Область техники
Изобретение относится к устройству и способу для нанесения клейкой ленты на цилиндрические тела, например, на флексографские печатные формы.
Уровень техники
В случае цилиндрической флексографской печатной формы печатный цилиндр печатной машины снабжен по всей боковой поверхности печатным слоем или печатным рельефом. В принципе для этого возможно оснащение самого печатного цилиндра печатной машины печатным слоем, полностью окружающим его. Однако недостаток такого образа действий состоит в том, что при замене печатной формы при определенных обстоятельствах приходится заменять весь печатный цилиндр, что может оказаться дорогостоящей мерой. Поэтому практикуется применение так называемых рукавов. Под рукавом подразумевается цилиндрическое полое изделие, называемое также гильзой, которое снабжено печатным слоем или печатным рельефом на его внешней цилиндрической поверхности. Использование системы гильз делает возможной очень быструю и простую смену печатной формы. Внутренний диаметр гильзы соответствует наружному диаметру печатного цилиндра, так что имеется возможность просто передвигать гильзы по печатному цилиндру печатной машины. Дальнейшие подробности о системе на основе гильз раскрыты, например, в издании "Техника печатания с эластичных печатных форм", стр. 73 и далее, издательство "Котинг", Санкт-Галлен, 1999 (нем.: "Technik des Flexodrucks", Coating Verlag, St. Gallen, 1999).
Как правило, цилиндрические флексографские печатные формы изготавливают посредством наклеивания на наружную боковую поверхность печатного цилиндра или гильзы флексографской печатной пластины, которая на своей обращенной наружу стороне несет печатный слой или печатный рельеф. Для этого обычно используют двустороннюю клейкую ленту, клейкую поверхность которой сначала склеивают с цилиндрической наружной поверхностью печатного цилиндра или гильзы. Затем на оборотную клейкую поверхность двусторонней клейкой ленты наклеивают флексографскую печатную пластину, причем таким образом, что печатный слой или печатный рельеф обращен наружу и после этого образует цилиндрическую поверхность флексографской печатной формы.
При этом двусторонняя клейкая лента, как правило, имеет свойство упругости при надавливании, чтобы уменьшить так называемое "растискивание" растровой точки, нежелательный эффект при печати с упругих форм, или избежать его. "Растискивание" растровой точки получается из-за того, что при печати с упругих форм печатающие поверхности печатного слоя или печатного рельефа выступают из него. То есть имеются центры давления, обычно в форме усеченного конуса, которые упруго расширяются под действием сил, появляющихся при процессе печати. Это приводит непосредственно к расширению напечатанной точки, т.е. к "растискиванию" растровой точки. Чтобы избегать этого нежелательного эффекта, прижимные пластины не укрепляются непосредственно на печатном цилиндре или гильзе, а предусматривается упругий или сжимаемый промежуточный слой, который при процессе печати упруго деформируется и тем самым уменьшает действие эффекта "растискивания", который может приводить к ухудшению качества печати. Как правило, функцию упругого или сжимаемого промежуточного слоя выполняет двусторонняя клейкая лента, материал которой обладает определенной толщиной и упругими свойствами. Соответственно, пригодные для этого клейкие ленты, как правило, имеют сердцевину из пеноматериала.
Таким образом, к процессу нанесения клейкой ленты на печатный цилиндр или на гильзу предъявляются высокие требования. В первую очередь должно обеспечиваться сцепляющее действие между клейкой поверхностью клейкой ленты, обращенной внутрь, и поверхностью печатного цилиндра или гильзы. Прижимное усилие при нанесении клейкой ленты на рабочий цилиндр или гильзу должно быть равномерным по всей поверхности умеренным. В то же время прижимное усилие не должно быть слишком сильным, в частности, слишком сильным в определенных точках, в противном случае внутренний слой пеноматериала в клейкой ленте мог бы утончаться, в частности, на отдельных участках. В результате при этом ухудшались бы эластичные качества клейкой ленты, в частности, на отдельных участках, что в свою очередь приводило бы к нежелательным последствиям.
Помимо этого, равномерное нанесение клейкой ленты затрудняется вследствие того, что рабочий цилиндр или гильза обычно тяжелы и имеют большие поверхности, поэтому пользоваться ими непросто. Для гильзы или рукава к этой трудности добавляется то, что речь идет о структуре, не имеющей оси, что в свою очередь усложняет ее удержание и проведение.
Кроме того, вследствие толщины материала клейкой ленты необходимо при охватывании ею печатного цилиндра или гильзы обеспечивать отсутствие как большого зазора, остающегося на стыках клейкой ленты, так и перекрывания клейкой ленты с напуском на ее стыках и образования вызываемого этим утолщения, выступающего на поверхности цилиндра.
По названным причинам клейкая лента наносится, как правило, вручную или со значительной долей ручной работы, что, с одной стороны, требует больших затрат времени и соответственно дорого, и, с другой стороны, чревато погрешностями.
Раскрытие изобретения
В соответствии с этим задача изобретения состоит в том, чтобы предоставить такое устройство и способ нанесения клейкой ленты на цилиндрические тела, например, на цилиндрические флексографские печатные формы, при котором нанесение производится полностью автоматически, чтобы в значительной степени избегать упомянутых недостатков уровня техники или уменьшать их, и при котором в максимально возможной степени выполняются изложенные требования.
Задача в отношении устройства и способа решена соответствующими независимыми пунктами формулы изобретения, причем предпочтительные варианты исполнения представлены в зависимых пунктах.
Согласно изобретению имеется возможность наносить клейкую ленту на цилиндры или цилиндрические тела различного диаметра полностью или в значительной степени автоматически.
Термин "цилиндр" в контексте изобретения обозначает тело, ограниченное двумя параллельными поверхностями в форме кругов(поверхность нижнего основания и поверхность верхнего основания) и боковой, или цилиндрической поверхности, которая образована параллельными прямыми линиями.
Термин "цилиндрическое тело" в контексте изобретения обозначает тело, форма которого в значительной степени соответствует форме цилиндра, но в котором возможно отсутствие, в частности, поверхности нижнего основания и поверхности верхнего основания. В соответствии с этим понятие "цилиндрическое тело" включает в себя не только цилиндры в указанном выше значении, но гильзы, а также полые цилиндры.
"Клейкая лента" в контексте изобретения - это собирательное обозначение для основы, покрытой с одной стороны или с двух сторон клеящими веществами. Клейкие ленты известны во множестве форм и доступны на рынке. Типичные материалы основы-носителя - это пленки из синтетических материалов, например, из полипропилена, полиэтилена, полиэтилентерефталата, поливинилхлорида, или ацетатная пленка, бумага, металлическая фольга, носители из ткани, например, текстильной ткани, и пеноматериалы-носители. Предпочтительные материалы основы, сочетаемые с производством цилиндрических флексографских печатных форм - это пеноматериалы-носители, например, пеноматериал с замкнутыми ячейками из полиэтилена или сополимера этиленвинилацетата, покрытый невспененной полиэтиленовой пленкой опционально с одной или двух сторон, которые придают клейкой ленте эластичность или сжимаемость. Возможно покрытие основы клеящим веществом с одной стороны или с двух сторон. Клеящие вещества для производства клейких лент могут выбираться из множества употребительных материалов. Может идти речь, например, о стирол-изопрен-стирольных каучуках, стирол-бутадиен-стиролых каучуках, полиизобутиленах, полиизопренах, полиакрилатах и о натуральных каучуках, в некоторых случаях с добавлением клейких естественных и/или синтетических смол.
Устройство для нанесения клейкой ленты на боковую поверхность цилиндрического тела включает в себя по существу по меньшей мере два фиксирующих ролика с параллельно ориентированными осями, предназначенные для контактирования с боковой поверхностью цилиндрического тела; устройство подведения клейкой ленты для подвода клейкой ленты к цилиндрическому телу, а также средство для приведения цилиндрического тела во вращение вокруг оси цилиндра.
Фиксирующие ролики предпочтительно представляют собой ролики с круглым поперечным сечением, имеющие неизменную форму на всем протяжении, которые проходят, в направлении их оси, по меньшей мере на всю длину оклеиваемого цилиндрического тела. Фиксирующие ролики помещены с возможностью поворота, например, благодаря опоре их осей с возможностью поворота. Фиксирующие ролики предпочтительно ориентированы горизонтально, имеют параллельные оси и расположены, по меньшей мере, во время оклеивания цилиндрического тела, на таком расстоянии друг от друга, которое меньше, чем диаметр цилиндра оклеиваемого цилиндрического тела. Таким образом, имеется возможность посредством двух или большего количества фиксирующих роликов образовать роликовую подушку, на которой возможно укладывание оклеиваемого цилиндрического тела и его удержание за счет его собственного веса.
По меньшей мере один из фиксирующих роликов предпочтительно установлен с возможностью перемещения в одном или нескольких направлениях перпендикулярно оси ролика. Это позволяет варьировать расстояние фиксирующих роликов друг от друга, например, чтобы приспосабливать положение фиксирующих роликов относительно друг друга к соответствующему диаметру цилиндра оклеиваемого цилиндрического тела. Кроме того, имеется возможность, по выбору, удерживать или высвобождать оклеиваемое цилиндрическое тело посредством перемещения фиксирующих роликов относительно друг друга. Это также позволяет, в частности, оказывать на цилиндрическое тело прижимное усилие со стороны фиксирующих роликов или прекращать его при необходимости.
Фиксирующие ролики подвергают цилиндрическое тело, по меньшей мере, во время оклеивания цилиндрического тела, воздействию прижимного усилия. С одной стороны, это может происходить за счет собственного веса цилиндрического тела, в то время как оно лежит на по меньшей мере двух фиксирующих роликах. Однако предпочтительно оказание прижимного усилия и управление им за счет использования по меньшей мере трех фиксирующих роликов, которые расположены вокруг боковой поверхности цилиндрического тела и зажимают его, прижимая друг к другу. Поэтому в предпочтительном случае положения осей трех или большего количества фиксирующих роликов образуют в поперечном сечении треугольник или многоугольник, внутри которого находится положение оси цилиндрического тела. Таким образом, имеется возможность эффективно зажимать цилиндрическое тело между тремя фиксирующими роликами или большим их количеством, причем перемещение роликов с приближением их друг к другу повышает давление на цилиндрическое тело.
