Изобретение относится к технологии металлообработки, а конкретно к режущему инструменту, и может быть использовано при разработке и изготовлении сборных фрез с механическим креплением сменных многогранных пластин.
Известна торцовая сборная фреза, содержащая корпус, установленные в пазах корпуса державки с режущими неперетачиваемыми пластинками, базирующимися в радиальном направлении на кольцевую проточку конуса, а в осевом направлении подтягивающимися к опорной базе с помощью винта, причем со стороны передней поверхности державки вдоль каждого паза корпуса выполнен уступ, на котором установлена регулируемая вставка, торец которой служит опорной базой для режущих пластин.
Недостатком данной конструкции фрезы является сложность, а отсюда трудоемкость регулировки и настройки фрезы в целом.
Известна торцовая фреза, способ настройки режущих пластин которой включает регулировку положения кромок режущих пластин при сборке и в процессе эксплуатации при замене изношенных режущих пластин, на установочных поверхностях державок по окружности перемещают платики, являющиеся боковыми опорами режущих пластин с последующим закреплением их на державках, а также линейно перемещают сами державки в пазах корпуса с последующим закреплением их в указанных пазах.
Недостатком такого способа настройки фрезы является сложность и трудоемкость регулировки биений режущих пластин, неГВЬЛЧ&
обходимость использования индикаторов или оптических приборов.
Целью изобретения является сокращение времени настройки фрезы при сборке и в процессе эксплуатации при замене изношенных режущих пластин.
Цель достигается тем, что способ настройки торцовой фрезы включает регулировку положения кромок режущих пластин при сборке и в процессе эксплуатации при замене изношенных режущих пластин, на установочных поверхностях державок по окружности перемещают платики, являющиеся боковыми опорами режущих пластин с последующим