ОБЛАСТЬ ТЕХНИКИ
Область техники в основном относится к получению бронзы, такой как бронза, имеющая золотой вид. Более конкретно, область техники относится к получению слоя сплава золотой бронзы на подложке.
УРОВЕНЬ ТЕХНИКИ
Бронза обычно характеризуется как сплав меди и олова. Однако могут использоваться другие металлы, характеризующие различные варианты бронзового сплава, такие как техническая бронза (медь, цинк), архитектурная бронза (медь, цинк, свинец) или алюминиевая бронза (медь, алюминий, никель). Цвет бронзы зависит от состава различных металлов, используемых для получения сплава. Например, бронзовый сплав с высоким содержанием меди может иметь красноватый вид, тогда как бронзовый сплав с высоким содержанием олова может иметь серебристо-белый вид. Золотой вид бронзы является следствием некоторого состава металла.
Бронзу в виде твердого сплава можно получать посредством пирометаллургии или в виде электролитического покрытия. Как электролитическое покрытие, бронзу, состоящую из меди и олова, обычно получают с использованием цианидных электролитических ванн. Если используются цианидные реагенты, бронзу можно осаждать непосредственно в виде сплава. Таким образом, во время нанесения электролитического покрытия продукт получают посредством соосаждения меди и олова. Более конкретно, цианидные электролиты используют в процессе нанесения электролитического покрытия на заготовки для монет с целью получения слоя сплава золотой бронзы. Например, в патенте США №4579761 (Ruscoe и др.) описан способ получения монет, медальонов и жетонов, имеющих золотистый цвет, а также продукты, полученные этим способом. На продукт наносят электролитическое покрытие с использованием щелочной электролитический ванны, содержащей цианиды меди и олова, а затем его помещают в печь для обжига при постоянной температуре. После дополнительной очистки, как описывают Ruscoe и др., получают продукт, покрытый бронзой ярко-желтого цвета.
Почти во всех коммерчески доступных процессах нанесения бронзы для получения металлического декоративного покрытия золотистого цвета используются электролиты на основе цианидов, поскольку такие процессы являются относительно простыми и хорошо известными. Однако, электролиты на основе цианидов токсичны, и эта токсичность может сохраняться в течение длительного времени и представлять опасность для здоровья и безопасности людей, животных и рыбы ниже по течению от источника нежелательных сбросов и утечек. Утилизация отходов может быть дорогостоящей и затруднительной, так как химические вещества, используемые для уничтожения цианидов, также могут быть токсичны.
Нецианидную бронзу можно получать посредством процесса нанесения электролитического покрытия с использованием некоторых коммерческих составов, но результаты обычно неудовлетворительные, так как продукты с нанесенным покрытием имеют тенденцию приобретать красноватый цвет, скорее более похожий на медный, чем на золотистый, который часто требуется при получении бронзовой декоративной поверхности. Нецианидные электролиты как правило нестабильны, дороги и их сложно контролировать для получения приемлемых результатов и цвета. Поэтому, нецианидное нанесение бронзы является непопулярным и редко используемым способом, особенно когда покрытие наносится на большое количество промышленных изделий, например на заготовки для монет.
Кроме того, чтобы уменьшить стоимость монет, монеты из чистых металлов, таких как никель, медь или алюминий, и твердых сплавов, таких как мельхиор, патронная латунь или алюминиевая бронза, постепенно заменяют монетами, сделанными из менее дорогих материалов, например из стали для сердцевины, которую покрывают одним, двумя или тремя слоями никеля, меди или бронзы в качестве внешних слоев, покрывающих стальную сердцевину. В качестве вариантов процесса, сталь для сердцевины иногда заменяют цинком, медью или недорогим сплавом, например патронной латунью. В патентах США №5151167 и 5139886 описаны монеты, покрытые никелем, медью и затем никелем, а также способ изготовления таких монет с использованием нецианидных электролитов. В этих патентах раскрывается, что получающиеся монеты имеют однородную поверхность, не имеющую поверхностных пузырей, что как правило является проблемой, связанной с последовательным электролитическим нанесением металлов с последующим диффузионным отжигом. Таким образом, описано, что при последовательном нанесении никеля, меди и никеля может использоваться нецианидный электролит. Латунь также получают с использованием нецианидных электролитов путем нанесения меди с последующим нанесением на поверхность меди цинка. Для получения латунного сплава, за последовательным нанесением меди и цинка следует диффузия цинка в медь при высоком нагреве и температуре. Этот способ нецианидного получения латунного сплава в промышленном масштабе осуществляется в Королевском канадском монетном дворе. Однако, в отличие от диффузии цинка в латуни, олово не диффундирует легко в медную матрицу из-за низкой температуры плавления олова. Поэтому, по сравнению с получением латуни из меди и цинка получение золотой бронзы из меди и олова имеет множество различных проблем.
Общий способ нанесения различных сплавов без использования цианидных растворов описан в патентной заявке США, опубликованной под №2006/0286400 (McDaniel и др.). McDaniel и др. описывают способ, который содержит стадии электролитического нанесения на подложку слоя первого металла, электролитического нанесения второго слоя второго металла на первый нанесенный слой и нагрев комбинированной подложки для получения декоративного слоя из сплава, в том числе бронзового сплава.
Способы электролитического нанесения многослойного покрытия для получения золотой бронзы без использования цианидных растворов раскрыты в международной патентной заявке, опубликованной под № WO 2012/075572 (Nguyen и др.). Nguyen и др. раскрывают способ электролитического нанесения многослойного покрытия, содержащий нанесение на подложку по меньшей мере одного слоя меди и слоя олова с некоторым соотношением соответствующих толщин, отжиг подложки с нанесенным покрытием при постепенно повышающейся температуре для получения образованного в результате взаимной диффузии внешнего слоя бронзы, имеющего золотой вид.
Однако, по-прежнему сохраняется потребность в способах, которые позволят получить улучшенные изделия, имеющие декоративное покрытие из золотой бронзы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение, в соответствии с вышеуказанной потребностью, обеспечивает улучшенные способы получения золотой бронзы. Должно быть понятно, что золотая бронза включает любую бронзу, имеющую желто-золотистый цвет, похожий на золотой, другими словами, золотистый оттенок или золотой вид.
В некоторых аспектах способы, описанные в настоящем изобретении, включают способ повышения доступности олова для взаимной диффузии с медью для образования золотой бронзы. Улучшенный способ электролитического нанесения многослойного покрытия облегчает получение золотой бронзы посредством диффузии олова в медь в контролируемых условиях.
Было обнаружено, что при получении золотой бронзы посредством отжига подложки, покрытой слоями меди и олова, присутствие слоя никеля между сердцевиной подложки и слоем меди может, при некоторых технологических условиях, привести к расходованию олова на образование интерметаллических соединений. Из-за присутствия никеля, в области, близкой к границе слоев никеля и меди, могут образовываться трехкомпонентные интерметаллические дендритные фазы, содержащие никель, олово и медь, которые могут распространяться вглубь богатого медью слоя. Этот эффект уменьшает доступность олова во внешнем слое для образования золотой бронзы посредством взаимной диффузии с медью. Кроме того, такое расходование олова может привести к проблемам, связанным с получением требуемого внешнего слоя золотой бронзы при уменьшенной толщине слоя меди, что может потребоваться для уменьшения стоимости толстых слоев медного покрытия, которые могут наноситься для придания получаемым подложкам некоторых свойств, например свойств электромагнитного сигнала (ЭМС). Некоторые температуры отжига и время выдержки также могут способствовать расходованию олова никелем. Перерасход олова уменьшает его доступность для взаимной диффузии с медью, и недостаточное количество олова может привести к получению бронзы с нежелательным красноватым оттенком во внешней области. Увеличение толщины внешнего слоя олова может повысить количество олова, доступного для взаимной диффузии с медью, но избыток олова и/или некоторые технологические условия могу привести к образованию нежелательных капель олова на поверхности бронзы.
В одном аспекте предложен способ получения изделия, имеющего вид золотой бронзы. Способ включает в себя отжиг многослойной подложки, содержащей:
сердцевину, имеющую внешнюю контактную поверхность;
слой меди, нанесенный на внешнюю контактную поверхность сердцевины и имеющий толщину слоя меди; и
слой олова, нанесенный на слой меди;
причем контактная поверхность сердцевины имеет достаточно низкое содержание никеля, чтобы во время отжига уменьшить или предотвратить образование содержащих олово и никель интерметаллических соединений вблизи от внешней контактной поверхности;
при этом отжиг осуществляют при температуре отжига в течение времени выдержки при отжиге, а температуру отжига и время выдержки при отжиге регулируют в соответствии друг с другом для обеспечения возможности диффузии слоя олова в слой меди и получения отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющий золотой вид; а
нанесенный слой олова имеет толщину в таком соответствии с толщиной слоя меди, чтобы содержание олова в образованном в результате взаимной диффузии внешнем слое бронзы было приблизительно между 8 и 15,8 вес. %.
В одном из вариантов способа толщина слоя олова может быть такой, чтобы содержание олова в образованном в результате взаимной диффузии внешнем слое бронзы было приблизительно между 10 и 15 вес. %.
В одном из вариантов способ может содержать регулирование температуры отжига в соответствии с различными уровнями температуры, чтобы многослойная подложка могла выдерживаться при каждом уровне температуры в течение периода времени выдержки при отжиге. Способ может также содержать регулирование температуры отжига, чтобы многослойная подложка могла выдерживаться при постоянном уровне температуры в течение времени выдержки при отжиге.
В одном из вариантов способа температура отжига может быть приблизительно между 425 и 815°C.
В одном из вариантов способа отжиг может содержать прохождение многослойной подложки через несколько зон нагрева, работающих при контролируемой температуре отжига, чтобы многослойная подложка нагревалась до соответствующей температуры отжига. Отжиг может осуществляться в устройстве для отжига, имеющем несколько зон нагрева. По выбору, отжиг может осуществляться во вращающейся ретортной печи для отжига или в печи с ленточным конвейером.
В одном из вариантов способа время выдержки при отжиге может быть приблизительно между 10 и 90 минутами. По выбору, время выдержки при отжиге может быть приблизительно между 20 и 30 минутами.
В одном из вариантов способа отжиг может осуществляться в атмосфере отжига, состав которой контролируют. Опционально, в состав атмосферы отжига может входить по меньшей мере один компонент для получения восстановительной атмосферы.
В одном из вариантов способ может дополнительно содержать нанесение слоя меди на сердцевину для получения покрытой медью подложки и нанесение на покрытую медью подложку слоя олова для получения многослойной подложки.
В одном из вариантов способ может дополнительно содержать проводимое перед нанесением слоя олова травление слоя меди кислым раствором с получением протравленной поверхности слоя меди для улучшения адгезии слоя олова к протравленной поверхности слоя меди.
В одном из вариантов способа нанесение слоя меди может осуществляться электролитическим методом с использованием некислого электролита для нанесения меди, а нанесение слоя олова - электролитическим методом с использованием электролита для нанесения олова, содержащего кислый, цианидный, нецианидный, нейтральный, слабощелочной электролит или их любые сочетания. Опционально, некислый электролит для нанесения меди может быть нецианидным и щелочным раствором.
В одном из вариантов способа толщина слоя меди может быть приблизительно между 5 и 45 мкм.
В одном из вариантов способа толщина слоя олова может быть приблизительно между 1 и 7 мкм.
В одном из вариантов способа образованный в результате взаимной диффузии внешний слой бронзы может иметь толщину приблизительно между 6 и 35 мкм.
В одном из вариантов способа слой меди может содержать нанесенный первым слой меди, имеющий толщину первого слоя меди, и нанесенный вторым слой меди, прилегающий к первому слою меди и имеющий толщину второго слоя меди, причем толщина слоя меди является суммой толщин первого и второго слоев меди. Опционально, толщина первого слоя меди может быть приблизительно между 3 и 10 мкм, а толщина второго слоя меди может быть приблизительно между 10 и 35 мкм.
В одном из вариантов способа многослойная подложка может дополнительно содержать прилегающий к слою олова верхний металлический слой, содержащий медь и/или цинк и имеющий толщину верхнего слоя. Опционально, толщина верхнего слоя может быть достаточной для обеспечения возможности диффузии слоя олова в верхний металлический слой с получением образованного в результате взаимной диффузии внешнего слоя бронзы и для уменьшения или предотвращения образования капель олова на внешней поверхности во время отжига. Опционально, толщина верхнего слоя может быть приблизительно между 0,1 и 4 мкм.
В одном из вариантов способа многослойной подложкой может быть заготовка для монеты.
В одном из вариантов способа сердцевина может состоять из стали, алюминия, латуни, меди, их сплавов или их сочетаний.
В одном из вариантов способа внешняя контактная поверхность сердцевины может не содержать никель.
В одном из вариантов способа внешняя контактная поверхность может не содержать металла или металлического соединения, способных образовывать интерметаллические дендритные фазы в сочетании с оловом. Опционально, внешняя контактная поверхность может содержать достаточно малое количество или не содержать хрома, чтобы исключить образование интерметаллических фаз, содержащих хром и олово.
В одном из вариантов способ может дополнительно содержать быстрое охлаждение отожженной подложки для быстрого прекращения взаимной диффузии металлов с целью получения быстроохлажденной подложки.
В одном из вариантов способ может дополнительно содержать полировку образованного в результате взаимной диффузии внешнего слоя бронзы быстроохлажденной подложки для удаления любых нежелательных поверхностных соединений и получения полированной подложки, имеющей золотой вид.
В одном из вариантов способ может дополнительно содержать очистку и сушку полированной подложки для выявления или улучшения золотого вида бронзы.
В другом аспекте предложено изделие, имеющее вид золотой бронзы и содержащее:
сердцевину, имеющую внешнюю контактную поверхность;
розовую область, прилегающую к внешней контактной поверхности сердцевины и содержащую медь и олово, взаимно продиффундировавшие в результате отжига, причем содержание олова в розовой области составляет приблизительно менее 8 вес. %, а содержание никеля достаточно низкое, чтобы по существу отсутствовали интерметаллические фазы, содержащие никель и олово; и
область золотой бронзы, прилегающую к розовой области и содержащую медь и олово, взаимно продиффундировавшие под воздействием отжига, причем олово полностью продиффундировало в медь, а его концентрация составляет приблизительно между 8 и 15,8 вес. %, при этом наружная поверхность внешней области золотой бронзы имеет вид золотой бронзы без капель олова.
В одном из вариантов изделия наружная поверхность области золотой бронзы может быть отполирована и не содержит нежелательных поверхностных соединений.
В одном из вариантов изделия область золотой бронзы и розовая область могут быть получены посредством отжига двух последовательно нанесенных слоев меди и олова с соотношением толщин олово-медь достаточным для получения области золотой бронзы с концентрацией олова приблизительно между 8 и 15,8 вес. %.
В одном из вариантов изделия область золотой бронзы и розовая область могут быть получены посредством отжига первого слоя меди, промежуточного слоя олова и верхнего слоя меди и/или цинка, соответствующие толщины которых достаточны для получения области золотой бронзы с концентрацией олова приблизительно между 8 и 15,8 вес. %.
В одном из вариантов изделия верхний слой меди и/или цинка может иметь толщину приблизительно между 0,1 и 0,8 мкм.