Благодаря прижимному усилию, с которым фиксирующий ролики воздействуют на цилиндрическое тело, вследствие наличия трения между поверхностями фиксирующих роликов и цилиндрического тела имеется возможность приводить цилиндрическое тело во вращательное движение вокруг оси цилиндра посредством поворота одного или нескольких фиксирующих роликов. Для этого это предпочтительно снабдить по меньшей мере один из фиксирующих роликов приводом.
Прижимное усилие, с которым фиксирующий ролики воздействуют на цилиндрическое тело, одновременно выполняет важную задачу, приводя клейкую поверхность наносимой клейкой ленты в соприкосновение с оклеиваемой боковой поверхностью цилиндрического тела. Поэтому прижимному усилию, действующему на цилиндрическое тело со стороны фиксирующих роликов, придается особое значение. При применении клейкой ленты важно, с одной стороны, хорошо и равномерно прижимать клейкую ленту к подложке, чтобы обеспечивать хорошее смачивание подложки клеящим веществом, избегать пузырей воздуха между клейкой лентой и боковой поверхностью, сделать поверхность соприкосновения между клейкой лентой и боковой поверхностью максимальной и тем самым оптимизировать возникающее в результате этого адгезионное взаимодействие между клейкой лентой и боковой поверхностью. В общем случае клейкая лента достигает своей максимально достижимой прочности, когда достигается максимально возможное смачивание подложки клеящим веществом, причем для контактного клеящего вещества, как правило, требуется некоторое время, чтобы проникнуть в микроскопические шероховатости площади. При этом процессу благоприятствуют более высокие температуры, а также высокое прижимное усилие. Клеящие вещества, для которых характерны высокие значения максимально достижимой прочности и высокая теплостойкость, в общем случае нуждаются в относительно длительном времени для осуществления этого процесса смачивания. С другой стороны, прижимное усилие не должно быть слишком высоким или время прижима слишком долгим, чтобы имеющаяся в клейкой ленте пенистая основа не утончалась или не теряла свои эластичные свойства. Поэтому прижимное усилие или длительность прижима должны быть умеренными и равномерно распределяться по всей площади прижима.
Поэтому по меньшей мере один из фиксирующих роликов предпочтительно оборудован средствами для регистрации или измерения прижимного усилия, действующего на цилиндрическое тело. Это может производиться, например, путем регистрации или измерения той силы, которая действует на ось ролика в направлении от оси цилиндра. Помимо этого или в качестве альтернативы к этому, по меньшей мере один из фиксирующих роликов - предпочтительно фиксирующий ролик, выполненный с возможностью перемещения, - предпочтительно оборудован средствами для регулирования прижимного усилия, действующего на цилиндрическое тело, или управления таким усилием. Это может происходить, например, благодаря возможности регулирования той силы, с которой подвижный фиксирующий ролик перемещают относительно цилиндрического тела, или управления этой силой.
По меньшей мере один из фиксирующих роликов предпочтительно служит в качестве направляющего ролика для подводимой клейкой ленты. При этом клейкую ленту подводят к оклеиваемому цилиндрическому телу так, что сначала ее проводят вокруг участка направляющего ролика. Таким образом, если рассматривать в поперечном сечении, клейкая лента проходит вокруг направляющего ролика в виде дуги окружности. В зависимости от направления подвода относительно точки соприкосновения между направляющим роликом и цилиндрическим телом, возможно прохождение клейкой ленты по дуге окружности направляющего ролика на участке, соответствующем центральному углу от примерно 1° до примерно 270°, предпочтительно от примерно 45° до примерно 210°, в частности, от примерно 90° до примерно 180°, прежде чем она в точке соприкосновения между направляющим роликом и цилиндрическим телом примет направление боковой поверхности цилиндрического тела и будет перенесена на эту поверхность. Большой размер участка, например, в области от 120° до 170°, предпочтителен прежде всего в том случае, когда контактная поверхность между направляющим роликом и клейкой лентой должна быть велика, например, потому, что необходимо захватывание клейкой ленты направляющим роликом.
В качестве направляющего ролика возможно использование фиксирующего ролика, к которому цилиндрическое тело прилегает в направлении собственного веса. Преимущество такого решения состоит в том, что в зоне, в которой клейкая лента соприкасается с боковой поверхностью цилиндрического тела, оно оказывает прижимное усилие за счет собственного веса. В альтернативном варианте возможно использование в качестве направляющего ролика такого фиксирующего ролика, который расположен по существу выше оси цилиндрического тела. Благодаря этому создается предпочтительная возможность подводить клейкую ленту к направляющему ролику сверху. Ось направляющего ролика предпочтительно расположена непосредственно над осью цилиндрического тела. Если клейкая лента подводится к направляющему ролику в горизонтальном направлении, то, прежде чем она в точке соприкосновения между направляющим роликом и цилиндрическим телом примет направление боковой поверхности цилиндрического тела и будет перенесена на эту поверхность, клейкая лента проходит вокруг такого участка направляющего ролика, который в поперечном сечении по существу соответствует полукругу (180°).
Опционально возможно снабжение направляющего ролика средствами для захватывания клейкой ленты. Для этого на боковой поверхности направляющего ролика возможно наличие всасывающих отверстий для временной фиксации клейкой ленты за счет разрежения, причем со всасывающими отверстиями связан канал управления всасываемым воздухом. Если канал управления всасываемым воздухом подвергается действию разрежения, он сообщается со всасывающими отверстиями. Когда участок клейкой ленты покрывает такое всасывающее отверстие, этот участок прижимается к поверхности направляющего ролика вследствие давления окружающей среды. Трение между поверхностями направляющего ролика и клейкой ленты приводит к возможности транспортировать клейкую ленту вокруг оси ролика, поворачивая направляющий ролик. Чтобы воздействие разрежения, существующего в канале управления всасываемым воздухом, было максимальным, действию разрежения предпочтительно подвергаются только те всасывающие отверстия канала управления всасываемым воздухом, которые находятся на участке направляющего ролика, покрываемом клейкой лентой, то есть огибаемом ею.
Клейкая лента предпочтительно подводится к направляющему ролику в горизонтальном направлении. Возможно, в частности, положение клейкой ленты, лежащей на направляющем ролике за счет собственного веса, что позволяет облегчить захватывание клейкой ленты или ее проведение вокруг направляющего ролика. Обычно клейкая лента предоставляется в виде двусторонней клейкой ленты, у которой одна из клейких поверхностей покрыта защитным слоем, так называемой подкладкой. Непокрытая клейкая поверхность обращена к боковой поверхности оклеиваемого цилиндрического тела и склеивается с ней. Если используется направляющий ролик, то к нему клейкая лента прилегает своей закрытой клейкой поверхностью, то есть своей подкладкой.
Опционально возможно предоставление клейкой ленты в виде такой двусторонней клейкой ленты, у которой обе клейких поверхности свободны. В этом случае фиксирующие ролики предпочтительно выполняются таким образом, что клейкая лента не может осуществлять адгезионное взаимодействие с поверхностью фиксирующих роликов или осуществляет с ней только ограниченное адгезионное взаимодействие. Для этого фиксирующие ролики на их поверхности, например, покрывают силиконовым слоем или снабжают наносимым на них покрытием, защищающим от прилипания, например, таким, как политетрафторэтилен (ПТФЭ, фторопласт). Если используется направляющий ролик, его поверхность выполняют таким образом, что определенное адгезионное действие клейкой ленты имеет место, так что направляющий ролик за счет этого адгезионного действия захватывает клейкую ленту и имеет возможность перемещать ее. Однако в оптимальном случае адгезионное воздействие клейкой ленты на поверхность направляющего ролика менее значительно, чем на поверхность оклеиваемого цилиндрического тела, чтобы на поверхности соприкосновения между направляющим роликом и цилиндрическим телом клейкая лента полностью переносилась на цилиндрическое тело.
Опционально возможно предоставление клейкой ленты с подкладкой на клейкой поверхности, как описано выше, причем подкладку удаляют перед нанесением клейкой ленты на цилиндрическое тело, во время или после нанесения. Те фиксирующие или направляющие ролики, которые в такой конструкции расположены после места удаления подкладки, предпочтительно рассчитаны на описанное выше ограниченное адгезионное взаимодействие с клейкой лентой.
Клейкая лента предоставляется, как правило, в виде полотна материала, имеющего большую длину (полотно клейкой ленты). В этом случае необходимо перед процессом ее нанесения на цилиндрическое тело, во время этого процесса или после него укорачивать клейкую ленту до требуемой длины, или отрезать ее. Для этого в устройстве имеется отделяющее приспособление для укорачивания, или отрезания клейкой ленты, которое включает в себя по меньшей мере один отделяющий элемент. Возможно выполнение этого отделяющего элемента в виде механического отделяющего элемента, например, форме режущего устройства. Возможно также его выполнение в виде бесконтактного отделяющего элемента, например, установки для водоструйной резки, включающей в себя один или несколько водных инжекторов, или в виде установки для лазерной резки, включающий в себя один или несколько источников лазерного излучения.
Отделяющий элемент предпочтительно выполнен с возможностью перемещения по ширине полотна клейкой ленты вдоль направления осей фиксирующих роликов или оси цилиндрического тела. Для этого возможно помещение отделяющего элемента на опорно-направляющем устройстве с возможностью его перемещения, причем проведение возможно посредством салазок, смонтированных на опорах качения или скольжения. Передвижной отделяющий элемент, как правило, более удобен и более компактен, чем отделяющий элемент, проходящий по всей ширине полотна клейкой ленты. Однако опционально возможен отделяющий элемент, проходящий по всей ширине полотна клейкой ленты, в частности, если используется бесконтактный отделяющий элемент. Так, например, наряду с вариантом осуществления на основе одного или группы передвижных водных инжекторов либо лазерных источников, представляется также допустимым перекрывание полной ширины полотна клейкой ленты посредством ряда инжекторов или лазерных источников, расположенных рядом друг с другом и управляемых по отдельности или совместно.
