Изобретение касается таких изделий из металлического сплава, как монеты, медальоны или значки, а также заготовок, используемых для изготовления монет, медальонов и значков. Более конкретно это изобретение касается названных монет, значков медальонов и заготовок для их изготовления, имеющих повышенную износостойкость по сравнению с монетами из медного сплава, покрытых медью или плакированных, одновременно сохраняя медный блеск и внешний вид.
В последние годы растущая стоимость монетных металлов побудила многие страны обратиться к использованию относительно недорогих сплавов для монет в целях снижения производственных затрат. Различые сплавы меди и цинка, а также никеля, алюминия и других металлов используются с разным успехом.
Достоинство монет часто оценивается публикой по их внешнему виду, который считается представляющим блеск золота, серебра или меди в зависимости от их номинальной величины. Необходимо, чтобы монеты не изменяли цвета со временем или вообще не подвергались коррозии. Дополнительно к устранению этих нежелательных факторов любая новая монета должно быть также приемлемого веса и иметь электрические и магнитные свойства, которые дают возможность их использования в кассовых аппаратах и торговых автоматах.
Другие требования к монетным материалам состоят в том, что они не должны легко подделываться, должны обладать специфическими свойствами, удовлетворяющими требования устройств сортировки монет, быть способны хорошо воспринимать чеканку при штамповании, одновременно сохраняя достаточную поверхностную твердость после чеканки, чтобы не допускать чрезмерного истирания, и не должны быть дорогими для изготовления.
В канадском патенте N 1219700, 31.03.87, и в патенте США N 4579761, 01.04.86, описывается способ изготовления позолоченной монеты и монетной заготовки, имеющих электроосажденное покрытие, содержащее примерно от 8 до 16 мас. и предпочтительно примерно от 11 до 14 мас. олова и баланс меди. Толщина покрытия на сторонах сердцевины составляет около 10-150 мкм, предпочтительно от 30 до 50 мкм. Монеты и заготовки имеют внешний вид золотистого цвета и соответствуют для замены золотых монет.
По причине высокой стоимости рафинированной меди монетная бронза, определяемая как группа сплавов, содержащих 95% меди, с 1-4% цинка и 0-1% олова и имеющая характерный цвет красной меди, или монеты из других медных сплавов, которые в настоящее время используются, являются дорогими. Пошлина за право чеканки монет, которая составляет разность между номинальной стоимостью монеты и ее производственными затратами, соответственно становится незначительной или отрицательной величиной. Попытки наносить покрытие из чистой меди на стальные или цинкованные сердцевины привели к изготовлению монет, подвергающихся коррозии и износу. Считалось, что это связано с размером грубого (крупного) зерна, пористостью покрытия и слабой стойкостью к истиранию такой меди.
Задача изобретения состоит в создании монеты с удовлетворительной стойкостью к коррозии и истиранию, относительно недорогой для производства имеющей медный блеск и внешний вид, соответствующие для замены монет из монетного бронзового сплава, являющихся относительно дорогими для производства.
Согласно другому аспекту изобретения задача состоит в создании монеты из медного сплава, имеющей соответствующие характеристики для использования в действующих монетных торговых и кассовых автоматах.
Согласно изобретению бронзовый сплав с низким содержанием олова, связанный с сердцевинной заготовкой, имеет более мелкозернистое и более плотное покрытие, чем медные покрытия, и тем самым обеспечивает лучшую стойкость к коррозии. Предусматриваемый сплав олова меди считается образующим лучшую защиту, чем чистая медь, в отношении сердцевины такой, как стальная подложка, по причине более слабой гальванической коррозионной связи между металлами и более плотного электроосаждения.
Добавление олова в диапазоне от 0,5 до 4% значительно повышает стойкость к истиранию при электролитическом покрытии сплавом.
Вышеназванные и другие задачи изобретения достигаются посредством заготовки с электроосажденным покрытием, способной воспринимать изображение при чеканке по крайней мере на одной стороне заготовки, которая (заготовка) содержит сердцевинную заготовку из первого металлического материала, имеющую противолежащие стороны (поверхности) и периферийное боковое ребро, причем по крайней мере одна из этих сторон способна подвергаться чеканке с помощью чеканной матрицы, и электроосажденное покрытие из второго металлического материала, полностью опоясывающим сердцевинную заготовку и образующим поверхностное покрытие по крайней мере на стороне, подвергающейся чеканке, толщиной примерно от 5 до 50 мкм, причем второй металлический материал имеет содержание олова от 0,5 до 4 мас. предположительно от 2 до 4% с балансом меди и случайными примесями.
