Изобретение относится к способам отделочно-упрочняющей обработки наружных поверхностей вращения, основанных на поверхностном пластическом деформировании при использовании инструмента, выполненного с деформирующим элементом в виде кругового сектора и предназначено для использования в различных отраслях металлообрабатывающей промышленности при обработке деталей поверхностным пластическим деформированием.
Из уровня техники широко известны методы обкатывания поверхностей деталей свободно вращающимися роликами или шариками, соприкасающимися с вращающейся деталью под давлением. Недостатком известных способов является сложность точной установки оси деформирующего элемента параллельно оси детали. Если осевая линия инструмента будет ниже осевой линии заготовки, то материал при деформировании будет «набегать» на инструмент и образовывать дополнительную пластическую волну, которая снижает четкость контура рисунка микрорельефа и повышает шероховатость поверхности. Если осевая линия инструмента будет выше оси заготовки, то возникает частичное проскальзывание в зоне контакта и уменьшается глубина пластической деформации. При вибрационном обкатывании деформирующий инструмент в виде шарика быстро изнашивается, так как претерпевает трение скольжение и работает практически одной локальной поверхностью.
Известен способ поверхностного пластического деформирования цилиндрических деталей (RU №2657263 С1, МПК В24В 39/04, опубликовано 09.06.2018), при котором деформирующим элементом инструмента является пластина с боковой рабочей поверхностью скругления, при этом инструменту дополнительно сообщают колебательное возвратно-поступательное движение в направлении перпендикулярном оси заготовки в вертикальной плоскости, касательной к поверхности заготовки.
Указанный способ обработки является наиболее близким аналогом и может быть принят в качестве прототипа способа для осуществления колебательного кругового движения деформирующего инструмента при обкатывании наружных цилиндрических поверхностей деталей.
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются вращательное движение детали вокруг своей оси, инструменту, оказывающему давление на поверхность обрабатываемой детали, сообщают продольную подачу параллельную оси детали и колебательное движение, в направлении перпендикулярном оси детали.
Недостатком известного способа упрочнения является низкая степень упрочнения и глубина наклепа, которые зависят от формы контактирующих элементов (цилиндра и плоскости).
Задача заявляемого изобретения заключается в повышении эффективности упрочнения обработанной наружной цилиндрической поверхности детали при сохранении основных достоинств метода поверхностного пластического деформирования.
Технический результат заключается в повышении качества обрабатываемой поверхности за счет использования, инструмента выполненного с деформирующим элементом в виде кругового сектора. В этом случае контактируют две цилиндрические поверхности, что обеспечивает более высокую интенсификацию напряженного состояния в очаге деформации и как следствие повышение прочностных свойств поверхностного слоя деталей машин.
Указанный технический результат достигается тем, что способ поверхностного пластического деформирования наружной поверхности детали в виде тела вращения, включающий сообщение детали вращательного движения относительно своей продольной оси, прижатие инструмента к поверхности обрабатываемой детали и сообщение инструменту продольной подачи в направлении, параллельном оси детали. Используют инструмент, выполненный с деформирующим элементом в виде кругового сектора, который жестко закрепляют по оси симметрии на одной стороне коромысла, при этом круговой сектор выполняют со скруглением на его цилиндрической поверхности, а деформирующему инструменту сообщают колебательные круговые движения под углом, большим 0 и меньшим 45°.
