ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Варианты осуществления, описанные в настоящем изобретении, в общем, относятся к способам гидроконверсии, включающим способы гидрокрекинга кубового остатка и других тяжелых углеводородных фракций. Более конкретно, варианты осуществления, описанные в настоящем изобретении, относятся к гидрокрекингу кубового углеводородного сырья, деасфальтизации растворителем непревращенного кубового углеводородного сырья, переработке полученного в результате подвергнутого гидрокрекингу деасфальтизированного масла в отдельном блоке гидрокрекинга кубового остатка, и переработке битума из блока деасфальтизации растворителем в отдельном блоке для гидрокрекинга кубового остатка.
УРОВЕНЬ ТЕХНИКИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Поскольку потребность в мире в бензине и других легких продуктах переработки нефти непрерывно растет, имеется характерная тенденция превращать более высококипящие соединения в менее высококипящие соединения. Для удовлетворения растущей потребности в дистиллятном топливе, нефтепереработчики исследуют различные реакторы, такие как реакторы для гидрокрекинга, блоки десульфуризация мазута (RDS) и блоки для деасфальтизации растворителем (SDA) для превращения кубового остатка, вакуумного газойля (VGO) и другого тяжелого нефтяного сырья в топливо для реактивных двигателей и дизельное топливо.
Разрабатываются катализаторы, которые обладают превосходной дистиллятной селективностью, приемлемой конверсионной активностью и стабильностью для более тяжелого сырья. Однако степени конверсии, достигаемые различными способами, ограничены. Например, RDS блоки отдельно могут давать 1% по весу сернистого топлива из высокосернистого кубового остатка, но конверсии обычно ограничены приблизительно 35%-40%. Другие предлагают применять SDA блоки для деасфальтизации растворителем кубового остатка и перерабатывать деасфальтизированное масло только в блоке для гидрокрекинга кубового остатка (RHU). Кроме того, другие перерабатывают непрореагировавший остаток вакуумной дистилляции нефти из RHU в SDA блоке и рециклируют деасфальтизированное масло (DAO) назад к входному отверстию в RHU. Еще другие предлагают перерабатывать SDA битум непосредственно в RHU. Тем не менее, требуются экономичные способы достижения большой конверсии углеводородов и удаления серы.
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В одном аспекте, варианты осуществления, описанные в настоящем изобретении, относятся к способу облагораживания кубовых остатков углеводородов. Способ может включать следующие стадии: контакт фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии в первой реакторной системе с кипящим слоем; извлечение первого эффлюента из первой реакторной системе с кипящим слоем; деасфальтизацию растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и фракцию битума; контакт деасфальтизированной масляной фракции и водорода со вторым катализатором для гидроконверсии во второй реакторной системе для гидроконверсии; извлечение второго эффлюента из второй реакторной системы для гидроконверсии; и фракционирование первого эффлюента из первой реакторной системе с кипящим слоем и второго эффлюента из второй реакторной системы для гидроконверсии, выделяя одну или более углеводородных фракций и фракцию остатка вакуумной дистилляции нефти в стандартной системе для фракционирования.
В другом аспекте, варианты осуществления, описанные в настоящем изобретении, относятся к системе облагораживания кубовых остатков углеводородов. Система может включать следующее: первую реакторную систему с кипящим слоем для контакта фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент; блок деасфальтизации растворителем для деасфальтизации растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и фракцию битума; вторую реакторную систему для гидроконверсии для контакта фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и блок фракционирования для фракционирования первого эффлюента и второго эффлюента, выделяя одну или более углеводородных фракций и фракцию остатка вакуумной дистилляции нефти.
В другом аспекте, варианты осуществления, описанные в настоящем изобретении, относятся к системе облагораживания кубовых остатков углеводородов. Система может включать следующее: первую реакторную систему с кипящим слоем для контакта фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент; блок деасфальтизации растворителем для деасфальтизации растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и фракцию битума; вторую реакторную систему для гидроконверсии для контакта фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и сепаратор для разделения смешанной фракции первого эффлюента и второго эффлюента, выделяя жидкую фракцию и паровую фракцию; блок фракционирования для разделения жидкости, выделяя фракцию остатка вакуумной дистилляции нефти; третью реакторную систему для гидроконверсии для контакта паровой фракции с третьим катализатором для гидроконверсии, получая третий эффлюент; и блок фракционирования для разделения третьего эффлюента, выделяя одну или более углеводородных фракций.
В другом аспекте, варианты осуществления, описанные в настоящем изобретении, относятся к системе облагораживания кубовых остатков углеводородов. Система может включать следующее: первую реакторную систему с кипящим слоем для контакта фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент; блок деасфальтизации растворителем для деасфальтизации растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и фракцию битума; вторую реакторную систему для гидроконверсии для контакта фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и первый блок фракционирования для разделения первого эффлюента и второго эффлюента, выделяя одну или более углеводородных фракций и фракцию остатка вакуумной дистилляции нефти; третью реакторную систему с кипящим слоем для контакта фракции битума и водорода, получая третий эффлюент; сепаратор для разделения третьего эффлюента и выделения жидкой фракции и паровой фракции; второй блок фракционирования для разделения жидкости, выделяя фракцию остатка вакуумной дистилляции нефти; четвертую реакторную систему для гидроконверсии для контакта паровой фракции с четвертым катализатором для гидроконверсии, получая четвертый эффлюент; и третий блок фракционирования для разделения четвертого эффлюента, выделяя одну или более углеводородных фракций.
Другие аспекты и преимущества будут очевидны из следующего описание и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
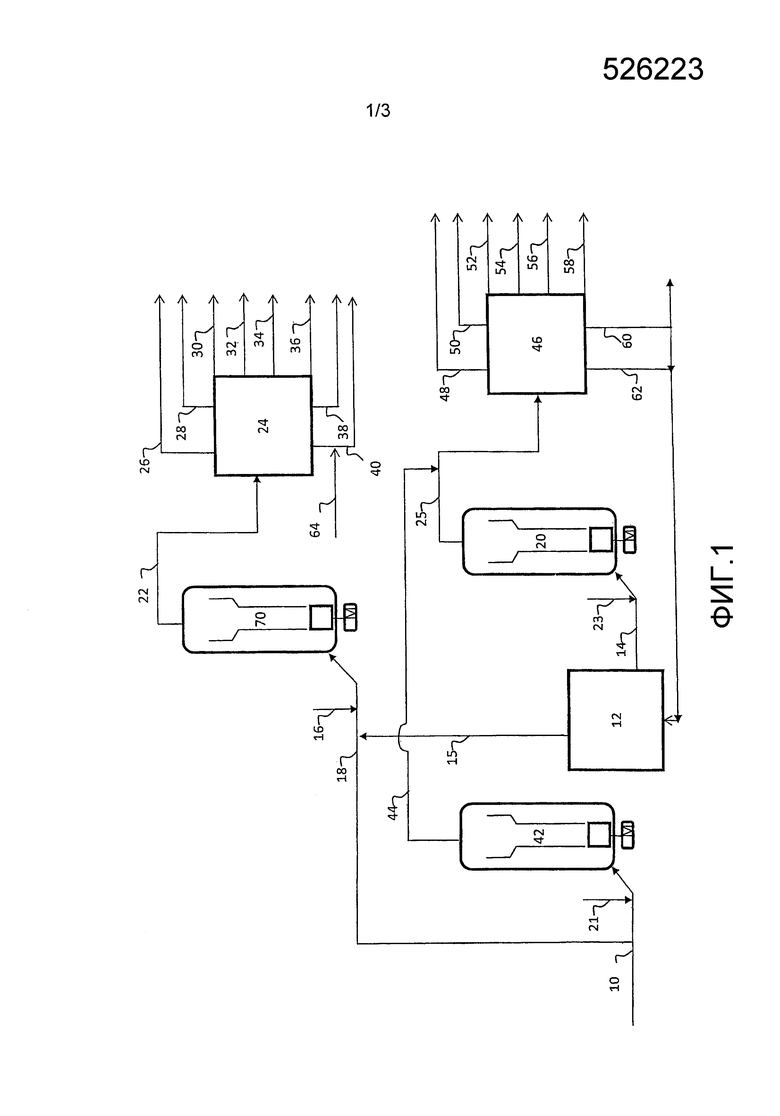
Фиг. 1 представляет собой упрощенную схему технологического процесса способа облагораживания кубового углеводородного сырья согласно вариантам осуществления, описанным в настоящем изобретении.