закреплением их на державках, а также линейно перемещают сами державки в пазах корпуса с последующим закреплением их в указанных пазах, в процессе регулировки положения кромок режущих пластин при сборке фрезы, платики перемещают по установочной поверхности державки свободно, а в процессе эксплуатации гТри замене изношенных режущих пластин перемещают только державки в осевом направлении.
Такой способ настройки торцовой фрезы позволяет сократить время настройки и повысить производительность труда, а также точность установки пластин.
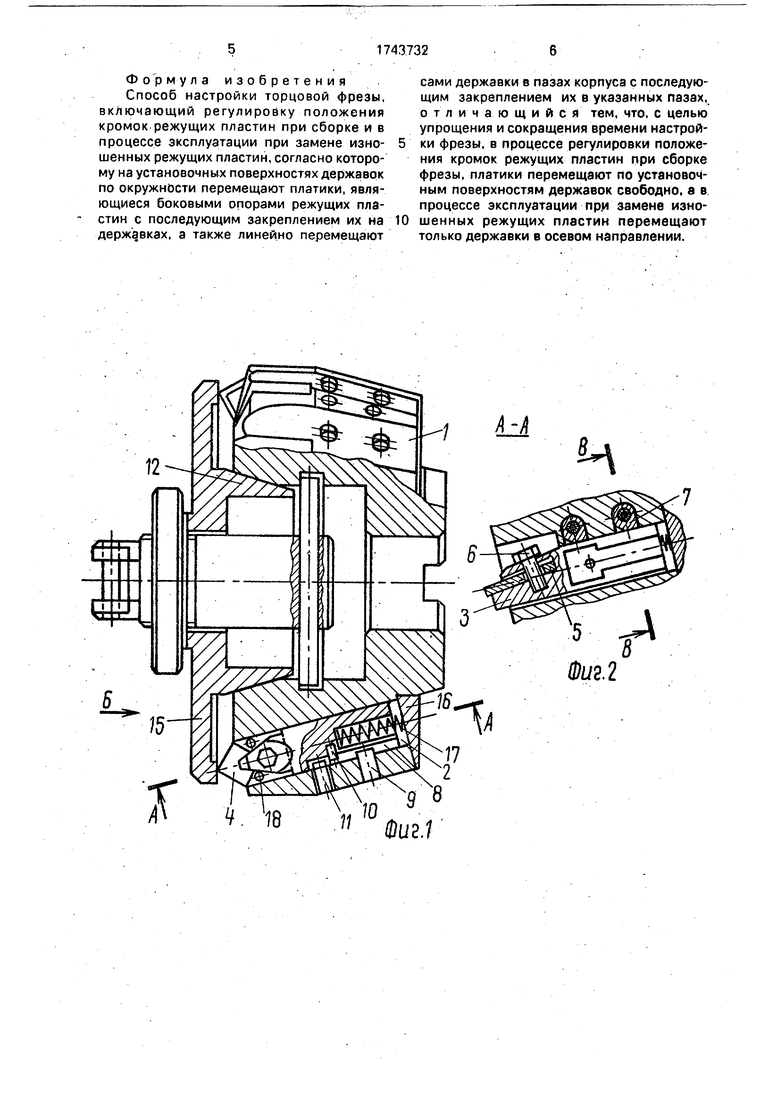
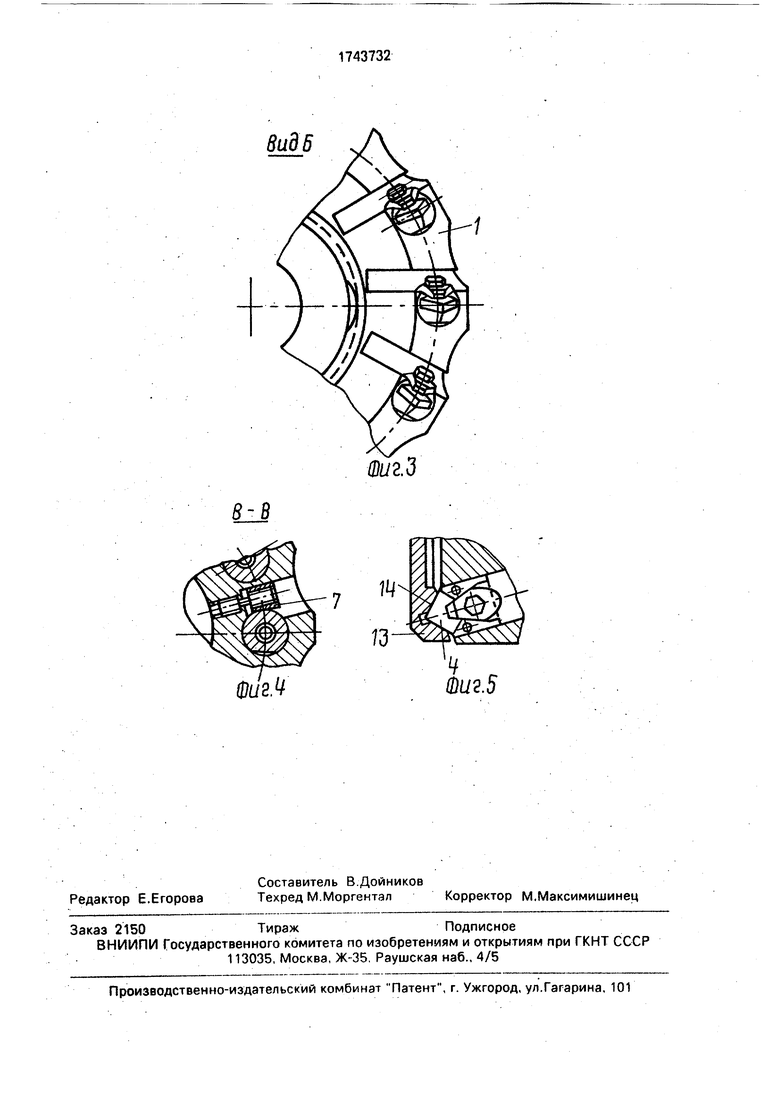
На фиг. 1 изображена предлагаемая фреза, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (со снятым диском); на фиг. 4 - разрез В- В на фиг. 2; на фиг. 5 - схема настройки пластин по технологическому диску.
Регулируемая торцовая фреза содержит корпус 1 (см. фиг. 1, 3) с осевым посадочным отверстием и расположенными равномерно по окружности отверстиями 2, в которых установлены державки 3 с режущей пластиной 4, базирующейся на опорный платик 5 (см. фиг. 1, 2) и закрепленный болтом 6. Каждая державка 3 в отверстии 2 корпуса 1 закреплена клиньями 7 (см. фиг. 4) и снабжена направляющим пазом 8 под палец 9, запрессованный на корпусе 1. Ограничение перемещений державки 3 осуще- ствляется штифтом 10, который при ослаблении клиньев 7 упирается в ограничительный винт 11. Со стороны переднего торца корпуса 1 посадочное отверстие снабжено конусом 12 под ответный конусный хвостовик технологического диска 13 (см, фиг. 5) с кольцевой угловой проточкой 14 или под конусный хвостовик настроечного диска 15 (см. фиг, 1). На задней части корпуса 1 закреплена шайба 16, которая удерживает пружины 17, размещенные каждая в осевом глухом отверстии державки 3. Платики 5 сориентированные в радиальном
направлении технологическим диском 13, закреплены штифтами 18 (см. фиг. 1).
