Изобретение относится к методам определения механических и физических свойств титановых сплавов и определение по полученным величинам пригодности данных сплавов в качестве ультразвуковых волноводов.
Известен интегральный способ оценки структуры материала ("хорошая" - "плохая") с помощью ультразвука. Он заключается в прозвучивании контролируемых изделий эхо-методом на заданной частоте f и сравнении амплитуды донного сигнала на эталонном образце с "хорошей" структурой с амплитудами донных сигналов на испытуемых изделиях. При уменьшении амплитуды донного сигнала в изделии на определенную величину относительно амплитуды донного сигнала на эталонном образце структура считается "плохой" и изделие бракуется (Патент RU 2442154 по заявке 2010149296 от 02.12.2010 г., МПК G01N 29/04).
Недостатком такого способа является невозможность определения структуры титанового сплава и пригодности титанового сплава в качестве ультразвукового волновода.
Известны исследования - Е.Н. Найденкин и др. «Титановый сплав ПТ-3В с ультрадисперсной структурой для волноводов высокоамплитудных акустических систем». Вопросы материаловедения, 2009, №4, стр 15-19. В данной работе исследовался промышленный сплав ПТ-3В (4,66 масс. % Al, 1,92 масс. % V) с исходной крупнозернистой структурой, сплав с данной структурой широко используется для изготовления акустических волноводов ультразвуковых систем различного назначения, и с ультрамелкозернистой (УМЗ) структурой со средним размером элементов субзеренной структуры 0,37 мкм, полученной методом интенсивной пластической деформации - методом всестороннего прессования в интервале температур 1073-773 К. Установлено, что интенсивная пластическая деформация методом всестороннего прессования сплава ПТ-3В существенно повышает механические и акустические свойства исследуемого материала. Так, микротвердость УМЗ сплава увеличивается примерно на 25%, а разрушение волноводов из этого материала происходит при подводимой мощности ультразвука в 1,5-2 раза большей по сравнению с волноводом из крупнозернистого сплава. Формирование в сплаве ПТ-3В УМЗ структуры приводит к незначительному (на 0,64 и 0,46% соответственно) уменьшению резонансной частоты колебаний волновода.
Из представленных данных не ясно, какие титановые сплавы наиболее пригодны для изготовления ультразвуковых волноводов, так как результаты получены только на одном сплаве с УМЗ структурой.
Проведенные исследования показывают, что получение ультрамелкозернистой (УМЗ) структуры со средним размером зерна менее 1 мкм в конструкционных сплавах позволяет, с одной стороны, значительно повысить их характеристики прочности, сопротивление усталости, износостойкость, с другой стороны, практическое применение таких материалов сдерживает ряд недостатков, к которым, в первую очередь, следует отнести пониженную термостабильность, ударную вязкость, циклическую трещиностойкость, повышенную чувствительность к концентраторам напряжений, а также порообразование при циклических нагрузках в зоне наибольших напряжений (приповерхностной зоне) (Малыгин Г.А. Физика твердого тела. 6 (49), стр. 961-982, 2007 г.). Из данных исследований можно сделать заключение, что титановые сплавы с УМЗ-структурой со средним размером зерна менее 1 мкм, не являются оптимальными для изготовления ультразвуковых волноводов. Это обусловлено тем, что титановые сплавы для ультразвуковых волноводов должны иметь высокие параметры трещиностойкости и порообразования при циклических нагрузках.
Известно, что продукты из титана имеют анизотропию механических свойств, а именно: - предел текучести всегда ниже у образцов, ориентированных поперек направления прокатки (ОПП), и максимален у образцов, ориентированных вдоль прокатки (ОВП); - предел прочности максимален у образцов ОПП (П.И. Стоев, И.И. Папиров. «Акустическая эмиссия титана в процессе деформации». Вопросы атомной науки и техники, 2007, №4, серия: вакуум, чистые материалы, сверхпроводники (16), с. 184-191).
