Изобретение относится к обработке металлов резанием и может быть использовано в конструкциях резцов, оснащенных сменными многогранными режущими пластинами.
В качестве прототипа принята конструкция сборного режущего инструмента, например резца, у которого режущая пластина закреплена при помощи эксцентрикового штифта, который эксцентрично установлен в поворотной втулке, закрепленной в отверстии державки. Данная конструкция позволяет регулировать положение пластины в поперечном направлении за счет поворота втулки, имеющей эксцентриситет к оси винта.
Отсутствие взаимосвязей величин эксцентриситета штифта и втулки не позволяет гарантировать правильного базирования пластины в гнезде. Кроме того, наличие дополнительного элемента (втулки) затрудняет и усложняет работу с инструментом, уменьшает жесткость и прочность головки инструмента, находящейся под действием сил резания.
Цель изобретения - повышение определенности базирования пластины и прочности режущего инструмента.
Это достигается применением способа крепления режущей пластины эксцентриковым штифтом, заключающимся в том, что режущую пластину базируют по боковым сторонам гнезда державки и закрепляют эксцентриковым штифтом, согласно изобретению силу закрепления направляют по диагонали гнезда державки эксцентриковым штифтом, имеющим параметры
B= rв-rо, где rв, rо и rэ - соответственно радиус винта, отверстия в режущей пластине и эксцентрикового штифта;
а и b - величина эксцентриситета между осями винта и эксцентрического штифта, винта и отверстия в режущей пластине;
ε - угол при вершине режущей пластины;
f и α - соответственно коэффициент трения и угол давления эксцентрикового штифта и стенки отверстия режущей пластины.
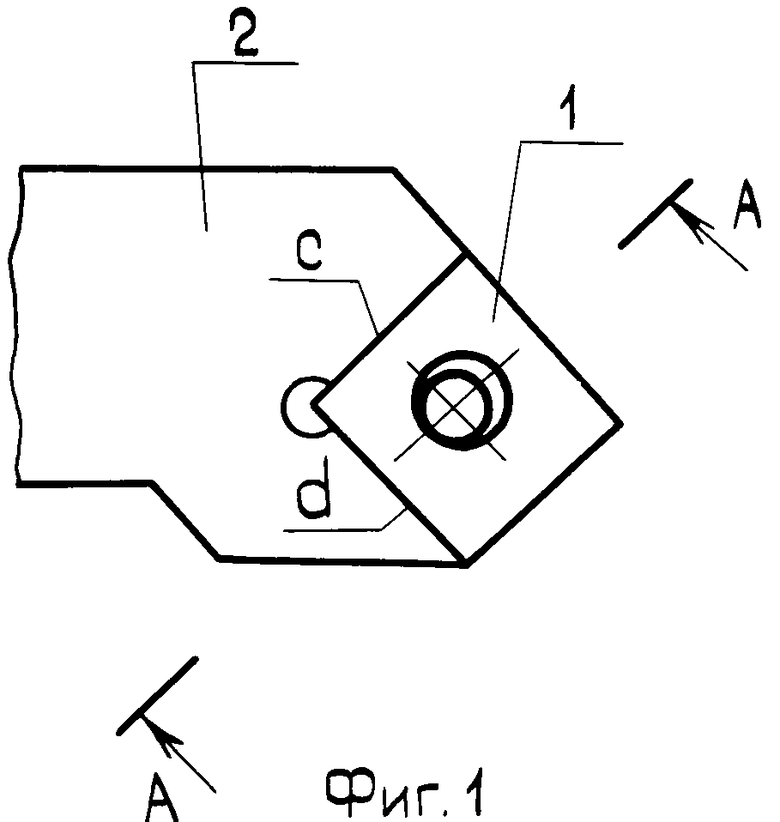
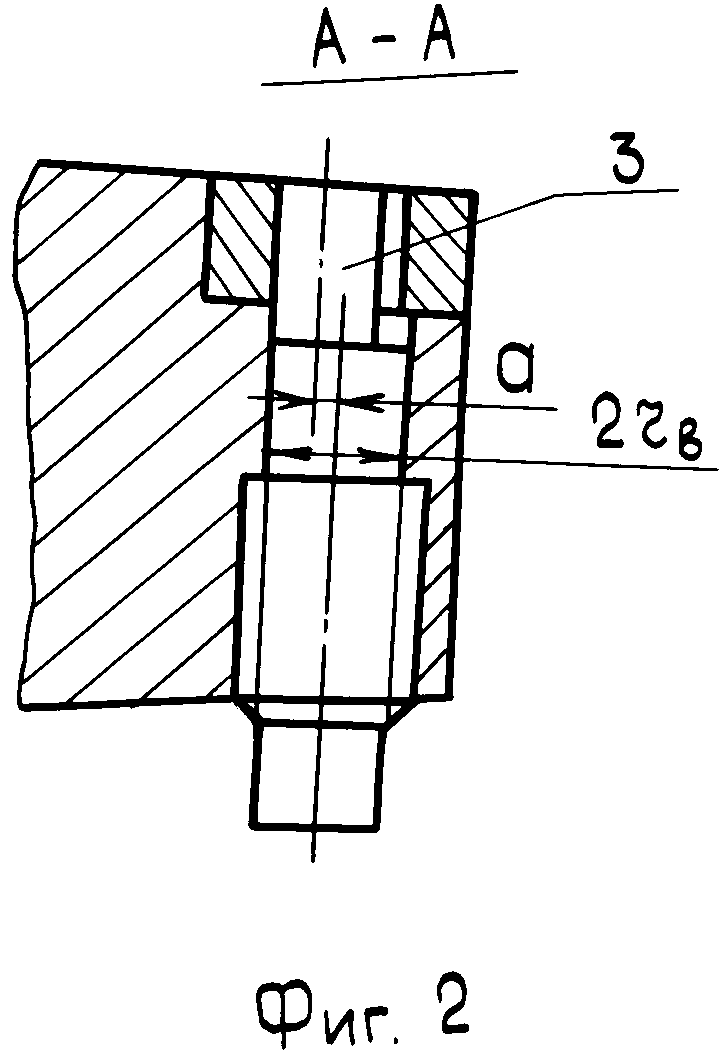
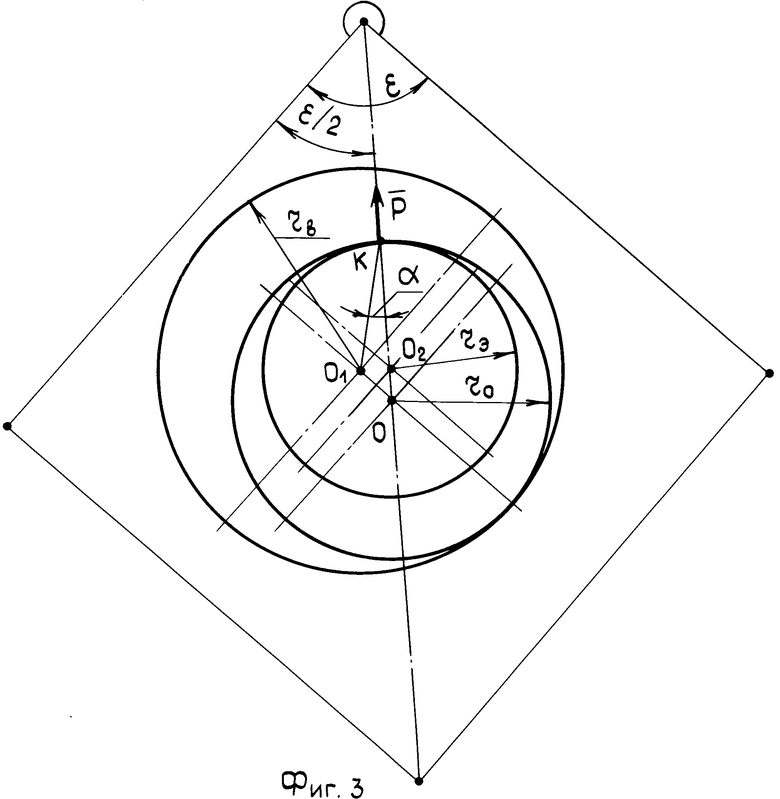
На фиг.1 показано положение режущей пластины в гнезде; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - расчетная схема способа.
При правильном базировании сменной многогранной режущей пластины 1 в корпусе 2 инструмента она должна при закреплении без зазоров касаться боковых сторон с и d паза.
Правильное базирование пластины обеспечено, если точка К контакта эксцентрикового штифта 3 и поверхности отверстия в режущей пластине, а также ось эксцентрикового штифта принадлежат биссектрисе угла ε при вершине пластины, и гнезда державки. В этом случае в момент закрепления пластины направление силы зажима Р и перемещение пластины направлены по биссектрисе угла ε и поджим обеспечивает базирование режущей пластины к обеим сторонам гнезда.
