Способ пиления заготовок из древесины с качанием полосовых пил предназначен для продольного деления заготовок из древесины, в том числе для продольной распиловки пиловочника на брусья и доски, а также для распиловки брусьев на обрезные доски.
Известен способ процесса пиления заготовок из древесины полосовыми пилами, в котором движение подачи осуществляется путем поступательного перемещения распиливаемой заготовки с равномерной скоростью, а главное движение выполняется циклически возвратно-поступательным перемещением пил от кривошипно-шатунного механизма с радиусом кривошипа R в перпендикулярном направлении к вектору скорости подачи заготовки по уравнению
 ,
,
где α - угол поворота кривошипа механизма перемещения пил.
[Фонкин В.Ф. Лесопильные станки и линии. - М.: Лесная промышленность, 1979. - с. 56-57, рис. 4.2а, 4.3а, 4.3б].
При этом каждый цикл перемещения пил содержит два равных по величине хода, один из которых рабочий ход, а другой - холостой. Во время рабочего хода длиной Н=2×R осуществляется срезание слоя древесины зубьями пилы толщиной (а), практически равный подаче на зуб (Sz), а во время холостого хода такой же длины, как и длина рабочего хода Н=2×R, происходит возвращение пилы в исходное первоначальное положение - начало рабочего хода.
В этом случае время перемещения пил за рабочий ход и холостой ход равны между собой и поэтому перемещение заготовки за рабочий ход (Sop) равно перемещению заготовки за холостой ход (Sox). Следовательно, Sop=Sox и перемещение за цикл So=Sop+Sox.
Перемещение распиливаемой заготовки с равномерной скоростью за один цикл процесса пиления (мм/оборот) определяется по формуле

В этом способе осуществления процесса полосовые пилы необходимо устанавливать с уклоном, теоретическая величина которого на величине хода пил равна половине перемещения заготовки за один цикл процесса пиления So, и составляет угол с вектором скорости движения пил
 .
.
Анализ данного способа показывает, что подача на зуб во время рабочего хода изменяется относительно среднего значения в широких пределах от 0,7÷1,4 раза.
В связи с этим нагрузка на пилы изменяется в 2 раза, что оказывает отрицательное влияние на качество распиловки и на условиях работы пилы. Кроме того, в конце рабочего хода на дне пропила образуются ступеньки, которые препятствуют перемещению пил в начале холостого хода. Возникают дополнительные пиковые нагрузки на пилы, что вызывает необходимость использовать пилы с большей толщиной. Все это вызывает увеличение энергоемкости процесса и толщины полотна пилы, что увеличивает потери древесины в опилки.
Известен способ пиления, в котором в процессе пиления осуществляют дополнительное движение - качание пил в плоскости перемещения скорости подачи заготовки [Фонкин В.Ф. Лесопильные станки и линии. - М.: Лесная промышленность, 1979. - С. 56-57, рис. 4.2б, 4.3в, 4.3д, 4.3е]. Главная цель при этом - осуществить отвод пил от дна пропила в начале холостого хода. Для этого предлагается осуществлять дополнительное циклическое перемещение пилы в плоскости движения заготовки как за рабочий, так и за холостой ход по формуле
 ,
,
где r - радиус кривошипа механизма качания пил.
Анализируя этот способ, оказалось, что в этом способе пиления заготовок из древесины с качанием полосовых пил достигается возможность исключить скобление зубьями пилы дна пропила в начале холостого хода, но в начале рабочего хода происходит увеличение максимального значения подачи на зуб. Это приводит к увеличению пиковых нагрузок на пилы и к ухудшению качества получаемых досок, особенно к ухудшению шероховатости поверхности пропила. В связи с этим необходимо увеличивать толщину пилы, что нежелательно. Все это приводит к тому, что следует снижать скорость подачи, что оказывает отрицательное влияние на производительность лесопильных рам.
Технический результат предлагаемого технического решения заключается в обеспечении срезания слоя древесины зубом пилы во время рабочего хода равномерной толщины и исключении скобления зуба пилы с дном пропила заготовки в начале холостого хода.
Это позволит создать благоприятные условия работы полосовых пил во время рабочего хода и обеспечить отвод пил от дна пропила в начале холостого хода. В этом случае толщину пил можно уменьшить, а угловые параметры зубьев пилы изменить. В результате энергоемкость процесса можно снизить на 30÷40%, а производительность процесса можно повысить в 1,5÷2,0 раза.
Для достижения этого технического результата предлагается способ пиления заготовки из древесины полосовыми пилами, в котором движение подачи осуществляется путем поступательного перемещения распиливаемой заготовки с равномерной скоростью, а главное движение выполняется возвратно-поступательно циклически по уравнению y=R×(1-cosα), при этом каждый цикл перемещения пил содержит два равных по величине хода, один из которых рабочий ход, а другой - холостой, во время рабочего хода длиной H=2×R осуществляется срезание зубьями пилы слоя древесины толщиной практически равной подачи на зуб Sz, а во время холостого хода такой же длины, как и во время рабочего хода H, происходит возвращение пилы в исходное первоначальное положение - начало рабочего хода; кроме того, полосовые пилы, установленные с уклоном, теоретическая величина которого равна половине перемещения заготовки за один цикл, перемещают дополнительно в направлении вектора скорости подачи ϑs по эллиптической или каплевидной замкнутой кривой, с осью симметрии относительно главного движения пил как во время рабочего, так и холостого ходов по уравнению
 ,
,
где r - радиус кривошипа механизма качания пил, мм; i - передаточное отношение механизма качания пил, при этом во время рабочего хода дополнительное перемещение пил осуществляется по уравнению

