи упаковки, имеющей одну или несколько проницаемых камер.
Описание уровня техники
Вертикальные формовочно-фасовочно-укупорочные упаковочные автоматы широко применяются в индустрии закусочных пищевых продуктов для формования, расфасовки и укупорки пакетов с чипсами или другими подобными продуктами. Один такой упаковочный автомат схематически показан на фиг.1. Этот чертеж упрощен и не изображает корпус и несущие конструкции, которые обычно окружают автомат, но на нем хорошо показано действие автомата. С рулона 112 подается упаковочная пленка 110, которая проходит через натяжные приспособления 114, обеспечивающие ее тугое натяжение. Затем пленка проходит через формовочное устройство 116, которое направляет ее на вертикальную трубу, проходящую вокруг цилиндра 118 для подачи продукта. Приводные ремни 120 проталкивают трубу вниз, и вертикальное укупорочное устройство 122 укупоривает вертикальную трубу из пленки по длине, в результате чего образуется обратное уплотнение 124. Затем автомат с помощью пары термосварочных клещей 126 формирует на трубе поперечное уплотнение 128. Это поперечное уплотнение 128 служит верхним уплотнением пакета 130 ниже сварочных клещей 126, при этом выше клещей 126 заполняется и формируется нижнее торцевое уплотнение пакета 132. После формирования поперечного уплотнения область уплотнения разрезают, чтобы отделить готовый пакет 130 ниже уплотнения 128 от частично готового пакета 132 выше уплотнения. Затем трубу проталкивают вниз, чтобы вытянуть еще один отрезок по длине пакета. До того как сварочные клещи формируют каждое поперечное уплотнение, упаковываемый продукт направляют через цилиндр 118 для подачи продукта и фиксируют внутри трубы выше поперечного уплотнения 128. Материалом, который подают в формовочно-фасовочно-укупорочный автомат, обычно является упаковочная пленка, такая как полипропилен, полиэфир, бумага, экструдированные полиолефины, клейкие слоистые материалы и другие такие материалы или их слоистые сочетания. Для упаковки многих пищевых продуктов, аромат которых важно сохранить, в качестве внутреннего слоя используют металлизированный слой.
Одно из усовершенствований вертикального формовочно-фасовочно-укупорочного упаковочного автомата описано в патенте US 6722106 (патент '106), правопреемником которого является правопреемник настоящего изобретения. В патенте '106 описан способ изготовления свободно стоящей упаковки, называемой вертикальным устойчивым пакетом. Для поддержания трубы из упаковочной пленки в натянутом состоянии изнутри трубы используют две формовочные пластины 104 и работающий на растяжение стержень 102. С наружной стороны пленки с помощью неподвижного или стационарного прессующего механизма 106, расположенного между формовочными пластинами 104, создают натяжение в направлении, противоположном натяжению, создаваемому формовочными пластинами 104. Когда прессующий стержень 106 расположен надлежащим образом, он создает в трубе из упаковочной пленки сгиб или складку между двумя формовочными пластинами 104. В результате образуется клин 135, на котором может вертикально стоять пакет. Сгиб формируют до формирования поперечного уплотнения с помощью сварочных клещей 126. Следовательно, после того, как сформировано поперечное уплотнение, сгиб становится неотъемлемым элементом одной стороны пакета.
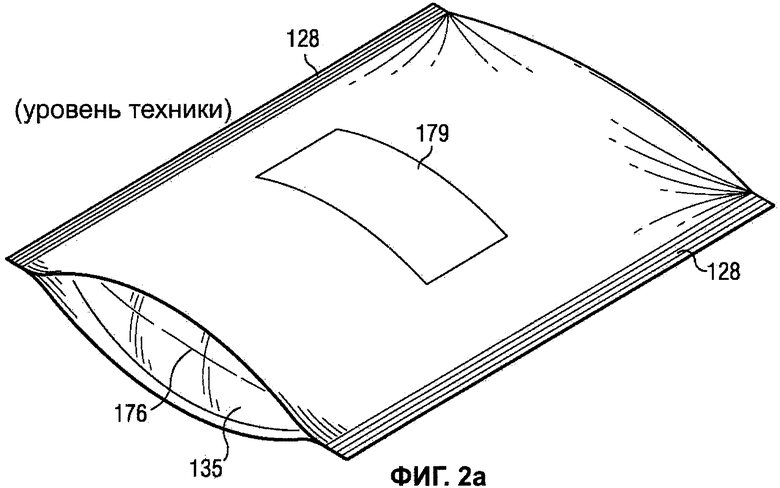
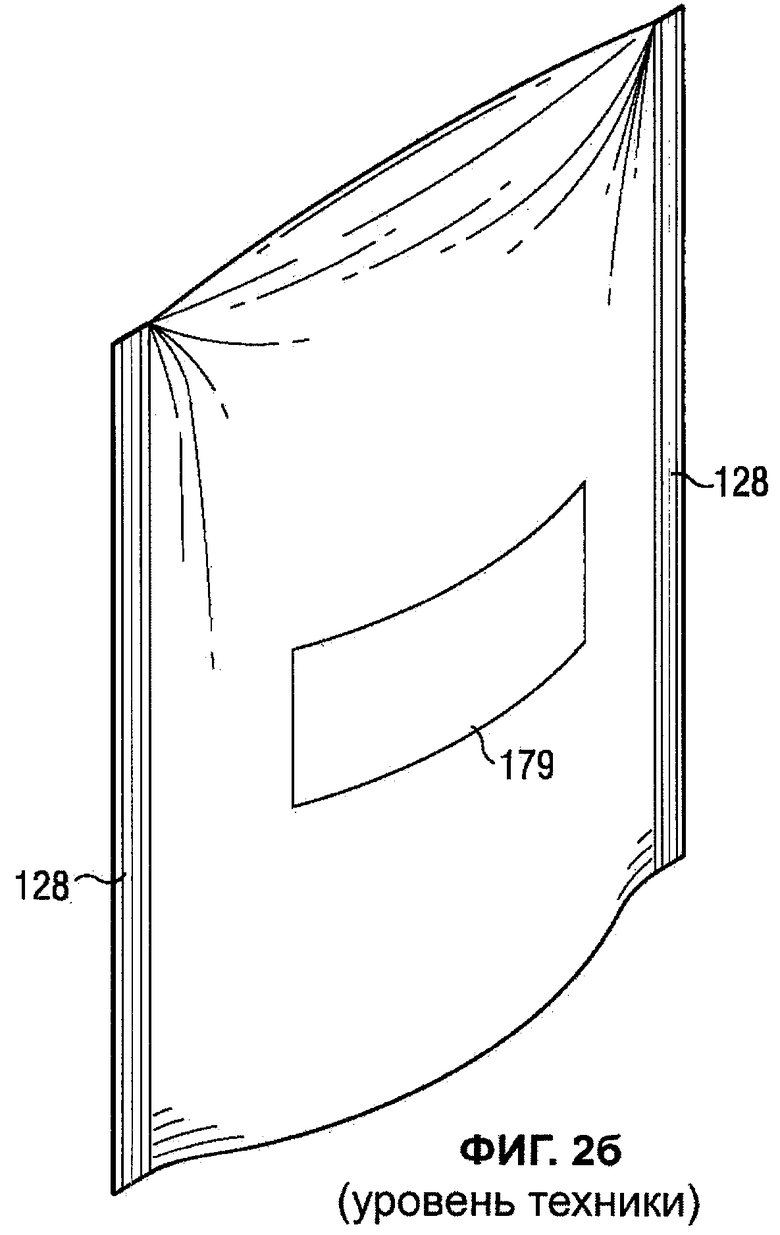
Далее вертикальный формовочно-фасовочно-укупорочный автомат действует, как это в целом известно из уровня техники, при этом сварочные клещи 126 формируют нижнее поперечное уплотнение (и верхнее поперечное уплотнение для расположенного ниже пакета), а через формовочную трубу 101 подают продукт в герметизированную трубу из упаковочной пленки, которая теперь имеет сгиб с одной стороны. Затем пленку протягивают вниз с помощью движущихся ремней 120 и формируют верхнее поперечное уплотнение, в результате чего получают готовый пакет. Один из примеров сформованной вертикальной устойчивой упаковки показан на фиг.2а и 2б. Наружный слой упаковочной пленки содержит графику 179, ориентированную под углом 90 градусов по часовой стрелке относительно ориентации графики, которую обычно содержит пакет типа подушки, изготавливаемый на стандартном известном из уровня техники вертикальном формовочно-фасовочно-укупорочном автомате. Как показано на фиг.2б, поперечные уплотнения 128 вертикальной устойчивой упаковки ориентированы по вертикали, когда пакет стоит на одном из торцов, как это показано на фиг.2б. На фиг.2а показан сгиб 176, сформированный прессующим стержнем 106 и формовочными пластинами 104, показанными на фиг.1, с целью создания клина 135, который позволяет пакету стоять в вертикальном положении. В патентах US 6729109 и 6679034 описаны различные усовершенствования вертикальной устойчивой упаковки, способы изготовления упаковки и устройства для изготовления упаковки.