Поворот эксцентрикового штифта осуществляется относительно оси O1винта. Устойчивое положение узла крепления обеспечено при выполнении условия самоторможения, что выполняется, если tg α≅ f - коэффициент трения в зоне контакта. Для обеспечения технологичности изготовления гнезда в корпусе необходимо, чтобы ось O1 винта располагалась на прямой OO1, параллельной одной из сторон гнезда.
Рассматривая ΔOO1K можно записать










 . Учитывая, что sinα =
. Учитывая, что sinα =  =
=  ≅
≅  ≈ f, Получаем необходимое соотношение между параметрами эксцентрикового винта
≈ f, Получаем необходимое соотношение между параметрами эксцентрикового винта


 . (1)
. (1)
Для обеспечения сборки узла крепления радиус rэ эксцентрикового штифта - должен быть меньше радиуса ro отверстия в режущей пластине. Необходимую величину эксцентриситета a между осью O1 винта и осью O2эксцентрикового штифта можно определить из Δ KO1O2
O1O2=a= , где
, где 



 ;
;
O1K=OK .
.
Тогда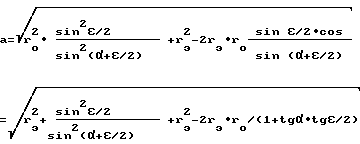 =
=
Пример использования предлагаемого способа.
Исходными данныи при использовании данного способа являются диаметр отверстия в пластине/ число ее граней и выбранный диаметр эксцентрикового штифта. Рассмотрим его реализацию для случая: четырехгранная пластина (ε= 90o)/ диаметр эксцентрикового штифта9/12 мм. Принимаем f = 0/1 (α ≅ 5/4о)/ диаметр эксцентрикового штифта 8/5 мм (rэ < rо).
В соответствии с уравнением (1) имеем
rв≅ r 1+
1+  =4,56(
=4,56( 1+
1+  =5,21, принимаем rв= 5/2 мм.
=5,21, принимаем rв= 5/2 мм.
Величину эксцентриситета Q определяем повыражению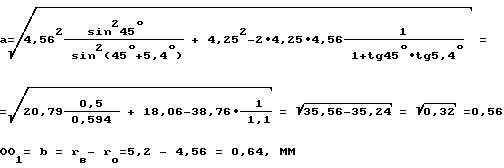 Таким образом, определены все необходимые параметры для изготовления гнезда при использовании предлагаемого способа.
Таким образом, определены все необходимые параметры для изготовления гнезда при использовании предлагаемого способа.
Следует отметить, что применение предлагаемого способа, кроме определенности базирования, повышает и прочность режущего инструмента. Это связано с тем, что происходит минимальное ослабление корпусной части инструмента отверстием под крепежный винт, отсутствуют промежуточные детали, требующие соответствующей обработки корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| ДИСКОВАЯ ДВУСТОРОННЯЯ ФРЕЗА | 1990 |
|
RU2023549C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ВСТАВКИ В СБОРНОМ РЕЗЦЕ | 1999 |
|
RU2172230C2 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 1994 |
|
RU2102199C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СМЕННЫХ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН | 2003 |
|
RU2263016C2 |
| СБОРНЫЙ РЕЗЕЦ | 1999 |
|
RU2172231C2 |
Использование: конструкция резцов, оснащенных сменными многогранными режущими пластинами. Сущность изобретения: способ крепления режущей пластины эксцентриковым штифтом заключается в том, что режущую пластину базируют по боковым сторонам гнезда державки и закрепляют эксцентриковым штифтом. Согласно изобретению силу закрепления направляют по диагонали гнезда державки. 3 ил.
СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ЭКСЦЕНТРИКОВЫМ ШТИФТОМ, при котором режущую пластину базируют по боковым сторонам гнезда державки и закрепляют эксцентриковым штифтом, отличающийся тем, что силу закрепления направляют по диагонали гнезда державки, а радиусы винта, отверстия режущей пластины выбирают из условия ≅
≅  1+
1+  ,
,
при этом величины эксцентриситетов между осями винта и штифта и винта и отверстия в режущей пластине выбирают по формулам
a = 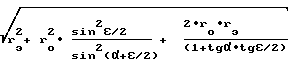
 ;;
;;
b = rв - rо,
где rв, rо, rэ - соответственно радиус винта, отверстия режущей пластины и эксцентрикового штифта;
a, b - величина эксцентриситета между осями винта и штифта и винта и отверстия в режущей пластине;
ε - угол при вершине режущей пластины;
f, α - соответственно коэффициент трения и угол давления эксцентрикового штифта и стенки отверстия режущей пластины.
