Область техники, к которой относится изобретение
Изобретение относится к автомобильной отрасли машиностроения, а именно к способам восстановления неразборных шаровых соединений, преимущественно в элементах подвески автомобиля (рычаги, рулевые тяги, наконечники).
Уровень техники
Известны различные способы восстановления шаровых соединений, условно их можно разделить на две группы по способу получения вкладыша: механическая обработка (точение) из прутка; отливка вкладыша литьем.
Известен способ ремонта рычага управления автомобильной подвески (евразийский патент на изобретение №025060, кл. МПК B61G 7/00, B23P 19/04, F16C 11/06, опубл. 30.11.2016), содержит этапы, на которых предварительно удаляют изношенный кольцевой фланец из рычага управления, извлекают палец и очищают поверхности гнезда рычага управления, образовывают с помощью сварки простирающийся вверх кольцевой фланец к очищенной поверхности гнезда, изготавливают и устанавливают новый шаровой палец в гнездо рычага управления, причем новый шаровой палец выполняют из стали, выбирают суппорт, соответствующий типу и конфигурации рычага управления, устанавливают и закрепляют рычаг управления в суппорте, размещают суппорт в седле основания, приводят гибочный ролик в контакт с наружной поверхностью нового кольцевого фланца рычага управления, сгибают кольцевой фланец вовнутрь посредством прокатывания гибочного ролика вдоль окружности кольцевого фланца, прикладывая при этом на кольцевой фланец направленную вниз силу, и герметически изолируют тем самым шаровую головку пальца в гнезде рычага управления.
Известна технология восстановления автомобильных шаровых опор без их разборки на основе SJR-технологии («Автомобильный интернет-журнал», опубл. на интернет-странице: http://autoclub.su/remont-sharovyx-polimerom-po-metodike-sjr-kak-i-zachem/), которая заключается в том, что под предварительно выполненное отверстие в корпусе шарнирного узла, под шаровым пальцем, сверлится отверстие, через которое в данный сборный узел впрыскивается расплавленный полимер. Он застывает мгновенно и становится вкладышем, занимающим все то пространство в шаровой опоре, которое чаще всего изнашивается.
Наиболее близким по технической сущности к заявленному способу является литьевой способ восстановления Direct Casting, (производитель компания «Автосфера», Беларусь, опубл. на интернет-странице: http://autosfera.su/technology/kak-rabotaet-tehnologiya/), при котором производятся следующие действия:
1. Шаровую опору механически вскрывают, завальцовку убирают с помощью инструментов.
2. Шарнир разбирают, старый вкладыш и донную крышку утилизируют.
3. Внутреннюю поверхность корпуса очищают от грязи.
4. Шаровой палец приводят в норму либо меняют.
5. Шарнир собирают обратно без вкладыша.
6. Отверстие закрывают специально выточенной донной шайбой, которую приваривают снизу к корпусу.
7. Шарнир устанавливают на специальный станок и заливают антифрикционный полимерный вкладыш.
Недостатком известных технологий является невозможность без дополнительной предварительной подготовки восстанавливать шаровые соединения со срезом в нижней шарового пальца (см. поз. 7 на фиг. 2). Такие шаровые соединения со срезом составляют 80-90% от общего количества используемых соединений. При заливке по данной технологии без дополнительной подготовки область среза также заполняется полимером. При первых движениях пальца вкладыш немного деформируется, чтобы пропустить кромку среза, образуется дополнительный зазор на границе шар-полимер. Это снижает качество и ресурс работы шарового соединения, для исключения этого явления шаровой палец необходимо предварительно дорабатывать до сферического состояния.
2. Из-за разнообразия производителей запчастей и отсутствия единых размеров очень трудно подобрать подходящую втулку (область центровки (см. поз. 6 на фиг. 2) для установки положения шара в корпусе. Практически ее нужно изготавливать индивидуально под каждый шарнир.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка технологии, обеспечивающей простое и быстрое получение полимерных вкладышей шаровых соединений высокого качества.
Техническим результатом заявленного способа являются упрощение и снижение длительности процесса восстановления, а также повышение качества ремонта шарового соединения, увеличение срока его службы и повышение ремонтопригодности восстановленного соединения в процессе дальнейшей эксплуатации.