Если отделяющий элемент выполнен как механический отделяющий элемент, то он предпочтительно осуществлен в форме ножа, в частности, ножа-пресса. В этом случае процесс отделения происходит при непосредственном контакте отделяющего элемента с поверхностью полотна клейкой ленты. Создание противодействующего давления полотна клейкой ленты на нож возможно разными способами, например, посредством второго механического отделяющего элемента, действующего в противоположном направлении, или же подложки для резки, или путем соответствующего натяжения полотна клейкой ленты. В варианте исполнения в качестве подложки для резки может служить направляющий ролик. Цилиндрическое тело, напротив, предпочтительно не служит подложкой для резки.
Регулирование глубины разреза возможно за счет соответствующего усилия резания. Для механического отделяющего элемента, такого, как нож, имеется возможность варьировать глубину разреза путем настройки силы прижима отделяющего элемента к подложке резки к или натянутому полотну клейкой ленты. Если в качестве отделяющего элемента применяется установка для водоструйной резки или для лазерной резки, то усилие резания задается путем управления параметрами на инжекторах или лазерных источниках. Регулировка глубины разреза позволяет предотвратить воздействие отделяющего элемента на подложку для резки или обеспечить только умеренное, то есть не повреждающее ее, воздействие. Это позволяет получить особенно важное преимущество в случае, если в качестве подложки для резки служит направляющий ролик.
В соответствии с этим возможно такое исполнение отделяющего приспособления, при котором полотно клейкой ленты отделяют разными способами. С одной стороны, возможно отделение клейкой ленты полностью, вместе с подкладкой, если она имеется. Это дает преимущество, в частности, в том случае, если клейкая лента должна наноситься на цилиндрическое тело вместе с подкладкой, то есть, в конечном счете, требуется покрывать клейкую наружную поверхность уже оклеенного цилиндрического тела. В этом случае предпочтительно производить разделение в области, находящейся между направляющим роликом и цилиндрическим телом или непосредственно на направляющем ролике, чтобы участок клейкой ленты имелся в распоряжении для последующего процесса наклеивания, когда придется оклеивать клейкой лентой следующее цилиндрическое тело.
С другой стороны, существует возможность отделить только клейкую ленту, подкладку же, если она есть, напротив, оставить неповрежденной. Этот вариант дает то преимущество, что возможна транспортировка клейкой ленты посредством подачи подкладки, что позволяет облегчить подвод клейкой ленты к оклеиваемому цилиндрическому телу. В ходе такого процесса подкладку нужно отсоединять от клейкой ленты, прежде чем изымать готовое оклеенное цилиндрическое тело из устройства. Предпочтительно подкладку наматывают, непосредственно после того как клейкая лента соприкасается с оклеиваемой боковой поверхностью цилиндрического тела и прилипает к нему, например, непосредственно после проведения клейкой ленты вокруг направляющего ролика.
Альтернативная возможность - полностью отделять клейкую ленту, а подкладку, если она есть, снабжать перфорацией. Такой вид отделения предпочтительно происходит уже перед прохождением по направляющему ролику, так что имеется возможность отрывать перфорированную подкладку, например, за направляющим роликом. Для этого возможна остановка направляющего ролика, в то время как оклеиваемое цилиндрическое тело продолжает вращаться.
Опционально устройство имеет доставляющий механизм для установки оклеиваемого цилиндрического тела в положение приклеивания, т.е. положение, в котором возможно приклеивание клейкой ленты на боковую поверхность оклеиваемого цилиндрического тела лицевой стороной наружу. В то же время доставляющий механизм может служить в качестве механизма выброса, при помощи которого оклеенное цилиндрическое тело переводится из положения приклеивания, например, к блоку упаковки или транспортировки.
Положение приклеивания определяется по существу смещением цилиндрического тела относительно полотна клейкой ленты. Цилиндрическое тело находится в положении приклеивания тогда, когда нанесение клейкой ленты на боковую поверхность цилиндрического тела приводит к желаемому результату относительно положения клейкой ленты на цилиндрическом теле. Положение приклеивания в общем случае имеет место тогда, когда оклеиваемое цилиндрическое тело выступает за ширину полотна клейкой ленты в направлении оси цилиндра на одинаковую величину на обоих концах.
Доставляющий механизм и/или механизм выброса предпочтительно выполнен таким образом, что он позволяет перемещать цилиндрическое тело вдоль направления осей роликов фиксирующих роликов или оси цилиндрического тела. Тем самым создается возможность устанавливать положение оклеиваемого цилиндрического тела по отношению к положению клейкой ленты или управлять этим положением. Нахождение правильного положения приклеивания облегчается посредством позиционирующего средства - например, одного или нескольких контактных элементов или фотоэлектрических датчиков вдоль направления оси ролика фиксирующего ролика или оси цилиндрического тела. Такие позиционирующие средства позволяют во время процесса установки и/или выброса передавать ответные сигналы о положении цилиндрического тела и, например, воздействовать на управление доставляющим механизмом и/или механизмом выброса.
Доставляющий механизм и/или механизм выброса предпочтительно несет на себе цилиндрическое тело, например благодаря тому, что цилиндрическое тело лежит на доставляющем механизме и/или механизме выброса за счет собственного веса. При этом возможно такое выполнение доставляющего механизма и/или механизма выброса, что он воздействует на цилиндрическое тело таким образом, что имеется возможность перемещать цилиндрическое тело в положение приклеивания или из него без дополнительного расхода энергии или только с незначительным дополнительным расходом энергии. В особенно предпочтительном варианте доставляющий механизм и/или механизм выброса вызывает перемещение цилиндрического тела автоматически.
В варианте исполнения возможен доставляющий механизм и/или механизм выброса, представленный одной или несколькими транспортерными лентами, которые проходят вдоль направления осей фиксирующих роликов или оси цилиндрического тела. На одной или нескольких транспортерных лентах цилиндрическое тело может лежать во время процесса его установки и/или выброса за счет собственного веса. Две или несколько транспортерных лент предпочтительно устанавливаются параллельно на расстоянии друг от друга, причем расстояние между обеими самыми внешними транспортерными лентами меньше, чем диаметр цилиндра оклеиваемого цилиндрического тела. Таким образом, возможно образование посредством двух или нескольких транспортерных лент транспортной станины, в которой оклеиваемое цилиндрическое тело лежит и удерживается за счет его собственного веса. При этом возможен такой наклон двух или нескольких транспортерных лент либо такое их выполнение с возможностью наклонного положения, что их транспортирующие поверхности проходят в направлении оси цилиндрического тела либо выполнены с возможностью прохождения в таком направлении. Чтобы иметь возможность подачи в направлении прохождения осей фиксирующих роликов или оси цилиндрического тела, возможно снабжение одной или нескольких транспортерных лент соответствующими средствами привода.
Опционально возможен накопитель, в котором удерживается большое количество оклеиваемых цилиндрических тел. Возможно наличие в этом накопителе устройства вывода, с помощью которого каждое оклеиваемое цилиндрическое тело передается доставляющему механизму отдельно. Например, возможно содержание в накопителе цилиндрических тел, подлежащих оклеиванию, сложенными в штабеля друг над другом, с осями, параллельными осям фиксирующих роликов, так что при высвобождении подлежащего оклеиванию цилиндрического тела в устройстве вывода это цилиндрическое тело попадает к доставляющий механизму под действием силы тяжести, за счет собственного веса. Проведение последующих цилиндрических тел, содержащихся в накопителе, также возможно соответственно под действием их веса, за счет остального продвижения штабеля после высвобождения нижнего цилиндрического тела.
Способ нанесения клейкой ленты на боковую поверхность цилиндрического тела включает в себя по существу следующие шаги:
a) приведение боковой поверхности цилиндрического тела в соприкосновение с по меньшей мере двумя фиксирующими роликами, имеющими параллельно ориентированные оси;
b) прикрепление клейкой ленты к боковой поверхности цилиндрического тела; и
c) наматывание клейкой ленты на цилиндрическое тело посредством вращения цилиндрического тела вокруг его оси.
Процесс нанесения клейкой ленты на боковую поверхность цилиндрического тела начинается по существу с того, что сначала цилиндрическое тело приводят в положение приклеивания, т.е. в такое положение, в котором возможно приклеивание клейкой ленты на боковую поверхность оклеиваемого цилиндрического тела лицевой стороной наружу. Это может происходить, например, посредством того, что при помощи описанного доставляющего механизма цилиндрическое тело перемещают вдоль оси фиксирующих роликов, или вдоль оси цилиндрического тела. Для этого возможно воздействие со стороны доставляющего механизма на цилиндрическое тело, например, таким образом, что оно приводится в положение приклеивания без дополнительного расхода энергии или только с незначительным дополнительным расходом энергии. В особенно предпочтительном варианте доставляющий механизм вызывает перемещение цилиндрического тела автоматически.
Если доставляющий механизм представлен одной или несколькими транспортерными лентами, то осуществление процесса подачи возможно за счет того, что одна или несколько транспортерных лент вызывают продвижение в направлении осей фиксирующих роликов или оси цилиндрического тела.
Процесс подачи оканчивается, когда цилиндрическое тело достигло положения приклеивания. Определение положения приклеивания облегчается благодаря тому, что во время процесса подачи позиционирующие средства выдают ответные сигналы о положении цилиндрического тела и, например, осуществляют управление доставляющим механизмом или делают возможным такое управление. До тех пор, пока позиционирующие средства сигнализируют, что положение приклеивания еще не достигнуто, то есть еще цилиндрическое тело еще недостаточно передвинуто в направлении оси, процесс подачи продолжается. Если доставляющий механизм вызывает перемещение цилиндрического тела автоматически, в этом случае доставляющий механизм вызывает дальнейшее перемещение. Если позиционирующие средства сигнализируют, что положение приклеивания достигнуто, процесс подачи заканчивается, то есть подачу прерывают; если позиционирующие средства сигнализируют, что положение приклеивания пройдено, то процесс подачи медленно или постепенно возвращают обратно, до тех пор, пока не будет достигнуто положение приклеивания. Для этого возможно выполнение доставляющим механизмом продвижения в обратном направлении.