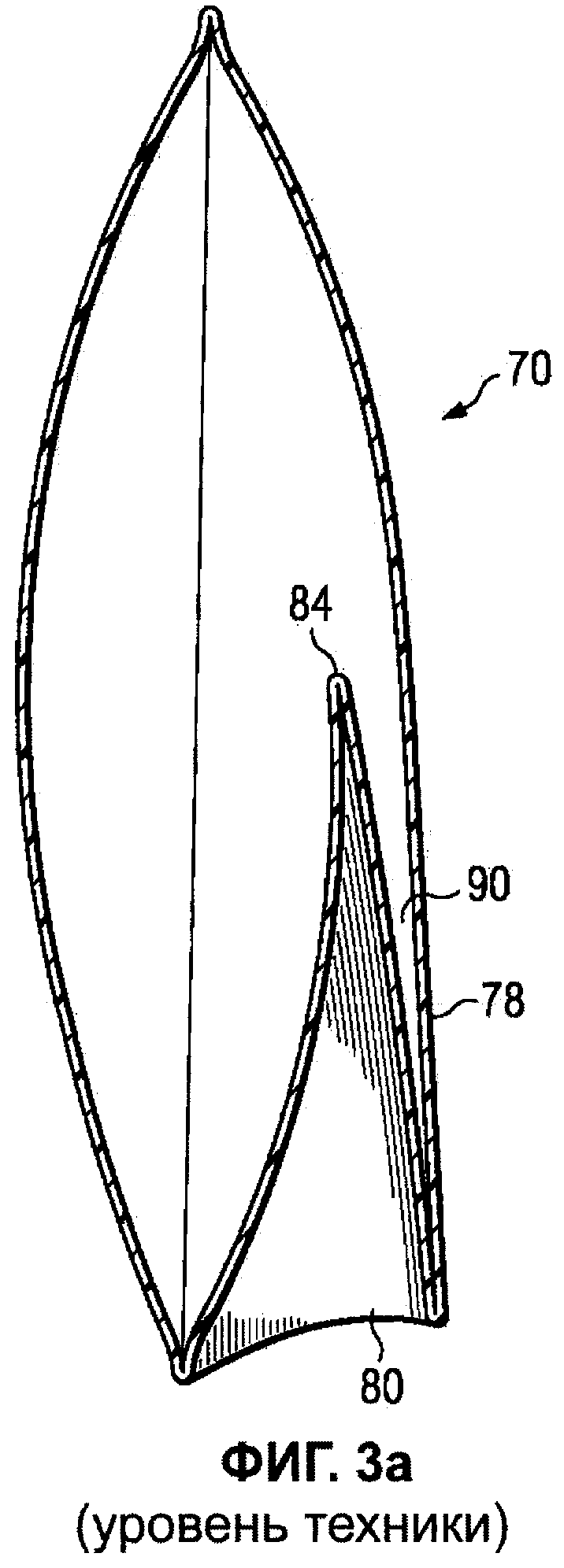
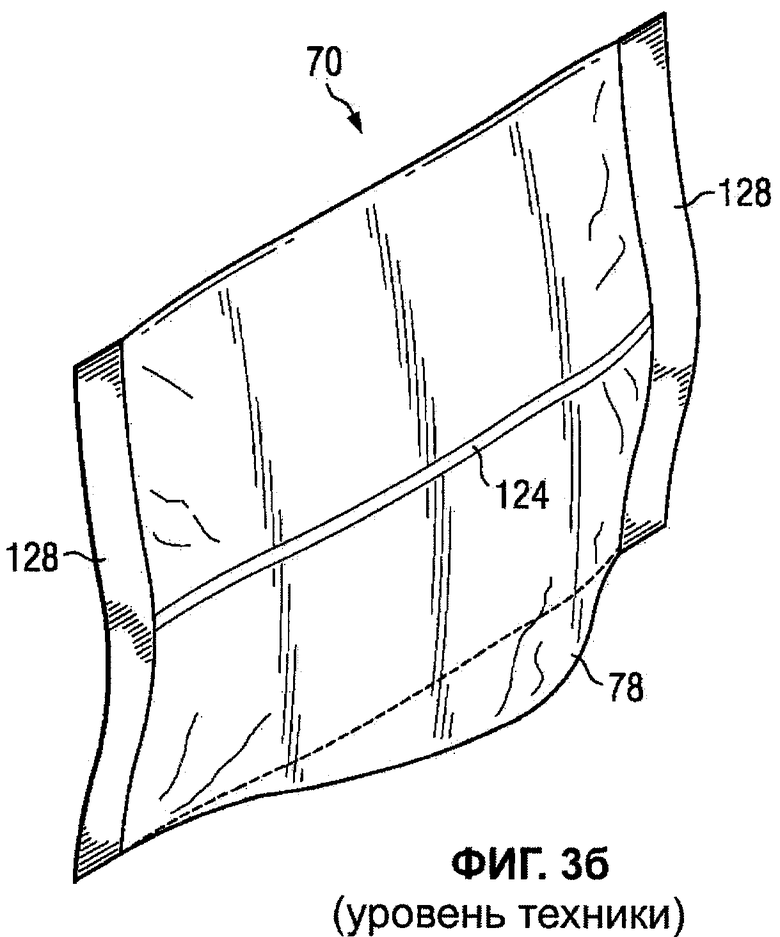
Другой гибкая устойчивая упаковка описана в патенте US 6679630, правопреемником которого также является правопреемник настоящего изобретения. На фиг.3а показано поперечное сечение гибкой устойчивой упаковки, описанной в патенте '630. Как показано на фиг.3а, в патенте '630 предложена упаковка 70, имеющая клапан 78, образованный путем создания изгиба 84 пленки для формирования внутренней части клапана 78. Между внутренней и наружной частями клапана 78 имеется отверстие 90. На фиг.3б показана готовая упаковка 70 в положении стоя или демонстрационном положении. Как показано на фиг.3а и 3б, когда упаковка 70 находится в положении стоя, клапан 78 выходит наружу за пределы образующего обратную сторону кармана 80. Для помещения продукта в упаковку и его хранения в ней с помощью обратного уплотнения 124 герметизируют трубу из пленки и с помощью поперечных уплотнений 128 герметизируют торцы упаковки 70. Поперечные уплотнения 128 также служат для крепления клапана 78 к торцам упаковки 70. К сожалению, согласно патенту '630 необходимо вручную отделять клапан 78 от обратной стороны упаковки 70, чтобы она могла стоять прямо с помощью клапана 78. Таким образом, чтобы упаковка могла стоять, необходима ручная манипуляция. Кроме того, поскольку упаковки обычно вскрывают в местах поперечных уплотнений, содержимое может просыпаться из упаковки после ее вскрытия, когда она находится в вертикальном положении. Таким образом, существует потребность в создании упаковки, имеющей камеру или карман, который позволяет хранить в камере различное содержимое, хранящееся в основной части упаковки, когда она стоит прямо. Следовательно, существует потребность в вертикальной устойчивой упаковке, имеющей одну или несколько открытых камер с возможностью доступа к ним, когда упаковка стоит прямо, за счет чего сводится к минимуму использование пленки. Из уровня техники известны другие контейнеры, часто рассчитанные на обеды из замороженных полуфабрикатов и представляющие собой многокамерные пищевые контейнеры со смежными камерами, встроенными в контейнер. К сожалению, многие из этих пищевых контейнеров изготавливают более дорогостоящими методами горячего формования. Следовательно, существует потребность в многокамерном пищевом контейнере, который может быть изготовлен путем экономичной модернизации вертикального формовочно-фасовочно-укупорочного автомата.
Кроме того, также существует потребность в экономичном способе изготовления многокамерного контейнера с пористой стенкой между камерами. Такой контейнер может быть пригоден для использования в СВЧ-печах.
Краткое изложение сущности изобретения
В настоящем изобретении предложено изготовление пригодной для использования в СВЧ-печи упаковки, имеющей одну или несколько проницаемых камер из одинарного листового материала, на вертикальном формовочно-фасовочно-укупорочном автомате, который дополнен спиральным формовочным устройством, первым и вторым фасовочными устройствами и необязательным устройством для формирования клиньев. Гибкая упаковочная пленка поступает в формовочное устройство, которое формирует из нее трубу с перекрывающим концом и внутренним концом, имеющим проницаемую часть. Перекрывающий конец герметизирует трубу, за счет чего внутренний конец образует внутреннюю проницаемую стенку камеры. Необязательное устройство для формирования клиньев создает вертикальную складку по длине упаковки во время его формования, за счет которой упаковка может стоять после того, как изготовлены поперечные уплотнения. В одном из вариантов осуществления изготавливают два клина, чтобы упаковка могла увеличиться в объеме после нагрева токами сверхвысокой частоты.
Описанный способ и упаковка, изготавливаемая этим способом, являются существенным усовершенствованием известных из уровня техники упаковок, имеющих камеру. Способ применим на существующих вертикальных формовочно-фасовочно-укупорочных автоматах при условии небольшой модификации. Не требуется модификация несущего устройства клещей. Машины для изготовления упаковок можно легко снова настроить на производство упаковок типа подушки с помощью относительно небольшого числа простых изменений. Вместо традиционной листовой пленки можно легко использовать пригодную для использования в СВЧ-печах листовую пленку с проницаемой частью. Перечисленные, а также дополнительные признаки и преимущества настоящего изобретения раскрыты в следующем далее подробном описании.