где  - перемещение заготовки за один цикл процесса пиления, мм,
- перемещение заготовки за один цикл процесса пиления, мм,
а во время холостого хода в начале пилы на величине главного движения пилы, равного шагу зуба t, отводят от дна пропила заготовки по уравнению

а далее пилы на участке холостого хода от y=t до 2×R возвращают в исходное первоначальное положение цикла способа процесса, по прямой линии, определяемой по формуле

Для определения теоретической траектории дополнительного качания пил весь цикл пиления полосовыми пилами разделен на три части (фиг. 1):
- участок резания - рабочий ход;
- участок скобления зубьями пилы дна пропила - начальный период холостого хода;
- участок свободного движения пил - середина и конец холостого хода.
Для выполнения этих условий необходимо, прежде всего, чтобы математическая модель описания движения зуба пилы в пропиле по горизонтали во время рабочего хода строго совпадала с математической моделью описания движения инструмента по вертикали. Кроме того, необходимо, чтобы выполнялось условие, при котором величина перемещения распиливаемой заготовки во время рабочего хода пил равна половине перемещения заготовки за один цикл процесса пиления,  . Тогда траекторию движения зуба пилы в пропиле во время рабочего хода необходимо выполнять по уравнению
. Тогда траекторию движения зуба пилы в пропиле во время рабочего хода необходимо выполнять по уравнению

Уравнение траектории дополнительного движения полосовой пилы можно получить путем вычитания из уравнения движения зуба пилы в пропиле (1б) уравнения движения заготовки, осуществляемого с равномерной скоростью (1). Тогда получим математическую модель, описывающую качание полосовых пил во время рабочего хода

Анализ уравнения (2) показывает, что полосовая пила во время рабочего хода относительно заготовки движется по кривой, представляющей собой половину восьмерки (фиг. 1), с осью симметрии относительно вектора скорости перемещения пил.
Подачу на зуб можно определить, зная траектории движения двух соседних зубьев пилы, по выражению Sz=xc1-xc2.
Траектория верхнего соседнего зуба пилы в пропиле определится по выражению

Траектория нижнего соседнего зуба пилы в пропиле определяется по выражению

Тогда подача на зуб будет равна

Таким образом, выражение (3б) показывает, что во время рабочего хода обеспечивается срезание слоя древесины равномерной толщины, равной подаче на зуб.
Если теперь движение пил во время холостого хода обеспечить также по уравнению (1б) (отсчет нуля от НМТ), то необходимо проверить отсутствие скобления зубьями пилы дна пропила. Глубина вдавливания зуба пилы в древесину в начале холостого хода определится по выражению

Траектория движения зуба пилы в пропиле за холостой ход определится по формуле (отсчет нуля от НМТ):

Траектория движения зуба пилы в пропиле во время рабочего хода определится по формуле

Тогда глубина вдавливания зуба пилы в древесину начале холостого хода будет равна

Максимальная глубина вдавливания зуба пилы в древесину наблюдается при y=t и будет равна