Когда оклеиваемое цилиндрическое тело находится в положении приклеивания, возможно удаление цилиндрического тела из доставляющего механизма. Удаление из доставляющего механизма возможно, например, благодаря тому, что цилиндрическое тело теперь удерживается фиксирующими роликами, в частности, поскольку цилиндрическое тело лежит на фиксирующих роликах. Возможно подведение с этой целью одного или нескольких фиксирующих роликов к цилиндрическому телу. Альтернативно, если два или большее количество фиксирующих роликов уже находятся по отношению к цилиндрическому телу в таких положениях, которые допускают положение цилиндрического тела, лежащего на них, то имеется возможность отведения доставляющего механизма от цилиндрического тела таким образом, что цилиндрическое тело укладывают на фиксирующие ролики. Возможно также сочетание обеих мер. В частности, опционально возможно активное удаление доставляющего механизма от оклеиваемого цилиндрического тела, когда последнее приподнимается фиксирующими роликами или опирается на них.
К оклеиваемому цилиндрическому телу предпочтительно подводят один или несколько фиксирующих роликов из положения ниже оси цилиндра, до положения, в котором они касаются боковой поверхности цилиндрического тела и вследствие этого создают опору для цилиндрического тела или приподнимают его. Перемещение или подведение фиксирующих роликов возможно, в частности, посредством перемещения их осевых подшипников, например, за счет того, что осевые подшипники смонтированы на рычаге, выполненном с возможностью поворота, или за счет того, что осевые подшипники расположены подвижно на шинах. В принципе возможно перемещение осевых подшипников, производимое или предусмотренное вдоль любого направления, пригодного для приведения фиксирующего ролика(-ов) в соприкосновение с цилиндрическим телом. В предпочтительном варианте перемещение осевых подшипников происходит по существу в направлении оси оклеиваемого цилиндрического тела. Особенно предпочтительно такое размещение двух или большего количества фиксирующих роликов, что возможно их перемещение симметрично относительно вертикали, проходящей через ось цилиндрического тела. Особенно предпочтительно симметричное перемещение фиксирующих роликов под углом вверх по направлению к оси цилиндрического тела.
В одном из вариантов исполнения цилиндрическое тело фиксируется при помощи трех или большего количества фиксирующих роликов. Для этого три или большее количество фиксирующих роликов контактируют с боковой поверхностью цилиндрического тела, исходя из различных направлений, таким образом, что они эффективно зажимают цилиндрическое тело между собой. Например, три фиксирующих ролика образуют в поперечном сечении треугольник вокруг цилиндрического тела, так, что положение оси цилиндрического тела приходится на место внутри площади треугольника. Таким образом, перемещение одного или нескольких фиксирующих роликов в направлении оси цилиндрического тела вызывает его фиксацию.
При этом имеется возможность устанавливать прижимное усилие, с которым фиксирующий ролик в таком варианте исполнения действует на боковую поверхность цилиндрического тела, таким образом, что возможно приведение цилиндрического тела во вращение посредством вращения одного из фиксирующих роликов. В то же время имеется возможность регулировать прижимное усилие так, что в дальнейшем нанесенная клейкая лента надлежащим образом прижимается к боковой поверхности цилиндрического тела. Для этого прижимное усилие измеряется или регистрируется, и управление им осуществляется посредством управления перемещением одного или нескольких фиксирующих роликов в направлении оси цилиндрического тела.
Когда цилиндрическое тело удерживается или фиксируется фиксирующими роликами, начинают шаг оклеивания. Для этого сначала клейкую ленту ее клеящей площадью приводят в соприкосновение с боковой поверхностью цилиндрического тела. Затем цилиндрическое тело приводят во вращение вокруг его оси, так что клейкая лента наматывается на боковую поверхность. Возможно вращение цилиндрического тела, производимое посредством вращения одного или нескольких фиксирующих роликов.
Во время наматывания клейкой ленты на цилиндрическое тело клейкая лента проходит через один или несколько фиксирующих роликов. Вследствие прижимного усилия, с которым фиксирующие ролики действуют на боковую поверхность цилиндрического тела, клейкая лента надлежащим образом прижимается к боковой поверхности.
Подведение клейкой ленты к цилиндрическому телу предпочтительно происходит через по меньшей мере один направляющий ролик, который образован по меньшей мере одним из фиксирующих роликов. Это означает, что клейкая лента, прежде чем она вступает в контакт с боковой поверхностью цилиндрического тела, проводится вокруг участка соответствующего фиксирующего ролика (-ов). Если рассматривать в поперечном сечении, клейкая лента проходит по полукруглой дуге направляющего ролика. В зависимости от соотношения направления подвода и точки соприкосновения между направляющим роликом и цилиндрическим телом, возможно прохождение клейкой ленты по дуге окружности вокруг направляющего ролика на участке, соответствующем центральному углу от примерно 1° до примерно 270°, предпочтительно от примерно 45° до примерно 210°, в частности, от примерно 90° до примерно 180°, прежде чем она в точке контакта между направляющим роликом и цилиндрическим телом пройдет в направлении боковой поверхности цилиндрического тела и переносится на нее. Большой размер участка, например, в области от 120° до 170°, предпочтителен прежде всего в том случае, если контактная поверхность между направляющим роликом и клейкой лентой должна быть велика, например, потому, что необходимо захватывание клейкой ленты направляющим роликом. Оно может происходить, например, посредством разрежения.
В оптимальном варианте наматывание клейкой ленты на цилиндрическое тело прерывают до того как на боковой поверхности образуется второй слой клейкой ленты. Для этого вращение цилиндрического тела останавливают, прежде чем оно выполнило полный оборот с момента контакта с клейкой лентой.
Теперь возможно отрезание клейкой ленты. Клейкую ленту предпочтительно следует отделять таким образом, что начало и конец полосы клейкой ленты, нанесенной на цилиндрическое тело, прилегают друг к другу с минимальным зазором. Между торцами полосы клейкой ленты предпочтительно не должна образовываться впадина, и торцы полосы клейкой ленты не должны также перекрываться с напуском. Длина полосы клейкой ленты в оптимальном случае соответствует окружности цилиндрического тела.
Чтобы разрезать клейкую ленту надлежащим образом, возможен процесс разделения или перфорирования, производимого параллельно оси цилиндрического тела. Он может осуществляться посредством механического отделяющего элемента, например, устройства резки, или также посредством бесконтактного отделяющего элемента, например, установки для водоструйной резки или установки для лазерной резки. Процесс разделения или перфорирования предпочтительно осуществляют путем перемещения отделяющего элемента вдоль направления осей фиксирующих роликов или оси цилиндрического тела.
Если отделяющий элемент выполнен в виде механического отделяющего элемента, возможен процесс отделения, происходящий при непосредственном контакте отделяющего элемента с поверхностью полотна клейкой ленты. Создание противодействующего давления полотна клейкой ленты на нож возможно разными способами, например, посредством второго механического отделяющего элемента, действующего в противоположном направлении, или же подложки для резки, или путем соответствующего натяжения полотна клейкой ленты. В варианте исполнения в качестве подложки для резки может служить направляющий ролик. Цилиндрическое тело, напротив, предпочтительно не служит подложкой для резки.
Регулирование глубины разреза возможно за счет соответствующего усилия резания, путем настройки силы прижима отделяющего элемента к подложке резки к или натянутому полотну клейкой ленты. Если в качестве отделяющего элемента применяется установка для водоструйной резки или для лазерной резки, то усилие резания задается путем управления параметрами на инжекторах или лазерных источниках. Регулировка глубины разреза позволяет предотвратить воздействие отделяющего элемента на подложку для резки или обеспечить только умеренное, то есть не повреждающее ее, воздействие. Это позволяет получить особенно важное преимущество в случае, если в качестве подложки для резки служит направляющий ролик.
В соответствии с этим возможно отделение полотна клейкой ленты разными способами. С одной стороны, возможно отделение клейкой ленты полностью, вместе с подкладкой, если она имеется. Это дает преимущество, в частности, в том случае, если клейкая лента должна наноситься на цилиндрическое тело вместе с подкладкой, то есть в конечном счете требуется покрывать клейкую наружную поверхность уже оклеенного цилиндрического тела. В этом случае предпочтительно производить разделение в области, находящейся между направляющим роликом и цилиндрическим телом или непосредственно на направляющем ролике, чтобы участок клейкой ленты имелся в распоряжении для последующего процесса наклеивания, когда придется оклеивать клейкой лентой следующее цилиндрическое тело.
С другой стороны, существует возможность отделить только клейкую ленту, подкладку же, если она есть, напротив, оставить неповрежденной. Этот вариант дает то преимущество, что возможна транспортировка клейкой ленты посредством подачи подкладки, что, позволяет облегчить подвод клейкой ленты к оклеиваемому цилиндрическому телу. В ходе такого процесса подкладку нужно отсоединять от клейкой ленты, прежде чем изымать готовое оклеенное цилиндрическое тело из устройства. Предпочтительно носитель наматывают, непосредственно после того как клейкая лента соприкасается с оклеиваемой боковой поверхностью цилиндрического тела и прилипает к нему, например, непосредственно после проведения клейкой ленты вокруг направляющего ролика.
Альтернативная возможность - клейкую ленту полностью отделяют, а подкладку, если она есть, снабжают перфорацией. Такой вид отделения предпочтительно производят уже перед прохождением по направляющему ролику, так что имеется возможность отрывать перфорированную подкладку, например, за направляющим роликом. Для этого возможна остановка направляющего ролика, в то время как оклеиваемое цилиндрическое тело продолжает вращаться.
После обрезки клейкой ленты цилиндрическое тело предпочтительно поворачивают дальше, чтобы остаток обрезанной полосы клейкой ленты также вступил в соприкосновение с боковой поверхностью цилиндрического тела и прошел через по меньшей мере одно из мест прижима, то есть мест соприкосновения между фиксирующими роликами и боковой поверхностью.
В конце концов, оклеенное цилиндрическое тело снова высвобождают из фиксирующих роликов, предпочтительно повторяя в обратном порядке выполнение операций удерживания или фиксации. При этом, наконец, снова возможна передача оклеенного цилиндрического тела доставляющему механизму, который теперь служит в качестве механизма выброса, выполняя перемещение оклеенного цилиндрического тела из положения приклеивания или содействуя такому перемещению. Если доставляющий механизм был представлен одной или несколькими транспортерными лентами, то возможно осуществление процесса выброса за счет того, что одна или несколько транспортерных лент выполняют подачу в направлении осей фиксирующих роликов или оси цилиндрического тела, которая транспортирует оклеенное цилиндрическое тело из устройства. Направление выброса предпочтительно соответствует направлению установки.