В одном из вариантов содержание олова в изделии может изменяться от границы между сердцевиной и розовой областью до наружной поверхности области золотой бронзы. Опционально, изменяющееся содержание олова может возрастать от границы между сердцевиной и розовой областью до наружной поверхности области золотой бронзы. Также опционально, изменяющееся содержание олова может увеличиваться от границы между сердцевиной и розовой областью до средней зоны области золотой бронзы и уменьшаться от средней зоны области золотой бронзы до наружной поверхности области золотой бронзы.
В одном из вариантов изделия сердцевина может содержать сталь, алюминий, латунь, медь, их сплавы или их сочетания.
В одном из вариантов изделия область золотой бронзы может дополнительно содержать цинк, взаимно продиффундировавший с медью и оловом.
В одном из вариантов изделия изделие может иметь форму монеты, диска, плоского предмета или аналогичную им.
В другом аспекте предложена многослойная подложка, используемая в производстве изделия, имеющего вид золотой бронзы. Многослойная подложка содержит
сердцевину, имеющую внешнюю контактную поверхность;
слой меди, нанесенный на внешнюю контактную поверхность сердцевины и имеющий толщину слоя меди; и
слой олова, нанесенный на слой меди;
причем внешняя контактная поверхность сердцевины имеет достаточно низкое содержание никеля, чтобы во время отжига уменьшить или предотвратить образование содержащего олово и никель интерметаллического соединения вблизи от внешней контактной поверхности; а
слой олова имеет толщину в таком соответствии с толщиной слоя меди, чтобы слои олова и меди взаимно диффундировали в результате отжига для образования слоя бронзы, содержащего олово в количестве приблизительно между 8 и 15,8 вес. %.
В одном из вариантов подложка может дополнительно содержать нанесенный на слой олова верхний металлический слой, содержащий медь и/или цинк.
В другом аспекте предложено применение описанного выше способа для производства заготовок монет.
В другом аспекте предложено применение описанного выше изделия, имеющего вид золотой бронзы, для чеканки монет.
В другом аспекте предложено применение описанной выше многослойной подложки для производства имеющего вид золотой бронзы изделия посредством отжига.
В другом аспекте предложен способ получения изделия, имеющего вид золотой бронзы. Способ включает в себя отжиг многослойной подложки, содержащей:
сердцевину, имеющую внешнюю контактную поверхность;
слой меди, нанесенный на внешнюю контактную поверхность сердцевины и имеющий толщину слоя меди;
слой олова, нанесенный на слой меди и имеющий толщину слоя олова; и
нанесенный на слой олова верхний металлический слой, содержащий медь и/или цинк и имеющий толщину верхнего слоя;
причем отжиг осуществляют при возрастающих температурах отжига в течение времени выдержки при отжиге, а температуру отжига и время выдержки при отжиге регулируют в соответствии друг с другом, чтобы обеспечить возможность диффузии слоя олова в слой меди и получение отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющий золотой вид;
при этом толщины слоя олова и верхнего слоя достаточны, чтобы обеспечить возможность диффузии слоя олова в слой меди и верхний металлический слой для получения образованного в результате взаимной диффузии внешнего слоя бронзы, концентрация олова в котором составляет приблизительно от 8 до 15,8 вес. %, и для уменьшения или предотвращения образования капель олова во время отжига.
В другом аспекте предложен способ изготовления изделия, имеющего вид красной бронзы. Способ включает в себя отжиг многослойной подложки, содержащей:
сердцевину, имеющую внешнюю контактную поверхность;
слой меди, нанесенный на внешнюю контактную поверхность сердцевины и имеющий толщину слоя меди; и
слой олова, нанесенный на слой меди;
причем контактная поверхность сердцевины имеет достаточно низкое содержание никеля, чтобы уменьшить или предотвратить во время отжига образование содержащего олово и никель интерметаллического соединения вблизи от внешней контактной поверхности;
при этом отжиг осуществляют при температуре отжига в течение времени выдержки при отжиге, а температуру отжига и время выдержки при отжиге регулируют в соответствии друг с другом, чтобы обеспечить возможность диффузии слоя олова в слой меди и получение отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющий золотой вид;
причем слой олова имеет толщину в таком соответствии с толщиной слоя меди, чтобы содержание олова в образованном в результате взаимной диффузии внешнем слое бронзы было ниже приблизительно 8 вес. %.
В другом аспекте предложено бронзовое изделие, полученное способами, описанными выше.
Следует отметить, что любые стадии или признаки описанных выше способов могут комбинироваться и/или адаптироваться к любым признакам бронзового изделия и многослойной подложки, описанным выше, в пределах объема настоящего изобретения.
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
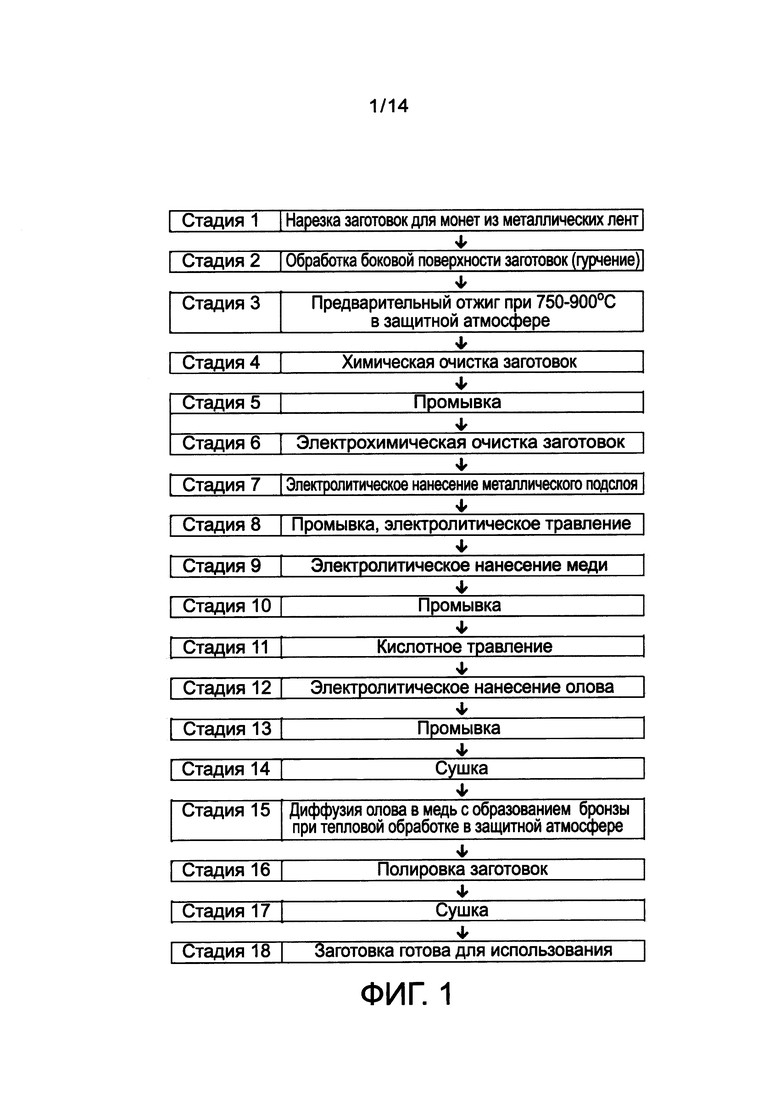
Фиг. 1 - блок-схема, на которой показаны стадии способа получения слоя бронзового сплава на заготовках для монет согласно предпочтительному варианту настоящего изобретения.
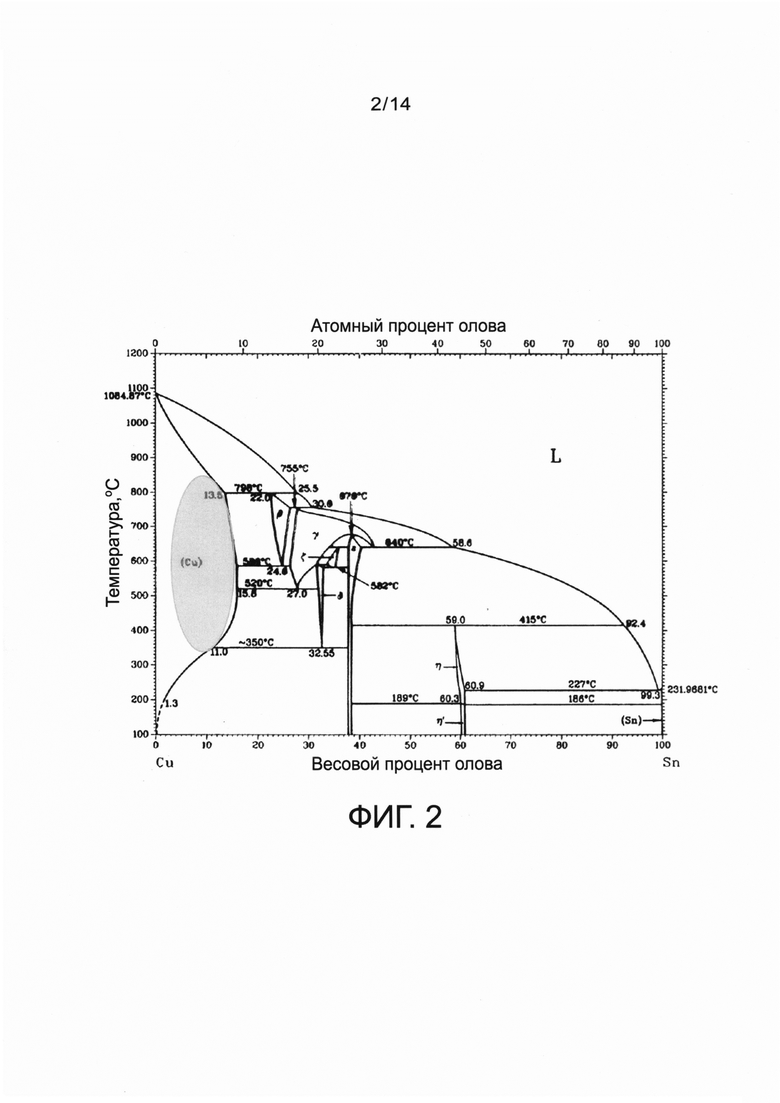
Фиг. 2 - фазовая диаграмма состояния двухкомпонентного сплава Cu-Sn.
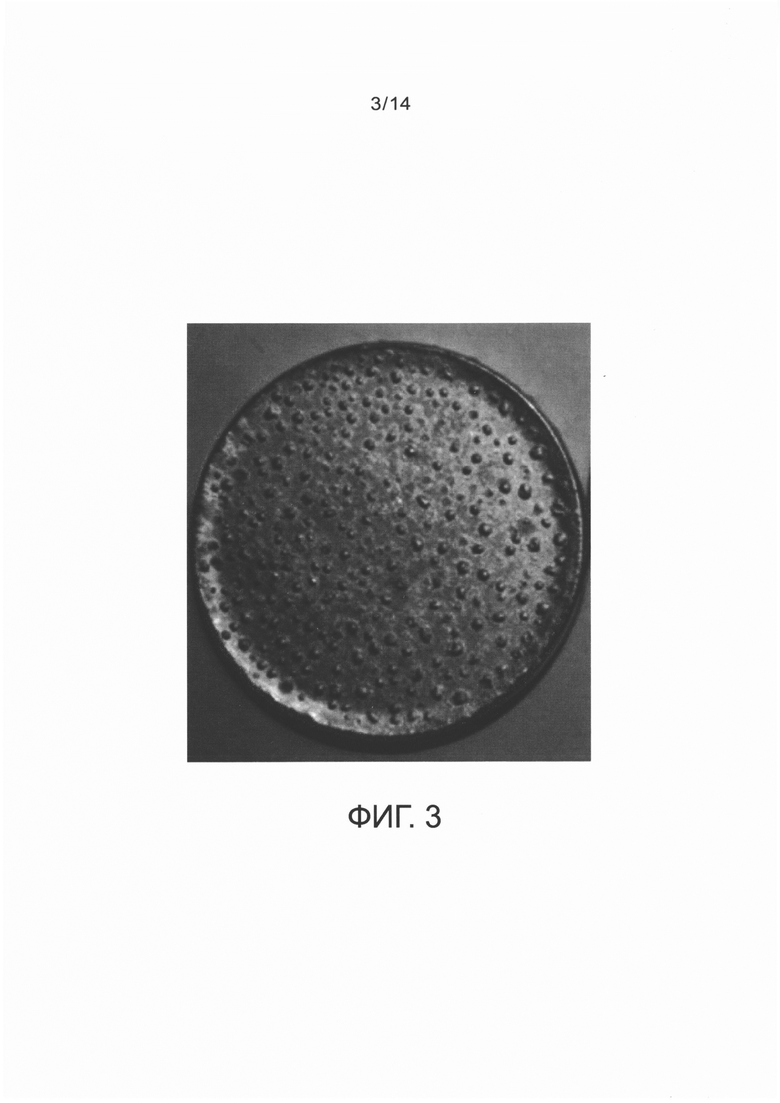
Фиг. 3 - фотография заготовки для монеты с каплями олова.
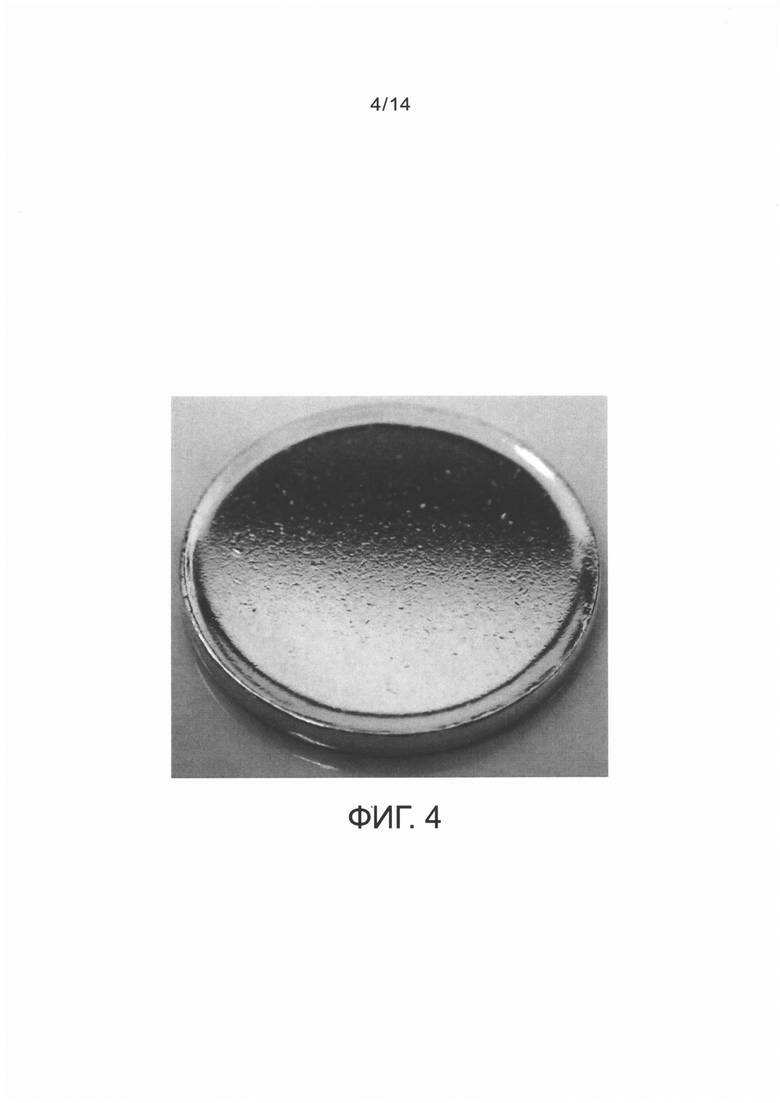
Фиг. 4 - фотография заготовки для монеты с бронзовой поверхностью золотистого цвета, полученной способом в соответствии с вариантом настоящего изобретения.
