Изобретение относится к машиностроению и может быть использовано для упрочнения цилиндрических поверхностей деталей, работающих на износ.
Цель изобретения - повышение качества обработки за счет обеспечения заданной направленности физико-механических и геометрических свойств поверхностного слоя детали.
.На чертеже представлена схема обработки деталей.
Конический ролик 1 устанавливают перпендикулярно оси обрабатываемой детали 2,
Ролику сообщают движение подачи S, а деталь вращают вокруг оси. Дополнительно ролик перемещают в направлении S, перпендикулярно направлению основной подачи.
Вследствие этого изменяется площадь контактов деформирующего ролика с обрабатываемой поверхностью. При этом к деформирующему элементу 1 (коническому ролику) прикладывают постоянное усилие, вектор приложения которого проходит перпендикулярно к оси вращения конического ролика 1 и обрабатываемой детали 2.
В процессе обработки, сохраняя величину усилия постоянным но изменяя его удельную величину, т.е. приходящуюся на единицу площади, изменяют геометрические и физико-механические свойства предварительно нанесенного микрорельефа.
Обработка поверхностным пластическим деформированием производится после операции резанием. Способ може быть реализован с помощью коническог ролика. Наиболее изношенные поверхности обрабатывают меньшим диаметром
П р им е р. Обработке подвергались валы диаметром 30 мм, длиной
Способ обработки цилиндрических деталей, при котором осуществляют по верхностное пластическое деформирова 30 ние вращающейся детали коническим роликом с постоянным радиальным усилием при сообщении ему движения подачи вдоль оси детали, отличаю щийся тем, что, с целью повышения качества обработки за счет обе печения заданной направленности физико-механических и геометрических свойств поверхностного слоя детали,- пластическое деформирование осуществ ляют с переменным удельным давлением причем конический ролик устанавливают перпендикулярно оси обрабатываемо детали и сообщают ему дополнительное движение подачи, перпендикулярное ег
300 , изготовленные из серого чугу- основному перемещению и касательное на СЧ 18-36. Наибольший диаметр роли- к обрабатываемой поверхности.
ка 15 мм, наименьший 5 мм, длина ролика 30 мм. Подача ролика ,2 мм/об, S 0,1 fM на 1 мм длины детали.
Таким образом, одна сторона валика обрабатывалась частью ролика, имеющей максимальный диаметр, другая сторона - частью ролика, имеющей минимальный диаметр. Усилие, прикладываемое к ролику, поддерживалось пос- и равным 200 Н.
При увеличении удельной нагрузки на поверхности металла увеличиваются микротвердость и остаточные напряжения, т.е. возрастает износостойкость, изменяется и геометрия микрорельефа.
Предварительные испытания партии цилиндрических валов на износостойкость показали положительные результаты. Разность значений величин изно- сов в различных точках трущихся поверхностей уменьшилась почти вдвое.
Формула изобретения
Способ обработки цилиндрических деталей, при котором осуществляют поверхностное пластическое деформирова- ние вращающейся детали коническим роликом с постоянным радиальным усилием при сообщении ему движения подачи вдоль оси детали, отличающийся тем, что, с целью повышения качества обработки за счет обеспечения заданной направленности физико-механических и геометрических свойств поверхностного слоя детали,- пластическое деформирование осуществляют с переменным удельным давлением, причем конический ролик устанавливают перпендикулярно оси обрабатываемой детали и сообщают ему дополнительное движение подачи, перпендикулярное его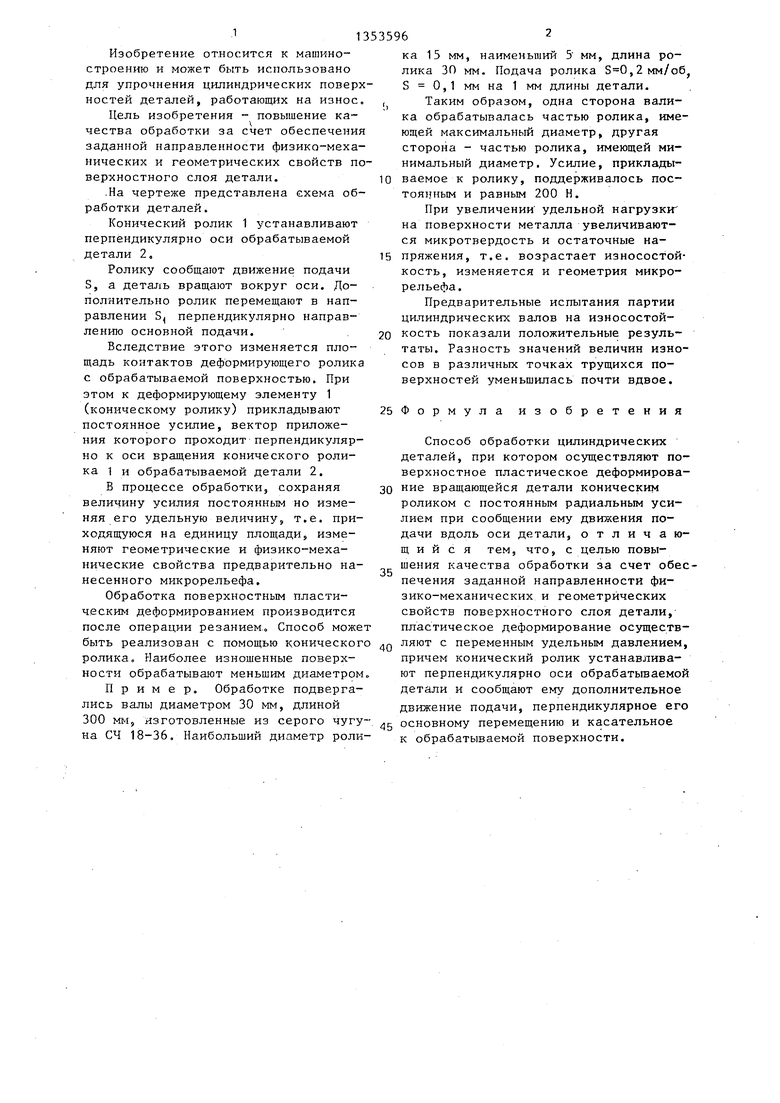
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2500517C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2221686C1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1982 |
|
SU1156900A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2412042C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332296C1 |
| Способ комбинированной обработки полых цилиндрических поверхностей деталей | 1985 |
|
SU1329913A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332295C1 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |

Изобретение относится к области машиностроения и может быть использовано для упрочнения цилиндрических поверхностей деталей, работающих на износ. Цель - повышение качества за счет обеспечения заданной направленности физико-механических и геометрических свойств поверхностных слоев деталей. Для этого детали сообщают вращение, а деформирующему элементу, выполненному в виде конического ролика, - движение подачи вдоль оси детали. Ролик устанавливают перпендикулярно оси детали и сообщают дополнительное движение подачи, перпендикулярное его основному перемещению. Конический ролик перемещается вдоль собственной оси и вследствие этого изменяется площадь контакта его с поверхностью детали. При постоянном радиальном усилии с уменьшением площади контакта возрастает удельное давление ролика на деталь. При уве- : личении удельной нагрузки на поверхности металла увеличиваются микротвердость и остаточные напряжения, т.е. возрастает износостойкость. 1 ил. i (Л С со ел со сд со О5
ор В.Данко 5659/14
Составитель С.Чукаева Техред Л.Олийнык
Корр Под
Тираж 715 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Н. Король Подписное
| Парфиянович B.C | |||
| Чистовая обработка поверхностей роликовым инструментом | |||
| Минск: ИНТИП, 1966, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
