Изобретение относится к способам отделочно-упрочняющей обработки наружных поверхностей вращения, основанных на поверхностном пластическом деформировании при использовании пластины с боковой рабочей поверхностью скругления, и предназначено для использования в различных отраслях металлообрабатывающей промышленности.
Из уровня техники широко известны методы обкатывания поверхностей деталей свободно вращающимися роликами или шариками, соприкасающимися с вращающейся деталью под давлением. Недостатком известных способов является сложность точной установки оси деформирующего элемента параллельно оси детали. Если осевая линия инструмента будет ниже осевой линии заготовки, то материал при деформировании будет «набегать» на инструмент и образовывать дополнительную пластическую волну, которая снижает четкость контура рисунка и снижает шероховатость поверхности. Если осевая линия инструмента будет выше оси заготовки, то возникает частичное проскальзывание в зоне контакта, уменьшается глубина пластической деформации. При вибрационном обкатывании деформирующий инструмент в виде шарика быстро изнашивается, так как претерпевает трение скольжения и работает практически одной поверхностью.
Известен инструмент для чистовой и упрочняющей обработки наружных поверхностей вращения (SU № 434001, МПК В24В 39/04, опубликовано 30.06.1974). Согласно данному изобретению деформирующий элемент выполнен в виде полного кругового цилиндра, установленного с возможностью свободного вращения и возможностью перемещения вдоль своей оси.
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются вращательное движение заготовки вокруг своей оси, продольная подача инструмента параллельно оси заготовки.
Недостатком известного способа обработки является отсутствие возможности формирования на поверхности детали регулярного микрорельефа в виде пересекающихся волн заданной амплитуды и шага, а также их изменения в процессе изготовления.
Известен способ обработки цилиндрических деталей (SU № 1353596, МПК В24В 39/04, опубликовано 23.11.1987), при котором поверхностное пластическое деформирование вращающейся детали осуществляют коническим роликом с постоянным радиальным усилием при сообщении ему движения подачи вдоль оси детали, при этом пластическое деформирование осуществляют с переменным удельным давлением, причем конический ролик устанавливают перпендикулярно оси обрабатываемой детали и сообщают ему дополнительное движение подачи, перпендикулярное его основному перемещению и касательное к обрабатываемой поверхности. Указанный способ обработки является наиболее близким аналогом и может быть принят в качестве прототипа способа для осциллирующего обкатывания цилиндрических поверхностей.
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются вращательное движение заготовки вокруг своей оси, продольная подача инструмента параллельно оси заготовки, подача инструмента в касательном направлении относительно заготовки.
Недостатком известного способа обработки является невозможность формирования на поверхности детали регулярного микрорельефа в виде пересекающихся волн заданной амплитуды и шага, а также их изменения в процессе работы.
Задача заявляемого изобретения заключается в повышении эксплуатационных характеристик обработанной поверхности образованием регулярных микрорельефов при сохранении основных достоинств метода поверхностного пластического деформирования.
Технический результат заключается в повышении качества обрабатываемой поверхности путем реализации метода обработки, обеспечивающего возможность образования на поверхности деталей регулярных, управляемых, аналитически рассчитываемых микрорельефов.
Указанный технический результат достигается тем, что способ поверхностного пластического деформирования тел вращения, при котором заготовке сообщают вращательное движение относительно собственной продольной оси, а инструменту, оказывающему давление на поверхность обрабатываемой заготовки, сообщают продольную подачу, согласно изобретению деформирующий элемент инструмента является пластиной с боковой рабочей поверхностью скругления, при этом инструменту дополнительно сообщают колебательное возвратно-поступательное движение в направлении, перпендикулярном оси заготовки в вертикальной плоскости, касательной к поверхности заготовки.