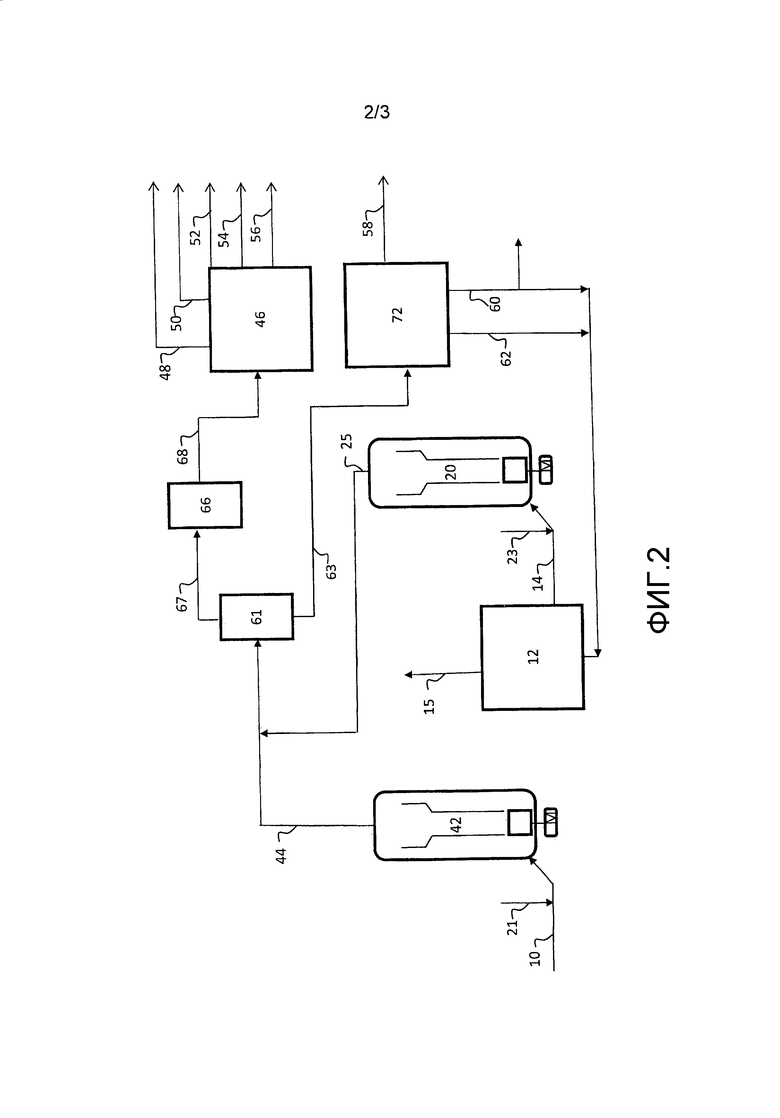
Фиг. 2 представляет собой упрощенную схему технологического процесса способа интегрированной реакторной системы для гидроочистки, которую будут применять со способом облагораживания кубового углеводородного сырья согласно вариантам осуществления, описанным в настоящем изобретении.
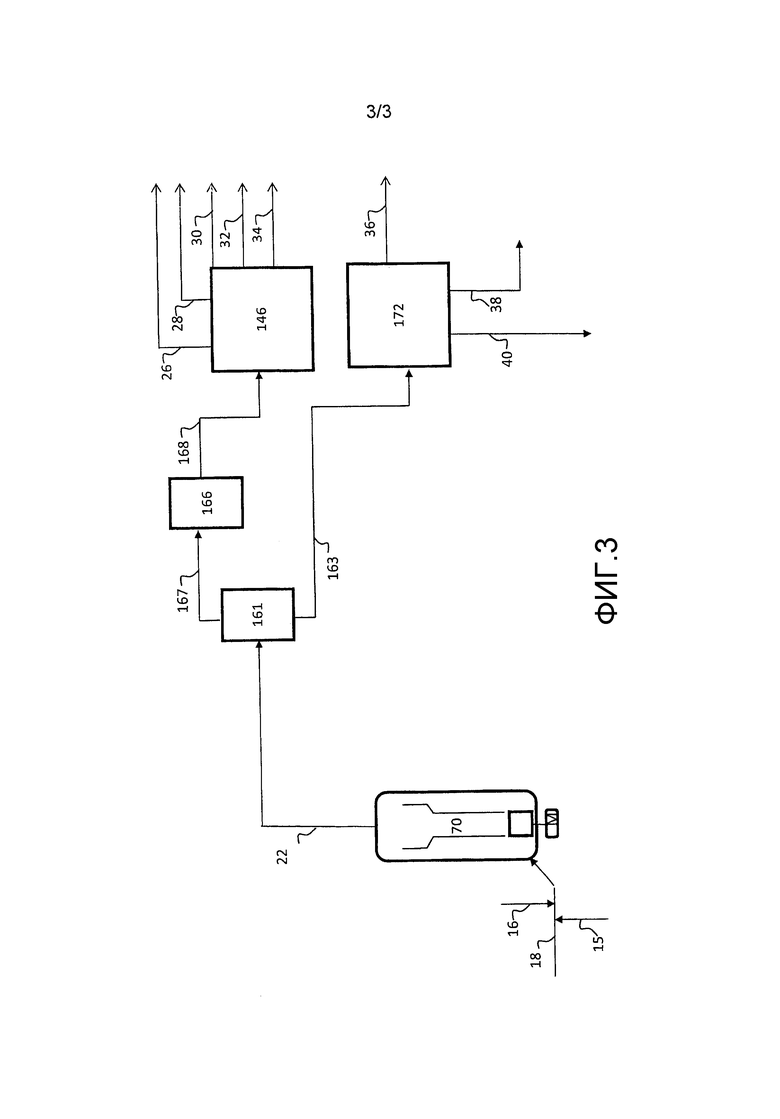
Фиг. 3 представляет собой упрощенную альтернативную схему технологического процесса способа для интегрированной реакторной системы для гидроочистки, которую будут применять со способом облагораживания кубового углеводородного сырья согласно вариантам осуществления, описанным в настоящем изобретении.
ПОДРОБНОЕ ОПИСАНИЕ
В одном аспекте, варианты осуществления настоящего изобретения относятся, в общем, к способам гидроконверсии, включающим способы гидрокрекинга кубового остатка и других тяжелых углеводородных фракций. Более конкретно, варианты осуществления, описанные в настоящем изобретении, относятся к гидрокрекингу кубового углеводородного сырья, деасфальтизации растворителем непревращенного кубового углеводородного сырья, переработки полученного в результате подвергнутого гидрокрекингу деасфальтизированного масла в отдельном блоке для гидрокрекинга кубового остатка, и переработки битума после деасфальтизации растворителем в отдельном блоке для гидрокрекинга кубового остатка.
Способы гидроконверсии, описанные в настоящем изобретении, можно применять для реагирования кубового углеводородного сырья в условиях повышенных температур и давления в присутствии водорода и одного или более катализаторов для гидроконверсии для превращения сырья в низкомолекулярные продукты с пониженным содержанием примесей (таких как сера и/или азот). Способы гидроконверсии могут включать, например, гидрирование, десульфуризацию, деазотирование, крекинг, конверсию, деметаллизацию и удаление металлов, коксового остатка по Конрадсону (CCR) или удаление битума, и т.д.