Таким образом, при перемещении пил во время холостого хода по уравнению (1б), с качанием полосовых пил по формуле (2), не обеспечивается исключение скобления зубьями пилы дна пропила. В конце рабочего хода на дне пропила образуются выступы (фиг. 2), которые оказывают препятствие перемещению зубьев пилы в начале холостого хода. Максимальная глубина вдавливания зуба пилы в древесину во время холостого хода равна подаче на зуб.
Вывод уравнения качания полосовых пил на втором участке производим с учетом исключения скобления зубьями пилы дна пропила. Для выполнения этого условия необходимо, чтобы пилы дополнительно отводить от дна пропила на величину, равную глубине вдавливания зуба пилы в древесину во время холостого хода. Тогда движение пил на этом участке должно осуществляться по уравнению (начало координат в НМТ)

Подставив в выражение (9) формулу (7), получим

Второй участок наблюдается при перемещении пил по вертикали от 0 до t (отсчет нуля от НМТ), и завершение этого участка соответствует углу поворота кривошипа, определяемому по выражению
Следовательно, перемещение пилы в начале холостого хода необходимо осуществлять по уравнению

На третьем участке перемещение пил происходит от t до 2×R (отсчет нуля от НМТ). Так как наблюдается зона свободного хода пил, то перемещение пилы в исходное верхнее положение (в верхнюю мертвую точку) целесообразно произвести по прямой линии (фиг. 1) через крайние точки: верхнюю M1(x1=0; y1=2R) и нижнюю M2( ; y2=t). Пользуясь уравнением прямой, проходящей через две точки, можно написать
; y2=t). Пользуясь уравнением прямой, проходящей через две точки, можно написать

или

Таким образом, получено уравнение движения полосовых пил на третьем участке.
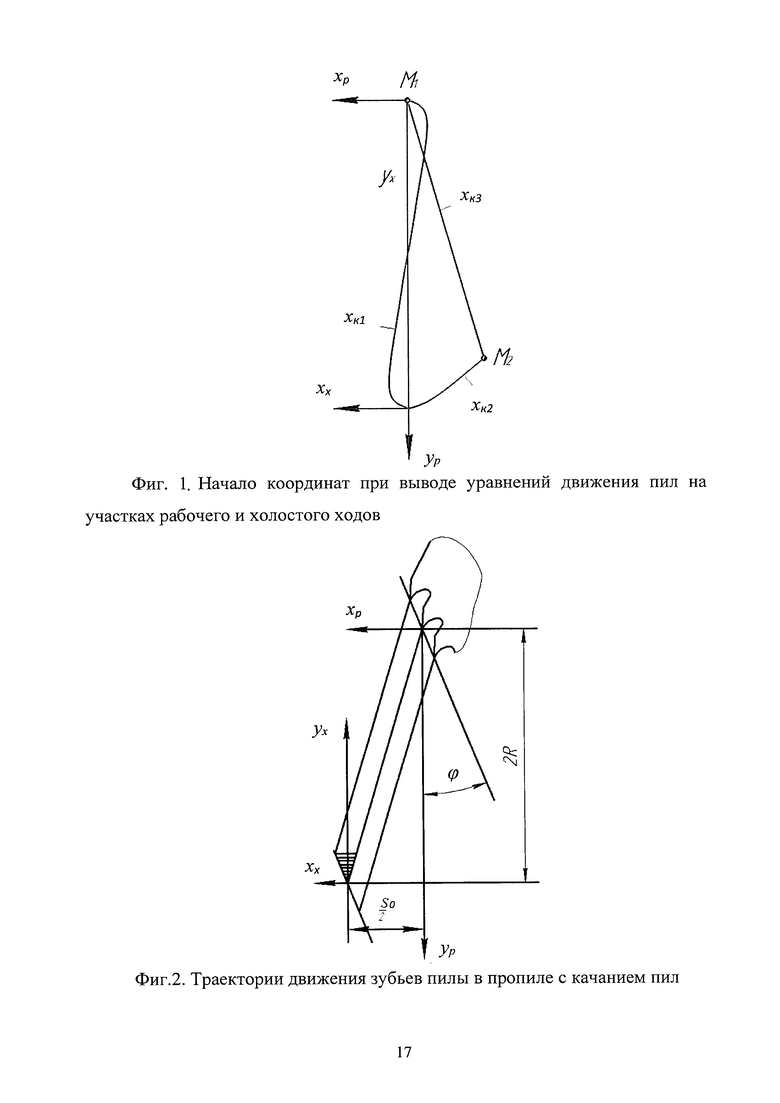
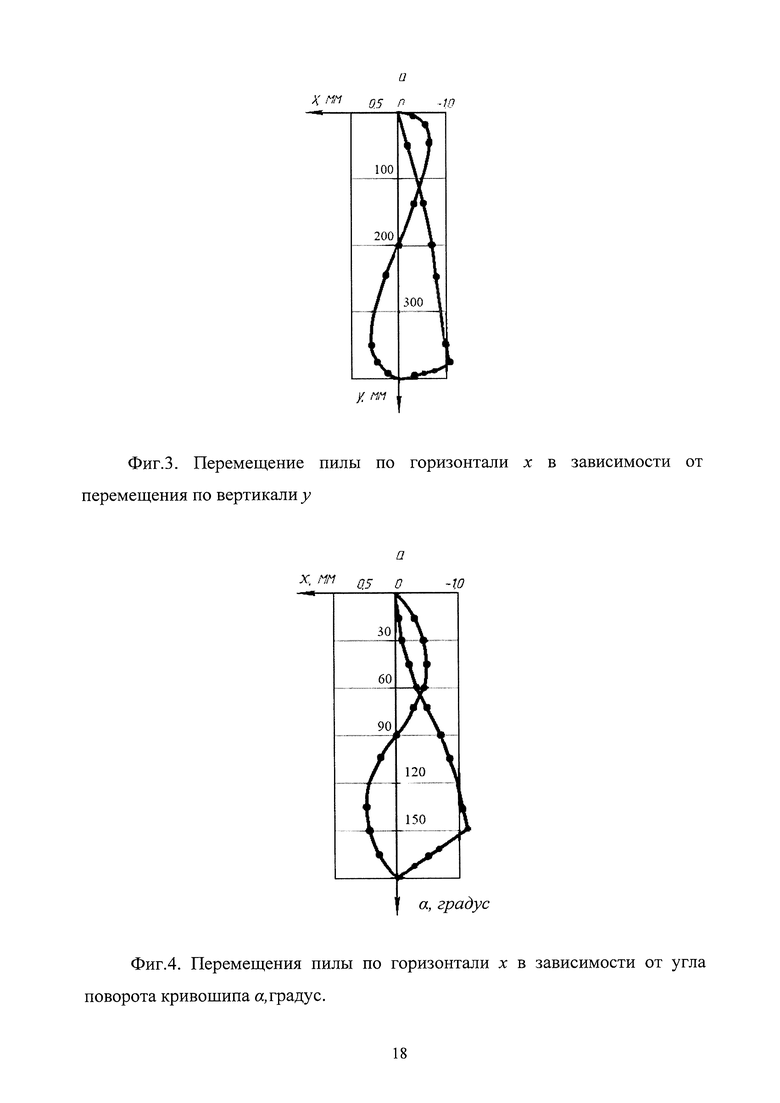
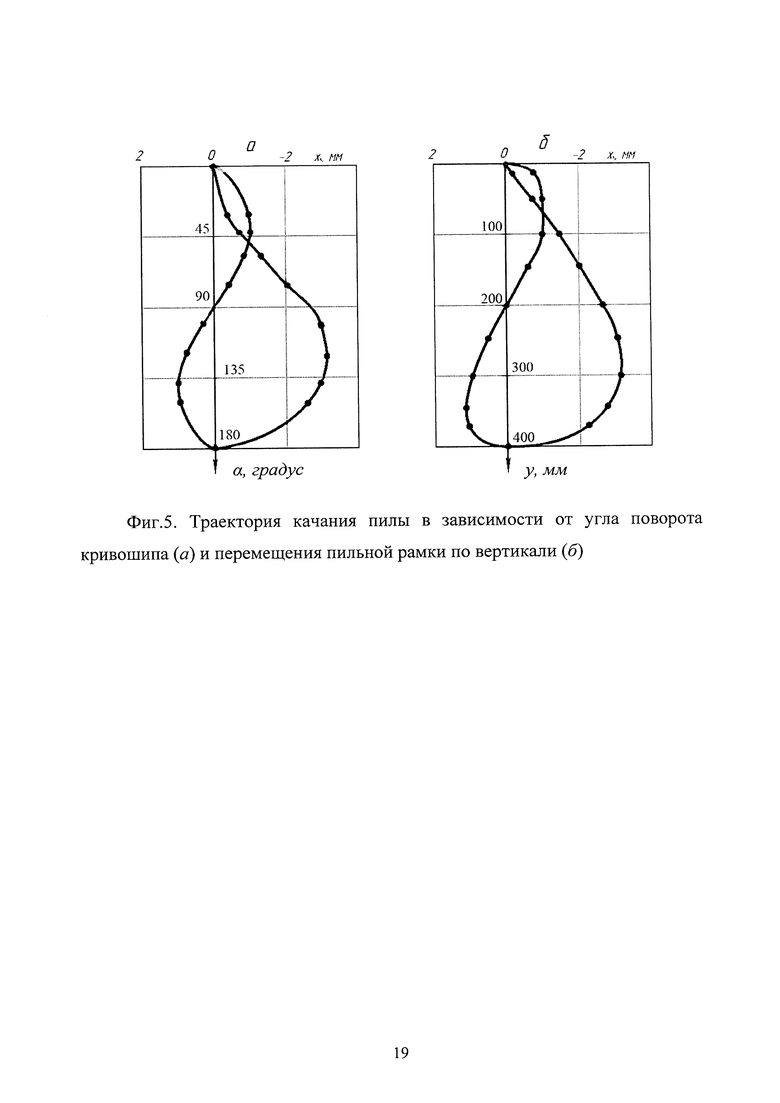
Подставив в полученные формулы данные применительно к одноэтажным лесопильным рамам (R=200 мм, t=26 мм, So=10 мм, n=285 мин-1), получим графики перемещений полосовой пилы в плоскости движения заготовки во время рабочего и холостого ходов в зависимости от перемещения пилы по вертикали (фиг. 3) и в зависимости от угла поворота кривошипа (фиг. 4).
Анализ полученных уравнений и графиков позволяет сделать следующие выводы. Амплитуда качания пильной рамки во время рабочего хода сравнительно небольшая и для одноэтажных лесопильных рам составляет 5÷6% от посылки. Для более точного определения амплитуды качания пильной рамки во время рабочего хода находим первую производную от уравнения траектории движения пил и приравниваем ее к нулю, то есть

Отсюда найдем значение угла поворота кривошипа, при котором амплитуда качания пильной рамки будет наибольшей

Подставив выражение (14а) в уравнение, описывающее перемещение во время рабочего хода (1а), получим формулу для определения максимальной амплитуды качания пил

Таким образом, впервые аналитическим путем определена математическая модель дополнительного перемещения полосовых пил в плоскости перемещения заготовки, описывающая теоретическую траекторию качания пил, которая обеспечивает срезание слоя древесины зубом пилы во время рабочего хода равномерной толщины и исключение скобления зубьями пилы дна пропила во время холостого хода. В общем случае математическая модель траектории движения пил представляет собой замкнутую самопересекающуюся кривую, описываемую уравнениями (1а), (11) и (13) (фиг. 3 и фиг. 4).
Следует отметить, что такая математическая модель качания полосовых пил содержит три уравнения. В этой математической модели пилы следует перемещать следующим образом: в начале рабочего хода пилы необходимо отводить от дна пропила, затем, в середине половины хода, когда скорость движения пил по вертикали возросла и продолжает увеличиваться, пилы необходимо надвигать на заготовку, а в конце рабочего хода, когда скорость движения пил уменьшается, пилы необходимо отводить от дна пропила заготовки. В начале холостого хода пильную рамку необходимо снова также отводить от дна пропила на величину подачи на зуб на пути перемещения пил, равном шагу зубьев пилы. Далее пильную рамку следует переместить в верхнее крайнее положение хода пил (ВМТ).
Такая математическая модель описания перемещений полосовой пилы за рабочий и холостой ходы обеспечивает синхронизацию главного движения инструмента и движения подачи заготовки. Полученную математическую модель качания пил в плоскости перемещения заготовки можно назвать теоретической.
Однако, анализируя эти три уравнения, следует отметить, что выполнить их на практике довольно сложно.
Кроме того, во время холостого хода имеется точка перегиба. Главное, в этой математической модели впервые раскрыта синхронизация движения резания инструмента и движения подачи заготовки, при которой получается срезание слоя древесины зубом пилы равномерной толщины и достигается исключение скобления зубьями пилы дна пропила в начале холостого хода.
С целью упрощения выполнения способа пиления необходимо, прежде всего, математическую модель качания пил в плоскости движения заготовки упростить и точку перегиба перемещения пил во время холостого хода исключить.
Анализ существующих механизмов дополнительного качания пил на лесопильных рамах показывает, что известные механизмы в технике не удовлетворяют этим условиям, следовательно, до сих пор нет предложений для создания лесопильных рам с механизмами резания, обеспечивающими движение пил на соответствующих участках по кривым, описываемым уравнениями (1б), (11) и (13).
Если движение полосовых пил во время холостого хода осуществлять по уравнению (1б), то будет наблюдаться скобление зубьями пилы дна пропила.
Исключение скобления зубьями пилы дна пропила осуществляется путем дополнительного качания пил, описываемого уравнением

