Изобретение относится к металлообработке и может быть использовано для режущих инструментов сборной конструкции, оснащенных сменными многогранными пластинами с механическим креплением в корпусе инструмента.
Известен способ крепления сменной режущей пластины в корпусе резца, содержащего корпус с посадочным гнездом, опорную пластину, винт боковой ее фиксации, режущую пластину, винт ее закрепления, дополнительные элементы прижатия режущей пластины и ее винта, включающий установку опорной и режущей пластин в посадочное гнездо корпуса резца и их последующее закрепление винтами (Сандвик Коромант, 2000. Металлообработка. Токарный инструмент. Каталог фирмы Stibo Graphic, С-1000: 7-RUS, 2000.04, с. 57 - прототип).
Недостатком известного способа крепления сменной режущей пластины в корпусе резца является ухудшение качества режущего инструмента, обусловленное такой последовательностью установки и фиксации элементов крепления, которая приводит к возникновению перекоса опорной пластины в посадочном гнезде корпуса резца, как следствие - к аналогичному перекосу сменной режущей пластины, устанавливаемой на опорную пластину, зависанию опорной и режущей пластин в воздухе, что резко повышает восприимчивость инструмента к вибрациям, ведет к уменьшению стойкости инструмента, снижению его жесткости, вызывает неопределенность базирования опорной и режущей пластин, как следствие - ошибку их позиционирования в гнезде корпуса резца, занятие ими произвольного положения в пространстве, включая вершину режущей части инструмента. Согласно прототипу последовательность установки и фиксации элементов крепления сменной режущей пластины в корпусе резца, приводящая к указанным недостаткам, включает установку опорной пластины в посадочное гнездо инструмента, фиксацию ее винтом сбоку, установку режущей пластины в посадочное гнездо и закрепление ее сверху. Такая последовательность фиксации элементов крепления приводит к следующим явлениям: при закреплении опорной пластины винтом боковой ее фиксации, в силу одностороннего (бокового) приложения силы со стороны винта фиксации, опорная пластина, прижимаемая винтом к боковой поверхности посадочного гнезда инструмента, приподнимается (отрывается) от опорной поверхности гнезда - основной установочной базы, образуя зазор между опорными плоскостями посадочного гнезда резца и пластины, при этом образуется точечный или линейный взаимный контакт по краям гнезда и пластины (см. чертеж).
В процессе резания под воздействием динамических факторов (возникающих сил резания, крутящих моментов, вибраций, знакопеременных нагрузок) опорная и режущая пластины могут самопроизвольно установиться из описанного неправильного положения в положение, при котором опорная пластина ложится на опорную плоскость (основную установочную базу) посадочного гнезда корпуса резца, перемещая также и режущую пластину в правильное положение. Однако такое явление приводит лишь к усугублению вышеописанных недостатков известного способа крепления сменной режущей пластины в корпусе резца. В новом самопроизвольно возникшем правильном положении опорная и режущая пластины оказываются незакрепленными винтом закрепления режущей пластины, т.к. его окончательная затяжка осуществлялась на пластинах, установленных с перекосом, что соответствует большему размеру затяжки винта. При самопроизвольной установке опорной и режущей пластины в правильное положение предшествующий размер затяжки винта режущей пластины становится недостаточным: опорная и режущая пластины оказываются в незакрепленном состоянии. Осуществление процесса резания в таких условиях становится невозможным - режущий инструмент теряет работоспособность.
Изобретением решается задача улучшения качества режущего инструмента путем изменения последовательности установки и фиксации элементов крепления сменных режущих пластин.
Достигается это тем, что способ регламентирует последовательность установки и фиксации элементов крепления сменных режущих пластин, при которой обеспечивается точное базирование и надежная фиксация элементов крепления сменных режущих и опорных пластин по поверхностям их базирования.
Сущность изобретения заключается в том, что известный способ крепления сменной режущей пластины в корпусе резца, содержащего корпус с посадочным гнездом, опорную пластину, винт боковой ее фиксации, режущую пластину, винт ее закрепления, дополнительные элементы прижатия режущей пластины и ее винта, включающий установку опорной и режущей пластины в посадочное гнездо корпуса резца и их последующее закрепление винтами, осуществляют в следующей новой последовательности сборки инструмента: опорную пластину базируют в посадочном гнезде корпуса резца на основную установочную базу опорной пластины, на опорной пластине базируют режущую пластину на основную установочную базу режущей пластины и окончательно закрепляет винтом ее закрепления, после чего фиксируют опорную пластину винтом боковой фиксации от самопроизвольного выпадения при поворотах и заменах режущей пластины и затем устанавливают и закрепляют дополнительные элементы прижатия режущей пластины и ее винта.