Как применяют в настоящем изобретении, фракции кубовых остатков углеводородов или подобные термины в отношении кубовых остатков углеводородов, определяют как углеводородную фракцию, имеющую температуры кипения или интервал температуры кипения выше приблизительно 340°C, но может также включать переработку всей тяжелой нефти. Кубовое углеводородное сырье, которое можно применять со способами, описанными в настоящем изобретении, может включать различные продукты переработки нефти и другие потоки углеводородов, такие как остаточные нефтепродукты атмосферной или вакуумной перегонки, деасфальтизированные масла, деасфальтизированный битум, подвергнутые гидрокрекингу остатки атмосферной или вакуумной перегонки, прямогонный вакуумный газойль, подвергнутый гидрокрекингу вакуумный газойль, суспензия каткрекинга, полученная после каталитического крекинга (FCC), вакуумный газойль из способа гидрокрекинга с кипящим слоем, нефть, полученная из сланцев, нефть, полученная из угля, битум нефтяного песка, таловое масло, неочищенная нефть, полученная биоспособом, темное нефтяное масло, а также другие аналогичные углеводородные потоки или их комбинация, каждый из которых может представлять собой прямогонные, полученные в процессе технологического цикла, подвергнутые гидрокрекингу, частично десульфурированные и/или частично деметаллизированные потоки. В некоторых вариантах осуществления, фракции кубовых остатков углеводородов могут содержать углеводороды, имеющие температуру кипения при нормальных условиях, по меньшей мере, 480°C, по меньшей мере, 524°C, или, по меньшей мере, 565°C.
Ссылаясь в настоящее время на фигуру 1, фракцию кубовых остатков углеводородов (кубовый остаток) 10 и водород 21 можно подавать в реакторную систему с кипящим слоем 42, которая может включать один или более реакторов с кипящим слоем, расположенных последовательно или параллельно, где углеводороды и водород контактируют с катализатором для гидроконверсии для реакции, по меньшей мере, части кубового остатка с водородом, образуя более легкие углеводороды, удаляя металлы, содержащиеся в кубовом остатке, удаляя коксовый остаток по Конрадсону, или иначе превращая кубовый остаток в подходящие продукты.
Реакторы в реакторе с кипящим слоем 42 могут функционировать при температурах в диапазоне от приблизительно 380°C до приблизительно 450°C, парциальном давлении водорода в диапазоне от приблизительно 70 бар до приблизительно 170 бар, и часовой объемной скоростью жидкости (LHSV) в диапазоне от приблизительно 0,2 ч-1 до приблизительно 2,0 ч-1. В реакторах с кипящим слоем, катализатор можно возвращать обратно и сохранять в беспорядочном движении рециркуляцией жидкого продукта. Это можно осуществлять первым отделением рециклированного масла от газообразных продуктов. Затем, масло можно рециркулировать посредством внешнего насоса, или, как показано, насосом, содержащим насосное колесо, установленное в днище реактора.
Требуемая конверсия в реакторной системе с кипящим слоем 42 может быть в диапазоне от приблизительно 30% по весу до приблизительно 75% по весу, в зависимости от перерабатываемого сырья. В любом случае, требуемую конверсию требуется поддерживать ниже уровня, когда отложение осадков становится избыточным и, посредством этого, нарушается непрерывность функционирования. В добавление к превращению углеводородов кубового остатка в более легкие углеводороды, удаление серы может быть в диапазоне от приблизительно 40% по весу до приблизительно 65% по весу, удаление металлов может быть в диапазоне от приблизительно 40% по весу до 65% по весу, и удаление коксового остатка по Конрадсону (CCR) может быть в диапазоне от приблизительно 30% по весу до приблизительно 60% по весу.
Жесткие условия реактора можно определить как среднюю температуру катализаторов в градусах Фаренгейта катализаторов, загруженных в один или более реакторов с кипящим слоем для гидрокрекинга, умноженную на среднее парциальное давление водорода реакторов с кипящим слоем для гидрокрекинга в барах абсолютного давления и разделенную на LHSV в реакторах с кипящим слоем для гидрокрекинга. Жесткие условия реактора реакторной системы с кипящим слоем 42 могут быть в диапазоне от приблизительно 105000 °F-Бар-ч до приблизительно 446000 °F-Бар-ч.
После превращения в реакторной системе с кипящим слоем 42, частично превращенные углеводороды можно извлекать через линию потока 44 в виде смешанного парообразного/жидкого эффлюента и подавать в систему фракционирования 46, выделяя одну или более углеводородных фракций. Как показано, систему фракционирования 46 можно применять, выделяя отходящий газ 48, содержащий легкие газообразные углеводороды и (H2S), легкую бензиновую фракцию 50, тяжелую бензиновую фракцию 52, керосиновую фракцию 54, дизельную фракцию 56, фракцию вакуумного легкого газойля 58, фракцию вакуумного тяжелого газойля 60 и фракцию остатка вакуумной дистилляции нефти 62. В некоторых вариантах осуществления фракцию остатка вакуумной дистилляции нефти 62 можно рециклировать для дополнительной переработки, такой как блок для деасфальтизации растворителем (SDA) 12, реакторная система с кипящим слоем 42 или другие реакторные блоки 70, 20, обсуждаемые ниже. Когда фракцию остатка вакуумной дистилляции нефти 62 направляют в блок SDA 12, часть фракции вакуумного тяжелого газойля 60 можно также направлять в блок SDA 12.
Система фракционирования 46 может содержать, например, сепаратор высокой температуры и давления (FDP/HT) для разделения пара эффлюента от жидкостей эффлюента. Отделенный пар можно возвращать посредством газового охлаждения, очистки и сжижения рециркулирующего газа, или можно вначале обрабатывать в интегрированной реакторной системе для гидроочистки (IHRS), которая может содержать один или более дополнительных реакторов для гидроконверсии, отдельно или в комбинации с внешними дистиллятами и/или дистиллятами, полученными в способе гидрокрекинга, и вслед за этим возвращать для газового охлаждения, очистки и сжижения.
В некоторых вариантах осуществления, фракцию остатка вакуумной перегонки 62 подают в блок деасфальтизация растворителем (SDA) 12. В SDA 12, фракция остатка вакуумной дистилляции нефти 62 контактирует с растворителем, селективно растворяя асфальтены и аналогичные углеводороды, давая фракцию деасфальтизированного масла (DAO) 14 и фракцию битума 15. В других вариантах осуществления, часть фракции вакуумного тяжелого газойля 60 можно также подавать в SDA 12.
Деасфальтизацию растворителем можно проводить в SDA 12, например, контактом потока кубового остатка углеводородов с легким углеводородным растворителем при температурах в диапазоне от приблизительно 38°C до приблизительно 204°C и давлении в диапазоне от приблизительно 7 бар до приблизительно 70 бар. Растворители, пригодные в SDA 12, могут включать C3, C4, C5, C6 и/или C7 углеводороды, такие как, например, пропан, бутан, изобутан, пентан, изопентан, гексан, гептан или их смеси. Применение легких углеводородных растворителей может обеспечивать высокий выход (высокий выход DAO). В некоторых вариантах осуществления DAO фракция 14, выделенная из блока SDA 12, может содержать 500 весовых частей на миллион - 5000 весовых частей на миллион асфальтенов (т.е., нерастворимого гептана), 50-150 весовых частей на миллион металлов (таких как Ni, V и других), и 5% по весу - 15% по весу коксового остатка по Конрадсону (CCR).
DAO фракцию 14 и водород 23 можно подавать в реакторную систему для гидрокрекинга 20, которая может содержать один или более реакторов для гидрокрекинга, расположенных последовательно или параллельно. В реакторной системе 20, фракцию DAO 14 можно подвергать гидрокрекингу при парциальном давлении водорода в диапазоне от приблизительно 70 бар до приблизительно 180 бар, при температурах в диапазоне от приблизительно 390°C до приблизительно 460°C, и LHSV в диапазоне от приблизительно 0,1 ч-1 до приблизительно 2,0 ч-1 в присутствии катализатора. В некоторых вариантах осуществления условия эксплуатации в реакторной системе для гидрокрекинга 20 могут быть аналогичными условиям эксплуатации, описанным выше для реакторной системы с кипящим слоем 42. В других вариантах осуществления, таких как, когда реакторная система для гидрокрекинга 20 содержит один или более реакторов с кипящим слоем, реакторы с кипящим слоем могут функционировать при более жестких условиях, чем условия в реакторной системе 42, причем большая жесткость относится к большей температуре, большему давлению, меньшей объемной скорости или их комбинациям.