Краткое описание чертежей
Ниже изобретение описывается на основе предпочтительных вариантов осуществления в сочетании с прилагаемыми чертежами.
Фигуры 1A-1F представляют собой схематичные изображения варианта исполнения изобретения в разрезе, которые иллюстрируют устройство или способ нанесения клейкой ленты на боковую поверхность цилиндрического тела.
Фигура 2 - это схематичный вид в разрезе следующего варианта исполнения изобретения, при котором цилиндрическое тело лежит на направляющем ролике под действием собственного веса.
Фигура 3 - это схематичный вид в разрезе следующего варианта исполнения изобретения, при котором носитель клейкой ленты снимают с клейкой ленты и наматывают, после того как клейкая лента проведена вокруг направляющего ролика.
Осуществление изобретения
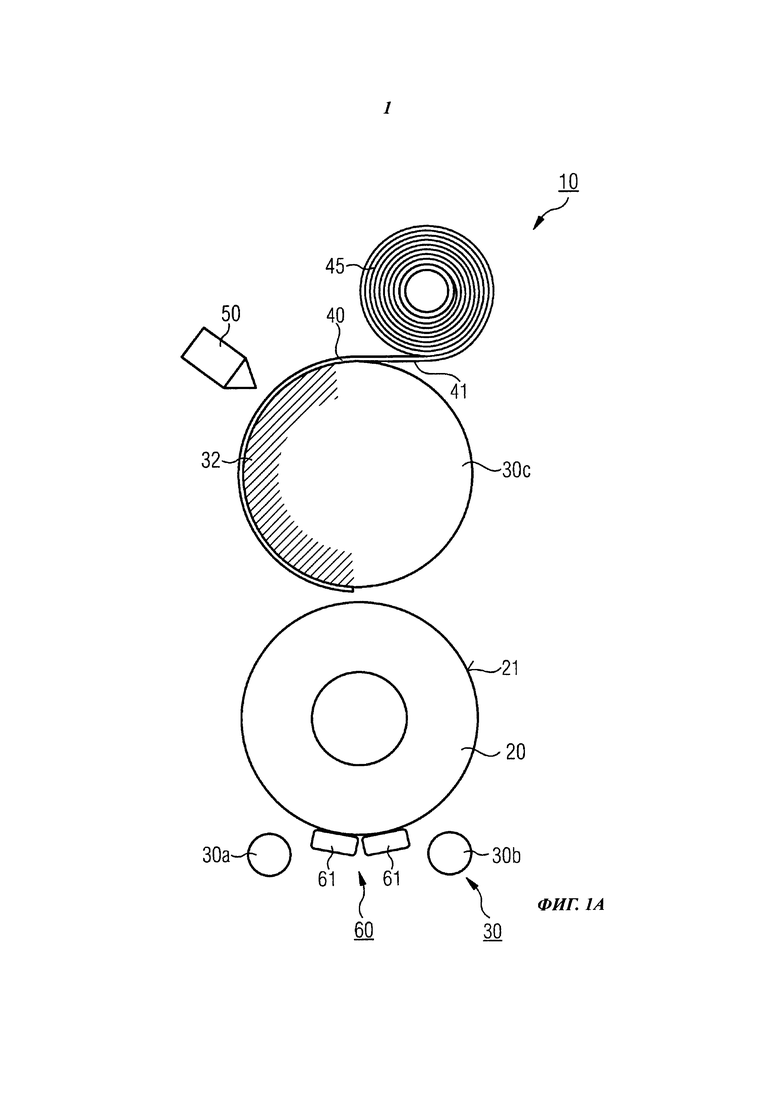
На фиг. 1А схематично показано в разрезе устройство 10 для нанесения клейкой ленты 40 на боковую поверхность 21 цилиндрического тела 20. Устройство 10 включает в себя фиксирующие ролики 30, из которых один выполнен в форме направляющего ролика 30с. Направляющий ролик 30с имеет область 32 разрежения, на которой клейкая лента 40 удерживается за счет разрежения внутри направляющего ролика 30с. Клейкая лента 40 представлена в виде полосы клейкой ленты с рулона 45 клейкой ленты. При этом в показанном примерном варианте исполнения речь идет о двусторонней клейкой ленте, клейкая поверхность которой покрыта защитным покрытием или подкладкой 41. При этом клейкую ленту 40 сматывают с рулона 45 клейкой ленты таким образом, что подкладка 41 оказывается временно помещенной между клейкой лентой 40 и боковой поверхностью направляющего ролика 30 с. Для разделения клейкой ленты на отдельные полосы клейкой ленты предусмотрено отделяющее приспособление 50.
На фиг. 1А цилиндрическое тело 20 лежит на транспортерных лентах 61 доставляющего механизма 60. С помощью транспортерных лент 61 или доставляющего механизма 60 возможно перемещение цилиндрического тела 20 вдоль его оси, до тех пор, пока оно не придет в пределах показанного устройства 10 в положение приклеивания, т.е. в положение, в котором возможно наклеивание клейкой ленты 40 на боковую поверхность 21 цилиндрического тела 20 лицевой стороной наружу. В первой операции показанного в качестве примера способа нанесения клейкой ленты 40 на боковую поверхность 21 цилиндрического тела 20 цилиндрическое тело 20 сначала укладывают вне плоскости чертежа фиг. 1А на транспортерные ленты 61 доставляющего механизма 60 и транспортируют в плоскость чертежа фиг. 1А с помощью транспортерных лент 61. При достижении положения приклеивания подачу транспортерных лент 61 останавливают, и начинается фаза фиксации цилиндрического тела 20 посредством фиксирующих роликов 30. С этой целью оба нижних фиксирующих ролика 30а, 30b переносят в направлении оси цилиндрического тела 20 перпендикулярно направлению их осей роликов и симметрично друг к другу.
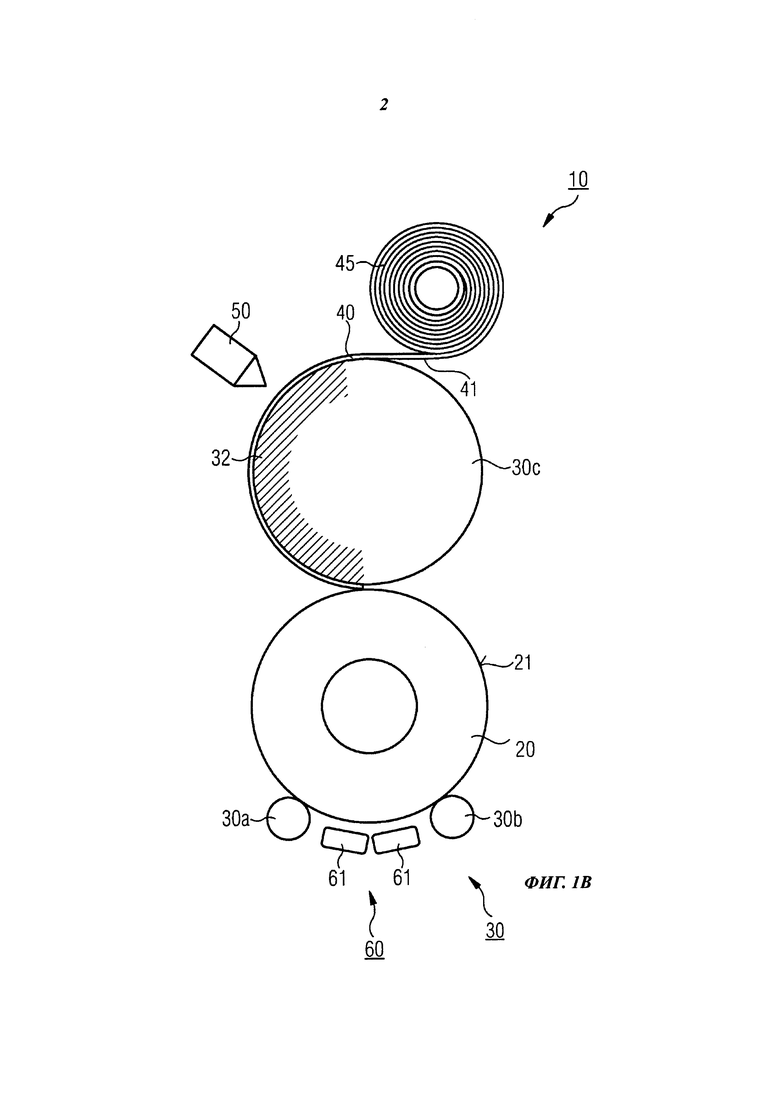
По прошествии определенного времени фиксирующие ролики 30а, 30b контактируют своими соответствующими боковыми поверхностями с боковой поверхностью 21 цилиндрического тела 20 и начинают приподнимать последнее от транспортерных лент 61 доставляющего механизма 60, как показано на фиг. 1В. Фиксирующие ролики 30а, 30b переносят в направлении оси цилиндрического тела 20 до тех пор, пока цилиндрическое тело 20 не окажется полностью поднятым над транспортерными лентами 61 доставляющего механизма 60 и не соприкоснется с боковой поверхностью направляющего ролика 30с. Средства для регистрации прижимного усилия (не показаны) обеспечивают прерывание перемещения фиксирующих роликов 30а, 30b, как только желаемое усилие прижима одного или нескольких фиксирующих роликов 30а, 30b к боковой поверхности 21 цилиндрического тела 20 достигло желаемого значения.