Указанный технический результат достигается тем, что способ восстановления полимерных вкладышей шаровых соединений включает следующие этапы: вскрывают шаровое соединение; проводят очистку соединения; палец шарового соединения восстанавливают или меняют; затем к корпусу шарового соединения присоединяют донную шайбу, имеющую резьбовое отверстие по центру под центрирующую форсунку, представляющую собой цилиндр с наружной резьбой, с одного торца которого выполнено коническое углубление, в которое устанавливается палец шаром в форсунку, и радиальные проточки для прохождения полимера, причем внутри цилиндра выполнен канал для заливки полимера; с помощью форсунки выставляют необходимое положение пальца в корпусе шарового соединения; производят заливку полимера; закладывают смазку и закрывают оставшееся отверстие донной шайбы заглушкой.
Донную шайбу с резьбовым отверстием к корпусу шарового соединения возможно присоединить с помощью сварки.
В процессе заливки возможно дополнительно охлаждать зону выхода полимера.
Заглушка отверстия донной шайбы может быть выполнена съемной.
Предложенный способ снимает вопрос с нежелательной проливкой полимера под срез шара с помощью применения центрирующей форсунки, которая при этом обеспечивает функцию центровки шара и установки глубины его положения в корпусе шарнира.
Краткое описание чертежей
На фиг. 1-2 показаны варианты конструкций восстанавливаемых шаровых соединений: а) – завальцованный низ корпуса; б) – литой низ корпуса.
На фиг. 3 показаны стадии способа восстановления полимерных вкладышей шаровых соединений.
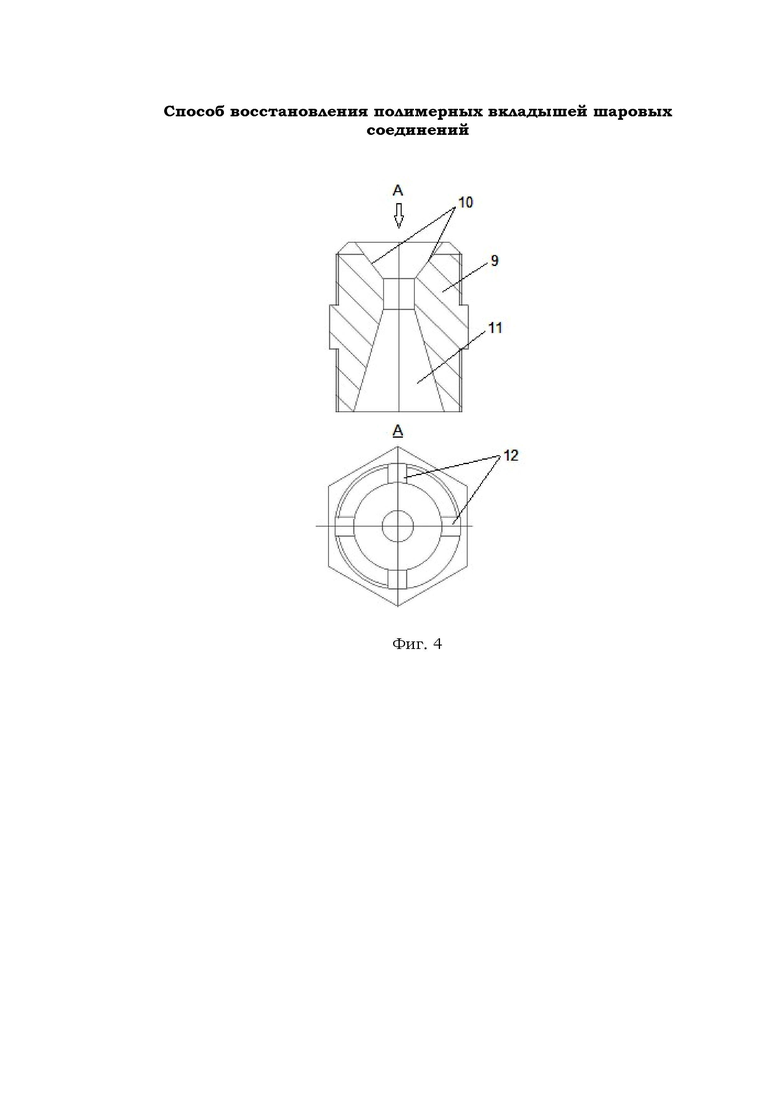
На фиг. 4 показана конструкция центрирующей форсунки «Open Cut».