Сборка и настройка фрезы осуществляется следующим образом.
На корпусе 1 фрезы закрепляют шайбу
16, запрессовывают пальцы 9 и устанавливают клинья 7. Нумеруют державки 3 и отверстия 2 корпуса 1. В державки 3 запрессовывают штифты 10, устанавливают
0 пластины 4 с платиками 5, зажав их в пазу болтами 6 так. чтобы пластины 4 имели возможность свободного перемещения вместе с опорными платиками 5. Державки 3 совместно с пружинами 7 вставляют в отверстия
5 2 корпуса 1 согласно нумерации. В посадочное отверстие фрезы устанавливается хвостовик технологического диска 13 и настраивается положение платиков 5 так, чтобы пластины 4 по вспомогательной и ре0 жущей граням прилегали плотно без зазоров к кольцевой угловой канавке 14 диска 13 (см. фиг. 5), а затем окончательно затягиваются болты 6.
Снимают технологический диск 13, вы5 нимают каждую державку Засверлят отверстия под штифты 18 и запрессовывают их. Затем державки 3 опять устанавливают в отверстие 2 корпуса 1 согласно нумерации и ввинчивают винты 11. Далее устанавлива0 ют настроечный диск 15, в посадочное отверстие фрезы (см. фиг. 1), при этом режущие вершины пластин 4, контактируя . с поверхностью настроечного диска займут рабочее положение. Затягивают клинья
5 7 и снимают настроечный диск 15. Фреза собрана, отрегулирована и готова для работы.
При замене изношенных режущих граней пластин настройку фрезы производят,
0 не снимая фрезы со станка, в следующей последовательности.
Ослабляют болт 6, вынимают поврежденную режущую пластину 4 поворачивают неизношенной гранью в рабочее положение
5 или ставят новую пластину 4 и затягивают болт 6. Теперь ослабляют клинья 7 державки 3 с замененной пластиной 4, устанавливают на фрезе настроечный диск. Замененную пластину 4 выравнивают отно0 сительно остальных пластин 4 и затягивают клинья 7, после чего снимают диск 15. Фреза снова готова к работе.
Таким образом, описанная конструкция сборной фрезы позволяет достаточно про5 сто производить настройку фрезы в целом, что ведет к уменьшению трудоемкости при сборке и повышает производительность.
На предприятии по данной конструкции фрезы разработаны ра.бочие чертежи и запущены в производство для изготовления.
Фо рмула изобретения Способ настройки торцовой фрезы, включающий регулировку положения кромок режущих пластин при сборке и в процессе эксплуатации при замене изношенных режущих пластин, согласно которому на установочных поверхностях державок по окружности перемещают платики, являющиеся боковыми опорами режущих пластин с последующим закреплением их на державках, а также линейно перемещают
0
сами державки в пазах корпуса с последующим закреплением их в указанных пазах, отличающийся тем, что, с целью упрощения и сокращения времени настройки фрезы, в процессе регулировки положения кромок режущих пластин при сборке фрезы, платики перемещают по установочным поверхностям державок свободно, а в процессе эксплуатации при замене изношенных режущих пластин перемещают только державки в осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Концевая фреза | 1980 |
|
SU865558A1 |
| Торцовая фреза | 1989 |
|
SU1741982A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| Торцовая ступенчатая фреза | 1989 |
|
SU1720810A1 |
| Режущий инструмент, а также резцовая кассета для него | 2013 |
|
RU2643009C2 |
| Дисковая фреза | 1991 |
|
SU1797525A3 |
| Торцовая фреза | 1990 |
|
SU1754350A1 |
| Торцовая фреза | 1984 |
|
SU1247190A1 |
| Головка для нарезания криволинейных зубьев зубчатых колес | 1986 |
|
SU1425002A1 |
Использование: при разработке и изготовлении сборных фрез с механическим креплением сменных многогранных пластин. Способ настройки торцовой фрезы включает регулировку положения кромок режущих пластин при сборке и в процессе эксплуатации при замене изношенных режущих пластин, на установочных поверхностях державок по окружности перемещают платики, являющиеся боковыми опорами режущих пластин с последующим закреплением их на державках, а также линейно перемещают сами державки в пазах корпуса с последующим их закреплением. В процессе регулировки положения кромок режущи пластин при сборке фрезы, платики перемещают по установочной поверхности державки свободно, а в процессе эксплуатации при замене изношенных режущих пластин перемещают только державки в осевом направлении 5 ил.
Ч. 18
га 8 Фиг.
7
5 Д
Фиг. 2
Вид 6
ФигМ
Фиг.3
| Патент ФРГ № 3140905, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