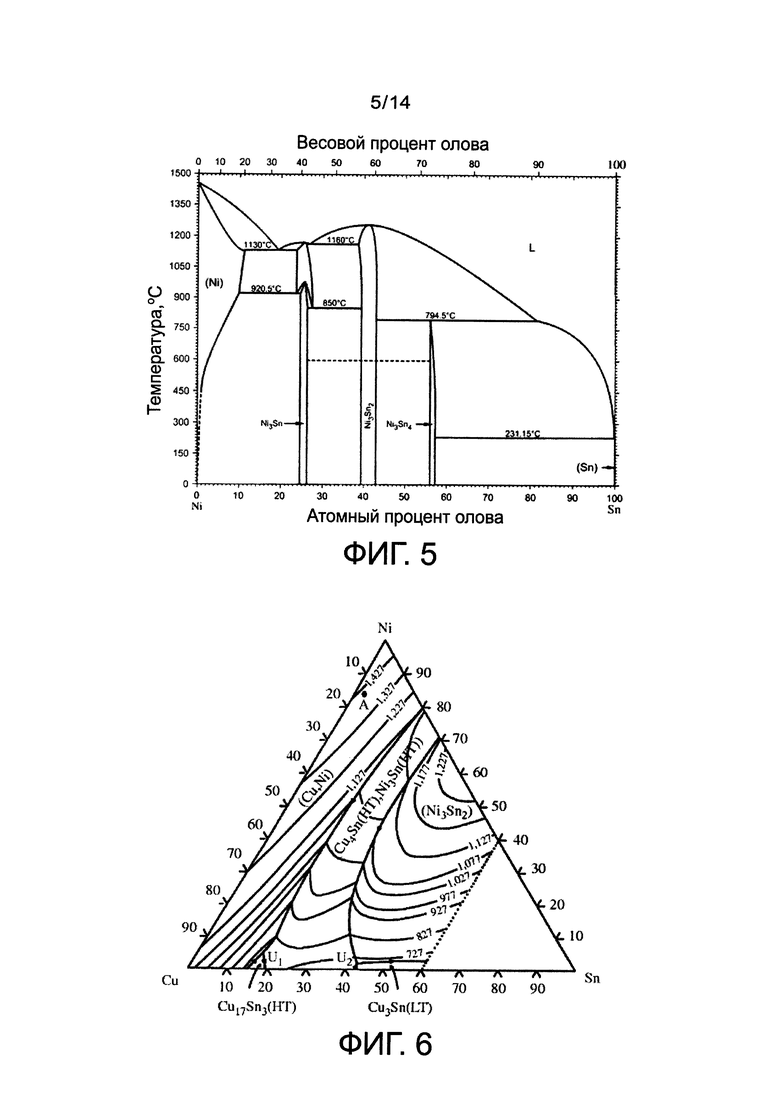
Фиг. 5 - диаграмма фазового равновесия двухкомпонентяой системы Sn-Ni.
Фиг. 6 - диаграмма фазового равновесия трехкомпонентной системы Sn-Ni-Cu.
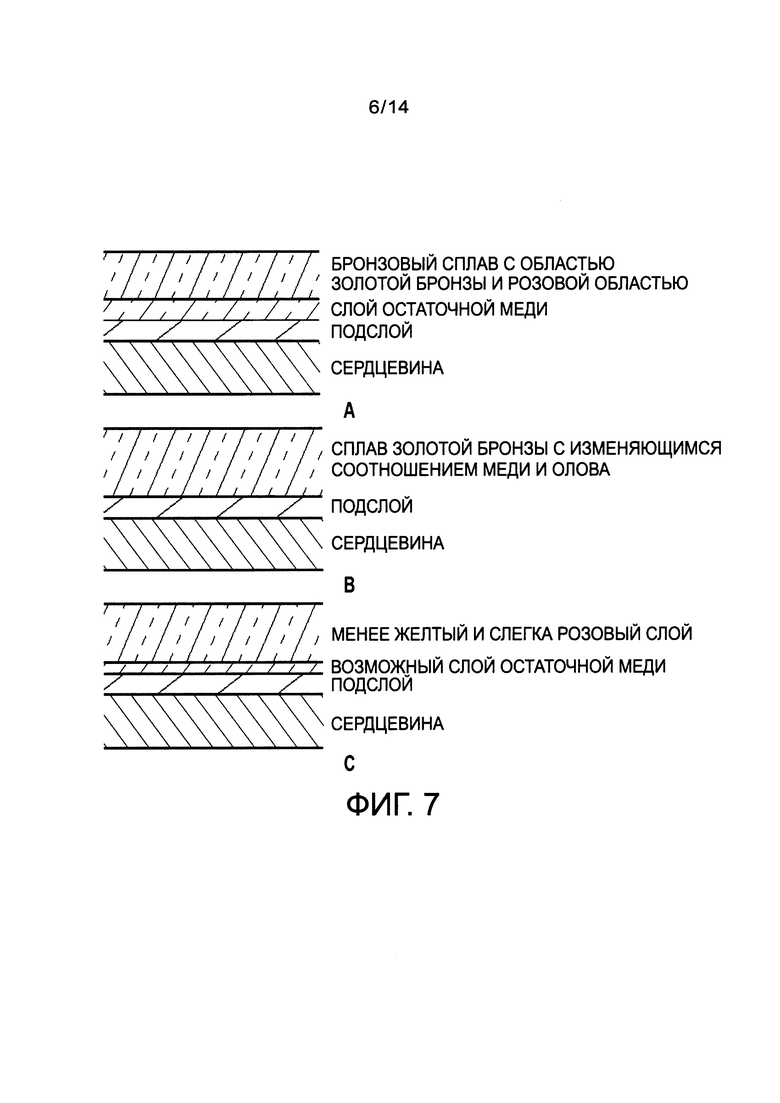
Фиг. 7 - схематический вид в разрезе трех вариантов диффузии олова в медь.
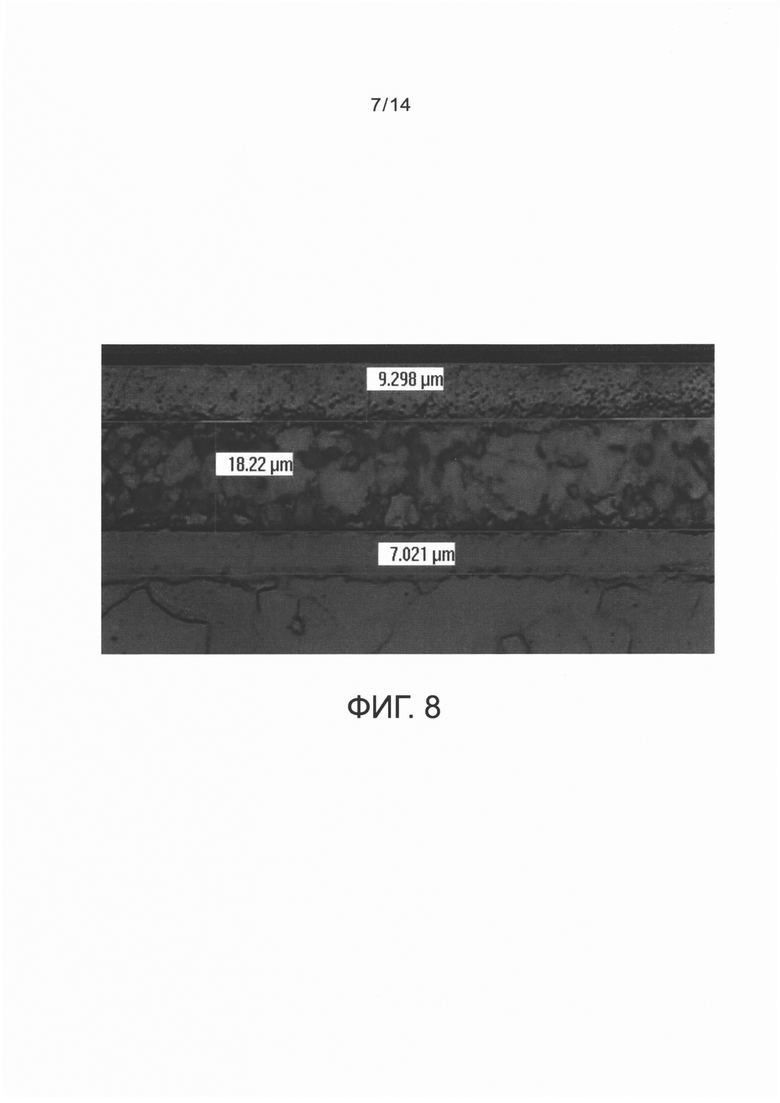
Фиг. 8 - вид в разрезе заготовки для монеты, покрытой слоем олова толщиной 1,5 мкм, отожженной до 750°C в течение 25 минут в соответствии с вариантом настоящего изобретения.
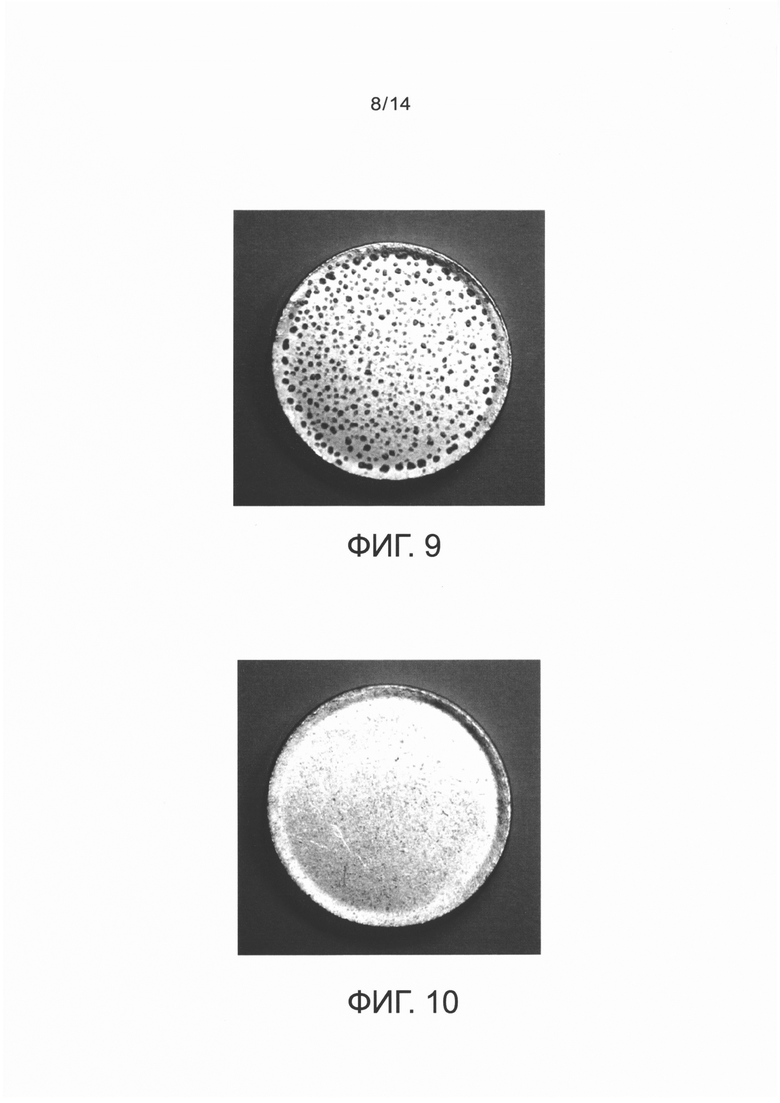
Фиг. 9 - фотография заготовки для монеты с каплями олова.
Фиг. 10 - фотография заготовки для монеты с бронзовой поверхностью золотистого цвета, полученной способом в соответствии с вариантом настоящего изобретения.
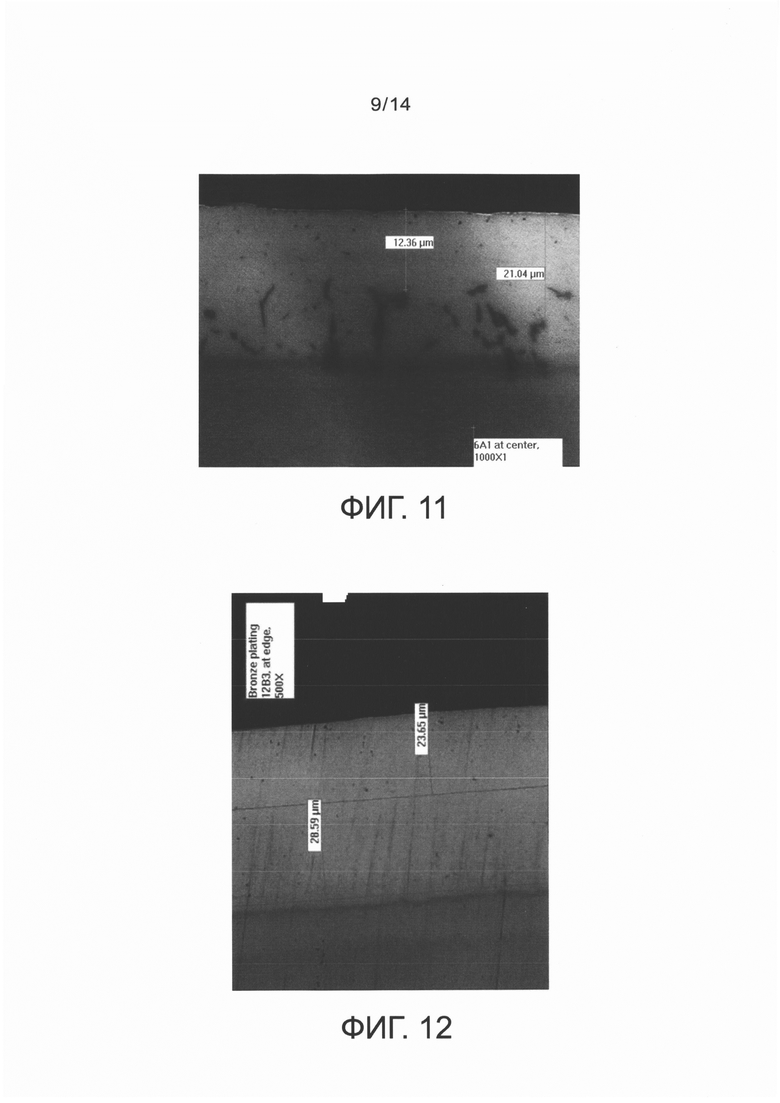
Фиг. 11 - поперечный разрез в центре заготовки для монеты, покрытой слоем никеля 5 мкм, слоем меди 20 мкм и слоем олова 2,5 мкм, и отожженной при 650°C в течение 60 минут в соответствии с вариантом настоящего изобретения.