Отличительные признаки предложенного способа крепления сменной режущей пластины в корпусе резца от прототипа заключаются в том, что опорную пластину базируют в посадочном гнезде корпуса резца на основную установочную базу опорной пластины, на опорной пластине базируют режущую пластину на основную установочную базу режущей пластины и окончательно закрепляют винтом ее закрепления, после чего фиксируют опорную пластину винтом боковой фиксации от самопроизвольного выпадения при поворотах и заменах режущей пластины и затем устанавливают и закрепляют дополнительные элементы прижатия режущей пластины и ее винта.
Указанные признаки способа крепления сменной режущей пластины в корпусе резца необходимы и достаточны во всех случаях выполнения способа с достижением вышеуказанного технического результата.
На чертеже представлена принципиальная схема способа крепления сменной режущей пластины в корпусе резца и предлагаемая последовательность установки и фиксации элементов крепления.
Описание предлагаемого способа крепления сменной режущей пластины в корпусе резца является примером его осуществления. Для осуществления способа требуются известные общетехнические средства, используемые при сборке резцов, повороте и замене сменных режущих пластин, не отличающиеся от используемых аналогичных средств прототипа.
Способ крепления сменной режущей пластины в корпусе резца осуществляется следующим образом. В посадочное гнездо 1 корпуса резца устанавливают опорную пластину 2, базируя ее на основную установочную базу (Полное наименование базы - "основная установочная (явная) база" - соответствует ГОСТ 21495, с.8 (п. 14), с. 11 (п. 18), с. 13 (п.24) и примечанию (Примеры) с.13) опорной пластины и исключая при этом соприкосновение нижних ребер пластины с фаской в углах посадочного гнезда корпуса. Затем на лежащую и не закрепленную в посадочном гнезде корпуса резца опорную пластину 2 устанавливают режущую пластину 3, при этом основная установочная база режущей пластины располагается на опорной пластине.
Опорную 2 и режущую 3 пластины, установленные друг на друга ("пакетом") в гнезде корпуса резца, окончательно закрепляют винтом 4 закрепления режущей пластины. Окончательная (полная) затяжка винта 4 обеспечивает беспрепятственное устранение возможных зазоров в сопряжениях основных установочных баз гнезда корпуса, опорной и режущей пластин, предотвращая опасность неправильного базирования элементов режущей части инструмента и обеспечивая их плотное сопряжение (прилегание) по контактным поверхностям. После выполнения вышеописанных операций сборки режущей части инструмента фиксируют опорную пластину винтом боковой фиксации 5 легким прижатием. Опорная пластина не нуждается на этом этапе в дополнительном креплении винтом боковой фиксации, т. к. она надежно закреплена вместе с режущей пластиной винтом 4, однако в процессе периодически выполняемых смен режущей пластины и ее поворотах на другие неизношенные грани винт закрепления 4 вывинчивают для освобождения режущей пластины, при этом освобождается и опорная пластина, которая может самопроизвольно выпасть. Препятствует этому винт 5 боковой фиксации опорной пластины, не требующий силового затягивания.
Повышение надежности крепления режущей пластины может быть увеличено за счет применения дополнительных элементов ее прижатия к опорной поверхности гнезда корпуса резца или дополнительных элементов прижатия винта закрепления режущей пластины, что обеспечивается традиционным прижимом (прихватом) сверху, регулируемым специальным винтом (не показаны).
Использование предлагаемого способа крепления сменной режущей пластины в корпусе резца улучшает качество инструмента, повышает резистентность его к вибрациям, увеличивает стойкость благодаря надежной установке опорной и режущей пластин в гнезде корпуса инструмента на их основные установочные базы в результате плотного беззазорного взаимного прилегания сопрягаемых поверхностей, обеспечивает стабильность технологических свойств инструмента, повышает его надежность и долговечность.