На фиг. 5 представлено фото центрирующей форсунки.
На фиг. 6 представлено фото восстановленного шарового соединения.
На фигурах приняты следующие обозначения: 1 – палец шарового соединения, 2 – втулка, 3 – корпус, 4 – полимерный вкладыш, 5 – крышка, 6 – область центровки, 7 – срез шарового пальца 1; 8 – донная шайба, 9 – центрирующая форсунка, 10 – коническое углубление, 11 – канал для заливки полимера, 12 – радиальные проточки.
Осуществление изобретения
Шаровое соединение состоит из корпуса 3 со сферической выемкой и шарового пальца 1, который вращается в полимерном вкладыше 4. Существуют две конструкции самого корпуса 3 (см. фиг. 1):
1. Корпус 3 имеет снизу отверстие, закрытое и завальцованное крышкой 5 (фиг. 1а).
2. Корпус 3 имеет литой низ, отверстие выполнено сверху. Шар вставляется сверху, фиксируется завальцованной же специальной втулкой (фиг. 1б).
В обоих случаях восстановление такой опоры сводится к вскрытию корпуса 3 и замене полимерного вкладыша 4.
Способ восстановления полимерных вкладышей шаровых соединений осуществляют следующим образом (см. фиг. 3):
1. Вскрывают шаровое соединение, донную шайбу утилизируют (фиг. 3б).
2. Соединение чистят от грязи, палец 1 шарового соединения восстанавливают либо меняют. Присоединяют (например, с помощью сварки) новую донную шайбу 8 с резьбовым отверстием по центру под центрирующую форсунку 9 «Open Cut» (фиг. 3в).
3. Шаровое соединение готово к заливке. Форсункой 9 «Open Cut» выставляют нужное положение пальца 1 в корпусе 3. Поскольку от этого зависит конфигурация будущей отливки вкладыша – автоматически получают регулируемую толщину стенок полимерного вкладыша 4 (фиг. 3г).
4. После заливки получают вкладыш 4, не затронувший срез 7 шарового пальца 1 – это и дало название технологии – «Open Cut» в переводе с английского «открытый срез» (фиг. 3д).
5. Закладывают смазку и закрывают оставшееся отверстие донной шайбы 8 заглушкой (фиг. 3е). Заглушка может быть выполнена съемной, что позволяет облегчить впоследствии техническое обслуживание шарового соединения.
Центрирующая форсунка 9 «Open Cut» (см. фиг. 4, 5) представляет собой цилиндр с наружной резьбой, с одного торца которого выполнено коническое углубление 10, в которое устанавливается палец 1 шаром в форсунку 9, и радиальные проточки 12 для прохождения полимера. Внутри цилиндра выполнен канал 11 для заливки полимера. В процессе заливки полимер движется через канал 11, затем через радиальные проточки 12 и застывает, дойдя до края корпуса 3. Полимер движется с небольшой скоростью, поэтому нет необходимости в ограничителях его движения. Тем не менее, в процессе заливки возможно дополнительно охлаждать зону выхода полимера различными способами.
По центру донной шайбы 8 выполнено резьбовое отверстие для установки форсунки 9. При установке шарового соединения на станок с использованием форсунки 9 «Open Cut» для центровки достаточно создать усилие, направленное по оси пальца 1 – никаких дополнительных втулок не требуется. При этом вращением форсунки 9 устанавливают высоту подъема шарового пальца 1 из корпуса 3 и, следовательно, толщину стенок полимерного вкладыша 4.
Заявленный способ восстановления полимерных вкладышей был реализован и неоднократно опробован при шаровых соединений, на фиг. 6 представлено фото восстановленного шарового соединения, показан вид сзади со стороны центрирующей форсунки.
Таким образом, заявленный способ восстановления подтвердил следующие преимущества:
- увеличивается срок службы шарового соединения в сравнении с известными технологиями;
- значительно упрощает установку положения шарового пальца в корпусе опоры;
- позволяет контролировать состояние шарового соединения в процессе эксплуатации;
- нет необходимости в центрирующих приспособлениях;
- не нужно дорабатывать поверхность и форму шарового пальца;
- существует возможность регулировки толщины полимерного вкладыша.