В зависимости от свойств остатка вакуумной дистилляции нефти, степень, в которой удаляют металлы и коксовый остаток по Конрадсону в реакторной системе с кипящим слоем 42, и применяемого SDA растворителя, извлеченное DAO можно обрабатывать в реакторной системе с неподвижным слоем или реакторной системе с кипящим слоем 20, как показано, которая может быть аналогична реакторной системе, описанной выше для реакторной системы с кипящим слоем 42 в отношении разделения газа/жидкости и рециркуляции катализатора, среди прочих сходств. Реакторную систему с неподвижным слоем можно применять, например, когда содержание металлов и коксового остатка по Конрадсону DAO является меньшим, чем 80 весовых частей на миллион и 10% по весу, соответственно, такое как меньше чем 50 весовых частей на миллион и 7% по весу, соответственно. Реакторную систему с кипящим слоем можно применять, например, когда содержание металлов и коксового остатка по Конрадсону является большим, чем содержание, приведенное выше для реакторной системы с неподвижным слоем. В обеих реакторных системах для гидрокрекинга 20, количество применяемых реакторов может зависеть от скорости загрузки, суммарной требуемой степени конверсии остатка и степени конверсии, достигаемой в реакторной системе с кипящим слоем 42, среди других переменных. В некоторых вариантах осуществления один или два реактора для гидрокрекинга можно применять в реакторной системе для гидрокрекинга 20. Что касается реакторной системы с кипящим слоем 20, жесткие условия реактора могут быть в диапазоне от приблизительно 215000°F-Бар-ч до приблизительно 755000°F-Бар-ч.
После превращения в реакторной системе для гидрокрекинга 20, частично превращенные углеводороды можно извлекать через линию потока 25 в виде смешанного эффлюента газ/жидкость и подавать в систему фракционирования 46, выделяя одну или более углеводородных фракций, как описано выше.
Фракцию битума 15 и водород 16 можно подавать в реакторную систему с кипящим слоем 70, которая может содержать один или более реакторов с кипящим слоем, где углеводороды и водород контактируют с катализатором для гидроконверсии для реакции, по меньшей мере, части битума с водородом, образуя более легкие углеводороды, деметаллизируя углеводороды битума, удаляя коксовый остаток по Конрадсону, или иначе превращая битум в подходящие продукты. В некоторых вариантах осуществления часть фракции кубовых остатков углеводородов 10 можно также подавать в реакторную систему с кипящим слоем 70. Соотношение фракции кубовых остатков углеводородов 10 в реакторной системе с кипящим слоем 70 к реакторной системе с кипящим слоем 42 может находиться в диапазоне от приблизительно 0,1/1 до приблизительно 10/1. В других вариантах осуществления, соотношение фракции кубовых остатков углеводородов 10 в реакторной системе с кипящим слоем 70 к реакторной системе с кипящим слоем 42 может составлять приблизительно 1/1.
Реакторы с неподвижным слоем для гидроочистки 66 или 166 могут содержать катализаторы для гидроочистки, разработанные для реакций гидроочистки, таких как гидродесульфуризация, гидродеазотирование, насыщение олефинов, гидродеоксигенирование и гидродеароматизация. Альтернативно, реакторы с неподвижным слоем для гидроочистки 66 или 166 могут содержать катализаторы для гидроочистки, разработанные для реакций гидрокрекинга. В других вариантах осуществления, реакторы с неподвижным слоем для гидроочистки 66 или 166 могут содержать смесь катализаторов для гидроочистки и катализаторов для гидрокрекинга. Примеры катализаторов, которые можно применять, но они не ограничивают ими, можно найти в US 4990243; US 5215955; и US 5177047, все из которых включены в настоящее изобретение с помощью ссылки во всей своей полноте. В некоторых вариантах осуществления, реакторы с неподвижным слоем для гидроочистки 66 или 166 могут не обеспечивать деметаллизацию, и катализаторы для деметаллизации могут не быть необходимы.
Реакторы в реакторной системе с кипящим слоем 70 могут функционировать при температурах в диапазоне от приблизительно 380°C до приблизительно 450°C, парциальном давлении водорода в диапазоне от приблизительно 90 бар до приблизительно 170 бар, и часовой объемной скоростью жидкости (LHSV) в диапазоне от приблизительно 0,15 ч-1 до приблизительно 2,0 ч-1. В реакторах с кипящим слоем, катализатор можно возвращать обратно и поддерживать в беспорядочном движении рециркуляцией жидкого продукта. Это можно осуществлять первоначальным отделением рециклированного масла от газообразных продуктов. Затем, масло можно рециклировать посредством внешнего насоса, или, как показано, насосом, содержащим насосное колесо, установленное в днище реактора.
Требуемая конверсия в реакторной системе с кипящим слоем 70 может быть в диапазоне от приблизительно 30% по весу до приблизительно 75% по весу, в зависимости от сырья, которое перерабатывают. В любом случае, требуемую конверсию требуется поддерживать ниже уровня, когда отложение осадков становится избыточным и, посредством этого, нарушается непрерывность функционирования. В добавление к превращению углеводородов кубового остатка в более легкие углеводороды, удаление серы может быть в диапазоне от приблизительно 40% по весу до приблизительно 65% по весу, удаление металлов может быть в диапазоне от приблизительно 40% по весу до 65% по весу, и удаление коксового остатка по Конрадсону (CCR) может быть в диапазоне от приблизительно 30% по весу до приблизительно 60% по весу.
Жесткие условия реактора реакторной системы с кипящим слоем 70 может быть в диапазоне от приблизительно 255000°F-Бар-ч до приблизительно 880000°F-Бар-ч.
После превращения в реакторной системе с кипящим слоем 70, частично превращенные углеводороды можно извлекать через линию потока 22 в виде смешанного эффлюента газ/жидкость и подавать в систему фракционирования 24, выделяя одну или более углеводородных фракций. Как показано, систему фракционирования 24 можно применять, выделяя отходящий газ 26, легкую бензиновую фракцию 28, тяжелую бензиновую фракцию 30, керосиновую фракцию 32, дизельную фракцию 34, фракцию вакуумного легкого газойля 36, фракцию вакуумного тяжелого газойля 38 и фракцию остатка вакуумной дистилляции нефти 40. В некоторых вариантах осуществления, фракцию остатка вакуумной дистилляции нефти 40 можно рециклировать для дополнительной обработки. В других вариантах осуществления фракцию остатка вакуумной дистилляции нефти 40 можно смешивать с погоном 64, получая тяжелое нефтяное топливо. В некоторых вариантах осуществления тяжелое нефтяное топливо может иметь содержание серы меньше чем приблизительно 1,5 процента по весу.
Система фракционирования 24 может содержать, например, сепаратор высокой температуры и давления (HP/HT) для отделения пара эффлюента от жидкостей эффлюента. Отделенный пар можно направлять через газовое охлаждение, очистку и сжижение рециркулирующего газа, или можно вначале обрабатывать в интегрированной реакторной системе для гидроочистки (IHRS), которая может содержать один или более дополнительных реакторов для гидроконверсии, отдельно или в комбинации с внешними дистиллятами и/или дистиллятами, полученными в способе гидрокрекинга, и вслед за этим подавать для газового охлаждения, очистки и сжижения.
Отделенную жидкость из HP/HT сепаратора можно прокачивать и подавать в систему для атмосферной перегонки вместе с другими продуктами перегонки, извлеченными из секции газового охлаждения и очистки. Остатки со дна ректификационной колонны атмосферного давления, такие как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 340°C, такую как первоначальная температура кипения в диапазоне от приблизительно 340°C до приблизительно 427°C, можно, затем, перерабатывать в системе вакуумной перегонки, выделяя вакуумные дистилляты.
Нижний продукт вакуумной колонны, такой как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 480°C, такую как первоначальная температура кипения в диапазоне от приблизительно 480°C до приблизительно 565°C, можно, затем, подавать для хранения в резервуарах после охлаждения, такого как непосредственный теплообмен или прямое введение части потока кубового остатка углеводородов в нижний продукт вакуумной колонны.
Катализаторы, пригодные в реакторах с кипящим слоем или реакторах для гидрокрекинга, могут включать любой катализатор, пригодный в способах гидроочистки или гидрокрекинга углеводородного сырья. Катализатор для гидроочистки, например, может включать любую композицию катализаторов, которую можно применять для того, чтобы катализировать гидрогенизацию углеводородного сырья, повышая содержание в нем водорода и/или удаляя гетероатомные примеси. Катализатор для гидрокрекинга, например, может включать любую композицию катализаторов, которую можно применять для того, чтобы катализировать присоединение водорода к большим или сложным углеводородным молекулам, а также крекинга молекул, получая меньшие, более низкомолекулярные молекулы.