Фиг. 12 - поперечный разрез края заготовки для монеты, покрытой слоем никеля 5 мкм, слоем меди 20 мкм и слоем олова 2,5 мкм, и отожженной при 650°C в течение 60 минут в соответствии с вариантом настоящего изобретения.
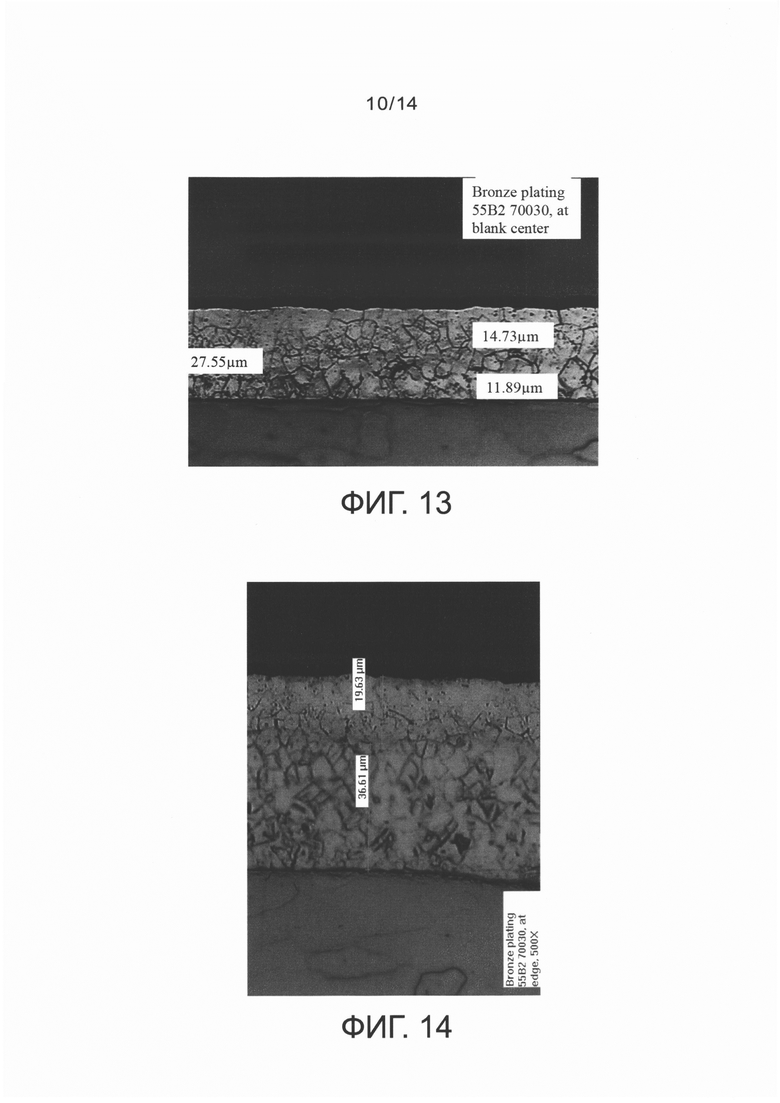
Фиг. 13 - поперечный разрез в центре заготовки для монеты, покрытой слоем меди 25 мкм и слоем олова 2,5 мкм, и отожженной при 700°C в течение 30 минут в соответствии с вариантом настоящего изобретения.
Фиг. 14 - поперечный разрез края заготовки для монеты, покрытой слоем меди 25 мкм и слоем олова 2,5 мкм, и отожженной при 700°C в течение 30 минут в соответствии с вариантом настоящего изобретения.
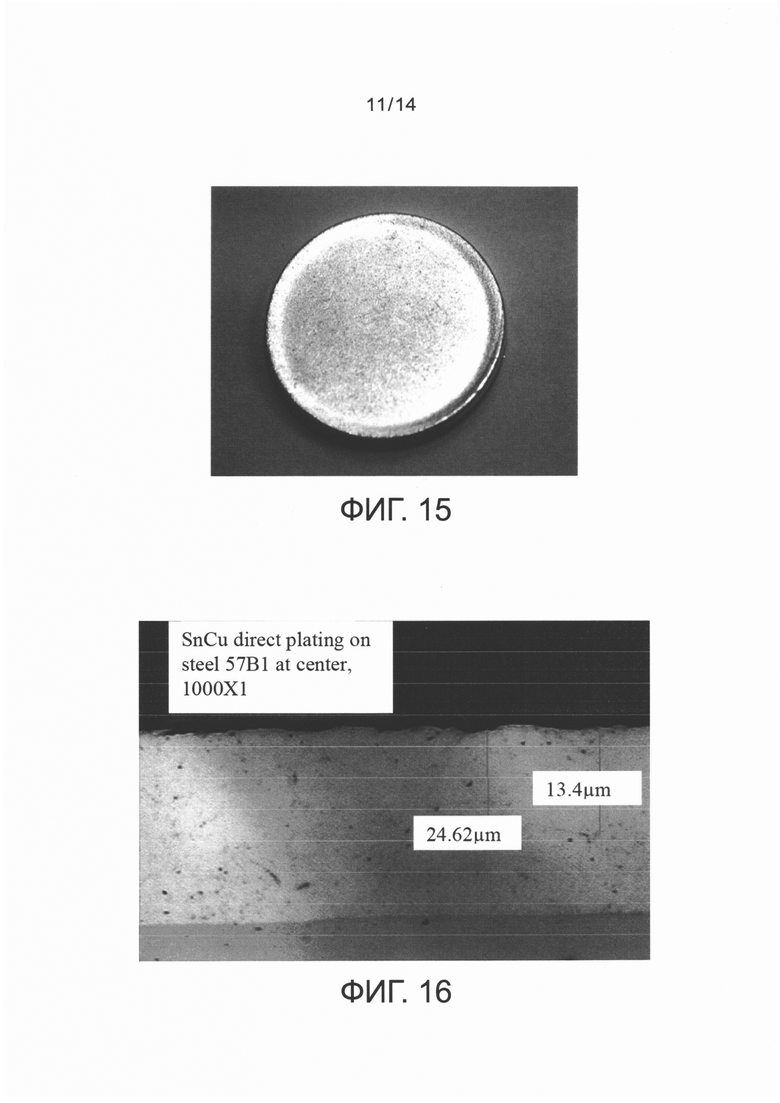
Фиг. 15 - фотография заготовки для монеты с бронзовой поверхностью золотистого цвета, полученной способом в соответствии с вариантом настоящего изобретения.
Фиг. 16 - поперечный разрез заготовки для монеты, изображенной на фиг.15.
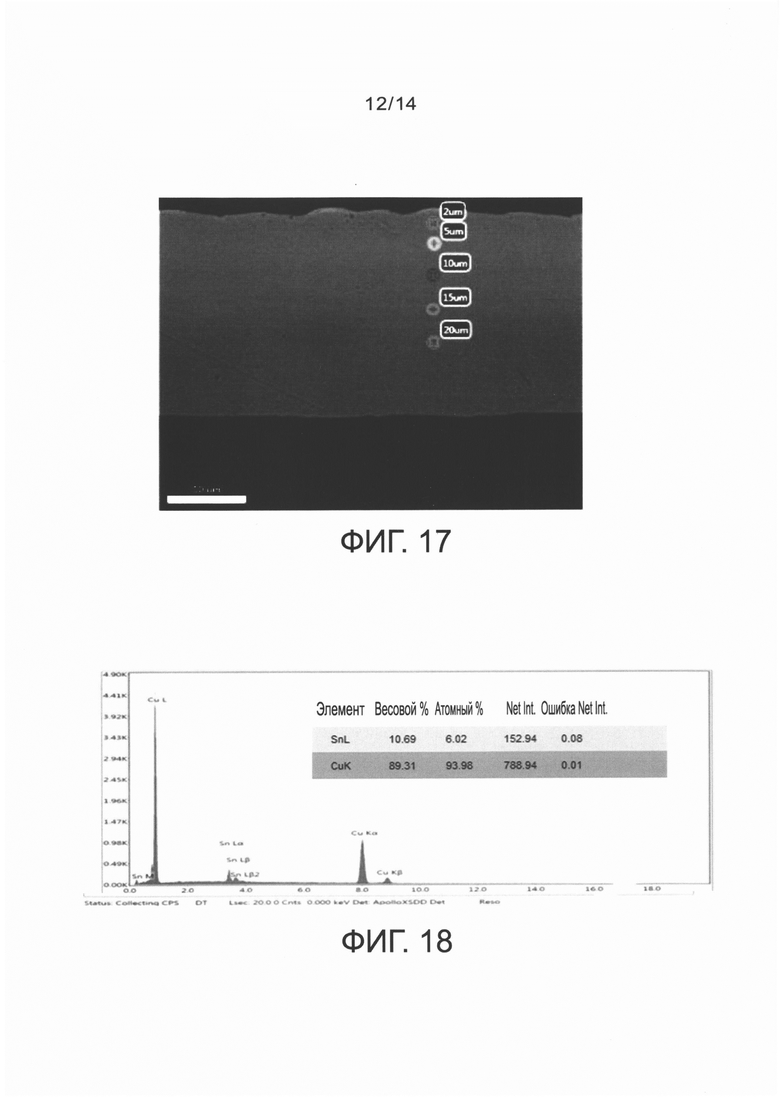
Фиг. 17 - поперечный разрез в центре заготовки для монеты, покрытой слоем меди 23 мкм с использованием щелочного электролита, слоем олова 2,0 мкм и верхним слоем меди 0,3 мкм, и отожженной при 700°C в течение 30 минут в соответствии с вариантом настоящего изобретения.
Фиг. 18 - ЭДС-анализ (энергодисперсионная рентгеновская спектроскопия), показывающий процентное содержание Sn в слое бронзы отожженной заготовки, изображенной на фиг.17.
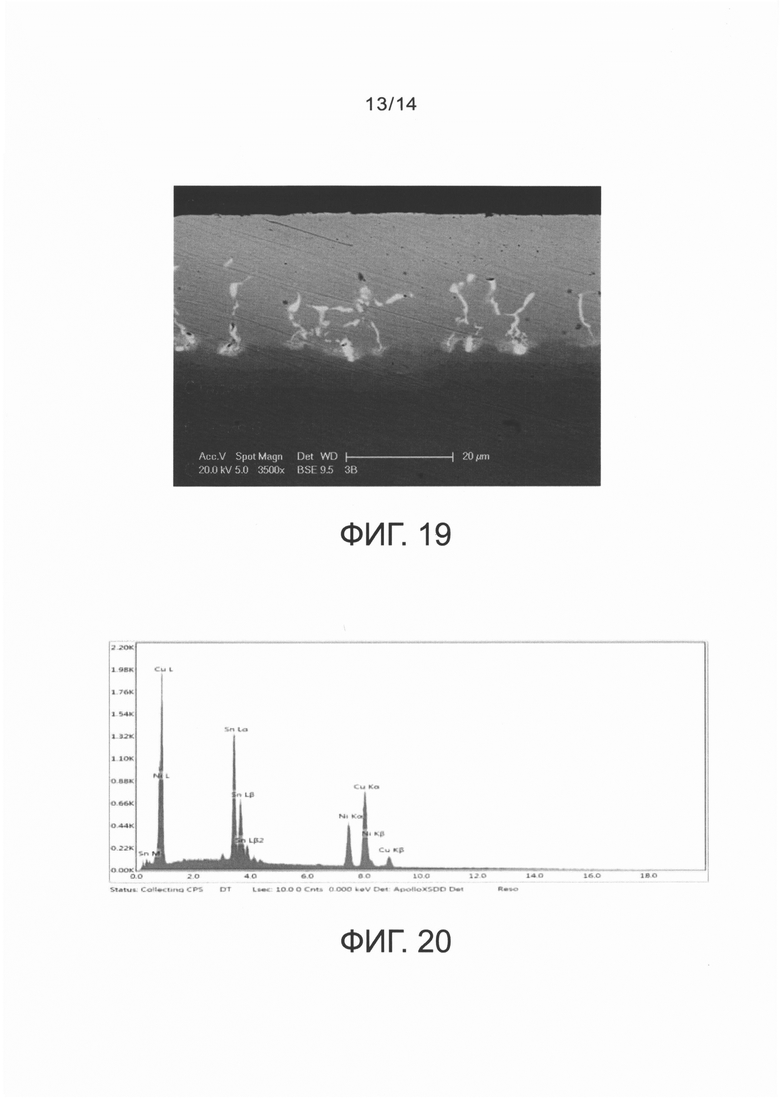
Фиг. 19 - поперечный разрез в центре заготовки для монеты, покрытой слоем никеля 5 мкм, слоем меди 20 мкм с использованием кислого электролита, слоем олова 5,0 мкм и верхним слоем цинка 0,3 мкм, и отожженной при 650°C в течение 60 минут в соответствии с вариантом настоящего изобретения.
Фиг. 20 - ЭДС-анализ, показывающий процентное содержание Sn в слое бронзы отожженной заготовки, изображенной на фиг. 19.
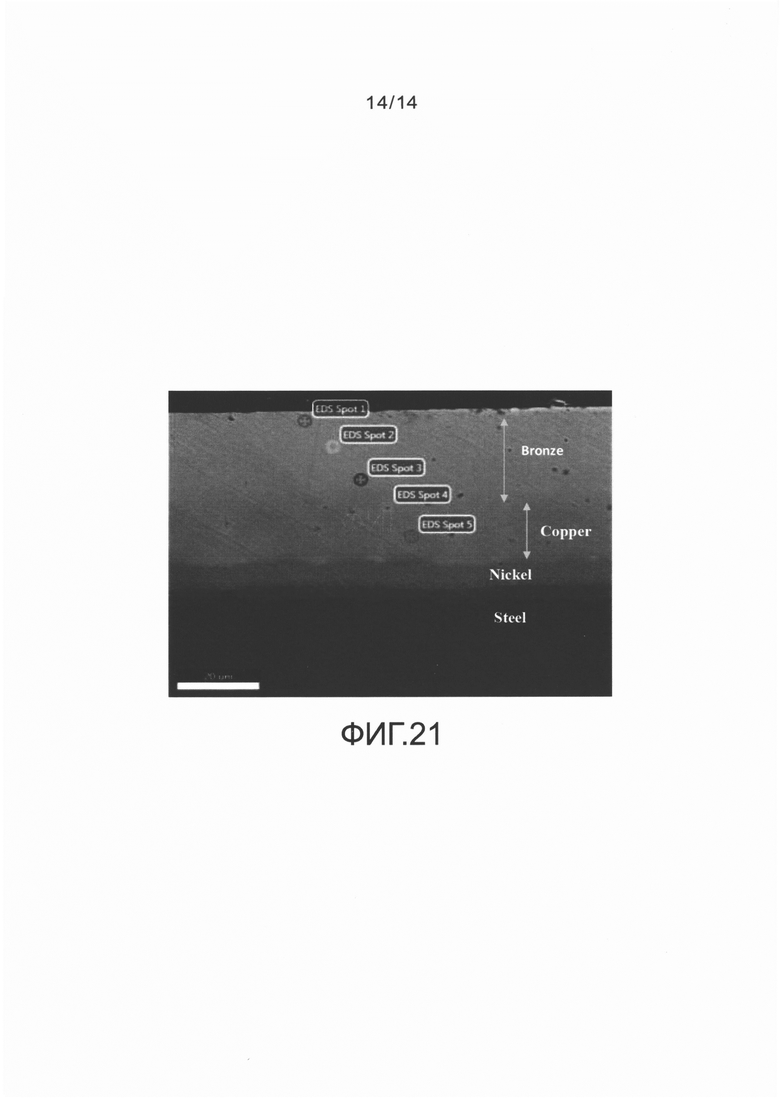
Фиг. 21 - поперечный разрез края заготовки для монеты, покрытой слоем никеля 5 мкм, слоем меди 20 мкм с использованием кислого электролита, слоем олова 5,0 мкм и верхним слоем цинка 0,3 мкм, и отожженной при 650°C в течение 60 минут в соответствии с вариантом настоящего изобретения.