Сопоставительный анализ заявляемого изобретения показал, что совокупность существенных признаков заявленного способа восстановления не известна из уровня техники и, значит, соответствует условию патентоспособности «Новизна».
В уровне техники не было выявлено признаков, совпадающих с отличительными признаками заявленного изобретения и влияющих на достижение заявленного технического результата, поэтому заявленное изобретение соответствует условию патентоспособности «Изобретательский уровень».
Приведенные сведения подтверждают возможность применения заявленного способа для восстановления шаровых соединений, может быть использовано в автомобильной отрасли машиностроения и поэтому соответствует условию патентоспособности «Промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритное устройство для восстановления полимерных вкладышей шаровых соединений | 2017 |
|
RU2659273C1 |
| Устройство для восстановления полимерных вкладышей шаровых соединений | 2017 |
|
RU2658540C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАРОВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2763809C1 |
| Шаровой шарнир | 1976 |
|
SU580376A1 |
| МАНИПУЛЯТОР | 1999 |
|
RU2167100C1 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| ШАРОВОЙ ШАРНИР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2392508C2 |
| ШАРОВАЯ ОПОРА | 2021 |
|
RU2768950C1 |
| ПОДВЕСНОЙ ИЗОЛЯТОР | 2014 |
|
RU2592645C2 |
| УСТРОЙСТВО ДЛЯ РАЗБРЫЗГИВАНИЯ ЖИДКОСТИ СЖАТЫМ ВОЗДУХОМ | 2007 |
|
RU2351130C1 |




Изобретение относится к автомобильной отрасли машиностроения, а именно к способам восстановления неразборных шаровых соединений, преимущественно в элементах подвески автомобиля (рычаги, рулевые тяги, наконечники). При восстановлении полимерных вкладышей шаровых соединений вскрывают шаровое соединение, проводят очистку соединения, палец шарового соединения восстанавливают или меняют. Затем к корпусу шарового соединения присоединяют донную шайбу, имеющую резьбовое отверстие по центру под центрирующую форсунку, представляющую собой цилиндр с наружной резьбой, с одного торца которого выполнено коническое углубление, в которое устанавливается палец шаром в форсунку, и радиальные проточки для прохождения полимера, причем внутри цилиндра выполнен канал для заливки полимера. С помощью форсунки выставляют необходимое положение пальца в корпусе шарового соединения, производят заливку полимера, закладывают смазку и закрывают оставшееся отверстие донной шайбы заглушкой. Донную шайбу с резьбовым отверстием к корпусу шарового соединения возможно присоединить с помощью сварки. В процессе заливки возможно дополнительно охлаждать зону выхода полимера. Заглушка отверстия донной шайбы может быть выполнена съемной. Технический результат: упрощение и снижение длительности процесса восстановления, повышение качества ремонта шарового соединения, увеличение срока его службы и повышение ремонтопригодности восстановленного соединения в процессе дальнейшей эксплуатации. 3 з.п. ф-лы, 5 ил.
1. Способ восстановления полимерных вкладышей шаровых соединений, включающий следующие этапы: вскрывают шаровое соединение; проводят очистку соединения; палец шарового соединения восстанавливают или меняют; затем к корпусу шарового соединения присоединяют донную шайбу, имеющую резьбовое отверстие по центру под центрирующую форсунку, представляющую собой цилиндр с наружной резьбой, с одного торца которого выполнено коническое углубление, в которое устанавливается палец шаром в форсунку, и радиальные проточки для прохождения полимера, причем внутри цилиндра выполнен канал для заливки полимера; с помощью форсунки выставляют необходимое положение пальца в корпусе шарового соединения; производят заливку полимера; закладывают смазку и закрывают оставшееся отверстие донной шайбы заглушкой.
2. Способ по п. 1, отличающийся тем, что донную шайбу с резьбовым отверстием к корпусу шарового соединения присоединяют с помощью сварки.
3. Способ по п. 1, отличающийся тем, что в процессе заливки дополнительно охлаждают зону выхода полимера.
4. Способ по п. 1, отличающийся тем, что заглушка донной шайбы выполнена съемной.
| Газовая вагранка | 1944 |
|
SU65375A1 |
| Способ восстановления подвижных соединений деталей | 1976 |
|
SU564136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1996 |
|
RU2080497C1 |
| US 3889346 A, 17.06.1975. | |||