В некоторых вариантах осуществления, эффлюенты из реакторной системы для гидрокрекинга 20, реакторной системы с кипящим слоем 42 или реакторной системы с кипящим слоем 70 можно перерабатывать перед введением в систему фракционирования 24 или систему фракционирования 46 посредством интегрированной реакторной системы для гидроочистки (IHRS). IHRS представляет собой промежуточную систему гидроочистки с неподвижным слоем, применяя находящийся ранее по потоку сепаратор высокого давления/высокой температуры пара/жидкости (HP/HT V/L), расположенный между реактором для гидроочистки с кипящим слоем и последующим по потоку IHRS. Сепаратор обеспечивает разделение непрореагировавшего кубового остатка в жидком эффлюенте HP/HT V/L сепаратора и паров, отводимых сверху колонны, кипящих ниже температуры кипения при нормальных условиях приблизительно 1000 °F, что может давать маршрут наименьшей стоимости для последующей гидроочистки или гидрокрекинга фракций газойля, дизеля и бензина, образованных крекингом кубового остатка в реакторе с кипящим слоем выше по потоку.
Отделенную жидкость из HP/HT сепаратора можно прокачивать и подавать в систему для атмосферной перегонки вместе с другими продуктами перегонки, извлеченными из секции газового охлаждения и очистки. Остатки со дна ректификационной колонны атмосферного давления, такие как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 340°C, такую как первоначальная температура кипения в диапазоне от приблизительно 340°C до приблизительно 427°C, можно, затем, перерабатывать в системе вакуумной перегонки, выделяя вакуумные дистилляты.
Нижний продукт вакуумной колонны, такой как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 480°C, такую как первоначальная температура кипения в диапазоне от приблизительно 480°C до приблизительно 565°C, можно, затем, подавать для хранения в резервуарах после охлаждения, такого как непосредственный теплообмен или прямое введение части потока кубового остатка углеводородов в нижний продукт вакуумной колонны.
Фигуры 2 и 3 показывают два варианты осуществления для IHRS и описаны ниже, однако другие варианты осуществления будут очевидны специалисту в данной области техники в качестве возможных. Фигура 2 показывает вариант осуществления, когда IHRS устанавливают после потока нефти, полученного смешением частично превращенных углеводородов, извлеченных по линии потока 44 из реакторной системы с кипящим слоем 42, и частично превращенных углеводородов, извлеченных по линии потока 25 из реакторной системы для гидрокрекинга 20. Фигура 3 показывает вариант осуществления, когда IHRS устанавливают после реактора для гидроочистки с кипящим слоем 70.
Как показано на фигуре 2, потоки эффлюента 44 и 25 из реактора для гидроочистки с кипящим слоем 42 и реакторной системы для гидрокрекинга 20, соответственно, можно охлаждать в теплообменнике (не показан) и подавать в HP/HT V/L сепаратор 61, где поток пара, содержащий легкие продукты и дистилляты, кипящие ниже температуры кипения при нормальных условиях приблизительно 1000°F, и поток жидкости, содержащий непрореагировавший кубовый остаток, можно разделять и перерабатывать отдельно в последующем по потоку оборудовании. Поток пара 67 можно подавать в реактор с неподвижным слоем для гидроочистки 66, осуществляя гидроочистку, гидрокрекинг или их комбинацию. Поток эффлюента 68 из IHRS реакторной системы с неподвижным слоем 66 подают в систему фракционирования 46, которая извлекает поток отходящего газа 48, поток подвергнутой гидроочистки или гидрокрекингу легкой бензиновой фракции 50, поток подвергнутой гидроочистки или гидрокрекингу тяжелой бензиновой фракции 52, поток подвергнутой гидроочистки или гидрокрекингу керосиновой фракции 54, поток подвергнутой гидроочистки или гидрокрекингу дизельной фракции 56, как описано выше. Поток жидкости 63 можно охлаждать в теплообменнике (не показан) и разгерметизировать в системе спуска давления (не показана) перед подачей в вакуумную систему фракционирования 72, которая извлекает поток легкой подвергнутой гидроочистки или гидрокрекингу VGO фракции 58, поток подвергнутой гидроочистки или гидрокрекингу тяжелой VGO фракции 60 и поток непрореагировавшего остатка вакуумной дистилляции нефти 62. В некоторых вариантах осуществления, поток нижнего продукта вакуумной колонны, такой как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 480°C, такую как первоначальная температура кипения в диапазоне от приблизительно 480°C до приблизительно 565°C, можно возвращать для хранения в резервуарах после охлаждения, такого как непосредственный теплообмен или прямое введение части потока кубового остатка углеводородов в нижний продукт вакуумной колонны.
Как показано на фигуре 3, поток эффлюента 22 из реакторной системы с кипящим слоем 70 можно охлаждать в теплообменнике (не показан) и подавать в HP7HT V/L сепаратор 161, где поток пара, содержащий легкие продукты и дистилляты, кипящие ниже температуры кипения при нормальных условиях приблизительно 1000°F, и поток жидкости, содержащий непрореагировавший кубовый остаток, можно разделять и перерабатывать отдельно в последующем по потоку оборудовании. Поток пара 167 подают в реактор с неподвижным слоем для гидроочистки 166, осуществляя гидроочистку, гидрокрекинг или их комбинацию. Поток эффлюента 168 из IHRS реакторной системы с неподвижным слоем 166 можно подавать в систему фракционирования 146, функционирующую при атмосферном давлении, которая извлекает поток отходящего газа 26, поток подвергнутой гидроочистки или гидрокрекингу легкой бензиновой фракции 28, поток подвергнутой гидроочистки или гидрокрекингу тяжелой бензиновой фракции 30, поток подвергнутой гидроочистки или гидрокрекингу керосиновой фракции 32, поток подвергнутой гидроочистки или гидрокрекингу дизельной фракции 34. Поток жидкости 163 охлаждают в теплообменнике (не показан) и разгерметизируют в системе спуска давления (не показан), и его можно подавать в систему фракционирования 172, функционирующую при вакууме, которая извлекает поток подвергнутой гидроочистки или гидрокрекингу легкой VGO фракции 36, поток подвергнутой гидроочистки или гидрокрекингу тяжелой VGO фракции 38 и поток непрореагировавшего остатка вакуумной дистилляции нефти 40. В некоторых вариантах осуществления, поток нижнего продукта вакуумной колонны, такой как углеводороды, имеющие первоначальную температуру кипения, по меньшей мере, приблизительно 480°C, такую как первоначальная температура кипения в диапазоне от приблизительно 480°C до приблизительно 565°C, можно, затем, подавать для хранения в резервуарах после охлаждения, такого как непосредственный теплообмен или прямое введение части кубового остатка углеводородов в нижний продукт вакуумной колонны.
Композиции катализаторов для гидроконверсии для применения в способе гидроконверсии согласно вариантам осуществления, описанным в настоящем изобретении, являются хорошо известными специалисту в данной области техники, и некоторые имеются в продаже у W.R. Grace & Co., Criterion Catalysts & Technologies, и Albemarle, среди прочих. Подходящие катализаторы для гидроконверсии могут содержать один или более элементов, выбранных из групп 4-12 периодической таблицы элементов. В некоторых вариантах осуществления, катализаторы для гидроконверсии согласно вариантам осуществления, описанным в настоящем изобретении, могут содержать, состоять из или состоять по существу из одного или более из никеля, кобальта, вольфрама, молибдена и их комбинаций, или без подложки или на пористом субстрате, таком как оксид кремния, оксид алюминия, диоксид титана или их комбинации. Как поставляется производителем или как результат способа регенерации, катализаторы для гидроконверсии могут быть, например, в виде оксидов металлов. В некоторых вариантах осуществления, катализаторы для гидроконверсии могут быть предварительно сульфидированы и/или предварительно обработаны перед введением в реактор (реакторы) для гидрокрекинга.