Краткое описание чертежей
В прилагаемой формуле изобретения содержатся элементы новизны, считающиеся отличительными признаками изобретения. Вместе с тем, само изобретение, а также предпочтительный вариант его осуществления, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания пояснительных вариантов осуществления в сочетании с сопровождающими чертежами, на которых:
на фиг.1 показан вид в перспективе известного из уровня техники формовочно-фасовочно-укупорочного автомата,
на фиг.2а и 2б - виды в перспективе известных из уровня техники вертикальных устойчивых упаковок,
на фиг.3а - вид в поперечном разрезе известной из уровня техники устойчивой упаковки в виде пакета,
на фиг.3б - вид в перспективе известной из уровня техники упаковки,
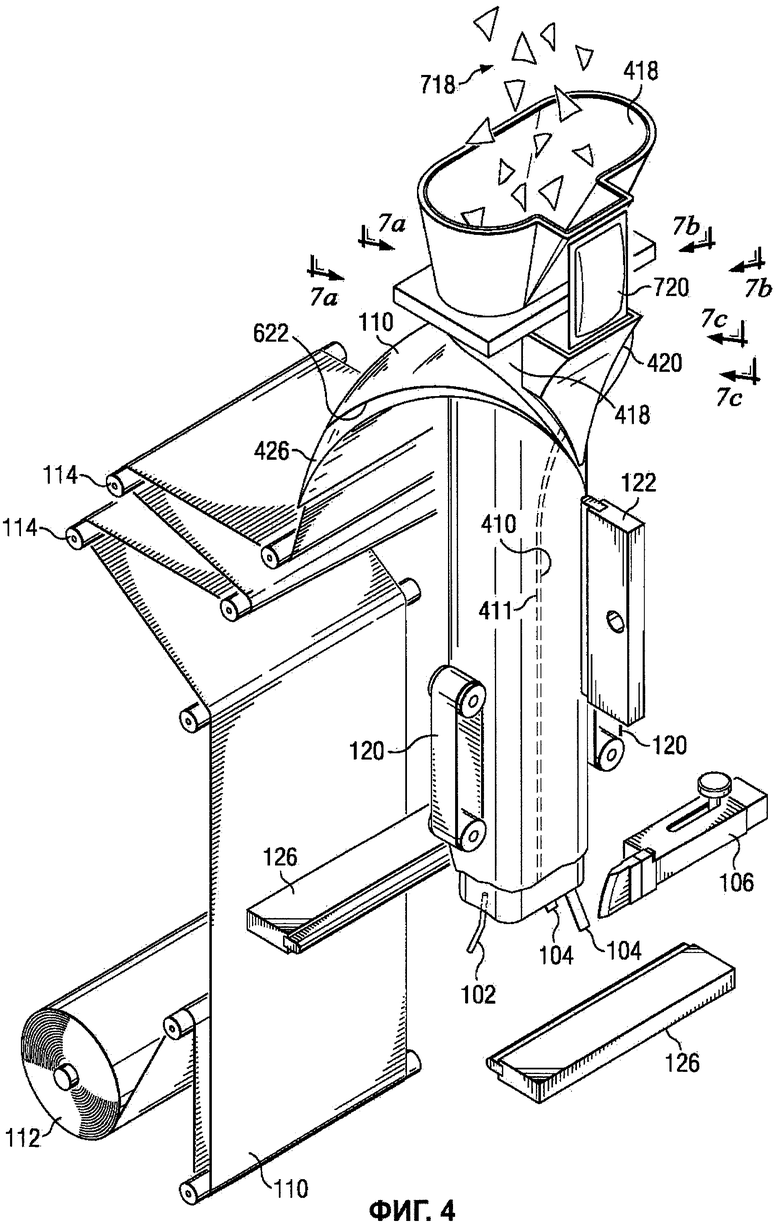
на фиг.4 - вид в перспективе одного из вариантов осуществления настоящего изобретения, иллюстрирующий усовершенствованный формовочно-фасовочно-укупорочный автомат,
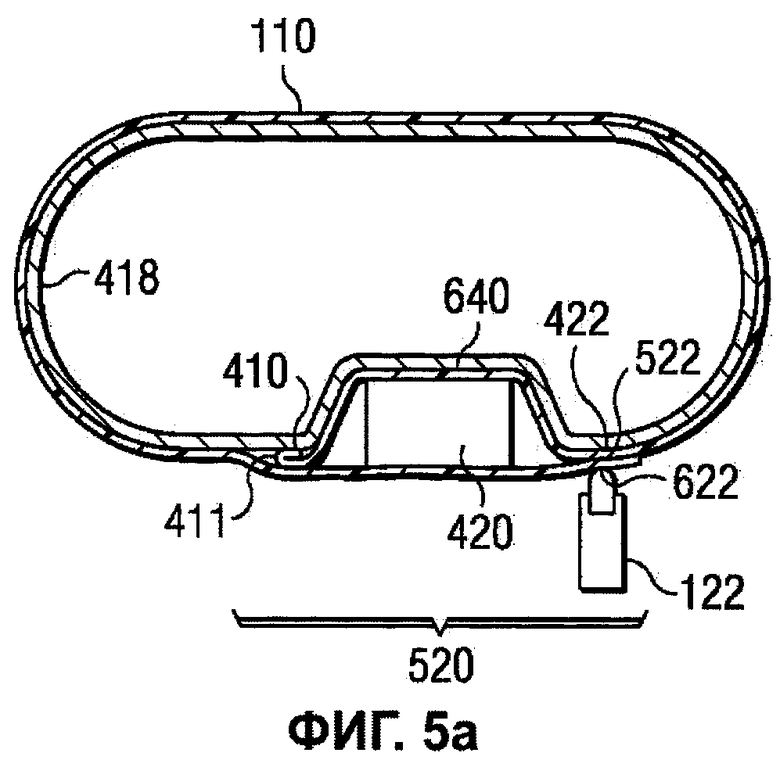
на фиг.5а - упрощенный вид сверху узла сдвоенной подающей трубы согласно одному из вариантов осуществления настоящего изобретения,
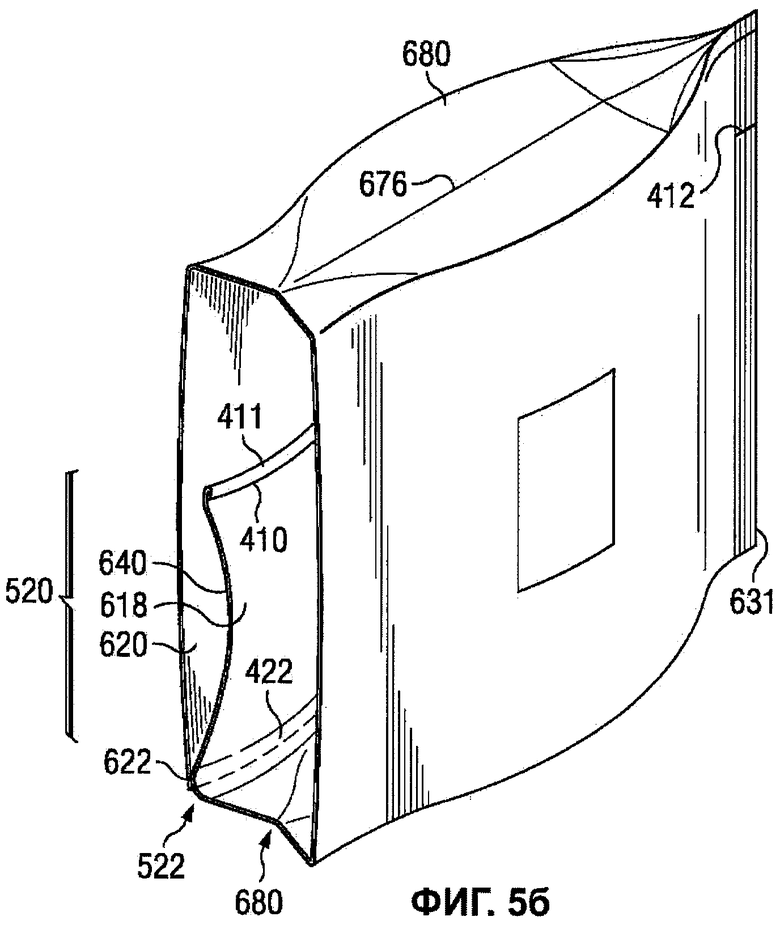
на фиг.5б - вид в перспективе с местным разрезом упаковки согласно одному из вариантов осуществления настоящего изобретения,
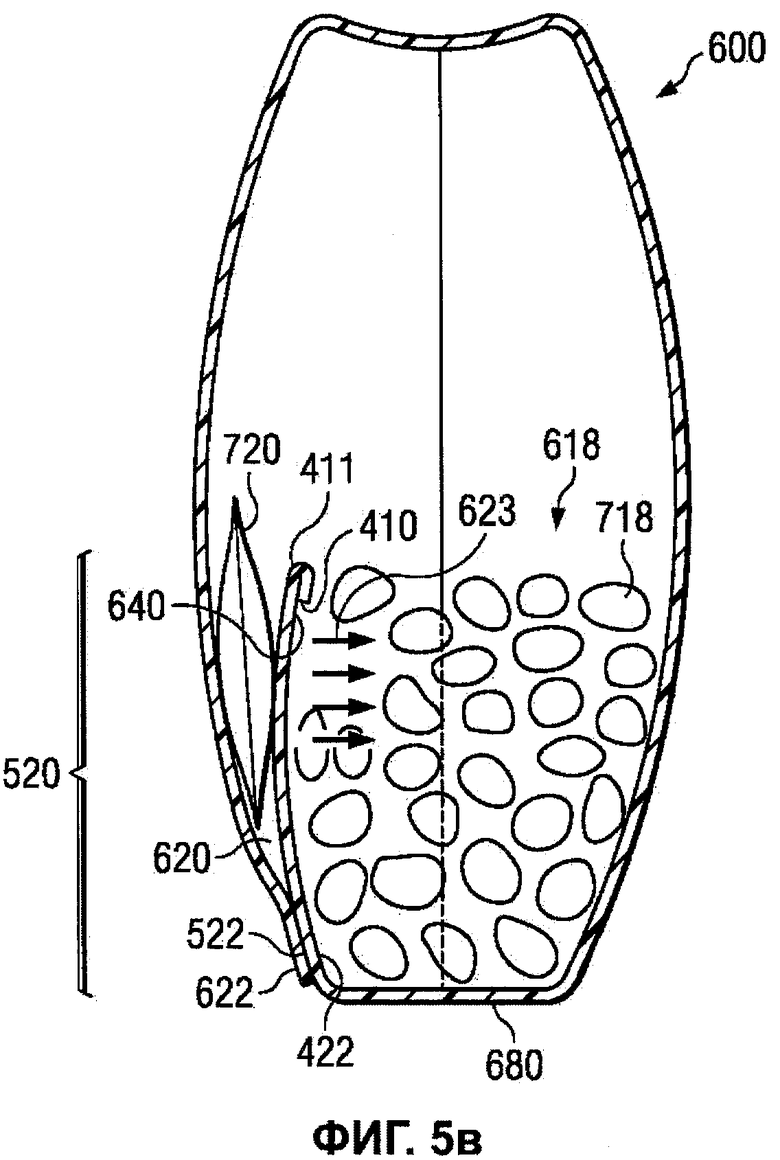
на фиг.5в - вид сбоку с местным разрезом упаковки согласно одному из вариантов осуществления настоящего изобретения,
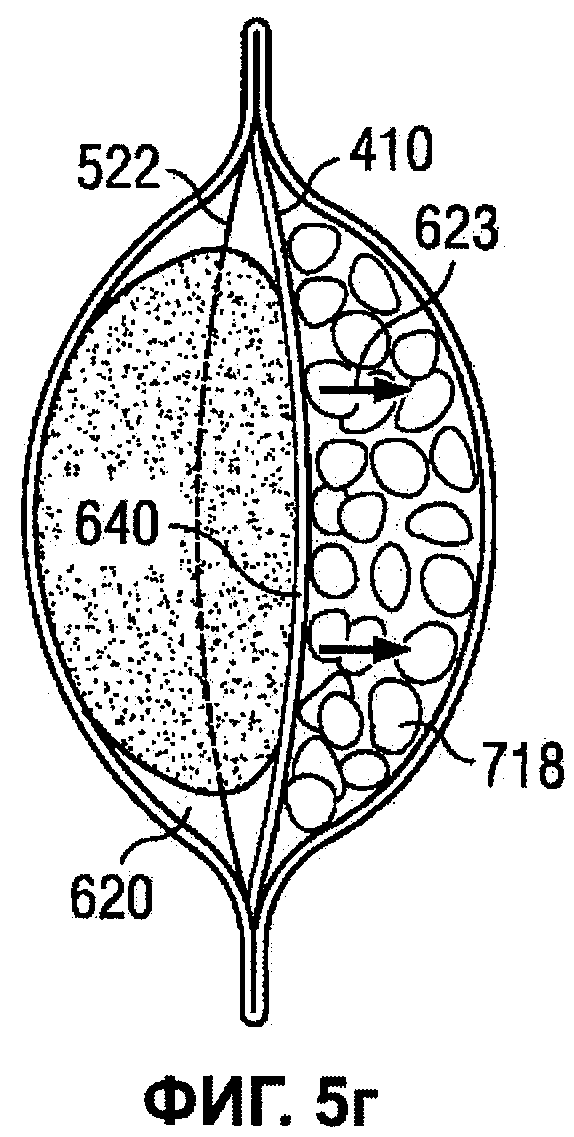
на фиг.5г - вид сверху с местным разрезом одного из вариантов осуществления настоящего изобретения, в котором камера заполнена сальсой,
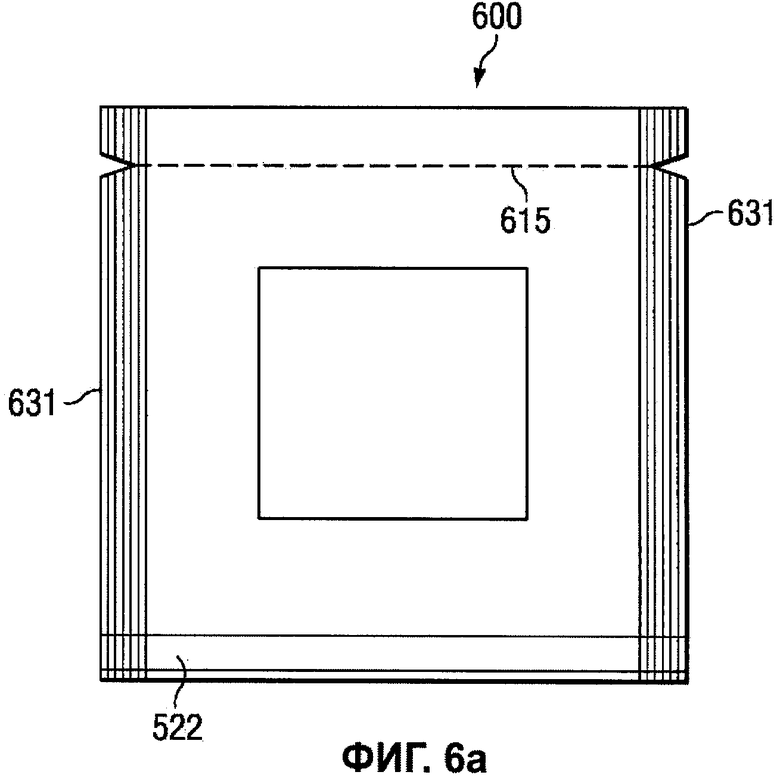
на фиг.6а - вид спереди одного из вариантов осуществления вертикальной устойчивой упаковки, имеющей камеру,
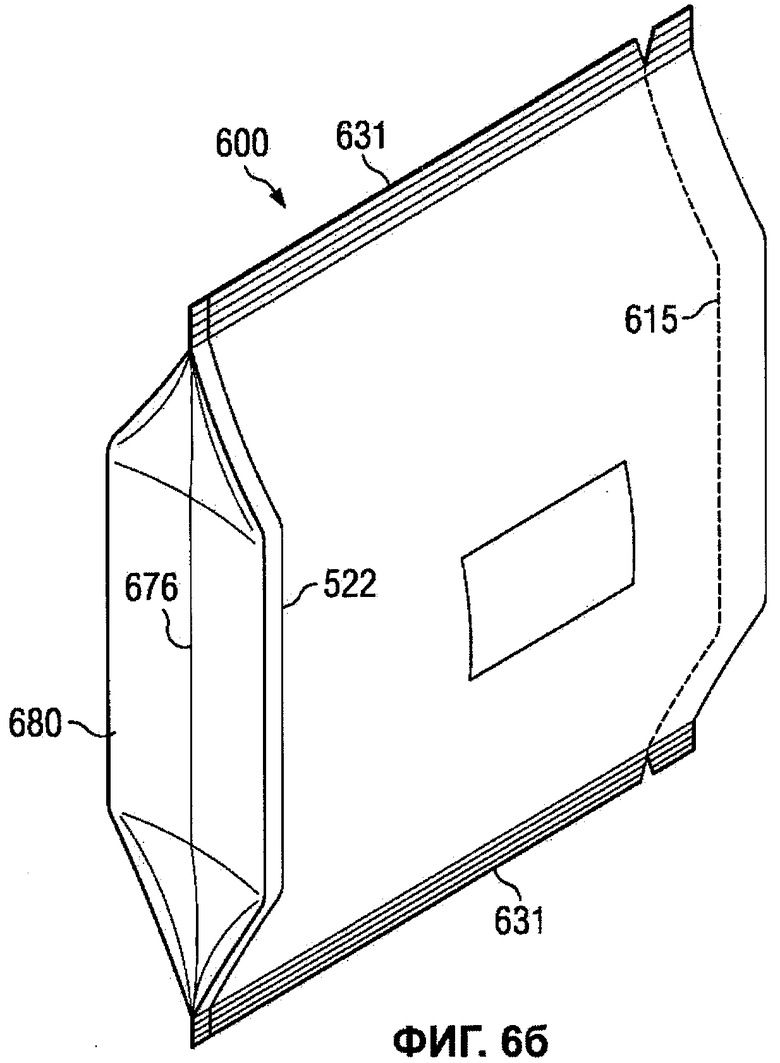
на фиг.6б - вид в перспективе снизу упаковки, показанной на фиг.6а,
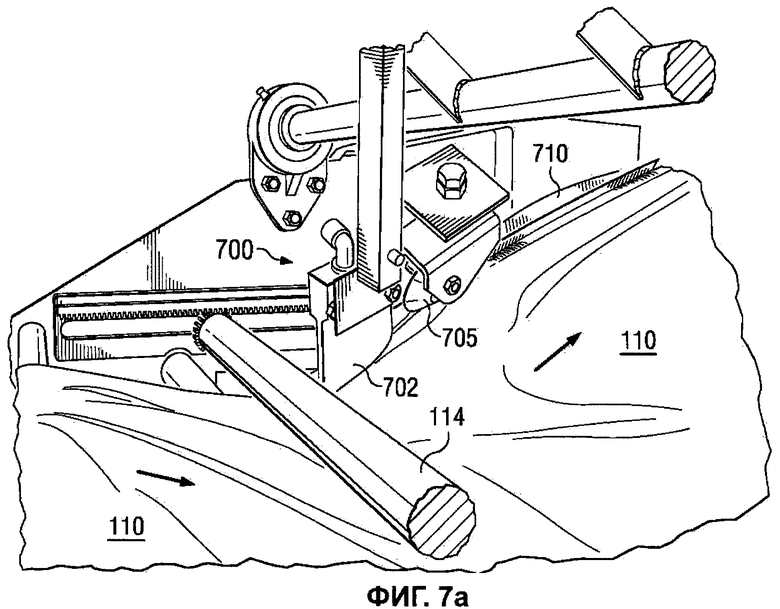
на фиг.7а - вид в перспективе гибочного устройства, примыкающего к вертикальному формовочно-фасовочно-укупорочному автомату по линии 7А-7А на фиг.4 согласно одному из вариантов осуществления настоящего изобретения,
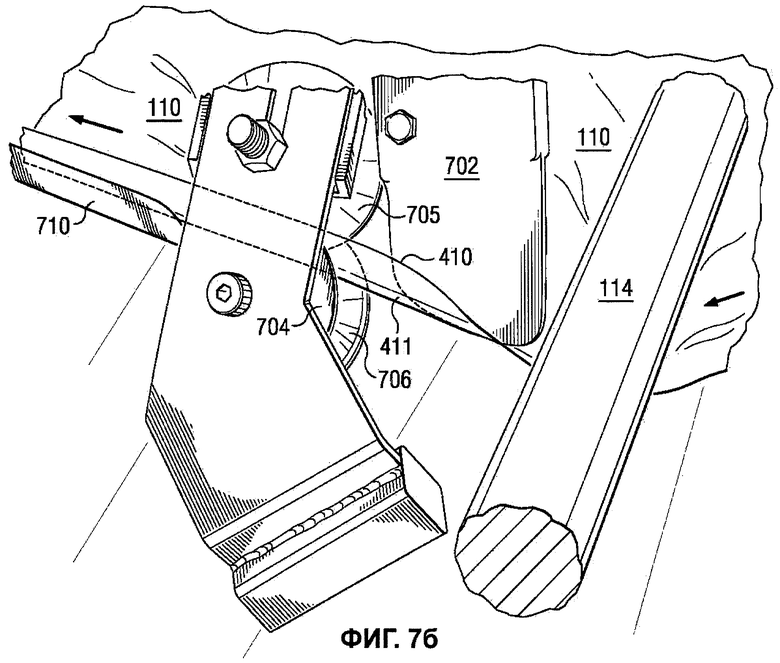
на фиг.7б - вид в перспективе показанного на фиг.7а гибочного устройства по линии 7 В-7 В на фиг.4,
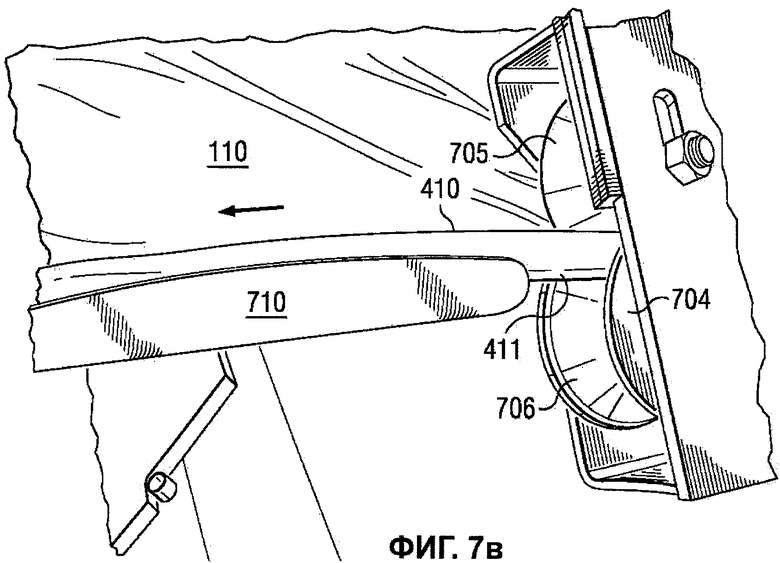
на фиг.7в - вид в перспективе показанного на фиг.7а гибочного устройства по линии 7С-7С на фиг.4,
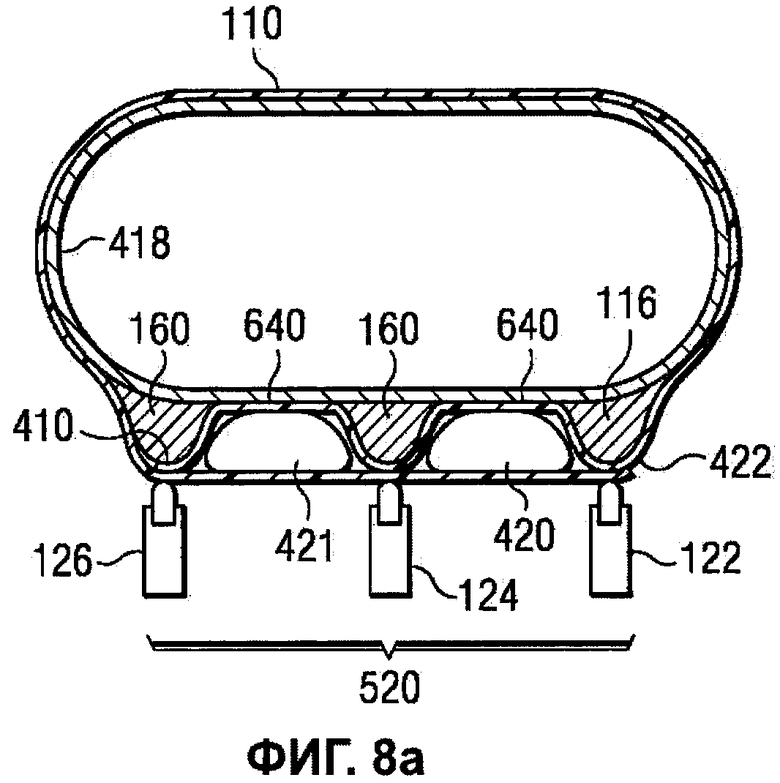
