Область техники, к которой относится изобретение
Изобретение относится к автомобильной отрасли машиностроения, а именно к оборудованию для восстановления шаровых соединений путем заливки вкладыша непосредственно в ремонтируемом узле. Изобретение может использоваться в тех областях техники, где применяются шарнирные соединения с полимерным подшипником скольжения.
Уровень техники
Известно приспособление для ремонта рычага управления автомобильной подвески (евразийский патент на изобретение №025060, кл. МПК B61G 7/00, B23P 19/04, F16C 11/06, опубл. 30.11.2016), содержащее основание, имеющее седло, на которое установлен с возможностью вращения суппорт, устройство калибровки положения суппорта, узел гибочного ролика и роликовый механизм, включающий электромеханический механизм горизонтального позиционирования и электромеханический механизм вертикального позиционирования. Электромеханические исполнительные механизмы соединены и управляются с помощью компьютера, который выполнен с возможностью расчета алгоритма для калибровки положения суппорта и положения узла гибочного ролика для различных типов рычагов управления. Устройства калибровки суппорта и узла гибочного ролика включают в себя ручные средства управления. Приспособление выполнено с возможностью установки различных по конфигурации суппортов.
Недостатком известного приспособления является необходимость производить либо закупать индивидуальные вкладыши под различные исполнения рычагов. Причем при изготовлении вкладыша механическим способом сложно обеспечить должное качество вкладыша без точного оборудования.
Известен стенд для восстановления шаровых опор, рулевых наконечников, стоек стабилизатора SIRIUS REANIMATOR (производитель ЧП «Автостар», Украина, опубл. на интернет-странице: http://avtostar.com.ua/production/stend-dlya-vosstanovleniya-sharovih-opor-rulevih-nakonechnikov-stoek-stabilizatora-sirius-reanimator/), который содержит стол-верстак с контроллером температуры, экструдер с пневмоприводом, механизм центровки пальцев, регулятор давления, обдувочный пистолет, пистолет для мойки агрегатов под давлением, горелку и переходники.
Недостатком известного стенда является несовершенная система центровки, из-за которой:
- станок позиционируется только для безразборного способа восстановления;
- не позволяет пальцу проворачиваться при заливке;
- допускает большие смещающие усилия, уводящие палец при заливке к стенкам шарнира;
- стенд имеет большие габариты и вес;
- не предусмотрена работа на гранулированном полимере – только на стержневом.
Наиболее близким по технической сущности к заявленному устройству является станок для восстановления шаровых опор AutoSfera Shift (производитель компания «Автосфера», Беларусь, опубл. на интернет-странице: http://autosfera.su/tools/autosfera-shift/), который представляет из себя литьевую машину поршневого типа с пневматическим приводом, электронным нагревом и контролем температуры. Работает на любых термопластичных полимерных материалах (стержни, гранулы) по технологиям безразборного (SJR) и разборного восстановления (Direct Casting).
Данный станок для восстановления шаровых опор имеет следующие недостатки:
- некорректное распределение температуры вследствие подвижности экструдера снижает качество и соответственно срок службы восстановленной шаровой опоры;
- тепловые потери на зазоре между экструдером и направляющей втулке увеличивают энергопотребление процесса восстановления;
- болты крепления фланца усложняют установку и съем ремонтируемого узла;
- фланец центровки – подвесной, нагрузка с него не передается на станину напрямую, что значительно усложняет эксплуатацию станка.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является создание простого и удобного устройства для восстановления полимерных вкладышей шаровых соединений.
Техническим результатом применения предлагаемого устройства являются снижение тепловых потерь, упрощение конструкции устройства и процесса эксплуатации, повышение качества ремонта.