Катализаторы для гидроочистки дистиллята, которые могут быть пригодными, включают катализатор, выбранный из таких элементов, о которых известно, что они обеспечивают каталитическую активность для гидрогенизации. Обычно выбирают, по меньшей мере, один металлический компонент, выбранный из элементов группы 8-10 и/или элементов 6 группы. Элементы 6 группы могут включать хром, молибден и вольфрам. Элементы 8-10 групп могут включать железо, кобальт, никель, рутений, родий, палладий, осмий, иридий и платину. Количество (количества) компонента (компонентов) для гидрогенизации в катализаторе подходящим образом находится в диапазоне от приблизительно 0,5% до приблизительно 10% по весу металлического компонента (компонентов) 8-10 группы и от приблизительно 5% до приблизительно 25% по весу металлического компонента (компонентов) 6 группы, рассчитанное в виде оксида (оксидов) металла на 100 частей по весу суммарного катализатора, где проценты по весу основаны на весе катализатора перед сульфидированием. Компоненты для гидрогенизации в катализаторе могут быть в оксидной и/или сульфидной форме. Если комбинация, по меньшей мере, металлического компонента 6 группы и 8 группы присутствует в виде (смешанных) оксидов, ее будут подвергать сульфидирующей обработке перед соответствующим применением в гидрокрекинге. В некоторых вариантах осуществления, катализатор содержит один или более компонентов никеля и/или кобальта и один или более компонентов молибдена и/или вольфрама или один или более компонентов платины и/или палладия. Катализаторы, содержащие никель и молибден, никель и вольфрам, платину и/или палладий, являются пригодными.
Катализатор для гидроочистки кубового остатка, который может быть пригодным, включает катализаторы, обычно состоящие из компонента для гидрогенизации, выбранного из элементов 6 группы (таких как молибден и/или вольфрам) и элементов 8-10 групп (таких как кобальт и/или никель), или их смесей, которые могут быть закреплены на алюминиевой подложке. Оксид фосфора (15 группа) необязательно присутствует в качестве активного ингредиента. Стандартный катализатор может содержать 3-35% по весу компонентов для гидрогенизации, с алюминиевым связующим. Гранулы катализатора могут иметь размер в диапазоне 1/32 дюйма - 1/8 дюйма, и могут быть сферической, экструдированной, трехдольчатой или четырехдольчатой формы. В некоторых вариантах осуществления, поток, проходящий через зону катализатора, контактирует сначала с катализатором, предварительно выбранным для удаления металлов, хотя также может протекать некоторое удаление серы, азота и ароматических соединений. Последующие слои катализатора можно применять для удаления серы и азота, хотя можно также ожидать, что они будут катализировать удаление металлов и/или реакции крекинга. Слой (слои) катализатора для деметаллизации, когда он присутствует, может содержать катализатор (катализаторы), имеющий средний размер пор в диапазоне 125-225 ангстрем и объем пор в диапазоне 0,5-1,1 см3/г. Слой (слои) катализатора для деазотирования/десульфуризации может содержать катализатор (катализаторы), имеющие средний размер пор в диапазоне 100-190 ангстрем с объемом пор 0,5-1,1 см3/г. Патент США No. 4990243 описывает катализатор для гидроочистки, имеющий размер пор, по меньшей мере, приблизительно 60 ангстрем, и предпочтительно от приблизительно 75 ангстрем до приблизительно 120 ангстрем. Катализатор для деметаллизации, подходящий для настоящего способа, описан, например, в патенте США No. 4976848, полное описание которого включено в настоящее изобретение с помощью ссылки для всех целей. Аналогично, катализаторы, пригодные для десульфуризации тяжелых потоков, описаны, например, в патентах США No. 5215955 и 5177047, полное описание которых включено в настоящее изобретение с помощью ссылки для всех целей. Катализаторы, пригодные для десульфуризации среднего дистиллята, потоков вакуумного газойля и потоков бензина, описаны, например, в патенте США No. 4990243, полное описание которого включено в настоящее изобретение с помощью ссылки для всех целей.
Подходящие катализаторы для гидроочистки кубового остатка включают катализаторы, имеющие пористую огнеупорную подложку, полученную из оксида алюминия, оксида кремния, фосфора или их различных комбинаций. Один или более типов катализаторов можно применять в качестве катализатора для гидроочистки кубового остатка, и когда применяют два или более катализаторов, катализаторы могут присутствовать в зоне реактора в виде слоев. Катализаторы в нижнем слое (слоях) могут обладать хорошей деметаллизирующей активностью. Катализаторы могут также обладать гидрогенизирующей и десульфурирующей активностью, и может быть предпочтительно применять катализаторы с большим размером пор для максимального удаления металлов. Катализаторы, имеющие данные характеристики, не являются оптимальными для удаления коксового остатка по Конрадсону и серы. Средний размер пор для катализатора в нижнем слое или слоях будет обычно составлять, по меньшей мере, 60 ангстрем и во многих случаях будет значительно большим. Катализатор может содержать металл или комбинацию металлов, таких как никель, молибден или кобальт.
Катализаторы, пригодные в нижнем слое или слоях, описаны в патентах США No. 5071805 5215955 и 5472928. Например, катализаторы, описанные в патенте США No. 5472928 и имеющие, по меньшей мере, 20% пор в диапазоне 130-170 ангстрем, на основе азотного способа, могут быть пригодны в нижнем слое (слоях) катализаторов. Катализаторы, присутствующие в верхнем слое или слоях зоны катализатора могут обладать большей гидрогенизирующей активностью по сравнению с катализаторами в нижнем слое или слоях. Следовательно, катализаторы, пригодные в верхнем слое или слоях, могут характеризоваться меньшими размерами пор и большим удалением коксового остатка по Конрадсону, большей деазотирующей и десульфурирующей активностью. Обычно, катализаторы будут содержать металлы, такие как, например, никель, вольфрам и молибден, увеличивающие гидрогенизирующую активность. Например, катализаторы, описанные в патенте США No. 5472928 и имеющие, по меньшей мере, 30% пор в диапазоне 95-135 ангстрем, на основе азотного способа, могут быть пригодными в верхних слоях катализатора. Катализаторы могут представлять собой формованные катализаторы или сферические катализаторы. Кроме того, плотные, более устойчивые к истиранию катализаторы можно применять в восходящих неподвижных зонах катализатора, сводя до минимума измельчение частиц катализатора и захват частиц продуктом, извлеченным из реактора.
Специалисту в данной области техники ясно, что различные слои катализатора нельзя получить только из одного катализатора, но они могут состоять из смеси различных катализаторов, достигая оптимальных степеней удаления металлов или коксового остатка по Конрадсону и десульфуризации для данного слоя. Хотя некоторая гидрогенизация будет протекать в нижней части зоны, удаление коксового остатка по Конрадсону, азота и серы может протекать в первую очередь в верхнем слое или слоях. Ясно, что будет протекать дополнительное удаление металлов. Конкретный катализатор или смесь катализаторов, выбранная для каждого слоя, количество слоев в зоне, пропорциональный объем в набивке каждого слоя, и конкретные условия гидроочистки будут зависеть от сырья, которое перерабатывают установкой, требуемого продукта, который извлекают, а также коммерческого расчета, такого как стоимость катализатора. Все из данных параметров известны специалисту в данной области техники, занятому в нефтеперерабатывающей промышленности и не требуют в настоящем изобретении дополнительных уточнений.
Несмотря на то, что описанное выше относится к отдельным системам фракционирования 24, 46, варианты осуществления, описанные в настоящем изобретении, также предполагают фракционирование эффлюентов 22, 44, и 25 в стандартной системе для фракционирования, например, эффлюенты можно подавать в стандартный цикл газового охлаждения, очистки и сжижения перед дополнительной переработкой в колонне, функционирующей при атмосферном давлении, и в вакуумной колонне, как описано выше. Применение смешанной схемы разделения может обеспечивать сниженные капитальные вложения, при необходимости, но может приводить в результате к производству одной фракции тяжелого нефтяного топлива, имеющей содержание серы, промежуточное между теми, которые достигаются отдельной переработкой.