Проведенные авторами исследования показали, что данная анизотропия характерна не только для механических свойств, но и для акустических. Скорость звука в двух взаимно перпендикулярных направлениях в титановых сплавах различна.
Разрушение волноводов при ультразвуковой сварке происходит в результате усталостного разрушения. Во время процесса сварки на поверхности материала от волновода остаются вмятины, что говорит о цикличности пиковых нагрузок. В отдельных точках материал изделия приваривается к инструменту. Это приводит к износу устройства. Ремонт оборудования для ультразвуковой сварки сопровождается рядом сложностей. Они связаны с тем, что сам волновод выступает как элемент неразборной единой конструкции узла, конфигурация и размеры которого рассчитаны точно на рабочую частоту. Из этого следует, что титановый сплав волновода должен иметь не только высокие механические свойства, но и стабильные акустические свойства, при этом акустические свойства должны удовлетворять определенным требованиям.
Известны исследования, когда для определения возможности использования титанового сплава в тех или иных условиях определяют механические и физические свойства в сочетании с металлографическими методами исследования (В.И. Бетехтин, и др. «Упругопластические свойства низкомодульного β-сплава на основе титана». Журнал технической физики, 2013, т. 83, вып. 10, стр. 38-42). Данное решение принято в качестве прототипа.
В данном случае сплав должен обладать высокой прочностью, небольшой плотностью, низким модулем упругости, чтобы обеспечить биомеханическую совместимостью с костной тканью, которая определяет функциональную надежность имплантатов. Данные свойства неприемлемы для титанового сплава, предназначенного для ультразвукового волновода.
Задачей заявляемого решения является определение и обоснование выбора рационального сочетания физико-механических свойств титанового сплава и его структуры для ультразвуковых волноводов.
В процессе решения поставленной задачи достигается технический результат, заключающийся в повышении работоспособности ультразвуковых волноводов для ультразвуковой сварки.
Технический результат достигается способом выбора титанового сплава для ультразвукового волновода, характеризующегося тем, что определяют механические и физические свойства и структуру сплавов, при этом определяют предел прочности на разрыв σВ, предел текучести σ0,2, скорость звука в двух взаимно перпендикулярных направлениях и выбирают сплав с:
пределом прочности на разрыв не менее 1200 МПа,
отношением σ0,2/σВ в пределах 0,9-0,95,
скоростью звука не менее 6150 м/с в обоих направлениях и различием скоростей не более чем на 50 м/с,
мелкодисперсной микроструктурой с размером зерна (0,5-5,0) мкм, содержащей равноосную α-фазу в количестве (40-80)% в трансформированной β-матрице без наличия непрерывной сети α-фазы на границах β зерен. Кроме этого, одно направление, в котором определяется скорость звука, совпадает с направлением прокатки титанового сплава.
Авторами данного технического решения были проведены исследования различных сплавов, а также проведен анализ имеющихся литературных данных, было установлено, что соотношение параметра σ0,2/σВ в пределах 0,9-0,95 при значении предела прочности σВ не ниже 1200 МПа может служить оценочной характеристикой упругих свойств и энергоемкости сплава на основе титана при выборе сплава для изготовления ультразвуковых волноводов. Дополнительно предлагается оценивать материал для ультразвукового волновода по скорости распространения звука в двух взаимно перпендикулярных направлениях, при этом параметры скорости звука и максимальное различие в скоростях определены опытным путем. Такие параметры позволяют более качественно подходить в выбору материала. В данном техническом решении предлагается оценивать структуру титанового сплава и ее пригодность к использованию в качестве материала для изготовления волноводов. Предлагаемая структура с размером зерна (0,5-5,0) мкм, имеет максимальное сопротивление зарождению и развитию микротрещин в сплаве в условиях циклического нагружения. Предлагаемая комплексная оценка свойств материала позволяет более корректно оценить характеристику материала для ультразвукового волновода.
Были проведены испытания по определению предельного времени работы волновода до разрушения. Были подготовлены пять заготовок с составом, представленным в таблице 1.