Указанный технический результат достигается тем, что устройство для восстановления полимерных вкладышей шаровых соединений содержит станину в виде рамы из направляющих, соединенных шпильками между упорным и концевым фланцами; промежуточный фланец, причем упорный фланец предназначен для установки в него ремонтируемого узла, концевой и промежуточный фланцы – для крепления пневмоцилиндра; элементы крепления ремонтируемого узла; подвижную каретку, свободно перемещающуюся по пазам направляющих станины; цилиндрический тигель с загрузочным отверстием и распределительной алюминиевой втулкой, на которую крепится хомутовый нагреватель, причем с одной стороны в тигель крепится форсунка, с другой входит плунжер, для скольжения которого в тигель со стороны пневмоцилиндра впрессована направляющая втулка; блок управления.
Направляющие могут быть выполнены из алюминия.
Для восстановления различных типов ремонтируемых узлов элементы крепления могут быть выполнены сменными.
Для механизации процесса движения каретки устройство может дополнительно содержать:
- поршневой пневмоцилиндр, установленный между направляющими под пневмоцилиндром;
- мембранный пневмоцилиндр и рычажный механизм;
- винтовую пару «болт-гайка».
Блок управления может содержать электронную схему поддержания заданной температуры с помощью температурного контроллера и термопары.
Для управления движением штока пневмоцилиндра блок управления может содержать регулятор давления с манометром и пневмораспределителем.
Снижение тепловых потерь и более равномерный нагрев, быстрый и удобный съем и установка ремонтируемого узла, упрощение загрузки полимера в стержнях (без снятия форсунки) обеспечиваются за счет того, что узел нагрева поставлен на подвижную каретку и передвигается по направляющим, предпочтительно изготовленным из алюминиевого профиля.
За счет встраивания в станину упорного фланца и центровки ремонтируемого узла нагрузка передается сразу на станину и болты не мешают креплению.
Плунжерная система подачи обеспечивает стабильную работу устройства и невозможность заклинивания поршня пневмоцилиндра.
Краткое описание чертежей
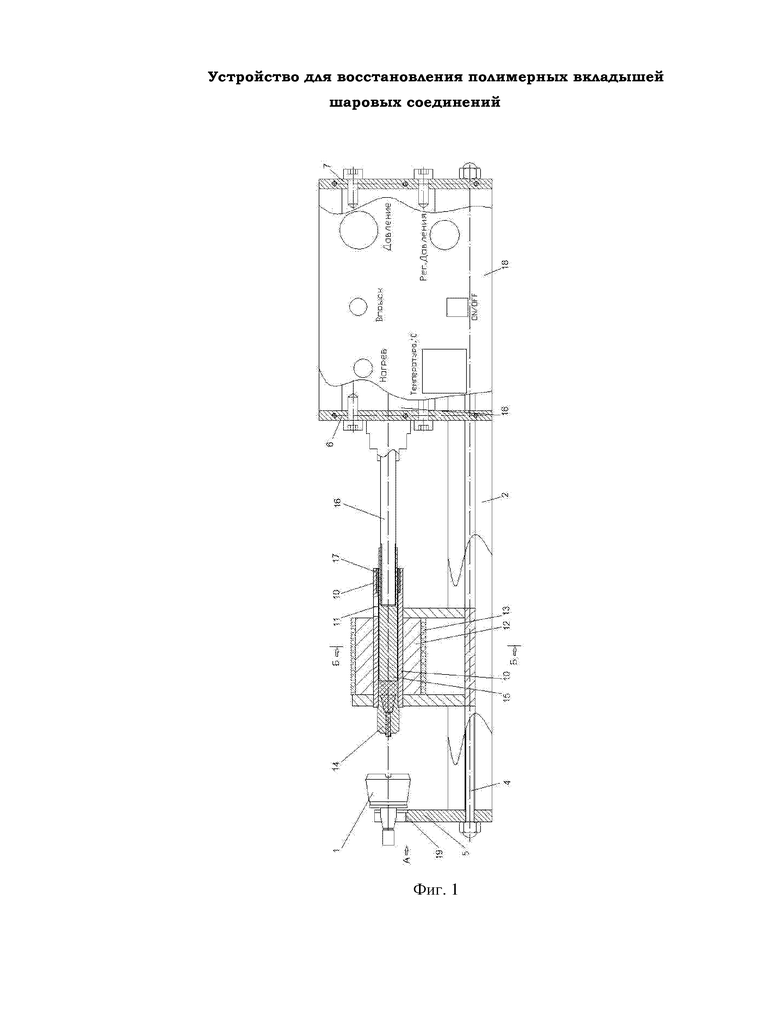
На фиг. 1 показана конструкция общего вида устройства для восстановления полимерных вкладышей шаровых соединений.