Как описано выше, варианты осуществления, описанные в настоящем изобретении, эффективно перерабатывают остаток вакуумной перегонки и промежуточные потоки в нескольких реакторах для гидрокрекинга, причем каждый функционирует при различной опасности и перерабатывает различные композиции потоков SDA, расположенным внутри процесса, расширяя предельные значения конверсии кубового остатка сверх предельных значений, которые можно достигать только гидрокрекингом кубового остатка. Кроме того, больших конверсий можно достигать, применяя меньший объем каталитического реактора по сравнению с другими схемами, предложенными для достижения аналогичных конверсий. Как результат, варианты осуществления, описанные в настоящем изобретении, могут обеспечивать сравнимые или большие конверсии, но требующие меньших требуемых капитальных вложений. Кроме того, варианты осуществления, описанные в настоящем изобретении, можно применять, получая тяжелое нефтяное топливо, содержащее меньше чем 1% по весу серы из потока кубового остатка, содержащего много серы, при получении максимальной суммарной конверсии.
Полные схемы переработки, описанные в настоящем изобретении, можно осуществлять, применяя небольшие объемы реакторов, при этом, тем не менее, достигая высоких конверсий. Аналогично, другие полученные в результате преимущества могут включать: сниженные скорости расхода катализатора из-за удаления металлов в битуме из SDA блока; сниженные капитальные вложения; и устранение или значительное уменьшение необходимости во введении тяжелого остатка каткрекинга перед реакторами с кипящим слоем, среди других преимуществ.
Тогда как описание включает ограниченное количество вариантов осуществления, специалисту в данной области техники, имеющему преимущества настоящего описания, ясно, что можно разрабатывать другие варианты осуществления, которые не выходят за пределы объема настоящего описания. Соответственно, объем должен ограничиваться только прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕРАБОТКА ГИДРОКРЕКИНГОМ КУБОВОГО ОСТАТКА | 2014 |
|
RU2663896C2 |
| ОБЪЕДИНЕНИЕ ГИДРОКРЕКИНГА ОСТАТКОВ И ГИДРООЧИСТКИ | 2014 |
|
RU2628509C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСТИЛЛЯТНОГО ТОПЛИВА И АНОДНОГО КОКСА ИЗ ОСТАТКОВ ВАКУУМНОЙ ПЕРЕГОНКИ | 2014 |
|
RU2628067C2 |
| МНОГОСТАДИЙНЫЙ ГИДРОКРЕКИНГ ОСТАТКОВ ПЕРЕГОНКИ | 2010 |
|
RU2495911C2 |
| МНОГОСТАДИЙНЫЙ ГИДРОКРЕКИНГ ОСТАТКОВ ПЕРЕГОНКИ | 2010 |
|
RU2538961C1 |
| МНОГОСТУПЕНЧАТЫЙ ГИДРОКРЕКИНГ КУБОВОГО ОСТАТКА | 2017 |
|
RU2722644C1 |
| СПОСОБ КОНВЕРСИИ ТЯЖЕЛЫХ УГЛЕВОДОРОДНЫХ ШИХТ, ВКЛЮЧАЮЩИЙ В СЕБЯ ЭТАПЫ ГИДРОКОНВЕРСИИ В УВЛЕКАЕМОМ И РЕЦИРКУЛИРУЕМОМ СЛОЕ ДЕАСФАЛЬТИЗИРОВАННОЙ НЕФТИ | 2018 |
|
RU2801833C2 |
| СПОСОБ КОНВЕРСИИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ С РЕЦИРКУЛЯЦИЕЙ ДЕАСФАЛЬТИРОВАННОГО МАСЛА | 2018 |
|
RU2801814C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ КОНВЕРСИИ ОСТАТКОВ, ОБЪЕДИНЯЮЩИЙ СТАДИИ ГЛУБОКОЙ ГИДРОКОНВЕРСИИ И СТАДИЮ ДЕАСФАЛЬТИЗАЦИИ | 2018 |
|
RU2773853C2 |
| ГИДРООБРАБОТКА ПРОДУКТОВ ТЕРМИЧЕСКОГО КРЕКИНГА | 2014 |
|
RU2640419C2 |
Настоящее изобретение относится к способу облагораживания кубовых остатков углеводородов (варианты) и к вариантам системы для его осуществления. Один из способов включает контактирование первой порции фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии в первой реакторной системе гидроконверсии с кипящим слоем; извлечение первого эффлюента из первой реакторной системы гидроконверсии; фракционирование первого эффлюента из первой реакторной системы гидроконверсии с кипящим слоем и второго эффлюента из второй реакторной системы гидроконверсии с выделением одной или нескольких углеводородных фракций, включая фракцию остатка вакуумной дистилляции нефти в стандартной системе для фракционирования; деасфальтизацию растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и обработанную фракцию битума; контактирование обработанной фракции деасфальтизированного масла и водорода со вторым катализатором гидроконверсии во второй реакторной системе гидроконверсии; извлечение второго эффлюента из второй реакторной системы гидроконверсии; контактирование обработанной фракции битума, второй части фракции кубовых остатков углеводородов и водорода с третьим катализатором гидроконверсии в третьей реакторной системе гидроконверсии с кипящим слоем; извлечение третьего эффлюента из третьей реакторной системы гидроконверсии и фракционирование третьего эффлюента из третьей реакторной системы гидроконверсии с выделением одной или нескольких углеводородных фракций. Предлагаемое изобретение позволяет достигнуть большей конверсии углеводородов и удаления серы. 5 н. и 15 з.п. ф-лы, 3 ил.
1. Способ облагораживания кубовых остатков углеводородов, причем способ включает:
контактирование первой порции фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии в первой реакторной системе гидроконверсии с кипящим слоем;
извлечение первого эффлюента из первой реакторной системы гидроконверсии;
фракционирование первого эффлюента из первой реакторной системы гидроконверсии с кипящим слоем и второго эффлюента из второй реакторной системы гидроконверсии с выделением одной или нескольких углеводородных фракций, включая фракцию остатка вакуумной дистилляции нефти в стандартной системе для фракционирования;
деасфальтизацию растворителем фракции остатка вакуумной дистилляции нефти, получая фракцию деасфальтизированного масла и обработанную фракцию битума;
контактирование обработанной фракции деасфальтизированного масла и водорода со вторым катализатором гидроконверсии во второй реакторной системе гидроконверсии;
извлечение второго эффлюента из второй реакторной системы гидроконверсии;
контактирование обработанной фракции битума, второй части фракции кубовых остатков углеводородов и водорода с третьим катализатором гидроконверсии в третьей реакторной системе гидроконверсии с кипящим слоем;
извлечение третьего эффлюента из третьей реакторной системы гидроконверсии; и
фракционирование третьего эффлюента из третьей реакторной системы гидроконверсии с выделением одной или нескольких углеводородных фракций.
2. Способ по п. 1, в котором вторая реакторная система для гидроконверсии включает вторую реакторную систему с кипящим слоем, содержащую один или более реакторов с кипящим слоем.
3. Способ по п. 2, в котором фракция деасфальтизированного масла имеет содержание металлов больше чем 80 весовых частей на миллион и содержание коксового остатка по Конрадсону больше чем 10% по весу.
4. Способ по п. 1, дополнительно включающий рециклирование части фракции вакуумных кубовых остатков углеводородов из третьего эффлюента в по меньшей мере один из блока деасфальтизации растворителем, системы вакуумной перегонки, первой реакторной системы с кипящим слоем, второй реакторной системы для гидроконверсии и третьей реакторной системы с кипящим слоем.
5. Способ по п. 1, в котором фракция кубовых остатков углеводородов содержит по меньшей мере один из остаточных атмосферных продуктов, деасфальтизированного масла, деасфальтизированного битума, подвергнутых гидрокрекингу остатков на дне ректификационной колонны, функционирующей при атмосферном давлении или вакууме, прямогонного вакуумного газойля, подвергнутого гидрокрекингу вакуумного газойля, (FCC) тяжелого остатка каткрекинга, вакуумного газойля из способа с кипящим слоем, нефти, полученной из сланцев, нефти, полученной из угля, неочищенной нефти, полученной биоспособом, битума нефтяного песка, талового масла, темного нефтяного масла.