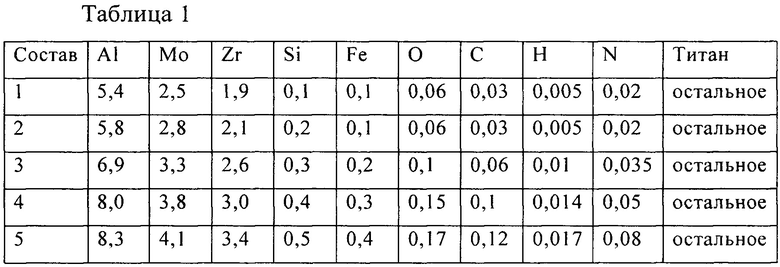
Впоследствии каждая заготовка подвергалась ковке, включающем этапы ковки при температуре выше температуры полного полиморфного превращения, и при температуре ниже полиморфного превращения, охлаждение заготовки после этапа ковки, при этом на первом этапе нагревают заготовку из титанового сплава до температуры выше температуры полного полиморфного превращения T1=Tβ+(40÷130)°C, где Tβ - температура фазового альфа-бета перехода, проводят ковку с деформацией при вращении заготовки вокруг своей оси последовательно по схеме 90°-45°-22°, проводят закалку заготовки в воду, на втором этапе нагревают заготовку из титанового сплава до температуры ниже полиморфного превращения T2=Tβ-(0÷60)°C, проводят ковку с деформацией при вращении заготовки вокруг своей оси последовательно по схеме 90°-45°-22°, проводят быстрое охлождение заготовки в воду, на третьем этапе нагревают заготовку из титанового сплава до температуры T1=Tβ+(40÷130)°C, проводят ковку с деформацией при вращении заготовки вокруг своей оси последовательно по схеме 90°-45°-22°, проводят закалку заготовки в воду, после третьего этапа ковки проводят разделение заготовки на две равные части по длине, на четвертом этапе проводят нагрев заготовки до температуры T2=Tβ-(0÷60)°C, проводят ковку с деформацией, при повороте заготовки вокруг своей оси каждый раз на 90° и чередуя усилия ковки при каждом повороте, большие усилия на большей площади, меньшие усилия на меньшей площади, формируя из круглой заготовки прямоугольную заготовку, на пятом, на шестом, на седьмом, восьмом и девятом этапах нагревают заготовки до температуры T2=Tβ-(0÷60)°C, проводят ковку с деформацией при повороте заготовки вокруг своей оси каждый раз на 90° и чередуя усилия ковки при каждом повороте, большие усилия на большей площади, меньшие усилия на меньшей площади. Полученный прямоугольный пруток подвергают обкатке поверхности - проводят ковку при повороте заготовки на 22°, чтобы в итоге получить округлую поверхность. На последнем этапе заготовку подвергают отжигу при температуре 850 C в течение часа. Все заготовки обрабатывались по единому процессу. После этого определялись механические свойства, скорость звука и структура сплава. Были изготовлены волноводы и проводились испытания в производственных условиях на ультразвуковом сварочном аппарате USP750. Использовались следующие режимы: сила прижатия 750 Н, частота 35 kHz, мощность 1 кВт. Таким образом были определены оптимальные свойства титанового сплава для волноводов. Результаты испытаний представлены в таблице 2.