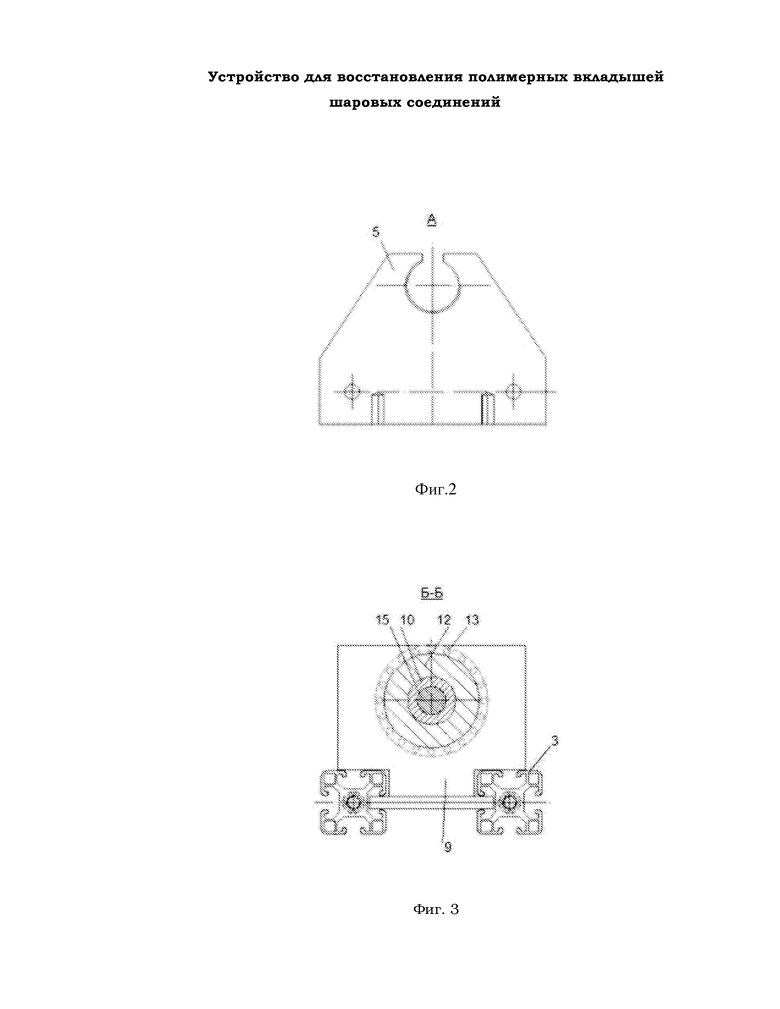
На фиг. 2 показана конструкция упорного фланца устройства, вид А.