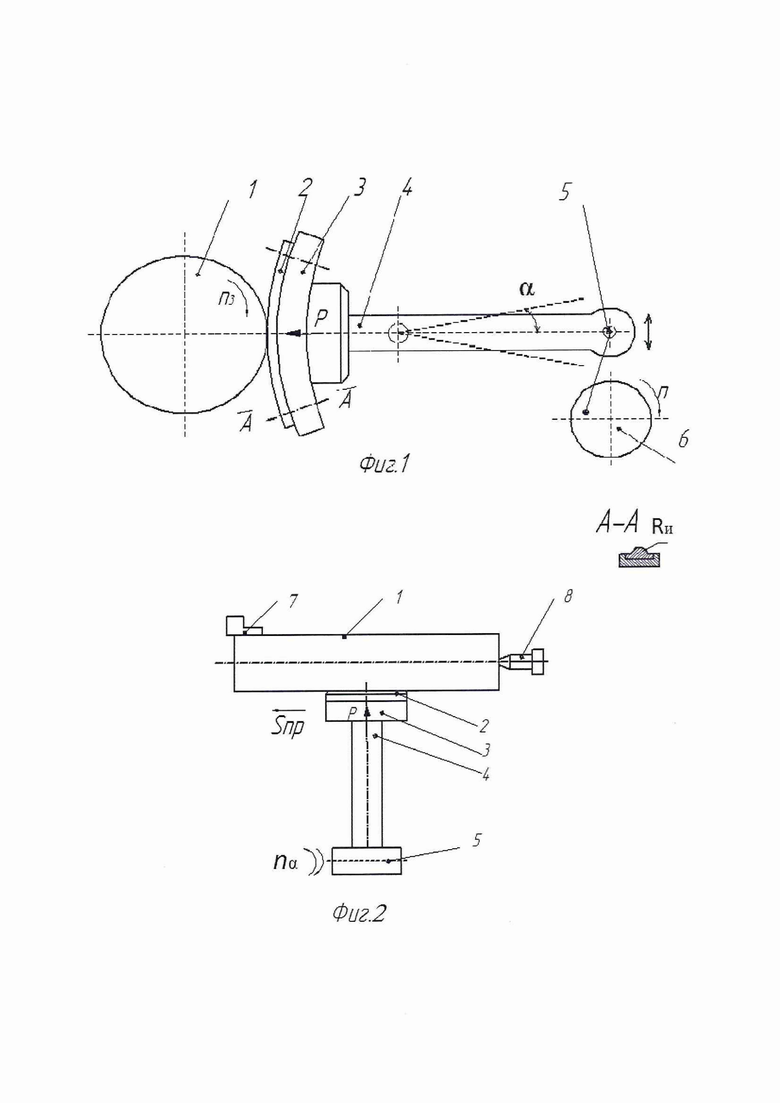
На фиг. 1 показана конструкция деформирующего инструмента, реализующего предлагаемый способ поверхностного пластического деформирования: 1 - поперечное сечение цилиндрической детали, 2 - деформирующий элемент в виде кругового сектора, 3 - основание деформирующего элемента, 4 - коромысло, 5 - ось, 6 - элемент привода. На фиг. 2 представлена схема обработки детали по предложенному способу поверхностного пластического деформирования: 1 - деталь, 2 - деформирующий элемент в виде кругового сектора, 3-основание деформирующего элемента, 4 - коромысло, 5 - ось, 6 - элемент привода (на фиг. 2 не показан), 7 - трехкулачковый патрон, 8 - задний центр.
Как видно из схемы обработки (фиг. 2) параметрами режима, определяющими кинематику процесса упрочнения являются: частота вращения заготовки (n3,, мин-1), подача деформирующего инструмента (Sпp, мм/об), частота колебательного кругового движения деформирующего инструмента (nдв.х/мин) и амплитуда колебательного кругового движения деформирующего инструмента (α, град).
Режимы и параметры поверхностного пластического деформирования на основе колебательного кругового движения рабочего инструмента соответствуют режимам при обкатке шариком, роликом и алмазном выглаживании. Так, профильный радиус (радиус скругления диска) инструмента Rи составляет 2,5-5 мм, сила прижатия инструмента Р при обработке составляет 50-300 Н, частота вращения детали n3=100-1000 мин-1, амплитуда колебания деформирующего инструмента α=10-22,5 градусов, подача деформирующего инструмента S=0,05-0,30 мм/об, частота двойных ходов деформирующего инструмента nдв.х=100-500 дв.х./мин.