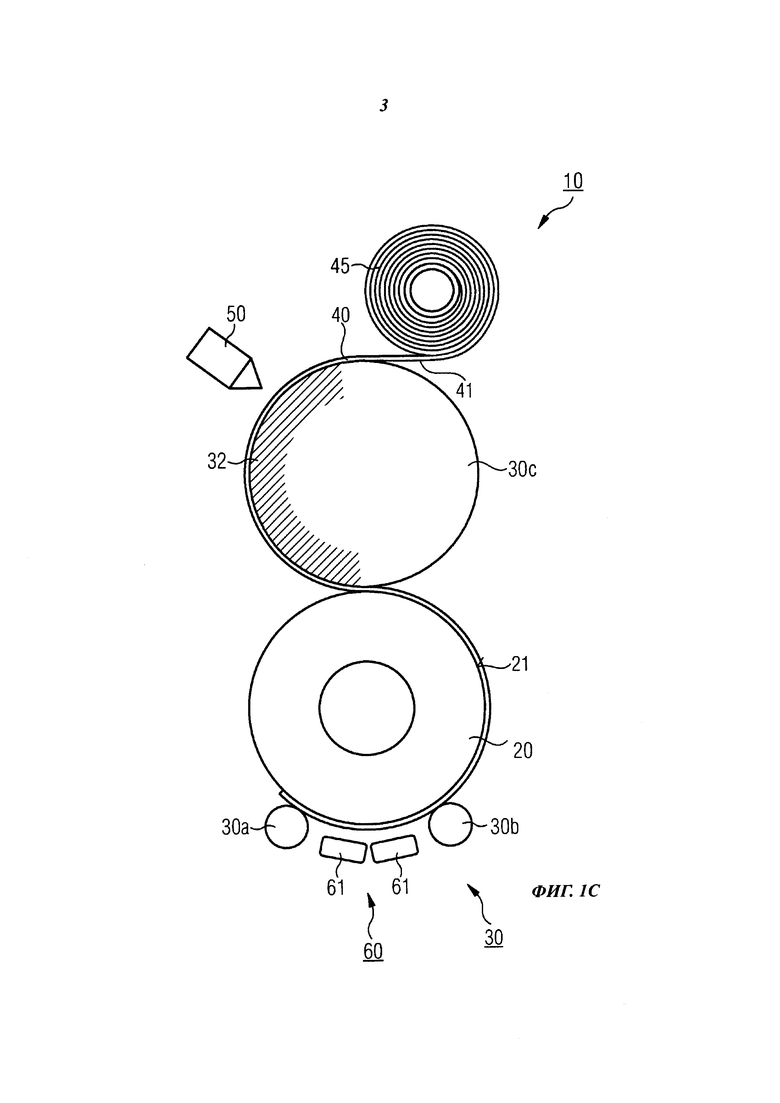
В следующей операции, которая проиллюстрирована на фиг. 1С, клейкую ленту 40 помещают на боковой поверхности 21 цилиндрического тела 20. Для этого в показанном примере исполнения один из фиксирующих роликов 30а, 30b посредством привода (не показан) перемещают, поворачивая вокруг оси ролика в направлении против часовой стрелки. Трение, возникающее между боковой поверхностью приведенного в движение фиксирующего ролика 30a/30b и боковой поверхностью 21 цилиндрического тела 20, приводит к повороту цилиндрического тела 20 вокруг его цилиндра по часовой стрелке. Поворот цилиндрического тела 20 в свою очередь передается на направляющий ролик 30 с, который в соответствии с этим вращается в направлении против часовой стрелки, сматывает клейкую ленту 40 с ролика 45 клейкой ленты и подводит ее к боковой поверхности 21 цилиндрического тела 20.
Как уже упомянуто, сторона клейкой ленты 40, противоположная боковой поверхности 30с направляющего ролика, остается свободной и клейкой. Таким образом, как только клейкую ленту 40 подводят к боковой поверхности 21 цилиндрического тела 20, что обусловлено поворотом направляющего ролика 30с, она начинает приклеиваться к боковой поверхности 21 цилиндрического тела 20. Продолжение поворота цилиндрического тела 20 и направляющего ролика 30с приводит к тому, что клейкая лента 40 постепенно наматывается на боковую поверхность 21 цилиндрического тела 20. При этом желаемое сцепление клейкой ленты 40 с боковой поверхностью 21 цилиндрического тела 20 обеспечивается прижимным усилием, которое оказывает направляющий ролик 30с своей боковой поверхностью относительно боковой поверхности 21 цилиндрического тела 20.
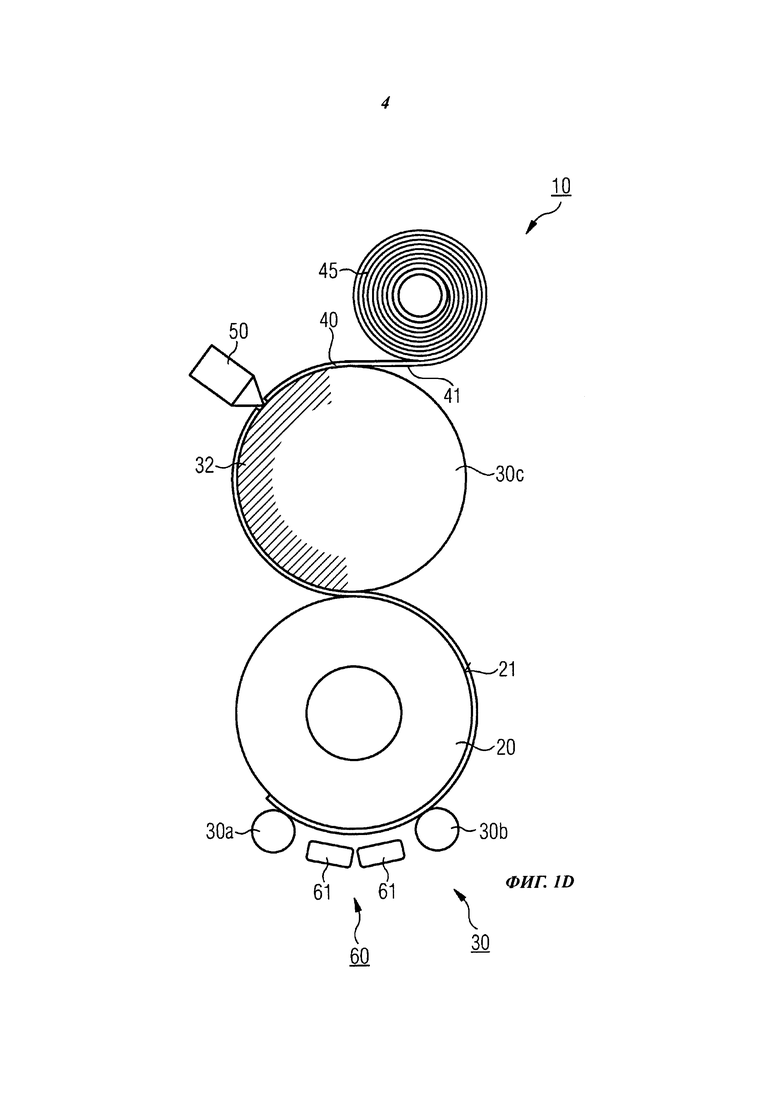
Прежде чем цилиндрическое тело 20 выполнит полный оборот вокруг оси цилиндра, работу привода фиксирующего ролика 30a/30b прерывают, и клейкую ленту 40 вместе с подкладкой 41 отделяют посредством отделяющего приспособления 50, как наглядно показано на фиг. 1d. Этот процесс происходит тогда, когда длина уже намотанной на цилиндрическое тело 20 клейкой ленты 40 вместе с длиной еще не намотанной клейкой ленты 40, которая находится между цилиндрическим телом 20 и отделяющим приспособлением 50, соответствует окружности цилиндрического тела 20. Таким образом достигают того, что длина отделенной полосы клейкой ленты равна окружности цилиндрического тела 20, которое, следовательно, покрывается точно одним слоем.
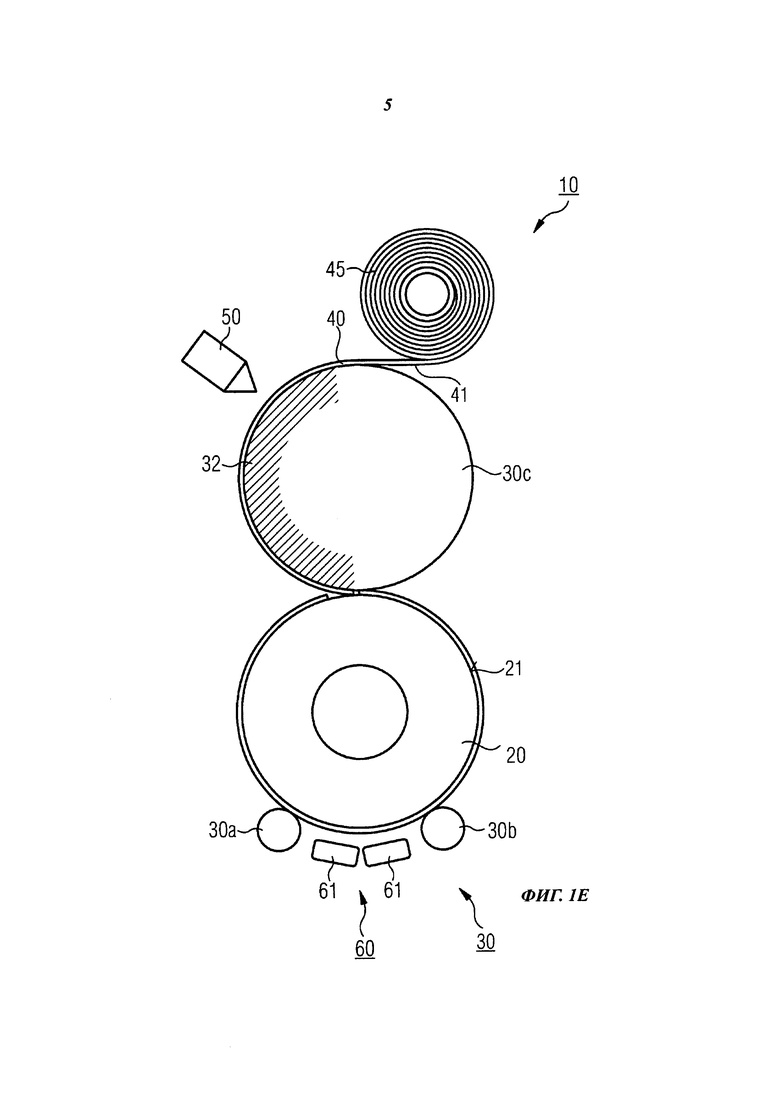
После отрезания клейкой ленты 40 посредством отделяющего приспособления 50 привод фиксирующего ролика 30a/30b снова активизируют, так что цилиндрическое тело 20 вращается дальше и остающийся участок полосы клейкой ленты наклеивается на боковую поверхность 21 цилиндрического тела 20, как показано на фиг. 1е. Когда этот процесс окончен, наклеенная полоса клейкой ленты окружает боковую поверхность 21 цилиндрического тела 20 одним слоем, причем без перекрывания и в идеальном случае без существенного зазора между торцевыми краями полосы клейкой ленты.