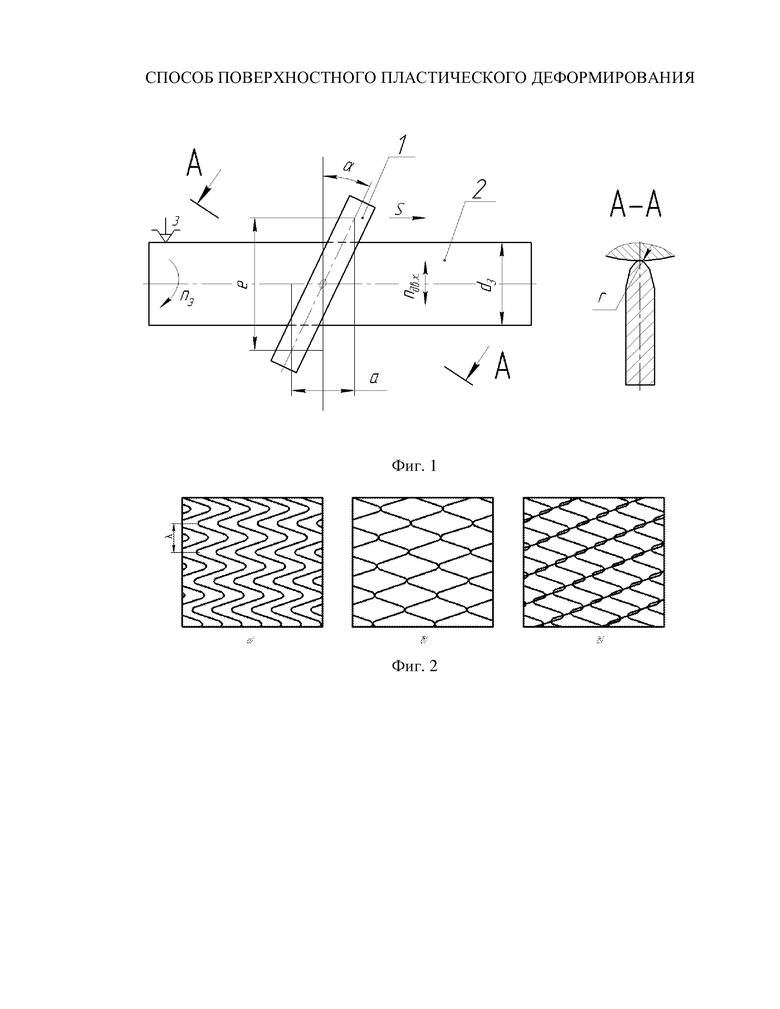
На фиг.1 представлена схема обработки предлагаемого метода для поверхностного пластического деформирования заготовки-вала, 1 – пластина, 2 – заготовка; на фиг.2 - развертка взаиморасположенных канавок на обрабатываемой поверхности в зависимости от значений {i}.
Как видно из схемы обработки (фиг.1), параметрами режима, определяющими кинематику процесса и все параметры регулярного микрорельефа, являются: частота вращения заготовки (nз), подача деформирующего элемента (s), частота осцилляции деформирующего элемента (nдв.х) и амплитуда осцилляции деформирующего элемента (е). Сущность управления образованием регулярных микрорельефов состоит в том, что оно производится за счет варьирования соотношения скоростей движения заготовки и деформирующего элемента.
Объемные характеристики и взаимное расположение микрорельефов зависят от отношения nдв.х /nз=i=[i]+{i}, где [i] - целая часть числа i, a {i} - дробная часть числа i. Целая часть численного значения [i] показывает, сколько раз длина волны λ укладывается на длине окружности заготовки, а дробная {i} - величину смещения канавок относительно друг друга при каждом последующем ее обороте.
 ;
;
 ;
;  ;
;
где  — скорость резания;
— скорость резания;  – диаметр заготовки;Т – период осцилляции деформирующего элемента. Тогда
– диаметр заготовки;Т – период осцилляции деформирующего элемента. Тогда
 мм
мм
На фиг.2 приведены схемы взаиморасположения канавок в зависимости от значений {i}. При {i}, равном нулю (i равно целому числу), смещение канавок отсутствует (фиг. 2, а). Если {i} = 0,5, канавки смещаются при каждом последующем обороте заготовки на половину длины волны л. (фиг.2, б)). При  канавки располагаются по схеме Фиг.2, в). (переплетаются).
канавки располагаются по схеме Фиг.2, в). (переплетаются).