на фиг.8а - упрощенный вид сверху узла многоканальной подающей трубы согласно одному из вариантов осуществления настоящего изобретения,
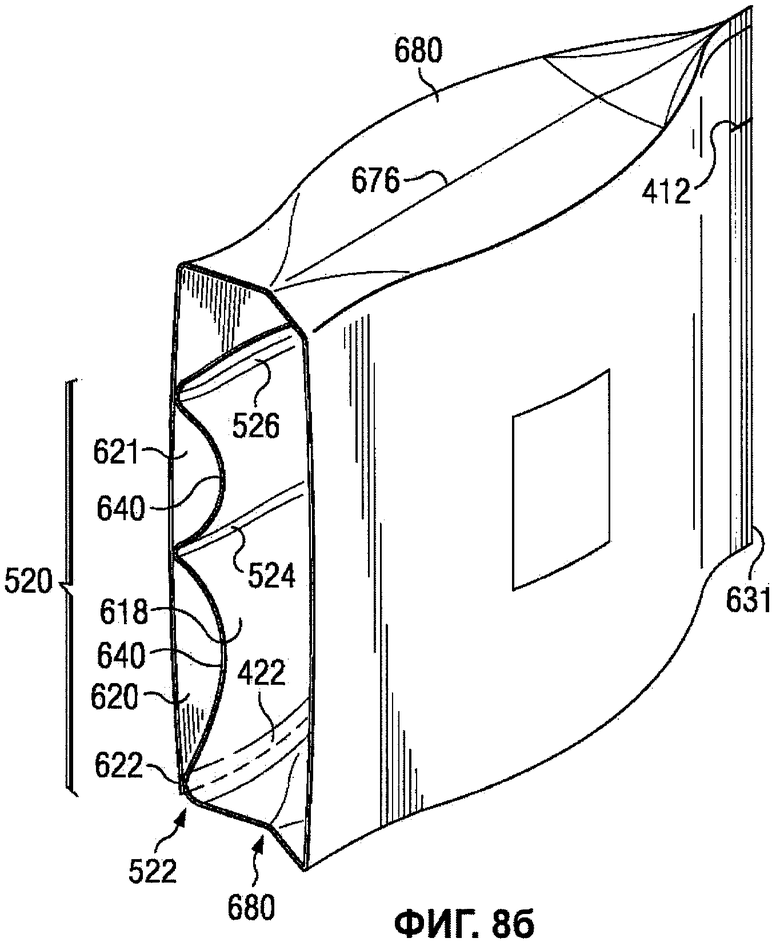
на фиг.8б - вид в перспективе с местным разрезом упаковки, изготовленной с использованием узла, показанного на фиг.8а,
на фиг.9 - вид в перспективе одного из вариантов осуществления настоящего изобретения, иллюстрирующий усовершенствованный формовочно-фасовочно-укупорочный автомат, в котором используется проницаемая упаковочная пленка, имеющая множество перфораций, частично расположенных по поперечной оси и по продольной оси листовой пленки,
на фиг.10а - вид в перспективе с местным разрезом упаковки, изготовленной с использованием узла, показанного на фиг.9,
на фиг.10б - вертикальная проекция с местным разрезом упаковки, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
Подробное описание
На фиг.4 показан вид в перспективе одного из вариантов осуществления настоящего изобретения, иллюстрирующий усовершенствованный формовочно-фасовочно-укупорочный автомат. Упаковочная пленка 110 поступает в спиральное формовочное устройство 426, которое направляет конец 410 камеры вокруг фасовочной трубы или первого фасовочного устройства 418 для заполнения первым продуктом 718. Формовочное устройство 426 одновременно направляет конец 622 трубы (перекрывающий конец пленки), чтобы перекрыть конец 410 камеры (внутренний конец пленки). Таким образом, в проиллюстрированном варианте осуществления спиральное формовочное устройство 426 создает трубу, имеющую закрытый канал, сообщающийся с первым фасовочным устройство 418, и открытый канал, сообщающийся со вторым фасовочным устройством 420. Второе фасовочное устройство 420 примыкает к первому фасовочному устройству 418 и расположено таким образом, чтобы в открытый канал можно было поместить второй продукт 720. После того как упаковку герметизируют, открытый канал становится камерой.
На фиг.5а показан упрощенный вид сверху формовочного устройства и узла сдвоенной подающей трубы согласно одному из вариантов осуществления настоящего изобретения. В проиллюстрированном варианте осуществления углубление в первом фасовочном устройстве 418 создают канал для размещения второго фасовочного устройства 420. Однако это углубление не является обязательным и показано, чтобы проиллюстрировать один из вариантов осуществления. Пленочная труба имеет стенку 640 внутренней камеры, ограниченную концом 410 камеры и герметизированным концом 422 камеры.