Прилипание следующей части клейкой ленты 40, которая подводится направляющим роликом 30с к уже оклеенной боковой поверхности 21 цилиндрического тела 20, предотвращается благодаря тому, что клейкая лента, находящаяся на боковой поверхности 21 цилиндрического тела 20, все еще несет на своей поверхности, обращенной наружу, уже упомянутую подкладку 41.
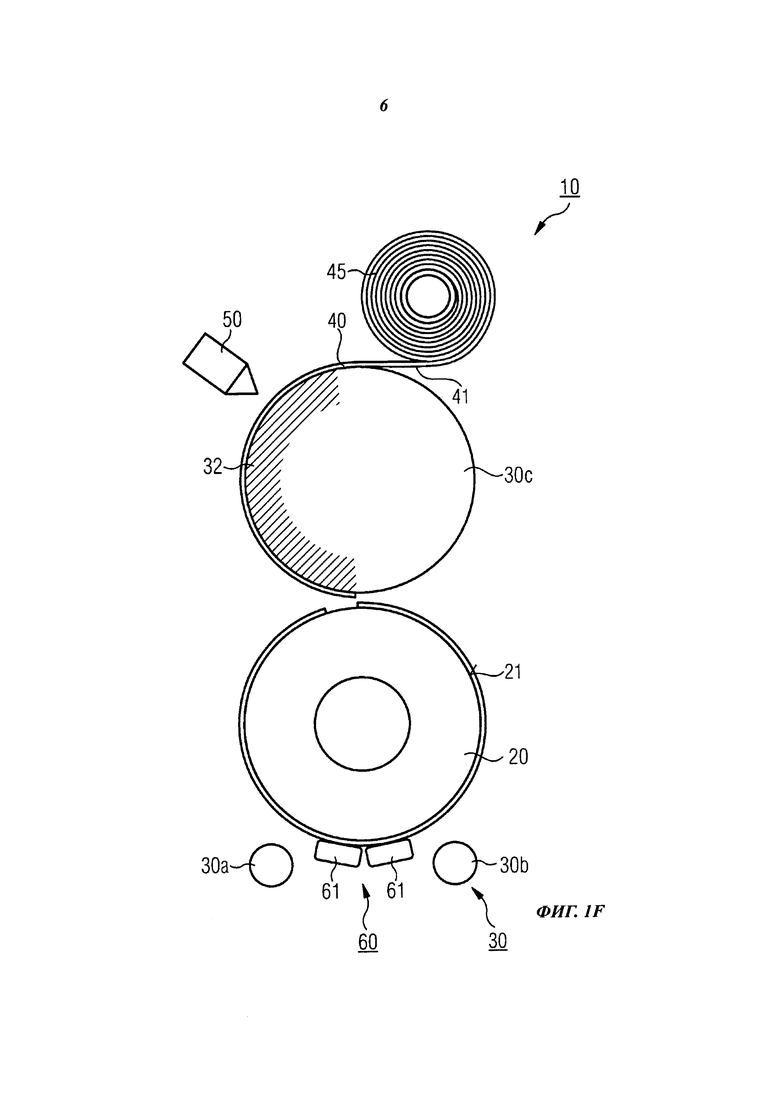
После того, как вся боковая поверхность 21 цилиндрического тела 20 покрыта клейкой лентой, привод фиксирующего ролика 30a/30b снова перерывают, и цилиндрическое тело 20 снова укладывают на транспортерных лентах 61 доставляющего механизма 60, как показано на фиг. 1F. Для этого фиксирующие ролики 30a, 30b опять перемещаются под углом вниз, перпендикулярно осям роликов и симметрично относительно друг друга, в их начальное положение. Оклеенное цилиндрическое тело 20 наконец выводят из положения приклеивания посредством транспортерных лент 61, которые теперь служат в качестве механизма выброса. В показанном варианте исполнения это происходит путем дальнейшей транспортировки оклеенного цилиндрического тела 21 в плоскость чертежа, где оно передается на узел упаковки и отправки (не показан).
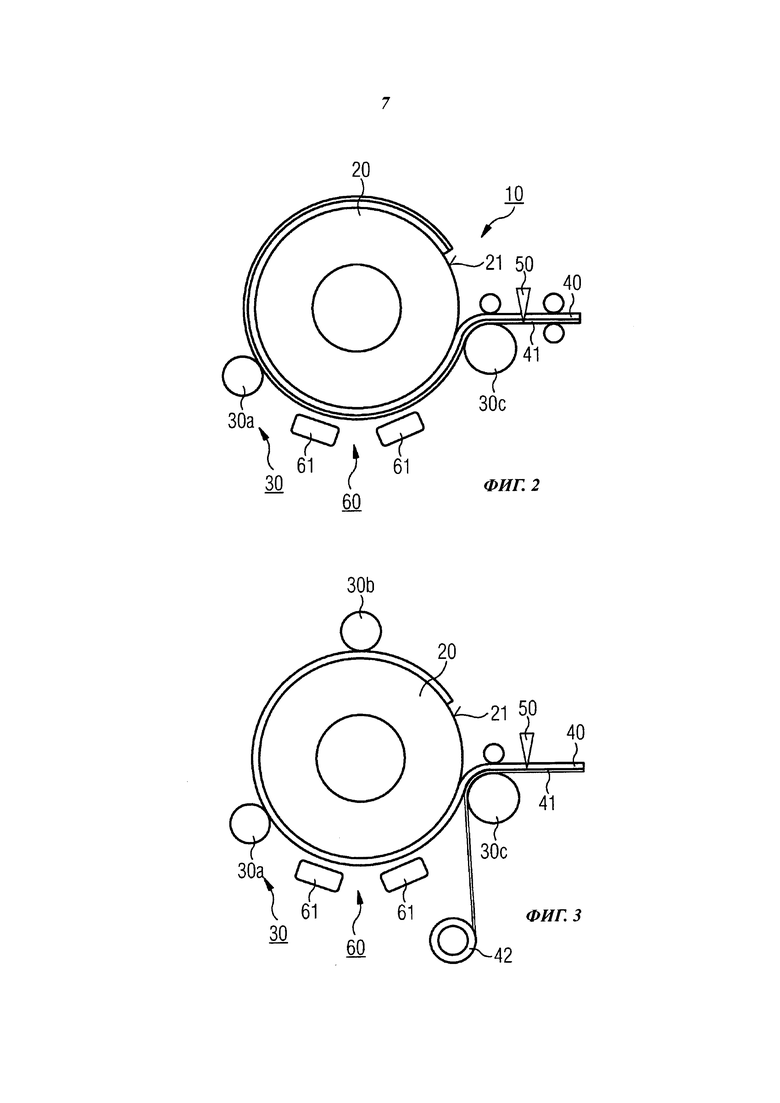
На фиг. 2 показан следующий вариант исполнения устройства 10, включающий в себя цилиндрическое тело 20, фиксирующие ролики 30, из которых один служит в качестве направляющего ролик 30с, клейкая лента 40 и отделяющее приспособление 50. Клейкая лента 40 снова представлена как двусторонняя клейкая лента, одна из поверхностей которой, в показанном примере - поверхность, обращенная вниз, - покрыта подкладкой 41.
В показанном варианте исполнения цилиндрическое тело 20 лежит на направляющем ролике 30с за счет собственного веса. Преимущество этого варианта состоит в том, что на поверхности соприкосновения между боковой поверхностью направляющего ролика 30с и боковой поверхности 21 цилиндрического тела 20 обеспечивается максимальное прижимное усилие. Кроме того, при этом варианте осуществления в определенных случаях может оказаться достаточным наличие только двух фиксирующих роликов 30, один из которых образует направляющий ролик 30с, если собственный вес цилиндрического тела 20 допускает это.
В этом варианте исполнения цилиндрическое тело 20 также подводят к положению приклеивания транспортерными лентами 61 доставляющего механизма 60. Затем доставляющий механизм 60 отводят от цилиндрического тела 20 вниз, так что цилиндрическое тело 20 укладывается на фиксирующий ролик 30а и направляющий ролик 30с. Привод фиксирующего ролика 30а, поворачивая его вокруг оси ролика, вызывает поворот цилиндрического тела 20 вокруг оси цилиндра, что в свою очередь приводит во вращение направляющий ролик 30с и вызывает подведение клейкой ленты 40 к боковой поверхности 21 цилиндрического тела 20. При дальнейшем поворотном движении клейкая лента 40 наматывается на боковую поверхность 21 цилиндрического тела 20 и приклеивается к ней благодаря прижимному усилию, которое существует между боковой поверхностью направляющего ролика 30с и боковой поверхностью 21 цилиндрического тела 20 и действует на поверхность 21 цилиндрического тела 20. Прежде чем цилиндрическое тело 20 осуществит полный оборот вокруг оси цилиндра, работу привода фиксирующего ролика 30а прерывают, и отделяющее приспособление 50 прорезает клейкую ленту 40 и подкладку 41. Затем привод фиксирующего ролика 30а снова запускают, и цилиндрическое тело 20 поворачивается дальше вокруг оси цилиндра, до тех пор, пока боковая поверхность 21 не окажется полностью покрытой единственным слоем клейкой ленты, как уже описано. Наконец, доставляющий механизм 60 снова подводят снизу к цилиндрическому телу 20 до тех пор, пока цилиндрическое тело 20 не укладывается на транспортерных лентах 61 доставляющего механизма 60 и не будет приподнято фиксирующим роликом 30а и направляющим роликом 30с, и оклеенное цилиндрическое тело 20 посредством транспортерных лент 61 выводят из положения приклеивания.
Вариант исполнения, показанный на фиг. 3, отличается от варианта исполнения, показанного на фиг. 2, по существу тем, что во время наматывания клейкой ленты 40 на боковую поверхность 21 цилиндрического тела 20 подкладку 41, находящуюся на двусторонней клейкой ленте, снимают с клейкой ленты 40 и наматывают на устройство 42 для намотки. Следовательно, наружная поверхность оклеенного цилиндрического тела 20 в этом варианте исполнения клейкая, поэтому фиксирующие ролики 30, так же, как и транспортерные ленты 61 доставляющего механизма 60, выполнены из не смачиваемого клеем вещества (например, покрыты слоем силикона).