6. Способ по п. 1, в котором контакт в первой реакторной системе с кипящим слоем приводит в результате к конверсии углеводородов в диапазоне от 30 до 75% по весу, удаление серы находится в диапазоне от 40 до 65% по весу, удаление металлов находится в диапазоне от 40 до 65% по весу, и удаление коксового остатка по Конрадсону находится в диапазоне от 30 до 60% по весу.
7. Способ по п. 1, в котором контакт в первой реакторной системе с кипящим слоем осуществляют при жесткости условий реакции от 105000°F-Бар-ч (13300°С-МПа-ч) до 446000°F-Бар-ч (38250°С-МПа-ч).
8. Способ по п. 2, в котором контакт во второй реакторной системе с кипящим слоем осуществляют при жесткости условий реакции от 255000°F-Бар-ч (22800°С-МПа-ч) до 880000°F-Бар-ч (51000°С-МПа-ч).
9. Способ по п. 1, в котором контакт в третьей реакторной системе с кипящим слоем осуществляют при жесткости условий реакции от приблизительно 215000°F-Бар-ч (273000С-Мпа-ч) до приблизительно 755,000°F-Бар-ч (828000С-Мпа-ч).
10. Способ по п. 1, в котором тяжелое нефтяное топливо, полученное в результате фракционирования эффлюента третьей реакторной системы с кипящим слоем, имеет содержание серы 1,5% по весу или меньше.
11. Способ по п. 1, в котором соотношение фракции битума, переработанного в третьей реакторной системе с кипящим слоем для гидроконверсии, и фракции битума из первой системы с кипящим слоем для гидроконверсии находится в диапазоне от 0,1/1 до 10/1.
12. Способ по п. 1, в котором растворитель, применяемый в блоке деасфальтизации растворителем, представляет собой легкий углеводород, содержащий 3-7 атомов углерода.
13. Способ по п. 1, в котором растворитель, применяемый в блоке деасфальтизации растворителем, представляет собой по меньшей мере один из ароматического растворителя, смеси газойля и легкой бензиновой фракции из фракционированного первого, второго или третьего эффлюента.
14. Способ по п. 1, в котором фракционирование третьего эффлюента включает разделение третьего эффлюента в сепараторе с получением жидкой фракции и паровой фракции, причем способ дополнительно включает:
фракционирование жидкой фракции в первой системе фракционирования с выделением второй части фракции остатка вакуумной дистилляции нефти;
контакт паровой фракции с четвертым катализатором для гидроконверсии в четвертой реакторной системе для гидроконверсии;
извлечение четвертого эффлюента из четвертой реакторной системы для гидроконверсии;
фракционирование четвертого эффлюента, выделяя одну или более углеводородных фракций во второй системе фракционирования.
15. Система облагораживания кубовых остатков углеводородов, причем система включает:
первую реакторную систему с кипящим слоем для контакта первой части фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент;
блок деасфальтизации растворителем для деасфальтизации растворителем обработанной фракции остатка вакуумной дистилляции нефти, получая обработанную фракцию деасфальтизированного масла и обработанную фракцию битума;
вторую реакторную систему для гидроконверсии для контакта обработанной фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и
первый блок фракционирования для разделения первого эффлюента и второго эффлюента, выделяя одну или более углеводородных фракций и обработанную фракцию остатка вакуумной дистилляции нефти;
третью реакторную систему гидроконверсии с кипящим слоем для контактирования второй части фракции кубовых остатков углеводородов, обработанной фракции битума и водорода с получением третьего эффлюента; и
второй блок фракционирования для разделения третьего эффлюента, выделяя одну или более углеводородных фракций.
16. Система по п. 15, в которой вторая реакторная система для гидроконверсии включает вторую реакторную систему с кипящим слоем, содержащую один или более реакторов с кипящим слоем.
17. Система по п. 15, дополнительно включающая рециклирование фракции вакуумных кубовых остатков углеводородов по меньшей мере в один из блока деасфальтизации растворителем, системы вакуумной перегонки, первой реакторной системы с кипящим слоем, второй реакторной системы для гидроконверсии и третьей реакторной системы с кипящим слоем.
18. Способ облагораживания кубовых остатков углеводородов, причем способ включает:
контакт первой части фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии в первой реакторной системе с кипящим слоем;
извлечение первого эффлюента из первой реакторной системы с кипящим слоем;
деасфальтизацию растворителем обработанной фракции остатка вакуумной дистилляции нефти, получая обработанную фракцию деасфальтизированного масла и обработанную фракцию битума;
контакт обработанной фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии во второй реакторной системе для гидроконверсии;
извлечение второго эффлюента из второй реакторной системы для гидроконверсии; и
смешение первого эффлюента и второго эффлюента в сепараторе, получая паровую фракцию и жидкую фракцию;
фракционирование жидкой фракции, выделяя обработанную фракцию остатка вакуумной дистилляции нефти в первой системе фракционирования;
контакт паровой фракции с третьим катализатором для гидроконверсии в третьей реакторной системе для гидроконверсии;
извлечение третьего эффлюента из третьей реакторной системы для гидроконверсии;
фракционирование третьего эффлюента, выделяя одну или более углеводородных фракций во второй системе фракционирования, включая обработанный остаток вакуумной дистилляции;
контактирование обработанной фракции битума, второй части фракции кубовых остатков углеводородов и водорода с четвертым катализатором гидроконверсии в третьей реакторной системе гидроконверсии с кипящим слоем;
извлечение четвертого эффлюента из третьей реакторной системы гидроконверсии; и
фракционирование четвертого эффлюента из третьей реакторной системы гидроконверсии с выделением одной или нескольких углеводородных фракций.
19. Система облагораживания кубовых остатков углеводородов, причем система включает:
первую реакторную систему с кипящим слоем для контакта первой части фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент;
блок деасфальтизации растворителем для деасфальтизации растворителем обработанной фракции остатка вакуумной дистилляции нефти, получая обработанную фракцию деасфальтизированного масла и обработанную фракцию битума;
вторую реакторную систему для гидроконверсии для контакта обработанной фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и
сепаратор для разделения смешанной фракции первого эффлюента и второго эффлюента, выделяя жидкую фракцию и паровую фракцию;
блок фракционирования для разделения жидкости, выделяя обработанную фракцию остатка вакуумной дистилляции нефти;
третью реакторную систему для гидроконверсии для контакта паровой фракции с третьим катализатором для гидроконверсии, получая третий эффлюент; и
блок фракционирования для разделения третьего эффлюента, выделяя одну или более углеводородных фракций.
20. Система облагораживания кубовых остатков углеводородов, причем система включает:
первую реакторную систему с кипящим слоем для контакта первой части фракции кубовых остатков углеводородов и водорода с первым катализатором для гидроконверсии, получая первый эффлюент;
блок деасфальтизации растворителем для деасфальтизации растворителем обработанной фракции остатка вакуумной дистилляции нефти, получая обработанную фракцию деасфальтизированного масла и обработанную фракцию битума;
вторую реакторную систему для гидроконверсии для контакта обработанной фракции деасфальтизированного масла и водорода со вторым катализатором для гидроконверсии, получая второй эффлюент; и
первый блок фракционирования для разделения первого эффлюента и второго эффлюента, выделяя одну или более углеводородных фракций и обработанную фракцию остатка вакуумной дистилляции нефти;
третью реакторную систему с кипящим слоем для контакта обработанной фракции битума, второй части фракции кубовых остатков углеводородов и водорода, получая третий эффлюент;
сепаратор для разделения третьего эффлюента и извлечения жидкой фракции и паровой фракции;
второй блок фракционирования для разделения жидкости, выделяя обработанную фракцию остатка вакуумной дистилляции нефти;
четвертую реакторную систему для гидроконверсии для контакта паровой фракции с четвертым катализатором для гидроконверсии, получая четвертый эффлюент; и
третий блок фракционирования для разделения четвертого эффлюента, выделяя одну или более углеводородных фракций.
| US 8287720 B2, 16.10.2012 | |||
| US 5980730 А1, 09.11.1999 | |||
| US 20110226667 A1, 22.09.2011 | |||
| US 20120091039 A1, 19.04.2012 | |||
| US 20110198265 A1, 18.08.2011 | |||
| Устройство для охраны помещений, хранилищ и т.п. | 1925 |
|
SU1938A1 |