Как показано на фиг.4 и 5а, когда приводные ремни 120 протягивают пленочную трубу вниз, вертикальное укупорочное устройство 122 герметично соединяет конец 622 вертикальной пленочной трубы с герметизированным концом 422 камеры. В вертикальном укупорочном устройстве 122 может применяться сварка горячим или холодным способом. Затем труба проходит через две формовочные пластины 104 и работающий на растяжение стержень 102. Расположенный между формовочными пластинами 104 прессующий стержень 106 создает в трубе из упаковочной пленки сгиб или складку между двумя формовочными пластинами 104. Затем сварочные клещи 126 формируют первое торцевое уплотнение.
На фиг.5б показан вид в перспективе с местным разрезом упаковки согласно одному из вариантов осуществления настоящего изобретения. Как показано на фиг.5а и 5б, вертикальным укупорочным устройством 122 создано перекрывающее уплотнение 522, уплотняющее герметизированный конец 422 стенки 640 камеры и конец 622 трубы. Конец 410 стенки 640 камеры закреплен в упаковке первым торцевым уплотнением 631 в положении, в целом обозначенном позицией 412. За счет этого образуется камера 620, которая ограничена перекрывающимся сегментом пленки 520 или перекрывающей стенкой 520 трубы, перекрывающим уплотнением 522 и стенкой 640 камеры. Основная часть 618 ограничена стенкой 640 камеры и клином 680.
На фиг.5в показан вид сбоку с местным разрезом упаковки согласно одному из вариантов осуществления настоящего изобретения. В проиллюстрированном варианте осуществления упаковка 600 имеет камеры 618, 620, сообщающиеся друг с другом. Первый продукт 718 помещается в основной части 618 упаковки 600, а второй продукт 720 помещается в камере 620 упаковки 600. Первый и второй продукты разделены стенкой 640 камеры. Как показано на фиг.5в, для изготовления упаковки из одинарной листовой пленки формуют трубу, имеющую перекрывающую стенку 520. Конец 622 перекрывающей стенки 520 герметично соединен перекрывающим уплотнением 522 с герметизированным концом 422 стенки 640 камеры. Следует отметить, что высота стенки 640 камеры может регулироваться по желанию. Кроме того, как более подробно рассмотрено далее, верх стенки 640 камеры может быть герметично соединен с перекрывающей стенкой 520, в результате чего образуется закрытая камера. Такой вариант осуществления может быть выгодным, например, чтобы можно было помещать жидкость в любую камеру или чтобы камеры не имели общего свободного пространства над продуктом.