Режимы и параметры поверхностного пластического деформирования на основе осциллирующего движения рабочего инструмента соответствуют режимам при обкатке шариком, роликом и алмазном выглаживании. Так, профильный радиус (радиус скругления) инструмента r составляет 2,5-5 мм, сила прижатия инструмента P при обработке 50-300 Н, частота вращения заготовки nз 100-1000 мин-1, амплитуда колебания 0,5-10 мм, подача S 0,05-0,30 мм/об, частота двойных ходов инструмента nдв.х.=100-500 дв.х./мин.
Выполнение инструмента в виде пластины обеспечивает равномерность износа рабочей поверхности деформирующего инструмента по его длине. Это увеличивает срок его службы, так как износу подвергается не одна локальная область, а цепочка последовательных зон. Устойчивое положение зоны контакта в процессе обкатывания повышает стабилизацию и точность процесса обработки.
Колебание инструмента с амплитудой е и частотой nдв.х в вертикальном направлении вызывает колебание пятна контакта в горизонтальном направлении с такой же частотой nдв.х но с амплитудой а=е⋅tgα. Наличие угла α и возможность его регулирования расширяет технологические возможности процесса. С одной и той же амплитудой колебания инструмента можно получать разные амплитуды пятна контакта между деталью и инструментом, причем можно получать большие значения амплитуды а=е⋅tgα при большем угле α.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2221686C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2016 |
|
RU2626522C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2500517C2 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| СПОСОБ ВИБРАЦИОННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2287423C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2005 |
|
RU2287422C1 |
Изобретение относится к способам поверхностного пластического деформирования тел вращения. Сообщают заготовке вращательное движение относительно собственной продольной оси. Сообщают инструменту с деформирующим элементом продольную подачу. Используют деформирующий элемент инструмента, выполненный в виде пластины с боковой рабочей поверхностью скругления. Инструменту дополнительно сообщают колебательное возвратно-поступательное движение в направлении, перпендикулярном оси заготовки в вертикальной плоскости, касательной к поверхности заготовки. В результате повышается качество обрабатываемой поверхности. 2 ил. 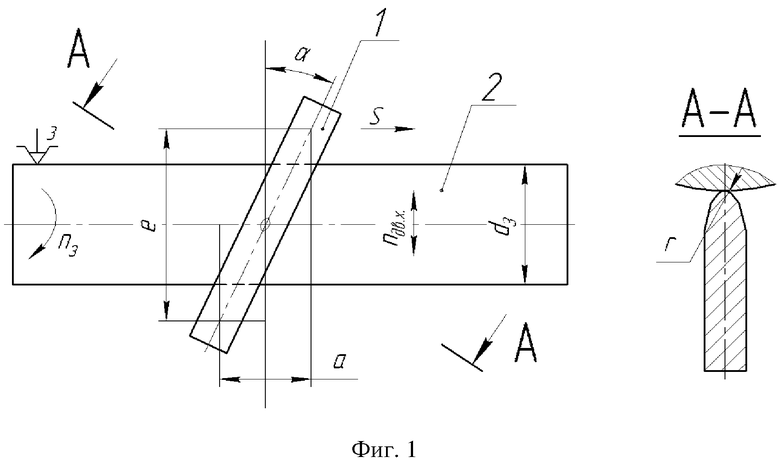
Способ поверхностного пластического деформирования тел вращения, включающий сообщение заготовке вращательного движения относительно собственной продольной оси и сообщение инструменту с деформирующим элементом, оказывающему давление на поверхность обрабатываемой заготовки, продольной подачи, отличающийся тем, что деформирующий элемент инструмента выполнен в виде пластины с боковой рабочей поверхностью скругления, при этом инструменту дополнительно сообщают колебательное возвратно-поступательное движение в направлении, перпендикулярном оси заготовки в вертикальной плоскости, касательной к поверхности заготовки.
| Способ обработки цилиндрических деталей | 1986 |
|
SU1353596A1 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ И ЧИСТОВОГО ТОЧЕНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2317187C2 |
| 1971 |
|
SU433022A1 | |
| WO 1990006835 A1, 28.06.1990. | |||