Изобретение относится к области металлообработки, режущим инструментам сборной конструкции, оснащенным сменными многогранными пластинами с механическим креплением в корпусе инструмента. Способ относится к креплению сменной режущей пластины в корпусе резца, содержащего корпус с посадочным гнездом, опорную пластину, винт боковой ее фиксации, режущую пластину, винт ее закрепления, дополнительные элементы прижатия режущей пластины и ее винта, и включает установку опорной и режущей пластин в посадочное гнездо корпуса резца и их последующее закрепление винтами. Для улучшения качества режущего инструмента опорную пластину базируют в посадочном гнезде корпуса резца на основную установочную базу опорной пластины, на опорной пластине базируют режущую пластину на основную установочную базу режущей пластины и окончательно закрепляют винтом ее закрепления, после чего фиксируют опорную пластину винтом боковой фиксации от самопроизвольного выпадения при поворотах и заменах режущей пластины и затем устанавливают и закрепляют дополнительные элементы прижатия режущей пластины и ее винта. 1 ил.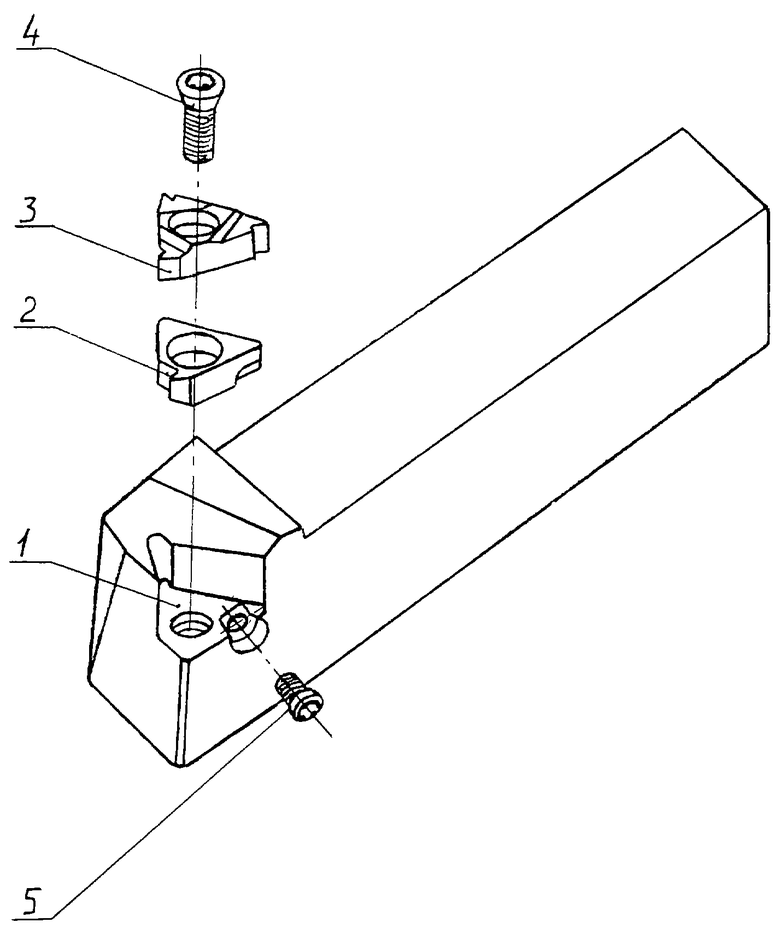
Способ крепления сменной режущей пластины в корпусе резца, содержащего корпус с посадочным гнездом, опорную пластину, винт боковой ее фиксации, режущую пластину, винт ее закрепления, дополнительные элементы прижатия режущей пластины и ее винта, включающий установку опорной и режущей пластин в посадочное гнездо корпуса резца и их последующее закрепление винтами, отличающийся тем, что опорную пластину базируют в посадочном гнезде корпуса резца на основную установочную базу опорной пластины, на опорной пластине базируют режущую пластину на основную установочную базу режущей пластины и окончательно закрепляют винтом ее закрепления, после чего фиксируют опорную пластину винтом боковой фиксации от самопроизвольного выпадения при поворотах и заменах режущей пластины, и затем устанавливают и закрепляют дополнительные элементы прижатия режущей пластины и ее винта.
| УСТРОЙСТВО ДЛЯ ИЗБИРАТЕЛЬНОГО ВЫЗОВА ТЕЛЕФОННЫХ АППАРАТОВ | 1922 |
|
SU1000A1 |
| Токарный инструмент", фирма Sandvik Coromant, издательство Stibo Graphik, 2000, с.57 | |||
| Режущий инструмент | 1982 |
|
SU1088889A1 |
| Резец | 1984 |
|
SU1199470A1 |
| Резец с механическим креплением режущей пластины | 1986 |
|
SU1433646A1 |
| Сборный режущий инструмент | 1988 |
|
SU1585084A1 |
| СН 508438, 30.07.1971 | |||
| Термосвая | 1979 |
|
SU787551A1 |