Подведение цилиндрического тела 20 в положение приклеивания происходит описанным способом посредством транспортерных лент 61 доставляющего механизма 60. Как только положение приклеивания достигнуто, в этом варианте исполнения цилиндрическое тело 20 приподнимают от транспортерных лент 61 доставляющего механизма 60, подводя к цилиндрическому телу 20 левый нижний фиксирующий ролик 30а. Подведение клейкой ленты 40 в этом варианте исполнения может производиться путем приведения в движение устройства 42 для намотки подкладки, в то время как наматывание клейкой ленты на боковую поверхность 21 цилиндрического тела 20 опять-таки происходит за счет приведения в движение одного из фиксирующих роликов 30а, 30b. Для отрезания клейкой ленты 40 снова служит отделяющее приспособление 50, которое, однако, в этом варианте исполнения отделяет только клейкую ленту 40, но не подкладку 41.
В конце концов, уже описанным способом производят отправку оклеенного цилиндрического тела 20, причем при этом варианте исполнения оклеенное цилиндрическое тело 20 покидает устройство, имея клейкую поверхность, что позволяет производить его немедленную дальнейшую обработку.
Устройство и способ описаны на основе вариантов исполнения, взятых в качестве примеров, которые служат для иллюстрации изобретения, однако не должны ограничивать область защиты, определяемую пунктами формулы. Допустимы, насколько это возможно, комбинирование друг с другом и/или взаимозамена всех отдельных признаков, которые представлены в отдельных вариантах осуществления, без выхода за пределы области изобретения.
Список обозначений
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛООЧИСТИТЕЛЬ | 2012 |
|
RU2606658C2 |
| НОСОВОЙ РАСШИРИТЕЛЬ С ЗОНАМИ АДГЕЗИОННОГО КОНТАКТА ИЗМЕНЯЮЩЕЙСЯ ПРОЧНОСТИ | 1997 |
|
RU2173966C2 |
| КНОПОЧНЫЙ ПЕРЕКЛЮЧАТЕЛЬ С СИСТЕМОЙ ВЫРАВНИВАНИЯ КНОПКИ | 2016 |
|
RU2723643C2 |
| КНОПОЧНЫЙ ПЕРЕКЛЮЧАТЕЛЬ С ПРОТИВОЗАКЛИНИВАЮЩЕЙ СИСТЕМОЙ НАПРАВЛЯЮЩИХ | 2016 |
|
RU2713415C2 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ И/ИЛИ ИССЛЕДОВАНИЯ ТКАНИ | 2018 |
|
RU2785000C2 |
| ЭЛЕКТРИЧЕСКОЕ БЫТОВОЕ УСТРОЙСТВО | 2008 |
|
RU2480543C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРИВЕННОЙ ТЕРАПИИ С НАПРАВЛЯЮЩИМ ГИБКИМ ПРОВОДНЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2741702C2 |
| ЧУВСТВИТЕЛЬНЫЙ К ДАВЛЕНИЮ КЛЕЙКИЙ ЛИСТ | 2006 |
|
RU2402586C2 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ПОЛОТЕН ИЗ ХОЛСТОВ, ОРИЕНТИРОВАННЫХ В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ | 1998 |
|
RU2200777C2 |
| СТЕКЛООЧИСТИТЕЛЬ | 2012 |
|
RU2620391C2 |
Изобретение относится к устройству для нанесения клейкой ленты (40) на боковую поверхность (21) цилиндрического тела (20), содержащему по меньшей мере два фиксирующих ролика (30а, 30b) с параллельно ориентированными осями, предназначенные для контактирования с боковой поверхностью цилиндрического тела; устройство подведения клейкой ленты для подвода клейкой ленты (40) к цилиндрическому телу и средство для приведения цилиндрического тела (20) во вращение вокруг его оси цилиндра. 2 н. и 18 з.п. ф-лы, 8 ил.
1. Устройство (10) для нанесения клейкой ленты (40) на боковую поверхность (21) цилиндрического тела (20), содержащее
по меньшей мере два фиксирующих ролика (30а, 30b) с параллельно ориентированными осями, предназначенные для контактирования с боковой поверхностью (21) цилиндрического тела (20);
устройство подведения клейкой ленты для подвода клейкой ленты к цилиндрическому телу (20);
средство для приведения цилиндрического тела (20) во вращение вокруг его оси цилиндра и
доставляющий механизм и/или механизм выброса (60), который обеспечивает перемещение цилиндрического тела (20) вдоль направления осей фиксирующих роликов (30) или оси цилиндрического тела (20),
отличающееся тем, что обеспечена возможность отводить цилиндрическое тело (20) от доставляющего механизма и/или механизма выброса (60).
2. Устройство (10) по п. 1, причем по меньшей мере один из фиксирующих роликов служит в качестве направляющего ролика (30c) для подведенной клейкой ленты (40), причем клейкая лента (40) покрывает направляющий ролик (30c) на участке, соответствующем центральному углу от примерно 1 до примерно 270°, предпочтительно от примерно 45 до примерно 210°, в частности от примерно 90 до примерно 180°.
3. Устройство (10) по п. 2, причем направляющий ролик (30c) снабжен средствами для захватывания клейкой ленты (40) посредством создания разрежения (32).
4. Устройство (10) по одному из предшествующих пунктов, причем отведение цилиндрического тела (20) от доставляющего механизма и/или механизма выброса (60) обеспечено путем подвода к цилиндрическому телу (20) одного или нескольких фиксирующих роликов (30) и укладывания цилиндрического тела (20) на по меньшей мере один фиксирующий ролик (30).
5. Устройство (10) по п. 4, причем отведение цилиндрического тела (20) от доставляющего механизма и/или механизма выброса (60) обеспечено путем перемещения доставляющего механизма и/или механизма выброса (60) в направлении от цилиндрического тела (20), так чтобы цилиндрическое тело (20) легло на один или несколько фиксирующих роликов (30).
6. Устройство (10) по п. 1, включающее в себя также отделяющее приспособление (50) для по меньшей мере частичного отделения клейкой ленты (40).
7. Устройство (10) по п. 1, включающее в себя также позиционирующее средство для позиционирования цилиндрического тела по отношению к подводу клейкой ленты.
8. Устройство (10) по п. 1, включающее в себя по меньшей мере три фиксирующих ролика (30) с параллельно ориентированными осями, которые расположены вокруг окружности цилиндрического тела (20) таким образом, что обеспечена возможность зажимать цилиндрическое тело (20) между ними.
9. Устройство (10) по п. 1, причем по меньшей мере один из фиксирующих роликов (30) установлен с возможностью перемещения в одном или нескольких направлениях перпендикулярно оси этого ролика.
10. Устройство (10) по п. 9, причем по меньшей мере один подвижный фиксирующий ролик (30) установлен с возможностью перемещения в направлении оси цилиндрического тела (20).
11. Устройство (10) по п. 9 или п. 10, включающее в себя также средство для регистрации и регулирования усилия прижима по меньшей мере одного фиксирующего ролика (30), выполненного с возможностью перемещения, к цилиндрическому телу (20).
12. Устройство (10) по п. 1, причем по меньшей мере один из фиксирующих роликов (30) снабжен приводом, предназначенным для того, чтобы приводить фиксирующий ролик (30) во вращение вокруг оси этого ролика.
13. Способ нанесения клейкой ленты (40) на боковую поверхность (21) цилиндрического тела (20), включающий в себя
(a) укладку цилиндрического тела (20) доставляющим механизмом (60);
(b) приведение боковой поверхности (21) цилиндрического тела (20) в соприкосновение с соответствующими боковыми поверхностями по меньшей мере двух фиксирующих роликов (30а, 30b) с параллельно ориентированными осями;
(c) отведение цилиндрического тела (20) от доставляющего механизма и/или механизма выброса (60);
(d) помещение клейкой ленты (40) на боковую поверхность (21) цилиндрического тела (20) и
(e) наматывание клейкой ленты (40) на цилиндрическое тело (20) посредством вращения цилиндрического тела (20) вокруг его оси.
14. Способ по п. 13, причем по меньшей мере один из фиксирующих роликов (30) служит в качестве направляющего ролика (30c) для подведенной клейкой ленты (40), причем клейкую ленту (40) проводят вокруг направляющего ролика (30c) на участке, соответствующем центральному углу от примерно 1 до примерно 270°, предпочтительно от примерно 45 до примерно 210°, в частности от примерно 90 до примерно 180°.
15. Способ по п. 14, причем направляющий ролик (30c) захватывает клейкую ленту (40) посредством создания разрежения (32).
16. Способ по одному из пп. 13-15, причем на шаге (с) доставляющий механизм и/или механизм выброса (60) может быть отведен от цилиндрического тела (20).
17. Способ по п. 13, включающий в себя также по меньшей мере частичное отделение клейкой ленты (40) посредством отделяющего приспособления (50).
18. Способ по п. 13, включающий в себя также, перед шагом приведения в соприкосновение и/или после шага наматывания, перемещение цилиндрического тела (20) вдоль направления осей фиксирующих роликов (30) или оси цилиндрического тела (20) посредством доставляющего механизма и/или механизма выброса (60).
19. Способ по п. 13, включающий в себя также позиционирование цилиндрического тела (20) по отношению к подводу клейкой ленты посредством позиционирующего средства.
20. Способ по п. 13, причем боковую поверхность (21) цилиндрического тела (20) приводят в соприкосновение с по меньшей мере тремя фиксирующими роликами (30), имеющими параллельно ориентированные оси и расположенными вокруг окружности цилиндрического тела (20), таким образом, что цилиндрическое тело (20) зажимается между ними.
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК С ШАХМАТНЫМ РАСПОЛОЖЕНИЕМ КАНАЛОВ | 2013 |
|
RU2535187C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| DE 19929630 A1, 04.01.2001 | |||
| ИНТЕГРИРОВАННАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ БУРОВОГО ШЛАМА | 2008 |
|
RU2416472C1 |