Хотя изобретение будет описано в сочетании с иллюстративными вариантами, понятно, что не предполагается ограничить объем изобретения этими вариантами. Наоборот, предполагается охватить все варианты, модификации и эквиваленты, которые могут быть включены в соответствии с приложенной формулой изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложены усовершенствованные способы получения золотой бронзы, а также изделий с покрытием из золотой бронзы. Хотя различные примеры, описанные ниже, основаны на получении слоя золотой бронзы на заготовках для монет, должно быть понятно, что способы, описанные в настоящем изобретении, могут также относиться к другим металлическим изделиям, таким как изделия, на которые можно наносить электролитические покрытия и которые можно отжигать с целью получения золотого вида.
Бронза представляет собой сплав меди и олова. Для получения бронзовых изделий слой бронзы можно наносить на подложки способом электролитического нанесения покрытий. Для электролитического нанесения металла используют электролитические ячейки. Электролитическая ячейка содержит электроды - катод и анод. Подложка, на которую наносится покрытие, является катодом, а анод делается из металла, наносимого на подложку. Электроды погружают в электролит, содержащий ионы, катионы и анионы, и предпочтительно соответствующие катионы наносимого металла. Например, если электролитическим способом наносится медь, электролит содержит катионы Cu2+. Электролит проводит ток, подводимый от источника питания, подсоединенного к электродам. Металл анода окисляется и высвобождаются катионы соответствующего металла, которые взаимодействуют с анионами электролита. Эти катионы затем восстанавливаются на катоде и образуют на нем требуемое металлическое покрытие.
В одном аспекте настоящего изобретения предложен способ нанесения многослойного покрытия для получения бронзы, имеющей золотой вид. Для получения бронзы подложку покрывают множеством металлических слоев, включая по меньшей мере один слой меди и слой олова, которые затем подвергают отжигу для осуществления диффузии олова в медь и образования внешнего слоя золотой бронзы.
Подложка содержит сердцевину, имеющую внешнюю контактную поверхность, которая может содержать один или несколько материалов, которые могут быть такими же как и остальная сердцевина или отличаться от нее. Например, сердцевина и внешняя контактная поверхность могут быть сделаны только из стали, или из стали, покрытой другим металлом, так что контактная поверхность состоит из этого другого металла. Контактная поверхность может содержать различные металлические соединения, такие как сталь, цинк, медь или недорогой сплав, например патронную латунь. Контактная поверхность сердцевины подложки имеет достаточно низкое содержание никеля, чтобы уменьшить или предотвратить во время отжига образование содержащих олово и никель интерметаллических соединений вблизи от контактной поверхности. Опционально, контактная поверхность сердцевины совсем не содержит никеля. Более подробно влияние никеля будет рассмотрено ниже.
В одном из вариантов способ может содержать нанесение на контактную поверхность сердцевины по меньшей мере одного слоя меди для получения покрытой медью подложки. Поэтому контактную поверхность покрывают медью таким образом, что контактная поверхность прилегает к слою меди. Опционально, покрытая медью подложка может содержать сердцевину, покрытую двумя или более последовательными слоями меди, которые могут иметь разную толщину.
В другом варианте способ содержит нанесение слоя олова на покрытую медью подложку. Слой олова может быть внешним слоем многослойной подложки, которую подвергают отжигу. Также должно быть понятно, что слой олова может содержать два или несколько последовательно нанесенных слоев олова, которые образуют общий слой олова. Более подробно, слой олова будет рассматриваться ниже.
В другом варианте слой олова может не быть внешним слоем многослойной подложки. Например, поверх слоя олова может быть нанесен другой металлический слой, который может упоминаться в настоящем изобретении как верхний тонкий слой (а также как верхний металлический слой). Верхний тонкий слой может состоять из меди и/или цинка. Таким образом, покрытая медью подложка может быть покрыта слоем олова, а затем на него может быть нанесен верхний тонкий слой.
Как показано на фиг. 1, способ может содержать стадии последовательного осаждения меди и олова на заготовки для монет, изготовленные из металлических лент. Стадии 1-14, показанные на фиг. 1, могут использоваться для получения многослойной подложки. Способ может содержать электролитическое нанесение на заготовку для монеты промежуточного металлического слоя (стадия 7), который может состоять из несодержащего никеля металла или металла, в котором никель недоступен для того, чтобы расходовать олово на образование интерметаллических соединений. Промежуточный слой может образовывать контактную поверхность, на которую наносится слой меди. В качестве варианта, промежуточный слой может быть слоем меди. Многослойная подложка, содержащая слои меди и олова, может затем подвергаться отжигу на стадии 15. Затем, для получения конечного продукта могут осуществляться дополнительные стадии, такие как полировка и другие стадии после отжига.
Как показано на фиг. 1, стадии 2-8 осуществляются с целью получения очищенных заготовок, прежде чем переходят к электролитическому нанесению меди на стадии 9. Затем на стадии 12 наносится олово. После каждой стадии нанесения заготовки с нанесенным покрытием предпочтительно промывают на стадиях 8, 10 и 13. Слой меди может быть протравлен на стадии 11, что способствует адгезии олова на меди во время электролитического нанесения на стадии 12. На стадии 15 многослойные подложки затем подвергаются тепловой обработке при температуре(ах) отжига, обеспечивающей(их) возможность диффузии олова в медь с целью получения на заготовках образованного в результате взаимной диффузии внешнего слоя бронзы. Затем заготовки полируют на стадии 16 и высушивают на стадии 17. Бронзовое покрытие, полученное посредством диффузии на стадии 15, после очистки и полировки имеет соответствующий ярко-желтый золотистый или тускло-желтый цвет. Как более подробно описано ниже, на вышеуказанных стадиях могут использоваться контролируемые условия для обеспечения равновесия сплава медь-олово с целью получения золотой бронзы.
Известные электролиты для нанесения меди включают в себя кислые, некислые, цианидные, нецианидные, нейтральные или слабощелочные электролиты для нанесения меди. Как правило, предпочтительны кислые и цианидные электролиты для нанесения меди по причине их низкой стоимости и эффективности. Однако цианидные электролиты содержат цианид-анионы CN-, которые в некоторых условиях могут быть токсичными. Кроме того, покрываемая медью внешняя контактная поверхность сердцевины подложки может быть сделана из стали, которая является сплавом, корродирующим в кислой среде. Из-за риска коррозии подложки, некоторые способы нанесения покрытий содержат нанесение на стальную подложку подслоя защитного металла, например никеля, до того как осуществляется нанесение меди с использованием кислого электролита. Альтернативно, для нанесения меди непосредственно на внешнюю контактную поверхность сердцевины подложки в некоторых вариантах осуществления настоящего способа используются некислые, нецианидные электролиты. Опционально, электролит для нанесения меди может быть щелочным электролитом для нанесения меди. Опционально, для повышения эффективности и результативности, настоящий способ может содержать нанесение на сердцевину подложки первого слоя меди с использованием щелочного электролита и нанесение второго слоя меди с использованием кислого электролита. Преимущественно, первый слой меди может служить в качестве защитного подслоя в связи с некоторым риском коррозии сердцевины подложки. Применение некислых, нецианидных электролитов для нанесения меди позволяет не покрывать сердцевину подложки металлическим подслоем, состоящим из металла, например никеля, который может быть дорогим и мог бы повлиять на процесс диффузии олова в медь для образования сплава золотой бронзы.
Точнее говоря, было обнаружено (см. примеры ниже), что диффузия между слоем меди и слоем олова ограничивалась присутствием никеля во внешней контактной поверхности сердцевины, примыкающей к нанесенному слою меди. Точнее говоря, при некоторых условиях отжига во внутренней богатой медью области вблизи от внешней контактной поверхности после отжига могут образовываться содержащие олово и никель интерметаллические соединения в форме дендритов, особенно если нанесенный слой меди недостаточно толстый. Эти интерметаллические дендритные фазы, состоящие в основном из олова, меди и никеля, указывают на то, что во время отжига значительное количество олова может участвовать во взаимной диффузии с медью и никелем с образованием таких интерметаллических соединений вместо того, чтобы вместе с медью участвовать в образовании α-фазы бронзового сплава. Во время процесса диффузии при некоторых условиях отжига активированные подвижные атомы олова из слоя олова могут диффундировать в слой меди и одновременно некоторые активированные подвижные атомы никеля могут диффундировать в слой медного покрытия через границу между слоем меди и внешней контактной поверхностью сердцевины. Было неожиданным, что, как понятно из приведенных ниже примеров и экспериментальных исследований, миграция атомов никеля, по-видимому, преимущественно активизируется, когда в зоне диффузии атомы никеля встречают атомы олова, если промежуточный слой меди недостаточно толстый. Атомы никеля прочно связываются с атомами олова и хорошо растворяются в составах, содержащих никель и медь. В результате интерметаллические соединения, содержащие олово и никель, могут связывать и таким образом расходовать значительное количество олова, которое предназначалось для взаимной диффузии с медью с целью образования бронзы. Кинетика и термодинамика диффузии олова и никеля может благоприятствовать диффузии между оловом и никелем даже при низких температурах или даже при комнатной температуре.
Как показано на фиг. 2, фазовая диаграмма бронзового сплава показывает, что в зависимости от температуры и соотношения меди и олова возможно существование множества структурных составов бронзы. Для получения слоя бронзы, имеющего устойчивый и однородный золотой цвет, требуется отдельная α-фаза сплава Cu-Sn, выделенная цветом в обведенной области на фазовой диаграмме, изображенной на фиг. 2. Чтобы получить отдельную α-фазу сплава Cu-Sn, на контактную поверхность подложки нужно нанести слой олова и слой меди соответствующей толщины. Кроме того, различные условия отжига (температура отжига, время выдержки при отжиге и состав атмосферы для отжига) можно регулировать таким образом, чтобы большее количество олова участвовало в образовании α-фазы сплава Cu-Sn, т.е. увеличивая растворимость олова в α-фазе и устраняя другие фазы, в которых содержание олова выше его максимальной растворимости в α-фазе (около 15,8 вес. %), как показано на фазовой диаграмме на фиг. 2. Кроме того, различные способы, описанные в настоящем изобретении, способствуют уменьшению количества олова, неиспользуемого в α-фазе сплава Cu-Sn, в виде остаточных капель олова на внешней поверхности бронзы и/или внутри расположенных под поверхностью интерметаллических дендритных или трехкомпонентных фаз.
Как показано на фиг. 2, чтобы получить золотистый цвет бронзы, способ включает нанесение слоя олова достаточной толщины, чтобы после отжига получить слой бронзы, содержание олова в котором составляет приблизительно между 8 и 15,8 вес. %. При увеличении концентрации олова наблюдается отклонение цвета от желто-золотого оттенка. Если концентрация олова выше приблизительно 15,8 вес. %, то цвет отклоняется к светлому "беловатому" металлическому цвету олова, так как в диффузионном слое бронзы может образовываться нежелательная богатая оловом фаза, такая как β-фаза. Если содержание олова в сплаве ниже приблизительно 8 вес. %, то цвет становится розовато-золотым.
Как показано на фиг. 5 и 6, при некоторых составах и температурах в трехкомпонентных системах (Си, Sn, Ni) могут образовываться интерметаллические соединения. Согласно настоящему способу образование интерметаллических соединений, содержащих олово и никель, можно уменьшить или исключить посредством уменьшения содержания никеля во внешней контактной поверхности сердцевины или удаления никеля с этой поверхности, чтобы уменьшить или предотвратить расходование олова для целей, не относящихся к образованию слоя золотой бронзы на подложке.
Повышение доступности олова для образования бронзы, имеющей требуемый состав сплава, может вызвать затруднения главным образом потому, что в зависимости от условий отжига и состава внешней контактной поверхности сердцевины олово может дополнительно расходоваться на образование интерметаллических соединений. Поэтому в одном из вариантов настоящего способа контактная поверхность сердцевины имеет достаточно низкое содержание никеля, чтобы уменьшить или предотвратить образование интерметаллических соединений, содержащих олово и никель, благодаря чему увеличивается толщина слоя бронзы, образованного после диффузионного отжига. Это также может способствовать расширению диапазона рабочих параметров, таких как толщина металлических слоев, температуры отжига и время выдержки при отжиге.
Должно быть понятно, что достаточно низкое количество никеля включает в себя количество никеля, присутствующего в дисперсной форме в контактной поверхности сердцевины или в виде очень тонкого слоя на сердцевине подложки, которое позволяет получать бронзовый сплав с концентрацией олова приблизительно между 8 и 15,8 вес. %, при этом не происходит вмешательство в диффузию олова и меди и/или образование интерметаллических фаз, содержащих олово и никель. Кроме того, если используется стальная сердцевина подложки при некоторых условиях отжига, то нанесение на сердцевину достаточно тонкого слоя никеля может способствовать хорошей диффузии между стальной сердцевиной и никелем, который может положительно влиять на адгезию наносимых слоев. Этот дополнительный слой никеля является достаточно тонким, чтобы не мешать диффузии олова, так как, например, никель может уже продиффундировать в сталь. Следует отметить, что если сердцевина и/или контактная поверхность подвержены коррозии, то если на сердцевину не нанесен подслой или если толщина подслоя недостаточна для предотвращения коррозии стали, то для нанесения на контактную поверхность последующего слоя меди используется некислый электролит для нанесения меди.
Должно быть понятно, что контактная поверхность сердцевины подложки может содержать не только достаточно низкое количество никеля, но может содержать достаточно низкое количество любых соединений, расходующих олово, чтобы уменьшить или предотвратить образование интерметаллических фаз, содержащих олово. Например, на контактной поверхности подложки может также отсутствовать хром.
В некоторых вариантах, после отжига множество слоев, нанесенных на подложку, превращались в отожженный слой, содержащий диффузионный слой. При некоторых условиях отжига отожженный слой может быть полностью диффузионным слоем, а при других условиях отжига отожженный слой может содержать остаточный слой меди, который прилегает к сердцевине подложки, и диффузионный слой, который прилегает к остаточному слою меди. В других вариантах, при некоторых условиях отжига диффузионный слой может быть единой областью золотой бронзы, содержащей приблизительно между 8 и 15,8 вес. % олова, предпочтительно между 10 и 15 вес. %, по всей области. В качестве варианта, при других условиях отжига диффузионный слой может содержать внешнюю область золотой бронзы и различные переходные области, в которых содержание олова может изменяться от высокого - содержание олова (около 15,8 вес. %) вблизи от внешней поверхности области золотой бронзы, до низкого - содержание олова вблизи от границы с сердцевиной подложки. Например, диффузионный слой может содержать богатую медью область (далее упоминаемую как розовая область), содержащую менее приблизительно 8 вес. % олова, которая может прилегать к сердцевине, и область золотой бронзы, прилегающую к богатой медью области, и богатая медью область и область золотой бронзы содержат медь и олово, которые под воздействием отжига взаимно продиффундировали, при этом содержание олова возрастает от сердцевины к внешней поверхности области золотой бронзы.
В другом варианте, в соответствии с условиями отжига, возможны предпочтительные соотношения тодщин слоев меди и олова. Чтобы получить слой бронзы, содержащей после отжига приблизительно между 8 и 15,8 вес. % олова, можно регулировать относительную толщину наносимых слоев меди и олова. Теоретически толщина слоя меди может быть любой. Что касается заготовок для монет, предпочтительно наносится слой меди толщиной приблизительно между 20 и 25 мкм. Однако, все еще в отношении заготовок для монет, слой меди может быть тонким, толщиной 10 мкм, и толстым, толщиной 30 мкм. В целом, следует отметить, что толщина наносимого слоя меди относится к общей толщине наносимых слоев и требуемой толщине отожженного слоя. По экономическим причинам толщину слоя олова можно регулировать в соответствии с толщиной слоя меди так, чтобы образовывался полностью диффузионный слой, являющийся по существу двухкомпонентным сплавом Cu-Sn. Точнее, может быть обеспечена такая толщина слоя олова, что отожженный слой будет содержать только область золотой бронзы, имеющую требуемую толщину, содержание олова в которой составляет приблизительно между 8 и 15,8 вес. %, предпочтительно между 10 и 15 вес. %.
Как показано на фиг. 2-4, может быть обеспечено отношение толщины слоя олова к толщине слоя меди, позволяющее увеличить образование сплава золотой бронзы. Теоретически, если наносимое олово имеет толщину, которая является слишком тонкой по отношению к слою меди, образовавшийся слой бронзы может иметь розоватый цвет, так как недостаточное количество олова диффундировало в медь. Таким образом, при некоторых условиях отжига образуется "красная бронза" (также упоминаемая как богатая медью область). Например, при некоторых условиях отжига соотношение толщин T(Sn)/T(Cu) меньше, чем приблизительно 1,3 мкм/10 мкм, может привести к получению диффузионного слоя, который обычно может иметь относительно низкое содержание олова, например содержание олова не больше приблизительно 6 вес. %. Кроме того, если толщина слоя меди недостаточна или толщина слоя олова избыточна, при некоторых условиях отжига бронза образуется в виде внутреннего диффузионного слоя, а избыток олова может образовывать капли олова на наружней поверхности диффузионного слоя. На фиг. 3 показаны остаточные капли олова, оставшиеся после отжига на наружней поверхности диффузионного слоя. Например, при некоторых условиях отжига соотношение толщин T(Sn)/T(Cu) больше приблизительно 3,0 мкм/10 мкм может привести к получению диффузионного слоя, который обычно может иметь относительно высокое содержание олова, например содержание олова как минимум около 14 вес. %, с остаточными каплями олова. Следует отметить, что для различных соотношений толщин T(Sn)/T(Cu) могут быть обеспечены соответствующие условия отжига, чтобы получить диффузионную область золотой бронзы, например как показано в нижеприведенных примерах.
На фиг. 4 показан успешный результат, полученный на заготовке для монеты, покрытой оловом 1,5 мкм и отожженной при 750°C в течение 25 минут в соответствии с настоящим способом. Получена заготовка с покрытием из золотой бронзы с высоким содержанием олова, на поверхности которой отсутствуют капли олова. Поперечный разрез этой заготовки, на котором легко заметны несколько слоев, показан на фиг. 8.
В другом варианте, для увеличения образования сплава золотой бронзы могут устанавливаться и регулироваться время выдержки при отжиге в печи и температура отжига. Подходящее время выдержки при отжиге обеспечивает возможность осуществления по существу полной диффузии олова при температуре отжига (стадия 15 на фиг. 1), благодаря чему на многослойной подложке в результате взаимной диффузии образуется внешний слой бронзы. Опционально, время выдержки при отжиге может быть в интервале от 10 до 90 минут или от 20 до 50 минут в зависимости от требуемой толщины диффузионного слоя. Должно быть понятно, что время выдержки при отжиге можно устанавливать или регулировать с точностью приблизительно 5 минут.
Например, настоящий способ может содержать электролитическое нанесение по меньшей мере одного слоя меди на подложку из малоуглеродистой стали и нанесение слоя олова, имеющего толщину в интервале приблизительно между 1,0 и 5,0 мкм. По меньшей мере один слой меди может включать один или несколько слоев меди между сердцевиной и слоем олова, и также может включать внешний слой меди поверх слоя олова. По меньшей мере один слой меди может быть одним слоем меди, имеющим толщину слоя приблизительно между 3,0 и 45,0 мкм, служащим для образования золотой бронзы при некоторых условиях отжига. По меньшей мере один слой меди может также содержать первый слой меди, имеющий толщину приблизительно между 3,0 и 10,0 мкм, предпочтительно около 5 мкм, и второй слой меди, имеющий толщину приблизительно между 10 и 35 мкм, для образования золотой бронзы при некоторых условиях отжига. Предпочтительно, как упоминалось выше, первый слой меди может наносится с использованием щелочного электролита для нанесения меди, особенно если сердцевина и/или контактная поверхность сделаны из подверженного коррозии материала, а второй слой меди может наносится с использованием кислого электролита для нанесения меди. Первый слой меди может наносится с целью придания требуемых свойств ЭМС полученной подложке с нанесенными покрытиями и для упрощения последующих стадий процесса.
Настоящее изобретение может способствовать лучшему регулированию состава бронзового сплава в соответствии с относительной толщиной наносимых меди и олова.
В другом варианте регулирование относительной толщины наносимых слоев меди и олова может осуществляться в сочетании с регулированием времени выдержки при отжиге в печи для отжига (стадия 15 на фиг. 1). На фиг. 7 схематически показаны три подложки с нанесенными покрытиями, которые отжигали в течение трех различных периодов времени выдержки при отжиге, соответствующих результатам А, В и С. Сначала каждую подложку покрывали слоем меди и слоем олова. Опционально, на каждую подложку может быть нанесен подслой, имеющий низкое содержание никеля или несодержащий никель. Если время выдержки при отжиге и температура являются оптимальными, и если достаточно меди и олова в правильной пропорции для образования бронзового сплава, имеющего содержание олова в интервале приблизительно от 8 до 15,8 вес. %, то диффузионный слой представляет собой единую область бронзы, имеющую золотой цвет, с различными соотношениями меди и олова в сплаве (В на фиг. 7). В зависимости от условий отжига и вида подслоя подслой может участвовать в образовании единой области бронзы с различными соотношениями олова и меди. Если не вся медь приняла участие во взаимной диффузии с оловом, может присутствовать остаточный слой меди, и следовательно диффузионный слой содержит переходные области от розовой области до области золотой бронзы (А на фиг. 7). Если время выдержки достаточно короткое и имеется недостаточно олова по сравнению с медью, образованный на поверхности сплав может быть менее желтым, и некоторое остаточное количество меди останется несплавленным с оловом (С на фиг. 7).
В другом вариантие способ содержит отжиг многослойной подложки в течение достаточного времени выдержки при отжиге для получения слоя золотой бронзы, содержащего медь и олово, взаимно продиффундировавшие под воздействием отжига. Можно добиться такого баланса между температурой отжига, временем выдержки при отжиге (связанными со скоростью диффузии) и сочетанием толщин слоев меди и олова, чтобы получить бронзовый сплав, имеющий правильный желто-золотой цвет, без образования остаточных капель олова на наружней поверхности отожженной подложки.
В другом варианте отжиг может осуществляться в печах для отжига. Должно быть понятно, что печь для отжига включает в себя любую печь, обеспечивающую возможность диффузии между металлическими слоями при тепловой обработке. Опционально, печь для отжига может содержать множество зон нагрева, в которых можно устанавливать и регулировать температуру отжига, облегчая диффузию олова в медь для получения золотой бронзы. Можно использовать различные регуляторы температуры отжига для регулирования количества энергии, используемой для нагрева, благодаря чему создаются заданные зоны нагрева с различными уровнями температуры. В каждой зоне нагрева регулятор температуры отжига может быть настроен таким образом, чтобы подложка отжигалась при каком-либо уровне температуры отжига в течение времени выдержки при отжиге, достаточного для требуемой диффузии. Например, температура отжига может быть отрегулирована таким образом, что она постепенно возрастает от первой зоны нагрева к последней зоне нагрева. Постепенное увеличение может быть линейным или ступенчатым. В качестве варианта, температура отжига может быть отрегулирована таким образом, чтобы она по существу не менялась от первой зоны нагрева к последней зоне нагрева. Опционально, температура отжига в соседних зонах нагрева может быть одинаковой или различной. В одном из примеров печь для отжига может иметь пять зон нагрева, которые соответственно имеют температуру отжига 425°C, 550°C, 675°C, 725°C, 815°C. Опционально, печь для отжига может иметь множество зон нагрева, в которых температура отжига линейно возрастает от 425°C до 815°C. Опционально, печь для отжига может иметь множество зон нагрева, в которых температура отжига устанавливается и регулируется таким образом, что она по существу постоянна в интервале между 425°C до 815°C в каждой зоне нагрева.
В другом варианте печь для отжига может содержать ленточный конвейер или вращающуюся реторту. Скорость перемещения ленточного конвейера или скорость вращения вращающейся реторты могут быть установлены и отрегулированы так, что скорость перемещения или вращения будет постоянной. Опционально, конвейер или реторта могут иметь постоянную скорость перемещения или вращения. Печь для отжига может также содержать систему принудительной конвекции для обеспечения равномерного распространения и распределения тепла. Опционально, печь для отжига может также содержать устройство быстрого охлаждения, которое установлено на выходе из последней зоны нагрева и соединено с конвейером или ретортой, чтобы осуществлять немедленное резкое охлаждение и останавливать диффузию при требуемом цвете бронзы. Опционально, настоящий способ может содержать альтернативный вариант охлаждения, например использование охлаждаемого водой ленточного конвейера или реторты, чтобы обеспечить непрямое охлаждение перемещаемых заготовок в сухих условиях.
В некоторых вариантах, для осуществления стадии отжига может быть предпочтительной вращающаяся ретортная печь, так как при вращении многослойные подложки перемешиваются, в результате чего условия отжиг действуют на всю наружнюю поверхность подложки, что облегчает получение бронзы, имеющей по существу однородный золотой вид.
В другом варианте, предпочтительным может быть регулирование состава атмосферы отжига, так как это может влиять на превращение доступного олова в оксид олова или сочетание олова и оксида олова, что в свою очередь может сильно повлиять на эффективность полирования (стадия 16 на фиг. 1) конечного продукта.
Например, состав атмосферы отжига предпочтительно может быть восстановительной защитной средой, содержащей смесь газов, таких как Н2 и N2, в соотношении до 20% Н2. В общем случае атмосфера отжига может содержать различные компоненты, образующие восстановительную защитную среду. Восстановительная защитная среда может быть предпочтительной для облегчения получения яркого желто-золотого вида отожженных подложек и для уменьшения или предотвращения окисления во время отжига. Защитная атмосфера может также быть экзотермической защитной атмосферой или эндотермической защитной атмосферой. Опционально, в печи для отжига состав атмосферы отжига, включающей в себя воздух, азот или смесь азота с водородом, может регулироваться.
В настоящем изобретении также предложен способ использования печи для отжига, содержащей множество зон нагрева, при этом, чтобы обеспечить возможность образования золотой бронзы, по меньшей мере три параметра можно устанавливать и регулировать: относительную толщину наносимого олова по отношению к толщине наносимой меди, температуру отжига и время выдержки при отжиге. Способ может дополнительно содержать регулирование, например, состава атмосферы отжига.
В другом варианте способ может также содержать стадию полировки бронзы, образованной в результате диффузии, чтобы удалить оксиды, которые могут образоваться во время стадии отжига. Присутствие остаточных оксидов олова или оксидов других металлических примесей может создавать проблемы, например, во время дальнейшей чеканки на заготовках для монет. Стадия полировки может содержать полировку наружной поверхности внешнего слоя бронзы, чтобы выявить яркий блестящий желто-золотой цвет бронзы.
Следует отметить, что из-за эффекта "собачьей кости" во время электролитического нанесения покрытий толщина нанесенного слоя в центре подложек, например заготовок для монет, отличается от толщины края подложки. Получение диффузионного внешнего слоя бронзы, имеющего по существу постоянную толщину от центра до краев, представляет собой большую проблему.
В другом варианте способ может содержать нанесение на слой олова верхнего металлического слоя (также упоминаемого как верхний тонкий слой), который во время стадии отжига участвует во взаимной диффузии с доступным оловом. Верхний металлический слой может быть слоем меди или слоем цинка, участвующим в образовании внешнего слоя бронзового сплава. Нанесение верхнего металлического слоя может благоприятно способствовать образованию слоя бронзы, имеющего по существу постоянную толщину от центра до краев изделия.
Как показано на фиг. 9-12, было обнаружено, что на слой олова можно наносить верхний металлический слой меди или цинка, чтобы уменьшить или устранить остаточные капли олова, которые могут оставаться на слое бронзы после отжига при некоторых условиях отжига. Применение верхнего металлического слоя может расширить рабочий диапазон условий отжига во время стадии отжига и диапазон возможных соотношений толщин слоев покрытий из олова и меди. Во время отжига, когда заготовка с многослойным покрытием (подложка) проходит через зоны нагрева печи для отжига, слои олова и меди участвуют в двух конкурирующих физических процессах - плавлении и диффузии. Конкуренция начинается сразу же, когда температура отжига на заготовке с нанесенными покрытиями поднимается до температуры плавления олова, т.е. до 231,15°C. При этой температуре большинство слоя олова уже продиффундировало в слой меди. Однако при повышении температуры отжига выше 231,15°C оставшееся олово из слоя олова, которое не продиффундировало, может плавиться и сливаться, образуя капли олова на образованном в результате взаимной диффузии слое бронзы. После охлаждения, при выходе из зон нагрева капли затвердевают и остаются в качестве остаточных капель олова на наружной поверхности внешнего слоя бронзы. Хотя эти капли могут быть небольшими, они могут быть заметны, и их нельзя удалить во время последущих стадий полировки и очистки. Более того, они могут создавать трудности и не удаляться при полировке наружней поверхности внешнего слоя бронзы.
На на фиг. 9 показана заготовка, полученная посредством отжига металлической подложки при постоянной температуре отжига 700°C в течение времени выдержки при отжиге 20 минут, подложку предварительно покрыли слоем меди 23 мкм с использованием щелочного электролита и слоем олова 3 мкм. На бронзовой поверхности заготовки образовались и остались капли олова.
Обычно, нанесение дополнительного верхнего слоя меди может уменьшить или предотвратить образование расплавленного олова на наружней бронзовой поверхности во время отжига. Более того, медь имеет более высокую температуру плавления (1085°C), чем олово. Следовательно, с одной стороны, верхний слой меди может обеспечить атомы меди, доступные для диффузии внутрь слоя олова. С другой стороны, верхний слой меди остается твердым при условиях отжига и может задерживать расплавленный остаточный слой олова, минимизируя таким образом образование капель олова.
На фиг. 10 показан один пример заготовки с нанесенным покрытием медь-олово-медь, включая верхний слой меди 0,3 мкм, которую отжигали в тех же самых условиях, что и заготовку, показанную на фиг. 9. Остаточные капли олова устранены с наружной бронзовой поверхности заготовки, так как слой олова полностью продиффундировал в слой меди с образованием внешнего слоя из бронзового сплава. Кроме того, наличие нанесенного верхнего слоя меди может позволить увеличить толщину образующегося внешнего слоя бронзы. Например, при добавлении верхнего тонкого слоя, толщина наносимого слоя олова может быть увеличена с приблизительно 3 мкм до приблизительно 4 мкм, благодаря чему образуется более толстый слой бронзы, чем слой, показанный на фиг. 9, и одновременно уменьшается или предотвращается образование капель олова.
Посредством уменьшения или удаления никеля с внешней контактной поверхности сердцевины и добавления верхнего металлического слоя меди или цинка, настоящий способ предлагает решения проблемы увеличения доступности олова для образования сплава золотой бронзы. Более того, благодаря настоящему способу уменьшается или предотвращается нежелательное расходование доступного олова на образование интерметаллических дендритных фаз или капель олова.
В соответствии с различными вариантами настоящего способа возможны нижеописанные примеры осуществления способа для получения слоя золотой бронзы на заготовках (подложках).
Должно быть понятно, что описанные выше различные стадии способа могут сочетаться с различными дополнительными стадиями очистки, промывки и/или сушки.
ПРИМЕРЫ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ СПОСОБА
Вариант 1
1) Тщательная очистка, травление и очистка травлением заготовок из малоуглеродистой стали.
2) Электролитическое нанесение слоя меди (Cu) непосредственно на заготовки из малоуглеродистой стали с использованием щелочного электролита для нанесения меди.
3) Электролитическое нанесение олова (Sn) на заготовку, ранее покрытую медью с использованием щелочного электролита. Толщина олова находится в интервале приблизительно от 1,0 до 5,0 мкм в зависимости от требуемой толщины слоя бронзы.
4) Затем на нанесенные ранее Sn/Cu наносят очень тонкий слой меди. Этот верхний блестящий тонкий слой меди толщиной приблизительно от 0,2 до 0,8 мкм наносится, чтобы уменьшить или удалить остаточные капли олова и получить равномерный цвет поверхности после отжига. Получена многослойная заготовка.
5) Многослойную подложку отжигают при определенном сочетании условий отжига (550-750°C в течение 20-80 минут в восстановительной атмосфере в печи для отжига).
6) Отожженную заготовку затем должным образом охлаждают.
7) Охлажденную заготовку полируют для получения готовой для чеканки (ГДЧ) заготовки.
Вариант 2
1) Тщательная очистка, травление и очистка травлением заготовок из малоуглеродистой стали.
2) Электролитическое нанесение слоя меди непосредственно на заготовки из малоуглеродистой стали с использованием щелочного электролита для нанесения меди.
3) Электролитическое нанесение олова на заготовку, ранее покрытую медью с использованием щелочного электролита. Толщина олова находится в интервале приблизительно от 1,0 до 5,0 мкм в зависимости от требуемой толщины слоя бронзы.
4) Затем на нанесенные ранее Sn/Cu наносят очень тонкий слой цинкового покрытия. Этот тонкий слой цинка толщиной приблизительно от 0,2 до 0,8 мкм наносится, чтобы уменьшить или удалить любые остаточные капли олова и получить равномерный цвет поверхности после отжига. Получена многослойная заготовка.
5) Многослойную заготовку отжигают при определенном сочетании условий отжига (550-750°C в течение 20-80 минут в восстановительной атмосфере в печи для отжига), чтобы получить трехкомпонентную бронзу, содержащую Sn, Zn и Cu.
6) Отожженную заготовку затем должным образом охлаждают.
7) Охлажденную заготовку полируют для получения готовой для чеканки (ГДЧ) заготовки.
Вариант 3
1) Тщательная очистка, травление и очистка травлением заготовок из малоуглеродистой стали.
2) Электролитическое нанесение слоя меди непосредственно на заготовки из малоуглеродистой стали с использованием щелочного электролита для нанесения меди.
3) Электролитическое нанесение олова на заготовку, ранее покрытую медью с использованием щелочного электролита. Толщина олова находится в интервале приблизительно от 1,0 до 5,0 мкм в зависимости от требуемой толщины слоя бронзы. Получена многослойная заготовка.
4) Многослойную заготовку отжигают при определенном сочетании условий отжига (550-750°C в течение 20-80 минут в восстановительной атмосфере в печи для отжига).
5) Отожженную заготовку затем должным образом охлаждают.
6) Охлажденную заготовку полируют для получения готовой для чеканки (ГДЧ) заготовки.
Вариант 4
1) Тщательная очистка, травление и очистка травлением заготовок из малоуглеродистой стали.
2) Электролитическое нанесение слоя меди непосредственно на заготовки из малоуглеродистой стали с использованием щелочного электролита для нанесения меди. Слой меди, нанесенный с использованием щелочного электролита, служит в качестве подслоя и его толщина составляет приблизительно от 3,0 до 8,0 мкм.
3) Затем на покрытые ранее заготовки наносят более толстый слой меди. Это медное покрытие имеет толщину приблизительно между 10 и 35 мкм. Это медное покрытие может быть нанесено с использованием электролитов для нанесения меди любого вида, таких как щелочные, кислые, цианидные или нецианидные электролиты для нанесения меди, предпочтительно с использованием кислых электролитов для нанесения меди.
4) Электролитическое нанесение олова на заготовку, ранее покрытую медью с использованием щелочного электролита. Толщина олова находится в интервале приблизительно от 1,0 до 5,0 мкм в зависимости от требуемой толщины слоя бронзы.
5) Затем на нанесенные ранее Sn/Cu наносят очень тонкий слой медного покрытия. Этот тонкий слой меди толщиной приблизительно от 0,2 до 0,8 мкм наносится, чтобы удалить остаточные капли олова и получить равномерный цвет поверхности после отжига. Получена многослойная заготовка.
6) Многослойную заготовку отжигают при определенном сочетании условий отжига (550-750°C в течение 20-80 минут в восстановительной атмосфере в печи).
7) Отожженную заготовку затем должным образом охлаждают.
8) Охлажденную заготовку полируют для получения готовой для чеканки (ГДЧ) заготовки.
Вариант 5
1) Тщательная очистка, травление и очистка травлением заготовок из малоуглеродистой стали.
2) Электролитическое нанесение слоя меди непосредственно на заготовки из малоуглеродистой стали с использованием щелочного электролита для нанесения меди.
3) Электролитическое нанесение тонкого слоя меди толщиной приблизительно от 2 до 3 мкм с использованием кислого электролита для нанесения меди на медь, нанесенную ранее с использованием щелочного электролита для нанесения меди.
4) Электролитическое нанесение олова на заготовку, ранее покрытую медью. Толщина олова находится в интервале приблизительно от 1,0 до 5,0 мкм в зависимости от требуемой толщины слоя бронзы.
5) Затем на нанесенные ранее Sn/Cu наносят очень тонкий слой цинкового покрытия. Этот тонкий слой цинка толщиной приблизительно от 0,2 до 0,8 мкм наносится, чтобы удалить любые остаточные капли олова и получить равномерный цвет поверхности после отжига. Получена многослойная заготовка.
6) Многослойную заготовку отжигают при определенном сочетании условий отжига (550-750°C в течение 20-80 минут в восстановительной атмосфере в печи).
7) Отожженную заготовку затем должным образом охлаждают.
8) Охлажденную заготовку полируют для получения готовой для чеканки (ГДЧ) заготовки.
Должно быть понятно, что на стадии 2 каждого приведенного выше варианта щелочной электролит для нанесения меди на стальную подложку может быть заменен цианидным или некислым электролитом.
Влияние вышеуказанных технологических параметров настоящего способа может быть показано на следующих примерах.
ПРИМЕРЫ
Для определения оптимального диапазона рабочих режимов, в том числе таких параметров, как относительная толщина меди и олова, температура отжига печи, время выдержки при отжиге и состав атмосферы отжига внутри печи, был проведен ряд экспериментов. Примеры 1-4 представлены, чтобы показать преимущества удаления никеля с внешней контактной поверхности сердцевины подложки, а также добавления верхнего металлического слоя из меди или цинка.
Использовались заготовки со стальной сердцевиной и нанесенными слоями никеля и меди, толщина которых в центре заготовки составляла приблизительно 4-8 мкм для никеля и 14-25 для меди. В экспериментах использовалось нанесение электролитических покрытий в барабане. Предпочтительно, заготовки могут иметь стальную сердцевину и покрываться слоями меди, наносимыми непосредственно на сталь, а затем слоями олова различной толщины и верхним тонким слоем меди.
Следует отметить, что, если не указано иное, значения толщины во всех экспериментах являются значениями толщины в центре многослойной подложки (заготовки для монеты).
Для получения заготовок использовалась технология нанесения электролитических покрытий в барабане при следующих условиях.
Нанесение меди с использованием щелочного электролита меднения
Состав щелочного электролита для нанесения меди:
E-Brite Ultra Cu: 40 об. %
E-Brite Ultra Cu-Е: 10 об. %
E-Brite Ultra Cu-pHA: 10 об. %
Электролитическое нанесение меди осуществляли в следующих условиях:
Величина рН: 9.8±0.2
Температура: 49°C±2°C
Плотность тока: 0.2-0.5 А/дм2
Нанесение олова
Состав электролита для нанесения олова:
Сульфат олова: 20.0 г/л
Серная кислота: 8.0 об. %
Stannolume NF Carrier: 2.0 об. %
Stannolume NF Additive: 0.1 об. %
Электролитическое нанесение олова осуществляли в следующих условиях:
Температура: 20°C±2°C
Плотность тока: 0.25 А/дм2
ПРИМЕР 1
1.1. Условия эксперимента
Заготовку для монеты с несколькими покрытиями, включая слой никеля 5 мкм, слой меди 20 мкм и слой олова 2,5 мкм, отжигали при 650°C в течение 60 минут в восстановительной среде. Следует отметить, что эти толщины измерялись в центре заготовки с нанесенными покрытиями. Во время электролитического нанесения, из-за различного распределения электрического тока в центре и на краю заготовки, толщина покрытия различных слоев меняется по всей поверхности заготовки. Это называется эффектом "собачьей кости", то есть с краю покрытие толще, чем в центре.
1.2. Результаты
Фиг. 11 и 12 - полученные с помощью оптического микроскопа изображения поперечного разреза заготовки соответственно в центре и с одного краю. На фиг. 11 видно, что после диффузии, диффузионный слой, имеющий цвет золотой бронзы, образовался на глубину 12,36 мкм, под ним находится розовый слой. Розовый слой содержит богатые медью фазы и богатые никелем фазы. Богатые медью фазы содержат меньшее количество олова и большее количество меди. Богатые никелем фазы видны как темно-серые дендритные фазы, которые тянутся от сердцевины через розовый слой почти до границы между слоем золотой бронзы и розовым слоем. Эти дендритные фазы относительно равномерно распределены на глубине приблизительно между 12 и 20 мкм от верхней поверхности. Однако, на фиг. 12, с краю той же заготовки, такие темно-серые дендритные фазы не наблюдаются, хотя верхний слой бронзы и розовый слой явно присутствуют. Следует отметить, что некоторые небольшие серые продукты диффузии замечены на границе между медью и никелем, что говорит о незначительной взаимной диффузии никеля в медь.
ПРИМЕР 2
2.1. Условия эксперимента
Заготовку для монеты с несколькими покрытиями, включая слой меди 25 мкм и слой олова 2,5 мкм, отжигали при постоянной температуре отжига 700°C, в течение времени выдержки при обжиге, составляющем 30 минут, в восстановительной среде. Следует отметить, что эти толщины измерялись в центре заготовки с нанесенными покрытиями.
2.2. Результаты
Поперечные разрезы соответственно в центре и с краю протравленной заготовки показаны на фиг. 13 и 14. На фиг. 13 и 14 видно, что темно-серые дендритные фазы в розовой области диффузионного слоя не образовались. Толщина слоя золотой бронзы как в центре, так и с краю заготовки с нанесенным покрытием относительно одинаковая, и диффузионный слой золотой бронзы заметно толще, чем в случае, когда заготовку сначала покрывали слоем никеля (Пример 1).
ПРИМЕР 3
3.1. Условия эксперимента
Заготовку для монеты с несколькими покрытиями, включая слой меди 23 мкм, нанесенный с использованием щелочного электролита для нанесения меди, слой олова 2,0 мкм и верхний слой меди 0,3 мкм, отжигали при постоянной температуре отжига 700°C, в течение времени выдержки при обжиге, составляющем 30 минут, в востановительной среде, содержащей 15% Н2 и 85% N2.
3.2. Результаты
На фиг. 15 показана заготовка, полученная после отжига. Заготовка имеет однородный слой золотой бронзы. На фиг. 16 показано полученное с помощью оптического микроскопа изображение поперечного разреза отожженной заготовки, показанного на фиг. 17. Снова можно видеть, что без никеля темно-серые дендритные фазы не образуются. Также нужно отметить, что толщина золотой бронзы относительно розового слоя больше, чем когда на заготовку не наносился верхний слой меди (см. Пример 2). Отношение толщины слоя золотой бронзы к толщине розового слоя больше 1, и по-видимому, верхний слой меди весь принял участие в равномерной диффузии в слое золотой бронзы. Следовательно, отсутствие слоя никеля и использование верхнего слоя меди способствует диффузии между оловом и медью при некоторых условиях отжига настоящего способа. По результатам исследования с помощью растрового электронного микроскопа (РЭМ), которые представлены на фиг. 16 и 17, на заготовке может образовываться однородный слой золотой бронзы, содержащий 11% олова в верхнем слое бронзы, что показано с помощью энергодисперсионной рентгеновской спектроскопии (ЭДС), результаты которой представлены на фиг. 18.
ПРИМЕР 4
4.1. Условия эксперимента
Заготовку для монеты с несколькими покрытиями, включая слой никеля 5 мкм, слой меди 20 мкм, нанесенный с использованием щелочного электролита, слой олова 5,0 мкм и верхний слой цинка 0,3 мкм, отжигали при постоянной температуре отжига 650°C в течение времени выдержки 60 минут в восстановительной среде. Следует отметить, что эти толщины измерялись в центре заготовки с нанесенными покрытиями.
4.2. Результаты
На изображенном на фиг. 19 виде поперечного разреза центра отожженной заготовки, полученном с помощью электронной микроскопии обратного рассеяния, в некоторой подобласти заготовки имеются дендритные фазы. РЭМ-анализ, результаты которого представлены на фиг. 20, показывает, что эти дендритные фазы содержат значительное количество никеля, даже на расстоянии 10-14 мкм от слоя никеля, в отличие от окружающих богатых медью фаз, в которых наблюдается намного меньше никеля. Более точно, содержание никеля в этих дендритных фазах достигает 20 вес. %, тогда как содержание никеля в окружающей богатой медью области намного меньше 2 вес. %. Эти результаты означают, что новые фазы, содержащие олово, никель и медь, могут образовываться в результате диффузии между этими элементами, что большое количество атомов никеля может перемещаться вверх, и что большое количество атомов олова может расходоваться на образование трехкомпонентных интерметаллических соединений Ni-Cu-Sn. Таким образом, из этих результатов следует, что олово может в недостаточной мере участвовать в образовании слоя бронзы.
Как видно на фиг. 21, если до отжига промежуточный слой меди достаточно толстый, например с краю заготовки, после отжига не наблюдается трехкомпонентных интерметаллических соединений, содержащих никель и олово. ЭДС-анализ заготовки, изображенной на фиг. 21, показал, что никель диффундировал в слой меди, но содержание никеля было ниже, чем его содержание, обнаруженное в дендритных фазах, показанных на фиг. 19. Как правило, медь с трудом может диффундировать в никель, что также подтверждено с помощью ЭДС-анализа. Это является одной из основных причин, почему никель может использоваться в качестве барьерного слоя, предотвращающего диффузию меди в другие металлы, например золото.
Должно быть понятно, что описанные выше варианты способа могут быть адаптированы для получения диффузионного слоя красной бронзы, т.е. путем нанесения слоя олова такой толщины, чтобы концентрация олова в диффузионном слое красной бронзы была ниже приблизительно 8 вес. %.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРРОЗИОННО- И ИЗНОСОСТОЙКАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И КОРРОЗИОННО- И ИЗНОСОСТОЙКИЕ МОНЕТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2091236C1 |
| ЦИНКОВАНИЕ АЛЮМИНИЯ | 2012 |
|
RU2610811C9 |
| УПРАВЛЕНИЕ ЭЛЕКТРОМАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ МОНЕТ С ПОМОЩЬЮ ТЕХНОЛОГИИ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2009 |
|
RU2438544C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО КОМПОНЕНТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ОБЕСПЕЧИВАЮЩИМ ЗАЩИТУ ОТ КОРРОЗИИ, И СТАЛЬНОЙ КОМПОНЕНТ | 2010 |
|
RU2496887C1 |
| Способ изготовления сверхпроводника | 1972 |
|
SU499847A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2436199C1 |
| ИЗДЕЛИЕ С ДЕКОРАТИВНО-ЗАЩИТНЫМ ПОКРЫТИЕМ, ИМЕЮЩИМ ЦВЕТ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2294399C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИЙНЫХ ПОКРЫТИЙ НА ПОДЛОЖКУ ИЗ ВЫСОКОТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2519694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2441300C1 |
| СЛОИСТАЯ СИСТЕМА С УЛУЧШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2010 |
|
RU2536852C2 |
Изобретение относится к способам получения металлического изделия с наружным слоем бронзы, имеющей вид золотой или красной бронзы, и может быть использовано для изготовления монет. Обеспечивается многослойная подложка, содержащая сердцевину, имеющую внешнюю контактную поверхность, слой меди, нанесенный электролитическим методом на внешнюю контактную поверхность сердцевины, слой олова, нанесенный электролитическим методом на слой меди, и верхний металлический слой, нанесенный электролитическим методом на слой олова и содержащий медь и/или цинк, и отжиг многослойной подложки для обеспечения возможности диффузии слоя олова в слой меди и верхний металлический слой и получения отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющей вид золотой бронзы с содержанием олова между 8-15 вес.%. Внешняя контактная поверхность сердцевины выполнена без никеля для предотвращения во время отжига образования содержащих олово и никель интерметаллических соединений вблизи от внешней контактной поверхности. Толщина верхнего металлического слоя составляет 0,1-4 мкм в соответствии с толщиной слоя меди и толщиной слоя олова для предотвращения образования капель олова при получении в процессе отжига образующегося в результате взаимной диффузии внешнего слоя бронзы. Обеспечивается получение улучшенных изделий, имеющих декоративное покрытие из бронзы, имеющей желто-золотистый цвет, похожий на золотой или красный цвет. 8 н. и 40 з.п. ф-лы, 21 ил., 4 пр.
1. Способ получения металлического изделия с наружным слоем бронзы, имеющей вид золотой бронзы, включающий:
обеспечение многослойной подложки, содержащей:
сердцевину, имеющую внешнюю контактную поверхность,
слой меди, нанесенный электролитическим методом на внешнюю контактную поверхность сердцевины,
слой олова, нанесенный электролитическим методом на слой меди, и
верхний металлический слой, нанесенный электролитическим методом на слой олова и содержащий медь и/или цинк, и
отжиг многослойной подложки для обеспечения возможности диффузии слоя олова в слой меди и верхний металлический слой и получения отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющей вид золотой бронзы с содержанием олова между 8-15 вес.%,
причем внешняя контактная поверхность сердцевины выполнена без никеля для предотвращения во время отжига образования содержащих олово и никель интерметаллических соединений вблизи от внешней контактной поверхности,
а толщина верхнего металлического слоя составляет 0,1-4 мкм в соответствии с толщиной слоя меди и толщиной слоя олова для предотвращения образования капель олова при получении в процессе отжига образующегося в результате взаимной диффузии внешнего слоя бронзы.
2. Способ по п. 1, отличающийся тем, что слой олова наносят толщиной, обеспечивающей содержание олова в образованном в результате взаимной диффузии внешнем слое бронзы 10-15 вес.%.
3. Способ по п. 1, отличающийся тем, что отжиг проводят с регулированием температуры отжига в соответствии с температурами различных зон нагрева для выдержки многослойной подложки при температуре каждой зоны нагрева в течение периода времени выдержки при отжиге.
4. Способ по п. 1, отличающийся тем, что отжиг проводят с регулированием температуры отжига для выдержки многослойной подложки при постоянной температуре в течение времени выдержки при отжиге.
5. Способ по п. 3 или 4, отличающийся тем, что температура отжига составляет 425-815°С.
6. Способ по п. 3, отличающийся тем, что отжиг проводят посредством прохождения многослойной подложки через зоны нагрева, работающие при контролируемой температуре отжига, для нагрева многослойной подложки до соответствующей температуры отжига.
7. Способ по п. 6, отличающийся тем, что отжиг осуществляют в устройстве для отжига, имеющем зоны нагрева.
8. Способ по п. 1, отличающийся тем, что отжиг осуществляют во вращающейся ретортной печи для отжига или в печи с ленточным конвейером.
9. Способ по п. 1, отличающийся тем, что время выдержки при отжиге составляет 10-90 минут.
10. Способ по п. 1 или 9, отличающийся тем, что время выдержки при отжиге составляет 20-30 минут.
11. Способ по п. 1, отличающийся тем, что отжиг осуществляют в атмосфере, состав которой контролируют.
12. Способ по п. 11, отличающийся тем, что отжиг проводят в атмосфере, состав которой содержит по меньшей мере один компонент для получения восстановительной атмосферы.
13. Способ по п. 1, отличающийся тем, что дополнительно осуществляют нанесение электролитическим методом слоя меди на сердцевину для получения покрытой медью подложки и нанесение электролитическим методом слоя олова на покрытую медью подложку для получения многослойной подложки.
14. Способ по п. 13, отличающийся тем, что перед нанесением слоя олова дополнительно проводят травление слоя меди кислым раствором с получением протравленной поверхности слоя меди для улучшения адгезии слоя олова к протравленной поверхности слоя меди.
15. Способ по п. 13 или 14, отличающийся тем, что нанесение слоя меди осуществляют с использованием некислого электролита для нанесения меди, а нанесение слоя олова осуществляют с использованием электролита для нанесения олова, содержащего кислый, цианидный, нецианидный, нейтральный, слабощелочной электролит или их любые сочетания.
16. Способ по п. 15, отличающийся тем, что некислый электролит для нанесения меди является нецианидным и щелочным раствором.
17. Способ по п. 1, отличающийся тем, что слой меди наносят толщиной, составляющей 5-45 мкм.
18. Способ по п. 1, отличающийся тем, что слой олова наносят толщиной, составляющей 1-7 мкм.
19. Способ по п. 1, отличающийся тем, что образованный в результате взаимной диффузии внешний слой бронзы имеет толщину 6-35 мкм.
20. Способ по п. 1, отличающийся тем, что слой меди содержит нанесенный первым слой меди, имеющий толщину первого слоя меди, и нанесенный вторым слой меди, прилегающий к первому слою меди и имеющий толщину второго слоя меди, причем толщина слоя меди является суммой толщин первого и второго слоев меди.
21. Способ по п. 20, отличающийся тем, что толщина первого слоя меди составляет 3-10 мкм, а толщина второго слоя меди составляет 10-35 мкм.
22. Способ по п. 1, отличающийся тем, что многослойная подложка является заготовкой для монеты.
23. Способ по п. 1, отличающийся тем, что сердцевина состоит из стали, алюминия, латуни, меди, их сплавов или их сочетаний.
24. Способ по п. 1, отличающийся тем, что внешнюю контактную поверхность сердцевины выполняют без металла или металлического соединения, способных образовывать интерметаллические дендритные фазы в сочетании с оловом.
25. Способ по п. 1, отличающийся тем, что во внешней контактной поверхности сердцевины содержится достаточно малое количество хрома или ее выполняют без хрома для исключения образования интерметаллических фаз, содержащих хром и олово.
26. Способ по п. 1, отличающийся тем, что дополнительно проводят быстрое охлаждение отожженной подложки с обеспечением быстрого прекращения взаимной диффузии металлов для получения быстроохлажденной подложки.
27. Способ по п. 26, отличающийся тем, что дополнительно проводят полировку образованного в результате взаимной диффузии внешнего слоя бронзы на быстроохлажденной подложке для удаления оксидов, образованных во время отжига, и получения полированной подложки с внешним слоем бронзы, имеющей вид золотой бронзы.
28. Способ по п. 27, отличающийся тем, что дополнительно проводят очистку и сушку полированной быстроохлажденной подложки для выявления или улучшения вида золотой бронзы внешнего слоя бронзы.
29. Металлическое изделие с наружным слоем бронзы, имеющей вид золотой бронзы, содержащее
сердцевину, имеющую внешнюю контактную поверхность, выполненную без никеля, и
наружный слой бронзы, имеющей вид золотой бронзы, прилегающий к сердцевине и содержащий медь и олово, взаимно продиффундировавшие под воздействием отжига, причем олово полностью продиффундировало в медь, а его концентрация составляет 8-15,8 вес.%, при этом наружный слой бронзы получен посредством отжига первого слоя меди, промежуточного слоя олова и верхнего слоя меди и/или цинка, причем толщина указанного верхнего слоя составляет 0,1-4 мкм для предотвращения образования капель олова на наружной поверхности металлического изделия.
30. Металлическое изделие по п. 29, отличающееся тем, что наружная поверхность внешнего слоя бронзы, имеющей вид золотой бронзы, отполирована с удалением оксидов, образованных во время отжига.
31. Металлическое изделие по п. 29, отличающееся тем, что верхний слой меди и/или цинка имеет толщину 0,1-0,8 мкм.
32. Металлическое изделие по п. 29, отличающееся тем, что верхний слой меди и/или цинка имеет толщину 0,1-4 мкм.
33. Металлическое изделие по п. 29, отличающееся тем, что его сердцевина выполнена из стали, алюминия, латуни, меди, их сплавов или их сочетаний.
34. Металлическое изделие по п. 33, отличающееся тем, что оно имеет форму монеты, диска или плоского предмета.
35. Многослойная металлическая подложка, используемая для получения металлического изделия с внешним слоем бронзы, имеющей вид золотой бронзы, и содержащая
сердцевину, имеющую внешнюю контактную поверхность,
слой меди, нанесенный электролитическим методом на внешнюю контактную поверхность сердцевины,
слой олова, нанесенный электролитическим методом на слой меди, и
верхний металлический слой, нанесенный электролитическим методом на слой олова и содержащий медь и/или цинк,
причем внешняя контактная поверхность сердцевины выполнена без никеля для предотвращения образования содержащего олово и никель интерметаллического соединения вблизи от внешней контактной поверхности сердцевины во время отжига, а
толщина верхнего металлического слоя составляет 0,1-4 мкм в соответствии с толщиной слоя меди и толщиной слоя олова для обеспечения возможности диффундирования слоя олова в слой меди и верхний металлический слой при отжиге для получения образованного в результате взаимной диффузии внешнего слоя бронзы, содержащей олово в количестве 8-15,8 вес.%, и предотвращения формирования капель олова на наружной поверхности внешнего слоя бронзы при его образовании.
36. Применение способа получения металлического изделия по любому из пп. 1-28 для изготовления заготовок монет.
37. Применение металлического изделия по любому из пп. 29-34 в качестве изделия для изготовления монеты чеканкой.
38. Применение многослойной металлической подложки по п. 35 в качестве подложки при изготовлении металлического изделия с внешним слоем бронзы, имеющей вид золотой бронзы, посредством отжига.
39. Способ изготовления металлического изделия с наружным слоем бронзы, имеющей вид красной бронзы, включающий
обеспечение многослойной подложки, содержащей
сердцевину, имеющую внешнюю контактную поверхность,
слой меди, нанесенный электролитическим методом на внешнюю контактную поверхность сердцевины,
слой олова, нанесенный электролитическим методом на слой меди, и
верхний металлический слой, нанесенный электролитическим методом на слой олова и содержащий медь и/или цинк, и
отжиг многослойной подложки для обеспечения возможности диффузии слоя олова в слой меди и верхний металлический слой и получения отожженной подложки, содержащей образованный в результате взаимной диффузии внешний слой бронзы, имеющей вид красной бронзы с содержанием олова менее 8 вес.%,
причем внешняя контактная поверхность сердцевины выполнена без никеля для предотвращения во время отжига образования содержащих олово и никель интерметаллических соединений вблизи от внешней контактной поверхности сердцевины,
а толщина верхнего металлического слоя составляет 0,1-4 мкм в соответствии с толщиной слоя меди и толщиной слоя олова для предотвращения образования капель олова при получении в процессе отжига образующегося в результате взаимной диффузии внешнего слоя бронзы.
40. Металлическое изделие с внешним слоем бронзы, имеющей вид красной бронзы, полученное способом по п. 39.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| КОРРОЗИОННО- И ИЗНОСОСТОЙКАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И КОРРОЗИОННО- И ИЗНОСОСТОЙКИЕ МОНЕТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2091236C1 |
| Способ напрессования порошковых сплавов на стальные изделия | 1947 |
|
SU73616A1 |
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
| CN 102108533 A, 29.06.2011. | |||