Как показано на фиг.4, 5а и 5б, после создания первого торцевого уплотнения 631 первый продукт 718 может быть вытолкнут через первое фасовочное устройство 418, сообщающееся с основной частью 618 трубы. Второй продукт 720 аналогичным образом может быть вытолкнут через второе фасовочное устройство 420, сообщающееся с камерой 620 трубы. Продукты могут быть вытолкнуты одновременно. После помещения первого продукта 718 и второго продукта 720 в упаковку с помощью сварочных клещей 126 может быть создано второе торцевое уплотнение.
На фиг.6а показан вид спереди одного из вариантов осуществления вертикальной устойчивой упаковки, имеющего камеру. На фиг.6б показан вид в перспективе снизу упаковки, показанной на фиг.6а. Гибкая вертикальная устойчивая упаковка 600 опирается на клин 680, имеющий сгиб 676, и в отличие от стандартной упаковки в виде пакета типа подушки торцевые уплотнения 631 ориентированы по вертикали. Линия 615 сгиба облегчает вскрытие упаковки путем удаления верха. В одном из предпочтительных вариантов осуществления перекрывающее уплотнение 522 примыкает к клину 680, обеспечивая дополнительную стабильность устойчивой упаковки 600.
Одним из преимуществ упаковки согласно настоящему изобретению является возможность хранения в ней дополнительных продуктов. Например, в одном из вариантов осуществления первым продуктом могут являться чипсы тортилья, а вторым продуктом может являться расфасованная сальса. Сальса может быть расфасована в традиционную упаковку типа подушки на известном из уровня техники вертикальном формовочно-фасовочно-укупорочном автомате, сходном с показанным на фиг.1. Затем вертикальная устойчивая упаковка может быть вскрыта, расфасованная сальса может быть извлечена из открытой камеры, вскрыта и вылита в упаковку, из которой ее извлекли. В одном из альтернативных вариантов осуществления сальса или другая жидкость может помещаться непосредственно в закрытой камере.
На фиг.5г показан вид сверху с местным разрезом одного из вариантов осуществления настоящего изобретения, в котором камера 620 заполнена сальсой. После того как камеру 620 заполняют сальсой, она оказывает давление на стенку 640 камеры и способна давить на стенку 640 камеры в направлении стрелок 623, показанных на фиг.5в и на фиг.5 г, образуя полость для макания. Как ни удивительно, когда конец 410 камеры загибают за части стенки 640 камеры, целостность камеры 620 повышается и менее вероятно, что сальса или другой продукт прольется из камеры 620 через стенку 640 камеры в основную часть 618 упаковки. Таким образом, настоящее изобретение позволяет потребителю, купившему упаковку с чипсами и сальсой, затем употреблять чипсы и сальсу непосредственно из устойчивой упаковки, при этом чипсы не просыпаются из упаковки и не требуется использовать (и потенциально пачкать) тарелку для сальсы. Такая упаковка может являться идеальной для пикников или всякий раз, когда желателен готовый к употреблению продукт.
На фиг.7а показан вид в перспективе гибочного устройства, примыкающего к вертикальному формовочно-фасовочно-укупорочному автомата по линии 7А-7А на фиг.4, согласно одному из вариантов осуществления настоящего изобретения. На фиг.7б показан вид в перспективе проиллюстрированного на фиг.7а гибочного устройства по линии 7В-7В на фиг.4. На фиг.7в показан вид в перспективе проиллюстрированного на фиг.7а гибочного устройства по линии 7С-7С на фиг.4. Как показано на фиг.4, 5в, 7а-7в, с помощью гибочного устройства 700 вблизи формовочного устройства 426 может быть создана закругленная кромка, чтобы часть пленки, которая впоследствии становится концом 410 стенки 640 камеры, могла загибаться и образовывать j-образную закругленную кромку или складку с впадиной 411 и концом 410. В проиллюстрированном варианте осуществления гибочное устройство 700 имеет прессующий стержень 702 и пару роликов 704, 705. С целью получения желаемой складки угол, под которым прессующий стержень 702 входит в зацепление с пленкой 110, может регулироваться. В проиллюстрированном варианте осуществления v-образный нижний ролик 704 имеет канал 706. Верхний дисковый ролик 705 расположен внутри канала 706. Прессующий стержень 702, расположенный между натяжным приспособлением 114 и парой роликов 704, 705, создает j-образную складку, имеющую конец 410 и впадину 411.
Хотя показанное гибочное устройство 700 имеет прессующий стержень 702, пару роликов 704, 705, в одном из вариантов осуществления гибочное устройство 700 имеет прессующий стержень 702. В одном из вариантов осуществления впадина 411 складки проходит через канал 706 нижнего v-образного ролика 704. Наружная кромка верхнего дискового ролика 705 ограничена с двух сторон упаковочной пленкой 110, проходящей через канал 706 нижнего v-образного ролика 704. В одном из вариантов осуществления формовочное устройство 426 имеет желоб 710, установленный вблизи кромки формовочного устройства. Желоб 710 может быть преимущественно перпендикулярен кромке формовочного устройства.
На фиг.8а показан упрощенный вид сверху узла многоканальной подающей трубы согласно одному из вариантов осуществления настоящего изобретения. В проиллюстрированном варианте осуществления к первому фасовочному устройству 418 прикреплены удлинители 160. Как показано на фиг.8а, узел многоканальной подающей трубы имеет первое фасовочное устройство 418, второе фасовочное устройство 420 и третье фасовочное устройство 421. Кроме того, узел многоканальной подающей трубы, показанный на фиг.8а, имеет первое вертикальное укупорочное устройство 122, второе вертикальное укупорочное устройство 124 и третье вертикальное укупорочное устройство 126 для герметичного соединения участков перекрывающего сегмента 520 пленки с участком внутренней стенки 640 камеры.
На фиг.8б показан вид в перспективе с местным разрезом упаковки, изготовленной с использованием узла, показанного на фиг.8а. Как показано на фиг.8б, перекрывающий сегмент 520 имеет первое продольное уплотнение 522, второе продольное уплотнение 524, и третье продольное уплотнение 526. В проиллюстрированном варианте осуществления упаковка имеет три закрытые друг от друга камеры 618, 620, 621. В одном из вариантов осуществления одно или несколько из продольных уплотнений 522, 524, 526 представляет собой уплотнение холодным способом. Технология уплотнения холодным способом хорошо известна из техники и широко применяется для запечатывания пищевых упаковок, содержащих чувствительные к нагреванию пищевые продукты, таких как шоколадные батончики, когда нежелательно уплотнение горячим способом. На гибкую упаковочную пленку обычно наносят или отпечатывают на ней клейкие материалы для уплотнения холодным способом, позволяющие герметично уплотнять упаковки.
Следует отметить, что существует несколько потенциальных вариантов осуществления настоящего изобретения. Например, как показано на фиг.8б, в одном из вариантов осуществления не используется третье продольное уплотнение 526, и упаковка может иметь первую камеру 618, уплотненную вторую камеру 620 и открытую третью камеру 621. Таким образом, может быть изготовлена упаковка, имеющая две открытых друг к другу камеры 618, 621 и закрытую камеру 620.
Примеры дополняющих продуктов, которые могут быть упакованы в основной части и в камере, включают крекеры и сыр, смесь для кекса и расфасованную сахарную глазурь или готовый к употреблению продукт из дробленого зерна, молоко и(или) принадлежность, такую как ложка. В камере может помещаться расфасованная приправа, а в основной части - высушенный пищевой продукт, такой как лапша. Приправу можно извлечь, добавить воды в основную часть 618, после чего нагреть всю упаковку в СВЧ-печи, добавить приправу и употребить продукт непосредственно из основной части 618 упаковки.
Отдельно от продукта в основной части упаковки в камере также могут помещаться рекламные продукты. Так, потребитель, желающий немедленно получить доступ к рекламному продукту, может легко сделать это, не погружая руку или пальцы в продукт. Например, в камеру упаковки может быть помещен рекламный купон, а в основную часть - картофельные чипсы. Потребитель может захотеть употребить лишь часть картофельных чипсов, но также может захотеть достать рекламный купон. В известных из уровня техники упаковках без камеры рекламный купон часто падает на дно упаковки. В этом случае потребитель вынужден рукой рыться в чипсах, чтобы добраться до рекламного купона. В отличие от этого, в настоящем изобретении потребитель может просто проникнуть рукой непосредственно в камеру, чтобы извлечь рекламный купон, не вступая в контакт с продуктом. Содержимое пищевой упаковки необязательно ограничено пищевыми продуктами длительного хранения. Например, предложенная в настоящем изобретение упаковка может использоваться для хранения сухих завтраков и расфасованного молока в отделе охлажденных продуктов продовольственного магазина.