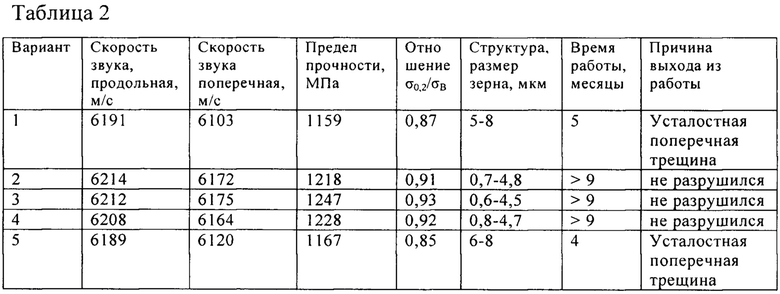
Сваривали пластмассу, материал отлично сваривается. После 9 месяцев работы сварочного оборудования, провели ультрозвуковой контроль волновода по стандарту AMS 2631 класс АА. Дефекты не обнаружены, что подтверждает высокий ресурс работы волновода. Предлагаемый титановый сплав химического состава при сохранении мелкодисперсной микроструктуры позволяет значительно увеличить ресурс работы волновода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выбора титанового сплава для ультразвукового волновода | 2017 |
|
RU2664665C1 |
| Сплав на основе титана | 2017 |
|
RU2691692C2 |
| Сплав на основе титана | 2017 |
|
RU2681030C2 |
| Способ получения заготовки из титановых сплавов для изделий, испытывающих переменные механические нагрузки | 2017 |
|
RU2664346C1 |
| Сплав на основе титана и способ изготовления заготовки для изделий, испытывающих циклические нагрузки | 2017 |
|
RU2691690C2 |
| Способ получения заготовки из титановых сплавов для изделий, испытывающих переменные механические нагрузки | 2017 |
|
RU2681033C2 |
| Сплав на основе титана | 2017 |
|
RU2691787C2 |
| Сплав на основе титана | 2017 |
|
RU2675673C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
Изобретение относится к методам определения механических и физических свойств титановых сплавов и определение по полученным величинам пригодности данных сплавов в качестве ультразвуковых волноводов. Способ выбора титанового сплава для ультразвукового волновода содержит этапы на которых определяют механические и физические свойства и структуру сплавов, при этом определяют предел прочности на разрыв σВ, предел текучести σ0,2, скорость звука в двух взаимно перпендикулярных направлениях и выбирают сплав с: пределом прочности на разрыв не менее 1200 МПа, отношением σ0,2/σВ в пределах 0,9-0,95, скоростью звука не менее 6150 м/с в обоих направлениях и различием скоростей не более чем на 50 м/с, мелкодисперсной микроструктурой с размером зерна (0,5-5,0) мкм, содержащей равноосную α-фазу в количестве (40-80)% в трансформированной β-матрице без наличия непрерывной сети α-фазы на границах β зерен. Технический результат – повышение работоспособности ультразвуковых волноводов для ультразвуковой сварки. 1 з.п. ф-лы, 2 табл.
1. Способ выбора титанового сплава для изготовления ультразвукового волновода, характеризующийся тем, что определяют механические, физические свойства и структуру сплава, отличающийся тем, что определяют предел прочности на разрыв σВ, предел текучести σ0,2, скорость звука в двух взаимно перпендикулярных направлениях, и выбирают сплав с:
пределом прочности на разрыв не менее 1200 МПа,
отношением σ0,2/σВ в пределах 0,9-0,95,
скоростью звука не менее 6150 м/с в обоих направлениях и различием скоростей не более чем на 50 м/с,
мелкодисперсной микроструктурой с размером зерна (0,5-5,0) мкм, содержащей равноосную α-фазу в количестве (40-80) % в трансформированной β-матрице без наличия непрерывной сети α-фазы на границах β зерен.
2. Способ оценки по п. 1, отличающийся тем, что одно направление, в котором определяется скорость звука, совпадает с направлением прокатки титанового сплава.
| В.И | |||
| Бетехтин и др | |||
| "Упругопластические свойства низкомодульного b-сплава на основе титана" | |||
| Журнал технической физики, 2013, т | |||
| Пуговица | 0 |
|
SU83A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ СПЛАВОВ С СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2008 |
|
RU2388566C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2004 |
|
RU2349665C2 |
| JP 2016007643 A, 18.01.2016 | |||
| US 5159838 A1, 03.11.1992 | |||
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ ТИТАНОВОГО СПЛАВА УПРУГОГО ЭЛЕМЕНТА | 2013 |
|
RU2525320C1 |