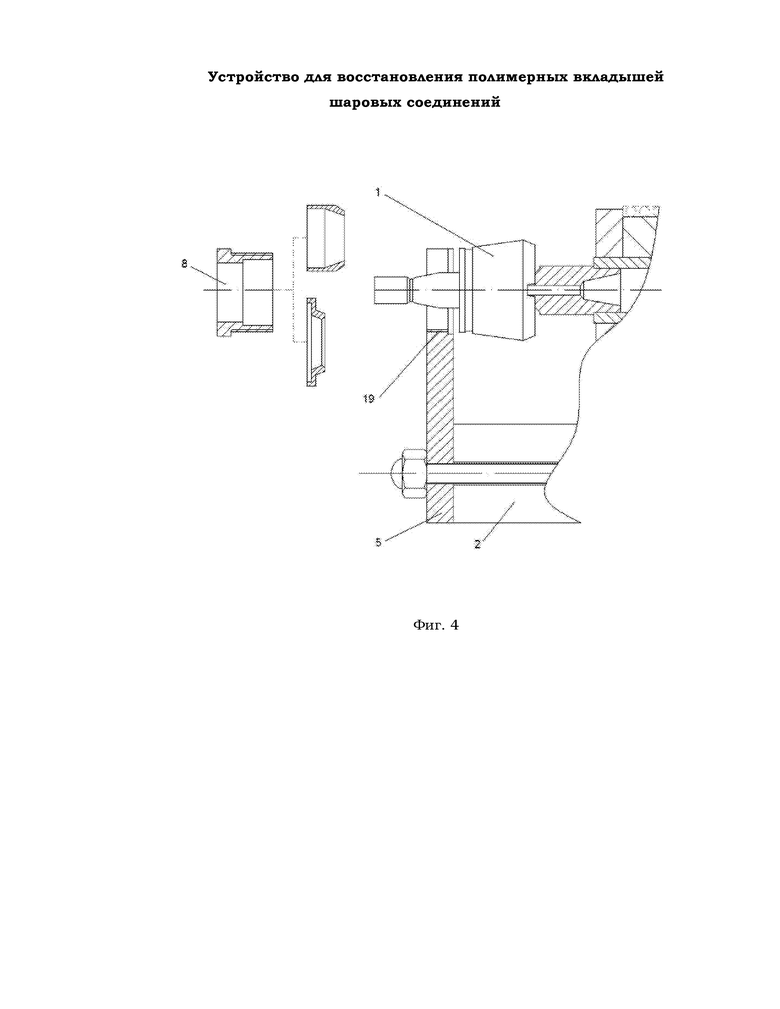
На фиг. 3 показан разрез Б-Б подвижной каретки устройства.
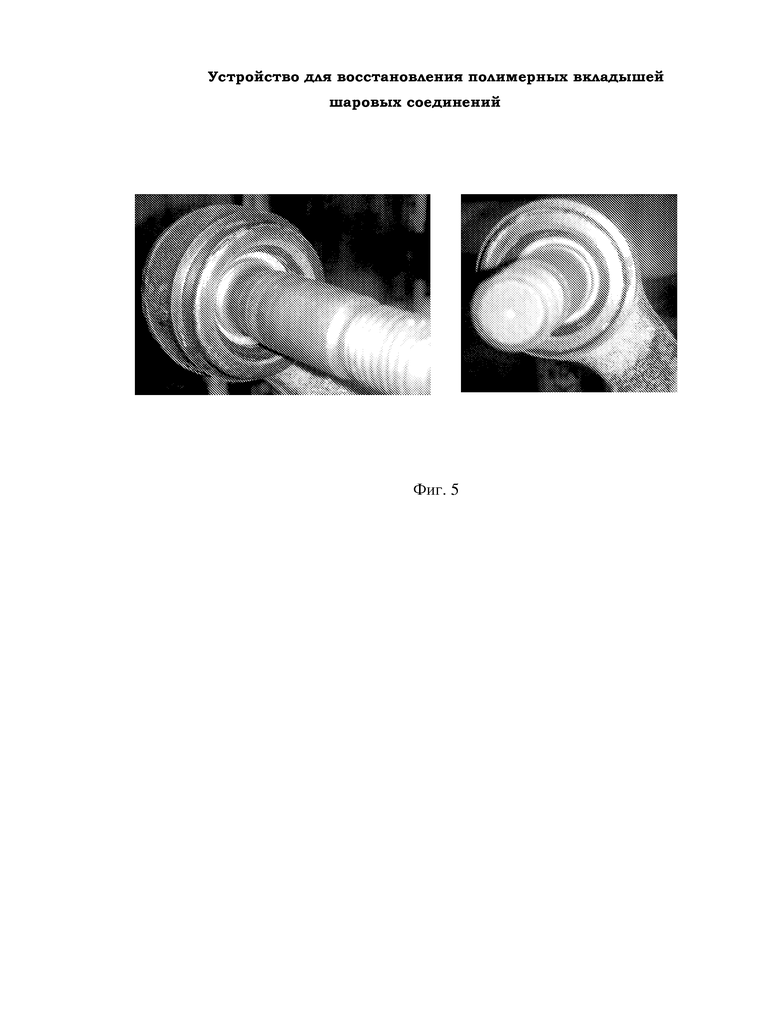
На фиг. 4 показана схема установки ремонтируемого узла (шаровой опоры) в устройство для восстановления полимерных вкладышей шаровых соединений.