Использование инструмента выполненного с деформирующим элементом в виде кругового сектора обеспечивает равномерность износа рабочей поверхности деформирующего элемента по его длине и создает более высокое давление в зоне контакта. Это увеличивает срок его службы, так как износу подвергается не одна локальная область, как при обработке шаром, а цепочка последовательных зон. Повышение давления в рабочей зоне обеспечивает интенсификацию напряженного состояния, что приводит к повышению степени наклепа и глубины упрочнения цилиндрической поверхности детали.
Круговое колебание деформирующего инструмента с амплитудой α и частотой nдв.х в вертикальном направлении вызывает колебание пятна контакта в горизонтальном направлении с такой же частотой nдв.х./мин., что приводит к усилению искажения микроструктуры материала за счет сдвиговых процессов в зоне деформации.
Увеличение амплитуды колебаний свыше 45 градусов использовать не целесообразно, так как это приведет к снижению эффективности упрочнения в виду того, что деформируемые элементы структуры материала получат не полное колебательное воздействия при наличии продольной подачи. Следует отметить технологичность деформирующего элемента инструмента, который можно вырезать из кольца, изготовленного на токарном станке.
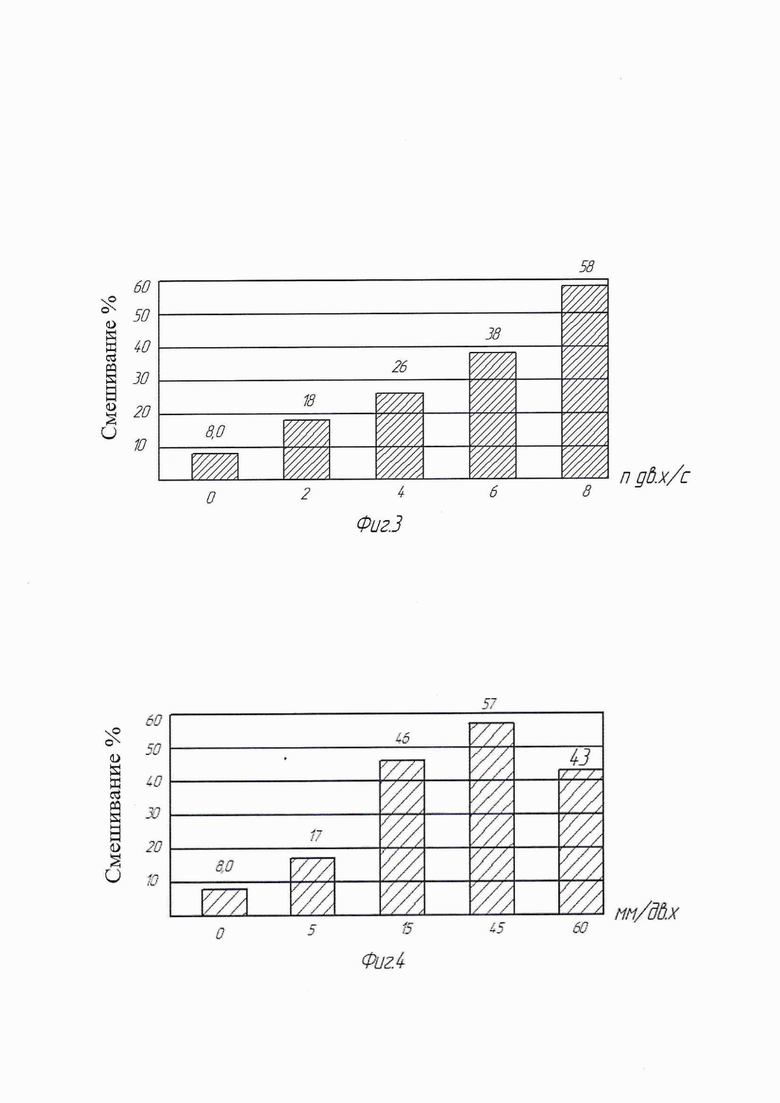
Эффективность колебательного кругового движения деформирующего инструмента при упрочняющей обработке доказана экспериментально и представлена на фиг. 3 и фиг. 4. Испытания выполнены на зеренной фракции двух цветов, первоначально разделенных на две зоны с четкой границей, раздела между ними. Затем по этой границе проходил индентор с постоянным и колебательными движениями. На фиг. 3 показана степень перемешивания структур в зависимости от количества двойных ходов деформирующего инструмента в единицу времени, а на фиг. 4 показано влияние амплитуды деформирующего инструмента на эффект перемешивания. Таким образом, было установлено, что использование колебательного кругового движения оказывает положительное влияние на перемешивание зеренных фракций. Качественно это доказывает усиление подвижности структуры материала, рост дислокаций и повышение механических характеристик прочности материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| Устройство для отделочно-упрочняющей обработки | 2021 |
|
RU2751947C1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2016 |
|
RU2626522C1 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2221686C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ С ВОЗВРАТНО-КРУТИЛЬНЫМИ КОЛЕБАНИЯМИ | 2005 |
|
RU2287425C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
Изобретение относится к машиностроению и может быть использовано для повышения физико-механических свойств поверхностного слоя наружных цилиндрических поверхностей деталей машин. Способ включает сообщение детали вращательного движения относительно своей продольной оси, прижатие инструмента к поверхности обрабатываемой детали и сообщение инструменту продольной подачи в направлении, параллельном оси детали. Используют инструмент, выполненный с деформирующим элементом в виде кругового сектора, который жестко закрепляют по оси симметрии на одной стороне коромысла. Круговой сектор выполняют со округлением на его цилиндрической поверхности. Деформирующему инструменту сообщают колебательные круговые движения под заданным углом не более 45°. Повышаются механические свойства материала поверхностного слоя деталей машин. 4 ил.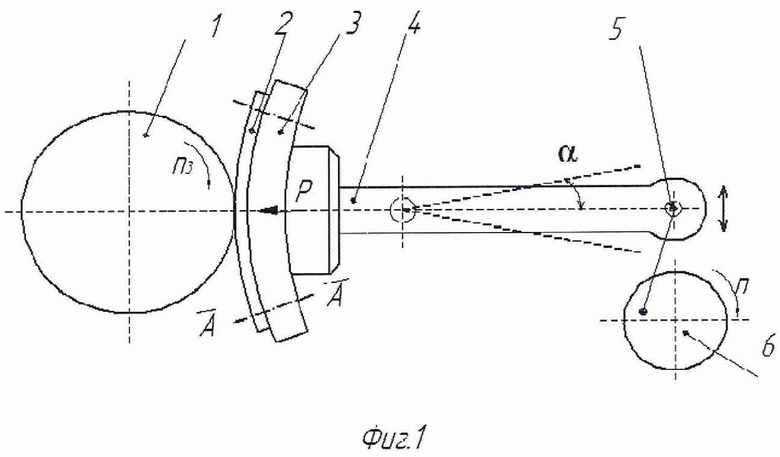
Способ поверхностного пластического деформирования наружной поверхности детали в виде тела вращения, включающий сообщение детали вращательного движения относительно своей продольной оси, прижатие инструмента к поверхности обрабатываемой детали и сообщение инструменту продольной подачи в направлении, параллельном оси детали, отличающийся тем, что используют инструмент, выполненный с деформирующим элементом в виде кругового сектора, который жестко закрепляют по оси симметрии на одной стороне коромысла, при этом круговой сектор выполняют со округлением на его цилиндрической поверхности, а деформирующему инструменту сообщают колебательные круговые движения под углом, большим 0 и меньшим 45°.
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| Инструмент для чистовой обработки поверхностей | 1986 |
|
SU1323354A2 |
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1296391A1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2666205C1 |
| WO 1990006835 A1, 28.06.1990. | |||