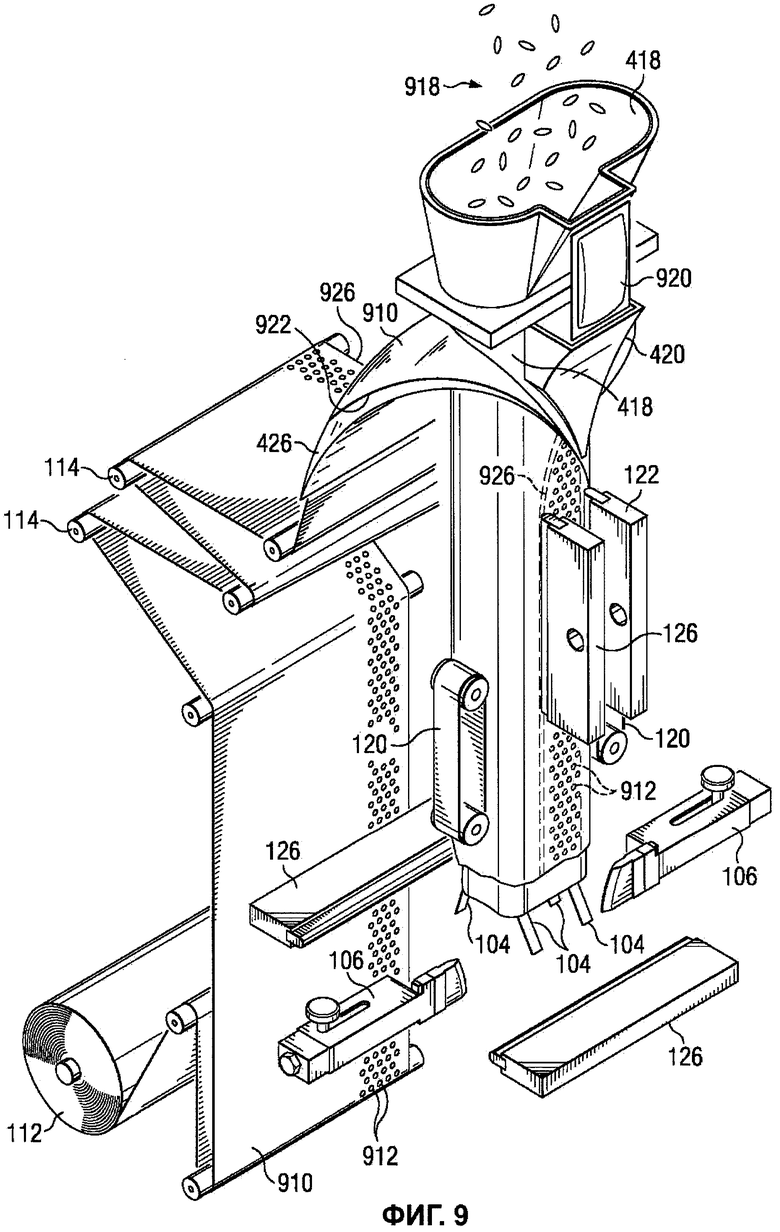
На фиг.9 показан вид в перспективе одного из вариантов осуществления настоящего изобретения, иллюстрирующий усовершенствованный формовочно-фасовочно-укупорочный автомат, в котором используется упаковочная пленка 910, имеющая проницаемую часть. В проиллюстрированном варианте осуществления проницаемая часть имеет множество перфораций 912, частично расположенных по поперечной оси и по продольной оси листовой пленки 910. Разумеется, что такой вариант осуществления приведен в качестве иллюстрации, а не ограничения. В одном из вариантов осуществления проницаемая часть может быть прорвана под действием тепла или физического усилия. В одном из вариантов осуществления проницаемая часть является проницаемой для пара. Проницаемая упаковочная пленка 910 поступает в спиральное формовочное устройство 426, которое направляет конец (внутренний конец пленки) 926 камеры вокруг фасовочной трубы или первого фасовочного устройства 418 для поступления первого продукта 918. В одном из вариантов осуществления первым продуктом 918 является пригодный для использования в СВЧ-печи пищевой продукт. В одном из вариантов осуществления пригодным для использования в СВЧ-печи пищевым продуктом является гранулированный полуфабрикат. Гранулированные полуфабрикаты известны из техники, при этом они постепенно увеличиваются в объеме при нагреве токами сверхвысокой частоты и образуют воздушные кусочки. Примеры таких полуфабрикатов описаны в патентах US 4251551 и 4409250.
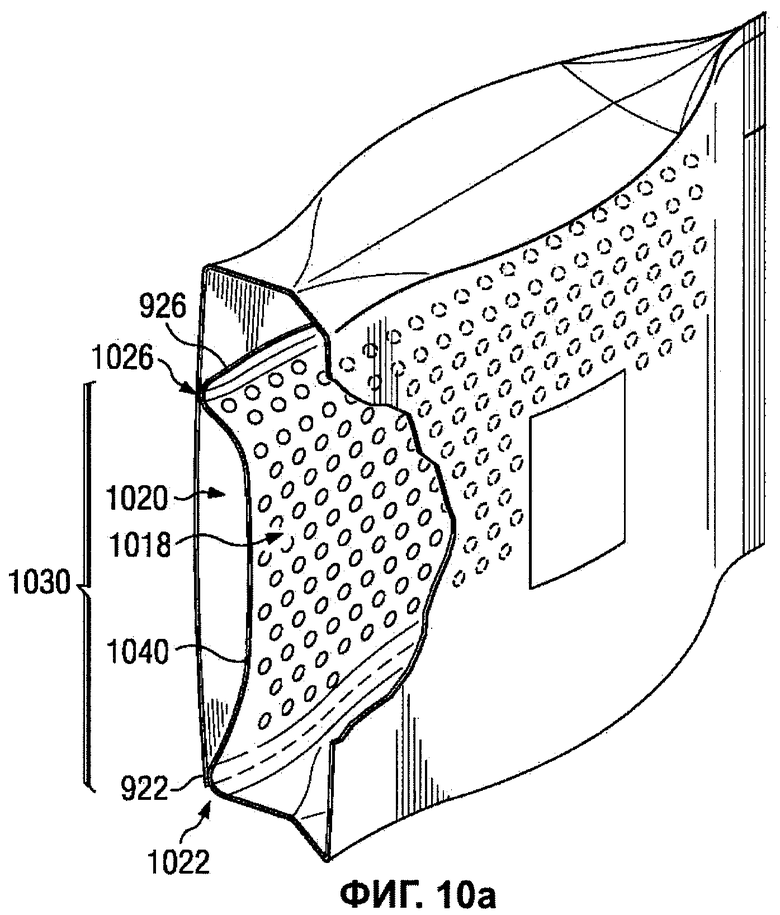
Формовочное устройство 426 одновременно направляет перекрывающий конец 922, чтобы он перекрыл конец 926 камеры. На фиг.10а показан вид в перспективе с местным разрезом упаковки, изготовленной с использованием узла, проиллюстрированного на фиг.9. Как показано на фиг.9 и фиг.10а, спиральное формовочное устройство 426 формует первую трубу (из которой впоследствии образуется первая камера 1018, как это показано на фиг.10а), сообщающуюся с первым фасовочным устройством 418, и вторую трубу (из которой впоследствии образуется вторая камера 1020, как это показано на фиг.106), сообщающуюся со вторым фасовочным устройством 420. Первая и вторая трубы разделены внутренней проницаемой стенкой 1040, которая имеет конец 926, оканчивающийся внутри первой трубы. Вторая труба ограничена перекрывающимся сегментом пленки 1030 и внутренней проницаемой стенкой 1040 камеры. Второе фасовочное устройство 420 примыкает к первому фасовочному устройству 418 и расположено таким образом, чтобы второй продукт 920 мог быть помещен во вторую камеру 1020. В одном из вариантов осуществления вторым продуктом 920 является источник пара, как это описано в патентной заявке 11/185402, поданной 20 июля 2005 г., правопреемником которой является правопреемник настоящего изобретения.
По мере того как приводные ремни 120 проталкивают вниз листовую пленку 910 в виде двух труб, вертикальные укупорочные устройства 122, 126 уплотняют конец 922 камеры и перекрывающий конец 926, в результате чего перекрывающийся сегмент 1030 герметично соединяется с проницаемой стенкой 1040 камеры. В одном из вариантов осуществления трубы затем проходят через противолежащие формовочные пластины 104 и прессующие стержни 106 для формирования клиньев 1080 в упаковке. Хотя в варианте осуществления, проиллюстрированном на фиг.9, показано оборудование для упаковки с двойными клиньями, такой пример является иллюстративным, а не ограничивающим. В различных вариантах осуществления настоящего изобретения упаковка может не иметь клиньев или иметь один или несколько клиньев. Как показано на фиг.9, после формирования продольных уплотнений 1022, 1026 с помощью сварочных клещей 126 может быть создано первое торцевое уплотнение. Затем первый продукт 918 может быть помещен в первое фасовочное устройство 418, сообщающееся с первой трубой, а второй продукт 920 может быть одновременно помещен во второе фасовочное устройство 420, сообщающееся со второй трубой. Приводные ремни 120 протягивают пленку вниз, а для формирования первой камеры 1018 и второй камеры 1020 может использоваться второе поперечное торцевое уплотнение. Как показано на фиг.10а, каждая камера имеет внутреннюю проницаемую стенку 1040, ограниченную первым продольным уплотнением 1022 и вторым продольным уплотнением 1026. В проиллюстрированном варианте осуществления упаковка имеет две закрытые друг от друга камеры 1018, 1020.
В одном из вариантов осуществления одно или несколько продольных уплотнений 1022, 1026 представляют собой уплотнения холодным способом. Технология уплотнения холодным способом хорошо известна из техники и широко применяется для запечатывания пищевых упаковок, содержащих чувствительные к нагреванию пищевые продукты, таких как шоколадные батончики, когда нежелательно уплотнение горячим способом. На гибкую упаковочную пленку обычно наносят или отпечатывают на ней клейкие материалы для уплотнения холодным способом, позволяющие герметично уплотнять упаковки.
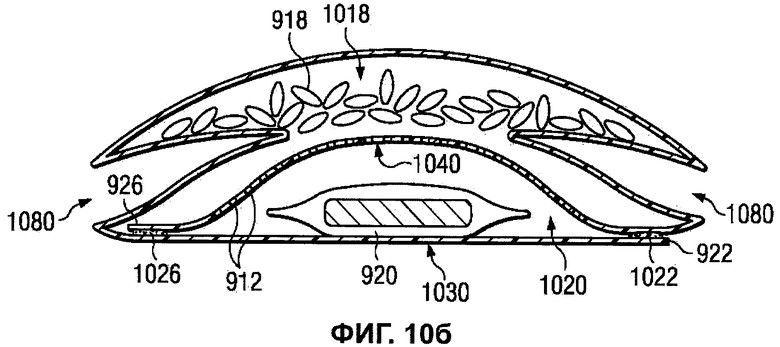
На фиг.10б показана вертикальная проекция с местным разрезом упаковки, изготовленной согласно одному из вариантов осуществления настоящего изобретения. Как показано на фиг.10б, первым продуктом 918 является увеличивающаяся в объеме гранула пищевого продукта в первой камере 1018, а вторым продуктом 920 является источник пара во второй камере 1020. Показано, что могут быть предусмотрены два клина 1080, чтобы первая камера 1018 могла увеличиваться в объеме по мере увеличения в объеме пищевого продукта при его нагреве в СВЧ-печи. Даже если пищевой продукт не увеличивается в объеме, клинья 1080 способны обеспечивать увеличение в объеме первой камеры 1018 по мере того, как пар, генерируемый источником пара во второй камере 1020, проникает через перфорации 912 во внутренней проницаемой стенке 1040 камеры и попадает в первую камеру 1018.