На фиг. 5 представлено фото ремонтируемого узла после процесса восстановления.
На фигурах приняты следующие обозначения: 1 - ремонтируемый узел, 2 – станина, 3 – направляющие, 4 – шпильки, 5 – упорный фланец, 6 – промежуточный фланец, 7 – концевой фланец, 8 – элементы крепления узла 1, 9 – подвижная каретка, 10 – цилиндрический тигель с загрузочным отверстием 11, 12 – распределительная втулка, 13 – хомутовый нагреватель, 14 – форсунка, 15 – плунжер, 16 – пневмоцилиндр, 17 – направляющая втулка пневмоцилиндра 16, 18 – блок управления, 19 – отверстие центровки элементов крепления 8.
Осуществление изобретения
Устройство для восстановления полимерных вкладышей шаровых соединений содержит станину 2, направляющие 3, шпильки 4, упорный 5, промежуточный 6 и концевой 7 фланцы, элементы крепления 8, подвижную каретку 9, цилиндрический тигель 10 с загрузочным отверстием 11, распределительную втулку 12, хомутовый нагреватель 13, форсунку 14, плунжер 15, пневмоцилиндр 16 с направляющей втулкой 17, блок управления 18.
Ремонтируемый узел 1 представляет собой шаровую опору, которая состоит из пальца с шаром и корпуса со сферической выемкой с полимерным вкладышем.
Станина 2 выполнена в виде рамы из направляющих 3, соединенных шпильками 4 между двумя фланцами: упорным 5 и концевым 7. Концевой фланец 7 помимо этого служит для крепления пневмоцилиндра 16, а упорный фланец 5 – для установки в него ремонтируемого узла 1.
Направляющие 3 могут быть выполнены из металла, например, из прочного и легкого алюминия.
Промежуточный фланец 6 предназначен для крепления пневмоцилиндра 16, но он не прикреплен к направляющим 3 рамы.
Элементы крепления 8 могут быть выполнены в виде втулок, колец и т.п. и предназначены для крепления ремонтируемого узла 1 и центровки положения шарового пальца относительно корпуса шаровой опоры. Для ремонта и восстановления различных типов узлов 1 элементы крепления 8 выполнены сменными.
Цилиндрический тигель 10 с загрузочным отверстием 11 предназначен для плавления полимера и снабжен распределительной втулкой 12 для равномерного прогрева полимера по всему объему. Втулка 12 выполнена из алюминия, так как данный металл имеет высокую теплопроводность. На втулку 12 крепится хомутовый (кольцевой) электронагреватель 13. С одной стороны в тигель 10 крепится форсунка 14, с другой входит плунжер 15, которым пневмоцилиндр 16 и передает давление на полимер. Для скольжения плунжера 15 в тигель 10 со стороны пневмоцилиндра 16 впрессована направляющая втулка 17.
Элементы, обеспечивающие нагрев, собраны в единый блок – подвижную каретку 9, которая может свободно перемещаться по пазам направляющих 3 станины 2. Двигать подвижную каретку 9 возможно вручную, кроме того, при наличии внутри цилиндрического тигля 10 полимера – пневмоцилиндром 16 устройства. Возможна механизация этого процесса несколькими способами:
- дополнительным поршневым пневмоцилиндром, установленным между направляющими 3 под основным пневмоцилиндром 16;
- дополнительно установленным большим мембранным пневмоцилиндром с высоким усилием через рычажный механизм;
- винтовой парой «болт-гайка», вращая болт вручную.
Элементы блока управления 18 могут быть врезаны в декоративную панель, которая крепится болтами к фланцам 6 и 7, к которым прикреплен пневмоцилиндр 16. Может быть также предусмотрена электронная схема поддержания заданной температуры с помощью температурного контроллера и термопары и пневматическая – для управления движением штока пневмоцилиндра – регулятор давления с манометром и пневмораспределителем.
Устройство для восстановления полимерных вкладышей шаровых соединений работает следующим образом.
Устройство необходимо подключить к энергоносителям: электроэнергия 220В и пневмолиния давлением 6-8 атм. Расходный полимер в гранулах засыпается через загрузочное отверстие 11 в задней части тигля 10. Если используется расходный полимер в стержне, то он закладывается с тыльной стороны тигля 10 при отведенном пневмоцилиндре 16 либо со стороны форсунки 14. Включают нагреватель 13, он начинает разогревать тигель 10, а по достижении заданной температуры (задается с учетом вида используемого полимера) – поддерживать ее величину постоянной с гистерезисом в 1-2°С. Полимер в тигле 10 расплавляется. Устанавливают подготовленный к восстановлению узел 1 на устройство – просто упирают его пальцем ремонтируемого узла 1 наружу в упорный фланец 5 и прижимают подвижной кареткой 9. При необходимости, устанавливают съемные элементы крепления 8 и выставляют (центруют) положение пальца относительно корпуса узла 1. Затем включают впрыск. Каретка 9 перемещается под действием поршня пневмоцилиндра 16, прижимает узел 1 к упорному фланцу 5, поршень тигля 10 начинает давить на расплавленный полимер, который под воздействием давления перетекает в ремонтируемый узел 1. В процессе узел 1 можно дополнительно прогреть горелкой до температуры 70-90°С для лучшего прохождения полимера. Расплавленный полимер заполнит пустоты шарового соединения и сформируется во вкладыш, в котором вращается палец шарового соединения узла 1. В процессе можно использовать охлаждение отдельных частей или всего узла от внешних источников – продувку сжатым воздухом, проливание водой из пульверизатора или эжектора. После полимеризации шток пневмоцилиндра 16 отодвигают, каретка 9 отъезжает и ремонтируемый узел 1 снимают с устройства.
Описанное выше устройство существует в материальном виде, на фиг. 5 представлено фото результата его работы.
Таким образом, заявленное устройство имеет простую конструкцию и обеспечивает снижение тепловых потерь, упрощение процесса эксплуатации и повышение качества восстановления ремонтируемого узла.
Сопоставительный анализ заявляемого изобретения показал, что совокупность существенных признаков заявленного устройства не известна из уровня техники и, значит, соответствует условию патентоспособности «Новизна».
В уровне техники не было выявлено признаков, совпадающих с отличительными признаками заявленного изобретения и влияющих на достижение заявленного технического результата, поэтому заявленное изобретение соответствует условию патентоспособности «Изобретательский уровень».
Приведенные сведения подтверждают возможность применения заявленного устройства для восстановления шаровых соединений путем заливки вкладыша непосредственно в ремонтируемом узле и может быть использовано в автомобильной отрасли машиностроения, и поэтому соответствует условию патентоспособности «Промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритное устройство для восстановления полимерных вкладышей шаровых соединений | 2017 |
|
RU2659273C1 |
| Способ восстановления полимерных вкладышей шаровых соединений | 2017 |
|
RU2659337C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАРОВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2763809C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| ЗАТВОР КОНЦЕВОЙ БАЙОНЕТНЫЙ | 2009 |
|
RU2418218C1 |
| С5ОЮЗНАЯ | 1973 |
|
SU389880A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| УСТРОЙСТВО ЗАТВОРНОЕ ДЛЯ ИСПЫТАТЕЛЬНОЙ КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ | 2015 |
|
RU2596680C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
Изобретение относится к оборудованию для восстановления шаровых соединений путем заливки вкладыша непосредственно в ремонтируемом узле. Устройство содержит станину в виде рамы из направляющих, соединенных шпильками между упорным и концевым фланцами; промежуточный фланец, причем упорный фланец предназначен для установки в него ремонтируемого узла, концевой и промежуточный фланцы – для крепления пневмоцилиндра; элементы крепления ремонтируемого узла; подвижную каретку, свободно перемещающуюся по пазам направляющих станины; цилиндрический тигель с загрузочным отверстием и распределительной алюминиевой втулкой, на которую крепится хомутовый нагреватель, причем с одной стороны в тигель крепится форсунка, с другой входит плунжер, для скольжения которого в тигель со стороны пневмоцилиндра впрессована направляющая втулка; блок управления. Направляющие могут быть выполнены из алюминия. Для восстановления различных типов ремонтируемых узлов элементы крепления могут быть выполнены сменными. Для механизации процесса движения каретки устройство может дополнительно содержать: поршневой пневмоцилиндр, установленный между направляющими под пневмоцилиндром; мембранный пневмоцилиндр и рычажный механизм; винтовую пару «болт-гайка». Блок управления может содержать электронную схему поддержания заданной температуры с помощью температурного контроллера и термопары. Для управления движением штока пневмоцилиндра блок управления может содержать регулятор давления с манометром и пневмораспределителем. Технический результат: снижение тепловых потерь, упрощение конструкции устройства и процесса эксплуатации, повышение качества ремонта. 7 з.п. ф-лы, 5 ил.
1. Устройство для восстановления полимерных вкладышей шаровых соединений, содержащее станину в виде рамы из направляющих, соединенных шпильками между упорным и концевым фланцами; промежуточный фланец, причем упорный фланец предназначен для установки в него ремонтируемого узла, концевой и промежуточный фланцы – для крепления пневмоцилиндра; элементы крепления ремонтируемого узла; подвижную каретку, свободно перемещающуюся по пазам направляющих станины; цилиндрический тигель с загрузочным отверстием и распределительной алюминиевой втулкой, на которую крепится хомутовый нагреватель, причем с одной стороны в тигель крепится форсунка, с другой входит плунжер для скольжения которого в тигель со стороны пневмоцилиндра впрессована направляющая втулка; блок управления.
2. Устройство по п. 1, отличающееся тем, что направляющие выполнены из алюминия.
3. Устройство по п. 1, отличающееся тем, что для восстановления различных типов ремонтируемых узлов элементы крепления выполнены сменными.
4. Устройство по п. 1, отличающееся тем, что для механизации процесса движения каретки устройство дополнительно содержит поршневой пневмоцилиндр, установленный между направляющими под пневмоцилиндром.
5. Устройство по п. 1, отличающееся тем, что для механизации процесса движения каретки устройство дополнительно содержит мембранный пневмоцилиндр и рычажный механизм.
6. Устройство по п. 1, отличающееся тем, что для механизации процесса движения каретки устройство дополнительно содержит винтовую пару «болт-гайка».
7. Устройство по п. 1, отличающееся тем, что блок управления содержит электронную схему поддержания заданной температуры с помощью температурного контроллера и термопары.
8. Устройство по п. 1, отличающееся тем, что для управления движением штока пневмоцилиндра блок управления содержит регулятор давления с манометром и пневмораспределителем.
| Газовая вагранка | 1944 |
|
SU65375A1 |
| Способ восстановления подвижных соединений деталей | 1976 |
|
SU564136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1996 |
|
RU2080497C1 |
| US 3889346 A, 17.06.1975. | |||