Для исключения скобления зубьями пилы дна пропила необходимо увеличить амплитуду качания пил, особенно в нижней половине холостого хода пил. Качание пил во время холостого хода описывается выражением (2).
Тогда, принимая условие перемещения пил во время холостого хода по уравнению рабочего хода (1б), общее суммарное перемещение пил можно представить в следующем виде

где p - коэффициент дополнительного увеличения амплитуды качания пилы во время холостого хода.
Определение коэффициента p производим исходя из условия отсутствия скобления зубьями пилы дна пропила. Траектория движения зуба пилы в пропиле во время рабочего хода (при отсчете перемещений от НМТ) определится по формуле для второго нижнего зуба.

Траектория движения зуба пилы в пропиле во время холостого хода (начало координат в НМТ) определится по формуле

Тогда глубина вдавливания зуба пилы в древесину во время холостого хода определяется по формуле

Эта глубина вдавливания должна исключиться за счет дополнительного качания пилы во время холостого хода.
Тогда

Максимальная глубина вдавливания наблюдается при y=t. Приняв при этом глубину вдавливания, равной нулю, можно написать

Решив это тождество относительно коэффициента ρ, получим

Подставив выражение (21) в формулу (15а), получим уравнение, описывающее дополнительное качание пил за холостой ход

Подставив выражение (21) в формулу (1б), получим уравнение, описывающее траекторию движения пил за холостой ход, обеспечивающее исключение скобления зубьями пилы дна пропила

Таким образом, движение пил за рабочий ход необходимо осуществлять по траектории, описываемой уравнением (1б). В этом случае будет обеспечиваться срезание слоя древесины зубом пилы равномерной толщины. Для исключения скобления зубьями пилы дна пропила пильную рамку во время холостого хода необходимо перемещать по формуле (23). Следовательно, впервые получено математическое описание траектории движения пил, которую можно назвать идеальной траекторией, так как обеспечивается выполнение заданных требований, при которых условия работы рамных пил наиболее благоприятные.
Выполнение способа пиления заготовок из древесины с качанием полосовых пил по предлагаемым математическим моделям позволяет осуществлять плавное перемещение пил во время холостого хода. При этом технологические требования к процессу полностью выполняются.
Идеальная траектория движения пил (фиг. 5) представляет собой самопересекающуюся кривую, у которой ветви за рабочий и холостой ходы различны между собой, а размах качания пил в нижней половине хода пильной рамки больше, чем в верхней половине ее хода. За рабочий ход траектория качания пильной рамки представляет собой половину восьмерки, а за холостой ход пильную рамку необходимо перемещать по кривой типа половины «капли».
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕСОПИЛЬНАЯ РАМА С ЭКСЦЕНТРИКОВЫМ МЕХАНИЗМОМ КАЧАНИЯ ПИЛЬНОЙ РАМКИ | 2014 |
|
RU2557178C1 |
| Узел резания лесопильного станка с полосовой нерастянутой пилой | 2023 |
|
RU2808495C1 |
| МЕХАНИЗМ КАЧАНИЯ ПИЛ ЛЕСОПИЛЬНОЙ РАМЫ | 2012 |
|
RU2547549C2 |
| Механизм резания лесопильной рамы | 1982 |
|
SU1068282A1 |
| ЛЕСОПИЛЬНАЯ РАМА | 1994 |
|
RU2057005C1 |
| УЗЕЛ РЕЗАНИЯ ЛЕСОПИЛЬНОГО СТАНКА | 2014 |
|
RU2567513C1 |
| Лесопильная рама | 1983 |
|
SU1133087A1 |
| Механизм резания лесопильной рамы | 1978 |
|
SU818859A1 |
| МЕХАНИЗМ РЕЗАНИЯ ЛЕСОПИЛЬНОЙ РАМЫ | 1992 |
|
RU2036079C1 |
| УЗЕЛ РЕЗАНИЯ ЛЕСОПИЛЬНОГО СТАНКА | 2011 |
|
RU2452615C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к пилению древесины с качанием полосовых пил. Движение подачи осуществляют перемещением распиливаемой заготовки с равномерной скоростью. Главное движение выполняют в перпендикулярном направлении к вектору скорости подачи заготовки циклически возвратно-поступательным перемещением полосовых пил от кривошипно-шатунного механизма. Каждый цикл перемещения пил содержит два равных по величине хода, один из которых - рабочий ход, а другой – холостой. Полосовые пилы, установленные с уклоном, перемещают дополнительно в направлении вектора скорости подачи по эллиптической или каплевидной замкнутой кривой. Пилы вначале отводят от дна пропила заготовки, затем надвигают на заготовку, а в конце рабочего хода снова отводят от дна пропила заготовки. Во время холостого хода в начале пилы на величине главного движения пилы, равного шагу зуба, отводят от дна пропила заготовки. Далее пилы на участке холостого хода возвращают в исходное первоначальное положение. Исключается скобление зубьями пилы дна пропила. 1 з.п. ф-лы, 5 ил.
1. Способ пиления заготовок из древесины с качанием полосовых пил, в котором движение подачи осуществляется перемещением распиливаемой заготовки с равномерной скоростью, а главное движение выполняется в перпендикулярном направлении к вектору скорости подачи заготовки циклически возвратно-поступательным перемещением полосовых пил от кривошипно-шатунного механизма с радиусом кривошипа R по уравнению