Настоящее изобретение обеспечивает ряд преимуществ. Во-первых, настоящее изобретение обеспечивает способ хранить пищевой продукт отдельно от источника пара или вкуса. Непосредственный контакт с источником пара или вкуса и пищевым продуктом является нежелательным, поскольку в контакт с пищевым продуктом может вступить влага (жидкость), а не пар (газ). По аналогии также нежелателен любой конденсат, контактирующий с пищевым продуктом. В результате контакта с влагой или конденсатом некоторые пищевые продукты могут отсыревать. Конденсат также способен приводить к образованию затвердевших областей в некоторых подвергнутых кулинарной обработке пищевых продуктах, включая полуфабрикаты, и способствовать слипанию кусков пищи и образованию более крупных затвердевших кусков. Кроме того, конденсат способен препятствовать оптимальному увеличению в объеме полуфабриката. В настоящем изобретении предложена упаковка, имеющая пористый барьер между источником пара и пищевым продуктом, за счет чего источник пара как таковой не контактирует с пищевым продуктом, но при этом испаряемые им компоненты сообщаются с пищевым продуктом. Настоящее изобретение может быть реализовано путем относительно недорогого усовершенствования существующих формовочно-фасовочно-укупорочных автоматов для изготовления упаковок с внутренней проницаемой стенкой между камерами. Хотя изобретение конкретно рассмотрено и описано применительно к предпочтительному варианту осуществления, специалисты в данной области техники поймут, что в него могут быть внесены различные изменений по форме и в деталях, не выходящие за пределы существа и объема изобретения.
Изобретение представляет собой способ изготовления пригодной для использования в СВЧ-печи многокамерной упаковки с расположенной внутри одной или несколькими открытыми или закрытыми камерами, а также описание многокамерной упаковки. В изобретении предусмотрено, что из одинарного листа гибкой упаковочной пленки изготавливают многокамерную упаковку, имеющую внутреннюю проницаемую стенку между камерами. В первой камере может содержаться пищевой продукт, а во второй камере - источник пара. 2 н. и 13 з.п. ф-лы. 20 ил.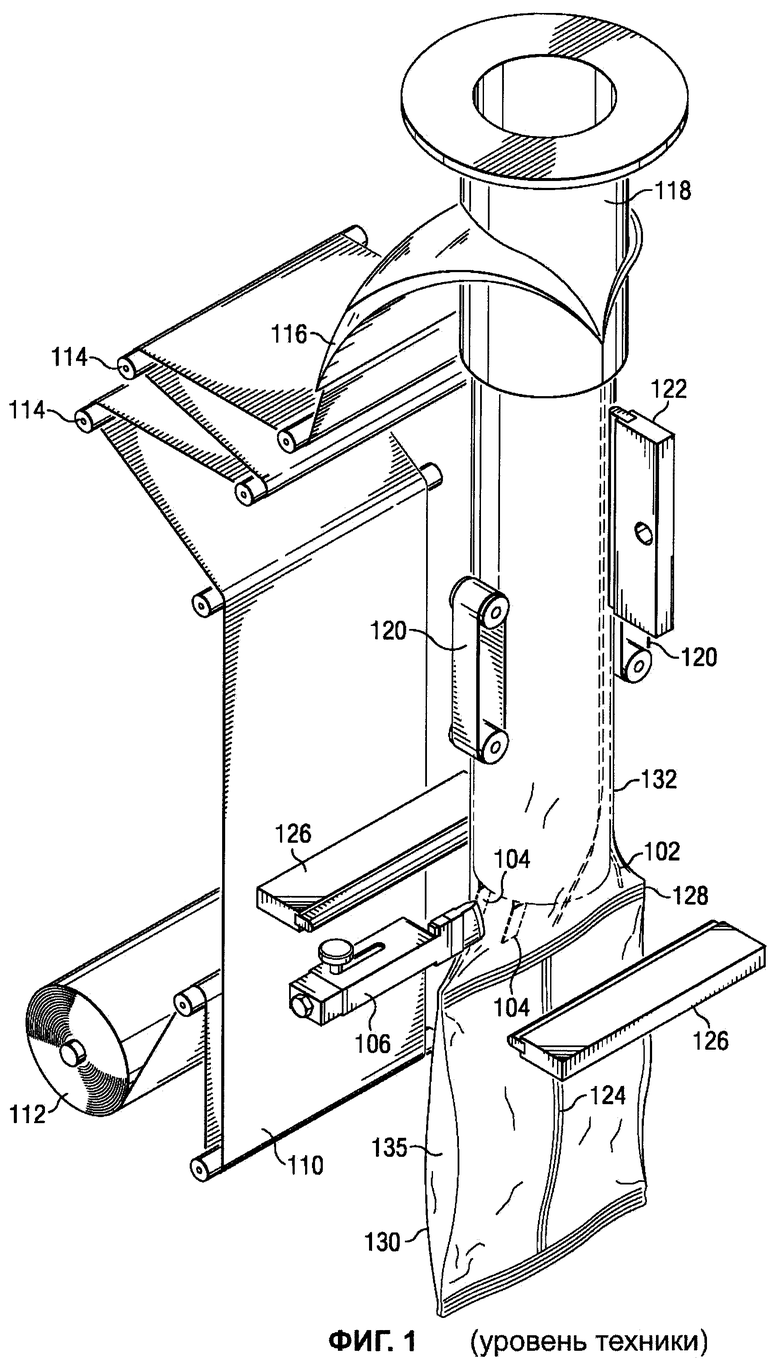
1. Способ изготовления пригодной для использования в СВЧ-печи упаковки, имеющей проницаемую стенку между двумя камерами, включающий стадии, на которых
а) из листовой пленки (910) формуют первую трубу и вторую трубу, при этом упомянутая первая труба и упомянутая вторая труба разделены внутренней проницаемой стенкой (1040), конец (926) которой расположен внутри упомянутой первой трубы, а упомянутая вторая труба ограничена перекрывающимся сегментом (1030) пленки и упомянутой внутренней проницаемой стенкой (1040),
б) создают первое продольное уплотнение (1022) и второе продольное уплотнение (1026), чтобы герметично соединить упомянутый перекрывающийся сегмент (1030) с упомянутой внутренней проницаемой стенкой (1040), и
в) создают первое поперечное торцевое уплотнение и второе поперечное торцевое уплотнение, чтобы сформировать первую камеру (1018) и вторую камеру (1020).
2. Способ по п.1, дополнительно включающий стадию, на которой в упомянутую первую камеру (1018) помещают пищевой продукт.
3. Способ по п.1, дополнительно включающий стадию, на которой в упомянутую вторую камеру (1020) помещают источник пара.
4. Способ по п.1, дополнительно включающий стадию, на которой в упомянутой первой трубе (1018) создают, по меньшей мере, один клин (1080).
5. Способ по п.1, в котором упомянутая внутренняя проницаемая стенка (1040) имеет множество перфораций (912).
6. Способ по п.1, в котором упомянутая внутренняя проницаемая стенка (1040) выламывается при воздействии теплом или физическим усилием.
7. Многокамерная упаковка, имеющая
первую камеру (1018),
вторую камеру (1020), при этом упомянутая первая камера (1018) и упомянутая вторая камера (1020) разделены внутренней проницаемой стенкой (1040), имеющей конец (926), а упомянутая вторая камера (1020) дополнительно имеет
перекрывающий сегмент (1030), имеющий перекрывающий конец (922), который герметично соединен с упомянутой внутренней проницаемой стенкой (1040) первым продольным уплотнением (1022), а упомянутый конец (926) герметично соединен с упомянутым перекрывающимся сегментом (1030) вторым продольным уплотнением (1026), упомянутая первая камера (1018) и упомянутая вторая камера (1020) имеют первое поперечное уплотнение, второе поперечное уплотнение, при этом и упомянутое первое, и упомянутое второе поперечные уплотнения проходят через противолежащие края упомянутой первой камеры (1018) и упомянутой второй камеры (1020) и герметично соединяют друг с другом все слои упомянутой первой камеры (1018) и упомянутой второй камеры (1020), и
упомянутые продольные уплотнения (1022, 1026) проходят от упомянутого первого поперечного уплотнения до упомянутого второго поперечного уплотнения.
8. Многокамерная упаковка по п.7, изготовленная из одинарной листовой пленки.
9. Многокамерная упаковка по п.7, в которой упомянутое первое и упомянутое второе продольные уплотнения дополнительно являются уплотнениями холодным способом.
10. Многокамерная упаковка по п.7, в которой в упомянутой первой камере или упомянутой второй камере содержится пищевой продукт.
11. Многокамерная упаковка по п.10, в которой упомянутым пищевым продуктом является увеличивающийся в объеме пищевой продукт.
12. Многокамерная упаковка по п.7, в которой в одной из упомянутых первой или второй камер содержится источник пара.
13. Многокамерная упаковка по п.7, в которой упомянутая первая камера имеет, по меньшей мере, один клин.
14. Многокамерная упаковка по п.7, в которой упомянутая внутренняя проницаемая стенка (1040) имеет множество перфораций (912).
15. Многокамерная упаковка по п.7, в которой упомянутая внутренняя проницаемая стенка (1040) выламывается при воздействии теплом или физическим усилием.
| US 6414288 B1, 02.07.2002 | |||
| ПИРОГ ДЛИТЕЛЬНОГО ХРАНЕНИЯ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2140159C1 |
| US 3748421 A, 24.07.1973 | |||
| US 4810844 A, 07.03.1989 | |||
| US 5241150 A, 31.08.1993. | |||