Такие задачи изобретения достигаются посредством способа, включающего в себя образование сердцевинной заготовки из первого металлического материала и заданного размера, с противолежащими сторонами и периферийным боковым ребром, причем по крайней мере одна из этих сторон способна подвергаться чеканке с помощью чеканной матрицы, и электролитическое покрытие этой сердцевинной заготовки вторым металлическим материалом, чтобы полностью покрыть эту заготовку и тем самым образовать поверхностную толщину примерно от 5 до 50 мкм по крайней мере на стороне, подвергающейся чеканке, при этом второй металлический материал имеет содержание олова примерно от 0,5 до 4,0 мас. предпочтительно от 2 до 4,0 мас. с балансом меди и случайных примесей.
На чертеже изображен график, показывающий потерю толщины монеты в результате истирания со временем.
Хотя предшествующее изложение и нижеследующие примеры базируются на монетных заготовках, должно быть понятно, что термин "монета", используемый а описании и формуле изобретения, предназначен включать в себя монеты, медальоны и значки, а также их заготовки. Кроме того, хотя в качестве металлического материала сердцевинной заготовки в нижеследующих примерах приведена низкоуглеродистая сталь, должно быть понятно, что металлический сердцевинный материал может быть выполнен, например, из железа, низкоуглеродистой стали, нержавеющей стали, никеля, никелированной стали, цинка или сплавов цинка, меди или разных сплавов меди, содержащих цинк и/или никель и/или олово, и алюминия или алюминиевых сплавов, соответственно предварительно обработанных.
Сердцевинная заготовка должна быть достаточно мягкой для возможности деформирования монетными матрицами во время чеканки монет, и сердцевина может быть отожжена до плакирования или после него, чтобы придать заготовке с электроосажденным покрытием удовлетворительную низкую твердость для чеканки. Отжиг после электроосаждения также выгоден тем, что он может использоваться для образования металлургической связи в результате взаимной диффузии между электроосажденным слоем меди с низким содержанием олова и сердцевинным материалом. Если сердцевинный материал уже достаточно мягок для выполнения чеканки, как, например, в случае цинка, отжиг может не производиться.
Сердцевина может полироваться до отжига или после него, чтобы придать заготовке с электроосажденным покрытием удовлетворительный блеск.
Пример 1. Партия монетных заготовок с насаженными ободами, выполненных из низкоуглеродистой стали, весом 949 г была загружена в перфорированный вращающийся горизонтальный плакирующий барабан, имеющий длину 15 см и диаметр 10 см. Барабан сначала пропускался через цикл очистки, состоящий из последовательных промывок в 10% -ном растворе моющего средства, холодной воде, 10% -ном растворе соляной кислоты и второй холодной воде. Заготовки, содержащиеся в плакирующем барабане, затем погружались в бронзовую плакирующую ванну щелочного цианида, содержащую медь, олово, гидроокись калия, цианид калия. На ванну подавался ток 15 А примерно в течение 1,8 ч при поддержании температуры ванны между 55 и 60oC.
Такое покрытие оказалось металлургически связанным со стальными заготовками и было более мелкозернистым, чем покрытие из чистой меди, аналогичным образом связанное и отожженное.
Монетные заготовки из стали со связанной бронзой, полученные по способу согласно настоящему изобретению (образец B-B-S), сравнивались с заготовками из стали со связанной медью (образец C-B-S) и заготовками канадских одноцентовых монет в отношении стойкости к коррозии и к истиранию.
После извлечения из ванны общая масса монетных заготовок оказалась увеличенной на 58,7 г, что эквивалентно 5,83% общего загрузочного веса заготовок. Мокрый анализ заготовок показал, что заготовки имеют покрытие, содержащее 2,12 мас. олова.
После плакирования монетные заготовки подвергались отжигу в восстановительной атмосфере при 700oC в течение 15 мин в присутствии водорода. Монетные заготовки показали наличие электроосажденной толщины бронзы на своих поверхностях примерно 21 мкм и на своих ребрах (ободах) примерно 30 мкм.
Параметры монетных испытываемых образцов приведены в табл.1.
Пример 2. При испытании на коррозию монеты или заготовки погружались в 2% -ный раствор NaCl на 4 ч. Результаты испытаний на коррозию, 10 образцов каждого типа заготовки, приведены в табл.2.
Черные ржавые пятна были обнаружены только на стальных образцах, связанных медью. Все пятна ржавчины были менее 1 мм по размеру.