где α - угол поворота кривошипа механизма перемещения пил; при этом каждый цикл перемещения пил содержит два равных по величине хода, один из которых - рабочий ход, а другой - холостой; во время рабочего хода длиной H=2×R осуществляется срезание зубьями пилы слоя древесины толщиной, практически равной подачи на зуб Sz, а во время холостого хода такой же длины, как и во время рабочего хода Н, происходит возвращение пилы в исходное первоначальное положение - начало рабочего хода; кроме того, полосовые пилы, установленные с уклоном, теоретическая величина которого равна половине перемещения заготовки за один цикл, перемещают дополнительно в направлении вектора скорости подачи ϑs по эллиптической или каплевидной замкнутой кривой, с осью симметрии относительно главного движения пил как во время рабочего, так и холостого ходов по уравнению

где r - радиус кривошипа механизма пил, мм; i - передаточное отношение механизма качания пил, отличающийся тем, что во время рабочего хода дополнительное перемещение пил осуществляется по уравнению
где S0 - перемещение заготовки за один цикл процесса пиления, мм; в результате чего траектория движения пил за рабочий ход относительно вектора скорости главного движения пил представляет собой половину восьмерки, таким образом, в начале рабочего хода пилы вначале отводятся от дна пропила заготовки, затем надвигаются на заготовку, а в конце рабочего хода снова отводят от дна пропила заготовки, а во время холостого хода в начале пилы на величине главного движения пилы, равного шагу зуба t, отводят от дна пропила заготовки по уравнению

а далее пилы на участке холостого хода от у=t до 2× R возвращают в исходное первоначальное положение цикла способа процесса, по прямой линии, определяемой по формуле

2. Способ пиления заготовок из древесины с качанием полосовых пил по п. 1, отличающийся тем, что во время холостого хода перемещение пил осуществляется по формуле

| Фонкин В.Ф | |||
| Лесопильные станки и линии, Лесная промышленность, М., 1979, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ЛЕСОПИЛЬНАЯ РАМА С ЭКСЦЕНТРИКОВЫМ МЕХАНИЗМОМ КАЧАНИЯ ПИЛЬНОЙ РАМКИ | 2014 |
|
RU2557178C1 |
| МЕХАНИЗМ КАЧАНИЯ ПИЛ ЛЕСОПИЛЬНОЙ РАМЫ | 2012 |
|
RU2547549C2 |
| US 4993299 A1, 19.02.1991 | |||
| Вафельное изделие | 2017 |
|
RU2660258C1 |