Пример 3. Испытание на износ во вращающемся барабане проводилось на 16 образцах каждого типа заготовки. В этом испытании образцы загружались во вращающийся барабан, имеющий тканевую футеровку, подбитую резиной, и загрузочное отверстие на одной стороне, и обрабатывались выступающим бугром на периферии, чтобы истирать испытываемые образцы при каждом обороте барабана. В начале образцы взвешивались, погружались в синтетический мягкий раствор, герметизированный в барабане, и вращались, с повторением цикла испытания через интервалы 100 ч. Суммарная средняя потеря поверхностной толщины у образцов как функции длительности испытания до 300 ч приведена на чертеже. Стальные образцы со связанной бронзой показали лучшую износостойкость, чем стальные заготовки, связанные с медью, и образцы канадских одноцентовых монет, тогда как последние два типа образцов имели одинаковую износостойкость после испытательного периода 300 ч.
Вообще стальные заготовки со связанной бронзой имели лучше показатели по сравнению со стальными заготовками со связанной медью в отношении испытаний на коррозию и истирание.
Стальные сердечниковые заготовки были достаточно мягкие, чтобы воспринимать четкое штампование от чеканной матрицы без чрезмерного износа таких матриц. Электроосажденное покрытие сплава показало достаточную поверхностную твердость, так что изображение, отчеканенное на нем, не стиралось после продолжительных испытаний на истирание.
Хотя изобретение, в частности применимо для производства монет, используемых как законное платежное средство, должно быть понятно, что оно выгодно для производства медальонов, значков и металлических жетонов также.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК МОНЕТ | 2005 |
|
RU2383657C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ ЗОЛОТОЙ БРОНЗЫ ПУТЕМ ВЗАИМНОЙ ДИФФУЗИИ ОЛОВА И МЕДИ В КОНТРОЛИРУЕМЫХ УСЛОВИЯХ | 2012 |
|
RU2658775C2 |
| ЦИНКОВАНИЕ АЛЮМИНИЯ | 2012 |
|
RU2610811C9 |
| УПРАВЛЕНИЕ ЭЛЕКТРОМАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ МОНЕТ С ПОМОЩЬЮ ТЕХНОЛОГИИ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2009 |
|
RU2438544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУВЕНИРНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2744724C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| Способ изготовления направляющей клапана двигателя внутреннего сгорания и материал для направляющей клапана двигателя внутреннего сгорания | 1990 |
|
SU1836191A3 |
| ИЗНОСОСТОЙКАЯ ТРУБА | 2004 |
|
RU2255992C1 |
| ИЗНОСОСТОЙКИЙ СЛОЙ | 2018 |
|
RU2773177C2 |

Коррозионно- и износостойкая металлическая заготовка и монета с электроосажденным покрытием, способная иметь изображение, отчеканенное по крайней мере на одной стороне, для образования монет, медальонов или значков, которая (заготовка) имеет противолежащие стороны, периферийную кромку и электроосажденное покрытие, содержащее от 0,5 до 4 мас.% олова, остальное медь, полностью покрывающее эту заготовку. Покрытие образует толщину примерно от 5 до около 50 мкм по крайней мере на стороне, которая подвергается чеканке. Также патентуется способ изготовления заготовки и монеты. 5 с. и 18 з.п.ф-лы, 1 ил., 2 табл.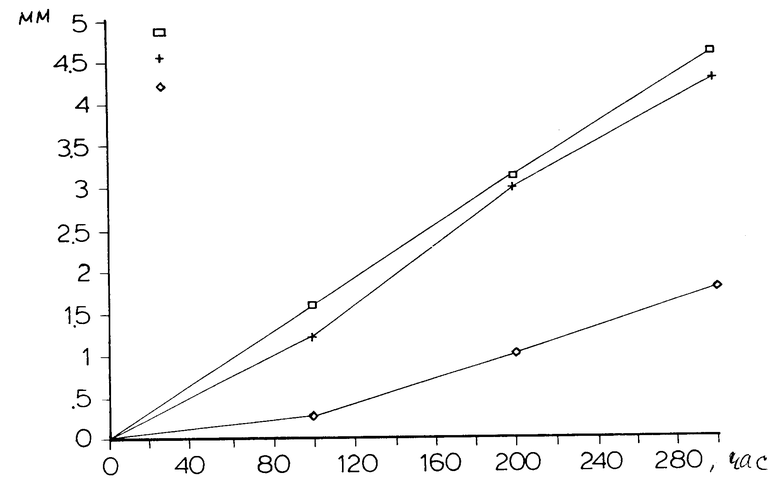
| Патент США N 4579761, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |

