Изобретение относится к соединению усилительных вставок при помощи полимерного материала. В частности, усилительные вставки соединяют только при помощи по меньшей мере частично покрывающего их полимерного материала.
В частности, заявленное соединение является частью передней технической стороны автотранспортного средства, в частности, ее нижней частью.
В данной области «передней технической стороной» (ПТС) называют конструкцию, которая находится спереди моторного блока и которая предназначена для крепления на ней различных органов, в первую очередь радиатора моторного блока. ПТС может иметь самые разные формы. В некоторых случаях она сведена к простой поперечной балке. В других случаях она представляет собой раму более или менее сложной формы, включающую в себя «охлаждающий отсек». Этим термином обозначают все элементы, необходимые для охлаждения двигателя, иногда установленные друг на друге в виде слоев или частично расположенные друг над другом. Обычно охлаждающий отсек включает в себя водяной радиатор охлаждения двигателя, в случае необходимости, теплообменник воздух-воздух (охладитель воздуха наддува - ОВН) и конденсатор. Кроме того, ПТС выполняет различные функции, такие как крепление упоров капота, крепление замка капота или скобы замка капота, и т.д.
Чтобы получить выигрыш в компактности и в массе, некоторые ПТС образуют раму, полученную путем соединения двух поперечин вертикальными стойками, причем эта рама содержит усилительные вставки, по меньшей мере частично покрытые полимерным материалом.
Для обеспечения жесткости такой рамы усилительные вставки необходимо скрепить друг с другом. Это скрепление можно осуществить перед нанесением на вставки полимерного материала, например, посредством сварки, при помощи винтов или заклепок, или после нанесения на вставки полимерного материала, как правило, при помощи винтов или заклепок. Однако эти операции крепления требуют осуществления операций позиционирования и крепления, которые усложняют процесс соединения и повышают стоимость соединения.
Некоторые решения состоят в создании зоны перекрывания и заделки вставок перед их покрытием полимерным материалом. Это решение позволяет получить прочное соединение без операции сварки, завинчивания или клепки, но приводит к объемному и тяжелому соединению.
Согласно другим решениям, выполняют конструкцию из двух отдельных частей, нижней и верхней, при этом каждая часть содержит участки вертикальных стоек. Однако такое соединение является объемным, и обе части не соединены между собой.
Наконец, другое решение состоит в позиционировании вставок таким образом, чтобы они не соприкасались друг с другом, и в их покрытии полимерным материалом. Механическая прочность такого соединения зависит только от полимерного материала, соединяющего вставки, и является относительно ограниченной.
Таким образом, существует потребность в надежном и легком соединении усилительных вставок, которое можно осуществлять просто и с небольшими затратами.
Изобретение призвано решить эти проблемы и предложить соединение первой продольной усилительной вставки и второй продольной усилительной вставки при помощи по меньшей мере частично покрывающего их полимерного материала, при этом каждая усилительная вставка имеет открытое вогнутое поперечное сечение, в частности, по существу в виде U или в виде Ω, при этом продольные направления указанных усилительных вставок являются по существу перпендикулярными, причем, согласно изобретению,
(а) край конца первой усилительной вставки опирается, в частности, опирается напрямую на вторую усилительную вставку с ее выпуклой стороны вдоль части края сквозного отверстия, выполненного в указанной второй усилительной вставке, или
(b) конец первой усилительной вставки сажают внутрь указанного сквозного отверстия указанной второй усилительной вставки с ее выпуклой стороны, при этом указанный конец входит в контакт с частью края указанного отверстия,
при этом указанное отверстие имеет форму и размер, идентичные или по существу идентичные форме и размеру поперечного сечения указанного конца первой усилительной вставки, при этом указанные усилительные вставки по меньшей мере частично покрывает полимерный материал на уровне их стыка, образуя по меньшей мере один усилительный элемент, при этом указанный усилительный элемент имеет по существу L-образную форму, первая полка которой проходит от первой усилительной вставки над указанным отверстием и вторая полка которой проходит от первой полки и доходит до части края указанного отверстия, отличной от части края, вдоль которой опирается и входит в контакт первая усилительная вставка.
Преимуществом такого соединения является его прочность, оно не требует предварительного соединения усилительных вставок при помощи винтов, сварки, заклепок или других средств или перекрывания соединяемых усилительных вставок. Иначе говоря, вставки соединены между собой только полимерным материалом, оставаясь при этом в прямом контакте. Это позволяет получить выигрыш во времени при монтаже и выигрыш в весе конструкции.
Усилительные вставки могут быть металлическими или из полимерного материала. Например, усилительные вставки могут быть выполнены из алюминия, из сплава на основе алюминия или из стали, в частности, из нержавеющей стали. Они могут быть также выполнены из полипропилена или из полиамида, возможно, усиленного, например, стекловолокнами, углеродными или другими волокнами, или из любого другого полимерного материала, обладающего необходимой жесткостью.
Полимерный материал, по меньшей мере частично покрывающий усилительные вставки, тоже может быть полипропиленом или полиамидом.
Предпочтительно усилительные вставки могут быть образованы плоскими или по существу плоскими стенками, соединенными друг с другом вдоль продольного края. Это позволяет легко выполнять прочные вставки. Так, усилительная вставка по существу U-образной формы может быть образована тремя плоскими или по существу плоскими стенками, попарно соединенными друг с другом, предпочтительно под прямым углом или по существу под прямым углом. Усилительная вставка по существу в виде Ω может быть образована тремя плоскими или по существу плоскими стенками, попарно соединенными друг с другом, предпочтительно под прямым углом или по существу под прямым углом, при этом две концевые стенки содержат на свободном продольном крае продольный бортик, перпендикулярный или по существу перпендикулярный к стенке, с которой он неподвижно соединен.
Предпочтительно, чтобы упростить выполнение соединения, можно предусмотреть только один усилительный элемент, который проходит, например, вдоль всей части края отверстия, отличной от части края, вдоль которой опирается или входит в контакт первая усилительная вставка.
В частности, усилительный элемент может быть неподвижно соединен с плоской стороной первой усилительной вставки, например, со стороной стенки дна U-образного или Ω-образного сечения.
Отверстие может иметь форму четырехугольника, например, прямоугольника, однако можно предусмотреть и другие формы.
Кроме того, заявленное соединение может иметь один или несколько следующих отличительных признаков:
- Каждая полка указанного по меньшей мере одного усилительного элемента проходит параллельно продольному направлению усилительной вставки, с которой она не соединена. Это позволяет повысить прочность опорной конструкции на уровне стыка усилительных вставок.
- Полка указанного усилительного элемента, доходящая до части края указанного отверстия, проходит через отверстие и заходит за его пределы. Это тоже позволяет улучшить прочность усилительной конструкции на уровне стыка усилительных вставок.
- Полимерный материал образует по меньшей мере одно ребро жесткости, проходящее от части края отверстия, вдоль которой первая усилительная вставка опирается или входит в контакт, в продолжении первой усилительной вставки, в частности, в продолжении слоя полимера, покрывающего первую усилительную вставку вблизи ее стыка со второй усилительной вставкой, через отверстие и за его пределы. Это позволяет повысить прочность соединения за счет сокращений разрывов инерции. В частности, ребра могут проходить по всей высоте вогнутости, образованной второй усилительной вставкой.
- Полимерный материал образует перекрестные ребра жесткости по меньшей мере на одной из сторон по меньшей мере одной усилительной вставки, при этом указанные ребра жесткости проходят по существу перпендикулярно к продольному направлению указанной усилительной вставки и по существу параллельно продольному направлению другой усилительной вставки. Такие ребра тоже участвуют в повышении стойкости к усилиям усилительной конструкции. В частности, эти перекрестные ребра могут быть неподвижно соединены с плоской стороной усилительной вставки, например, со стороной стенки дна U-образного или Ω-образного сечения, и могут проходить по существу перпендикулярно к этой стенке дна.
- Концевая часть первой усилительной вставки, имеющая указанный край, опирающийся на вторую усилительную вставку, или указанный посаженный конец, имеет наклон относительно продольного направления указанной первой усилительной вставки, при этом полка усилительного элемента, доходящая до указанной части края отверстия, проходит параллельно продольному направлению первой усилительной вставки в продолжении ее стенки. Такая конфигурация позволяет повысить надежность соединения за счет сокращения разрывов инерции. Предпочтительно рассматриваемая стенка может быть стенкой дна U-образного или Ω-образного сечения.
- Одно или несколько ребер жесткости проходят параллельно или по существу параллельно продольному направлению первой усилительной вставки внутри вогнутости, образованной второй усилительной вставкой, напротив указанного отверстия, в частности, между противоположными краями отверстия. Это тоже позволяет повысить прочность соединения на уровне стыка усилительных вставок, в частности, уменьшить риски деформации второй усилительной вставки на уровне стыка.
Объектом изобретения является также передняя техническая сторона автотранспортного средства, содержащая по меньшей мере одно заявленное соединение, в которой вторая усилительная вставка образует горизонтальную, в частности, нижнюю поперечину, и первая усилительная вставка образует вертикальную стойку. В частности, другая первая усилительная вставка может образовать вторую вертикальную стойку ПТС, соединенную с той же второй усилительной вставкой, что и первая усилительная вставка. При этом вторая усилительная вставка имеет второе отверстие, подобное описанному выше отверстию, для соединения другой первой усилительной вставки. В варианте ПТС может содержать другую горизонтальную, в частности, верхнюю поперечину, точно так же соединенную с двумя первыми вертикальными усилительными вставками.
Объектом изобретения является также способ получения заявленного соединения, причем это соединение содержит по меньшей мере одну первую продольную усилительную вставку и по меньшей мере одну вторую продольную усилительную вставку, при этом каждая усилительная вставка имеет открытое вогнутое поперечное сечение, в частности, по существу в виде U или Ω, при этом указанный способ содержит:
(i) этап позиционирования указанных усилительных вставок в пресс-форме, на котором усилительные вставки располагают таким образом, чтобы их продольные направления были по существу перпендикулярными, и во время которого:
(a) край конца первой усилительной вставки прижимают ко второй усилительной вставке, в частности, непосредственно ко второй усилительной вставке с ее выпуклой стороны вдоль части края сквозного отверстия указанной второй усилительной вставки, или
(b) конец первой усилительной вставки сажают внутрь указанного сквозного отверстия второй усилительной вставки с ее выпуклой стороны, при этом указанный конец входит в контакт с частью края указанного отверстия,
при этом указанное отверстие имеет форму и размер, идентичные или по существу идентичные форме и размеру поперечного сечения первой усилительной вставки,
(ii) этап нагнетания полимерного материала внутрь пресс-формы, во время которого полимерный материал покрывает по меньшей мере частично указанные усилительные вставки по меньшей мере на уровне их стыка и образует по меньшей мере один усилительный элемент, соединяющий обе усилительные вставки, при этом указанный усилительный элемент имеет по существу L-образную форму, первая полка которой проходит от первой усилительной вставки над отверстием и вторая полка которой проходит от первой полки и доходит до части края указанного отверстия, отличной от части края, вдоль которой опирается или входит в контакт первая вставка.
Таким образом, заявленное соединение является исключительно простым в реализации, поскольку этап нагнетания позволяет осуществлять одновременно нагнетание полимерного материала и соединение усилительных вставок и не требует предварительных или последующих отдельных этапов соединения усилительных вставок.
Предпочтительно во время первого этапа (i) усилительные вставки можно расположить в первой части пресс-формы в первом направлении, перпендикулярном к продольным направлениям первой и второй усилительных вставок, затем вторую часть пресс-формы прижимают к первой части пресс-формы в указанном первом направлении, и третью часть пресс-формы прижимают с вогнутой стороны второй усилительной вставки к первой и второй частям пресс-формы во втором направлении, параллельном продольному направлению первой усилительной вставки, при этом указанная третья часть пресс-формы содержит часть, проходящую через отверстие второй усилительной вставки, для формирования указанного усилительного элемента.
- после этапа нагнетания (ii) первую и вторую части пресс-формы отделяют друг от друга раздвигающим движением, параллельным указанному первому направлению, и третью часть пресс-формы снимают раздвигающим движением, параллельным указанному второму направлению.
Таким образом, можно легко получить заявленное соединение при помощи простых движений пресс-формы.
Далее изобретение будет описано со ссылками на прилагаемые неограничивающие чертежи.
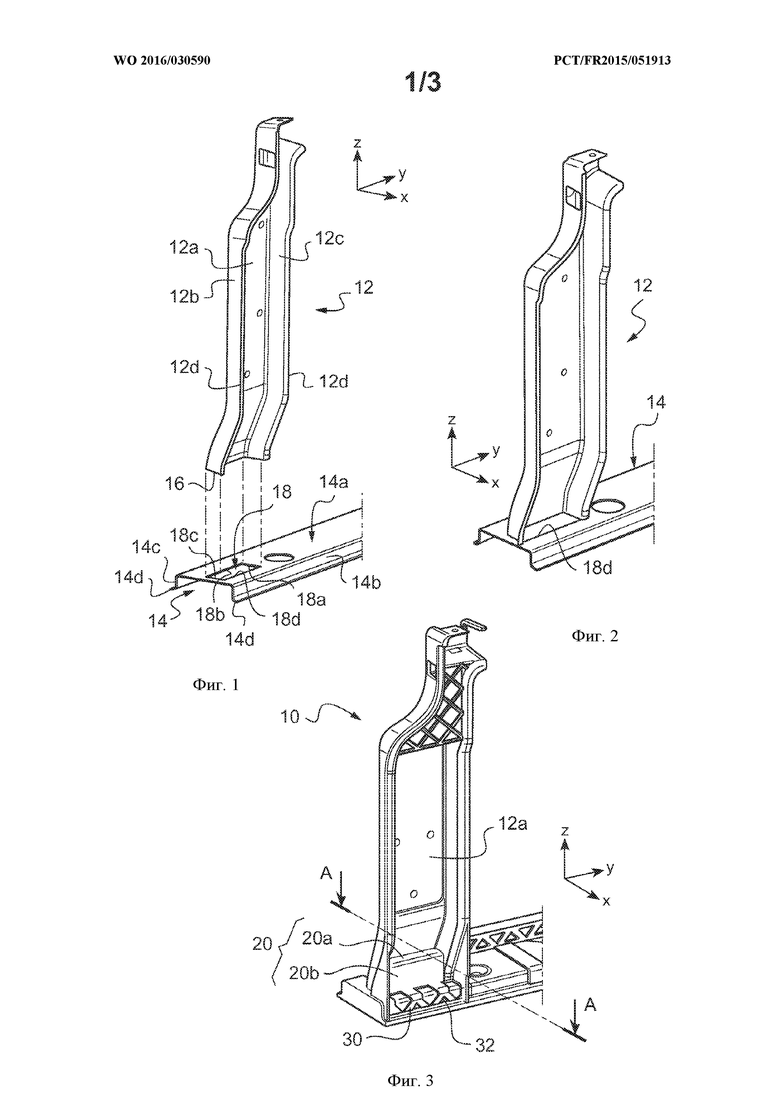
На фиг. 1 частично показаны усилительные вставки заявленного соединения перед их относительным позиционированием, вид в перспективе;
на фиг. 2 частично показаны усилительные вставки, изображенные на фиг. 1, готовые для частичного покрытия полимерным материалом, вид в перспективе;
на фиг. 3 частично показано полученное соединение, образованное вставками, изображенными на фиг. 1 и 2, вид в перспективе;
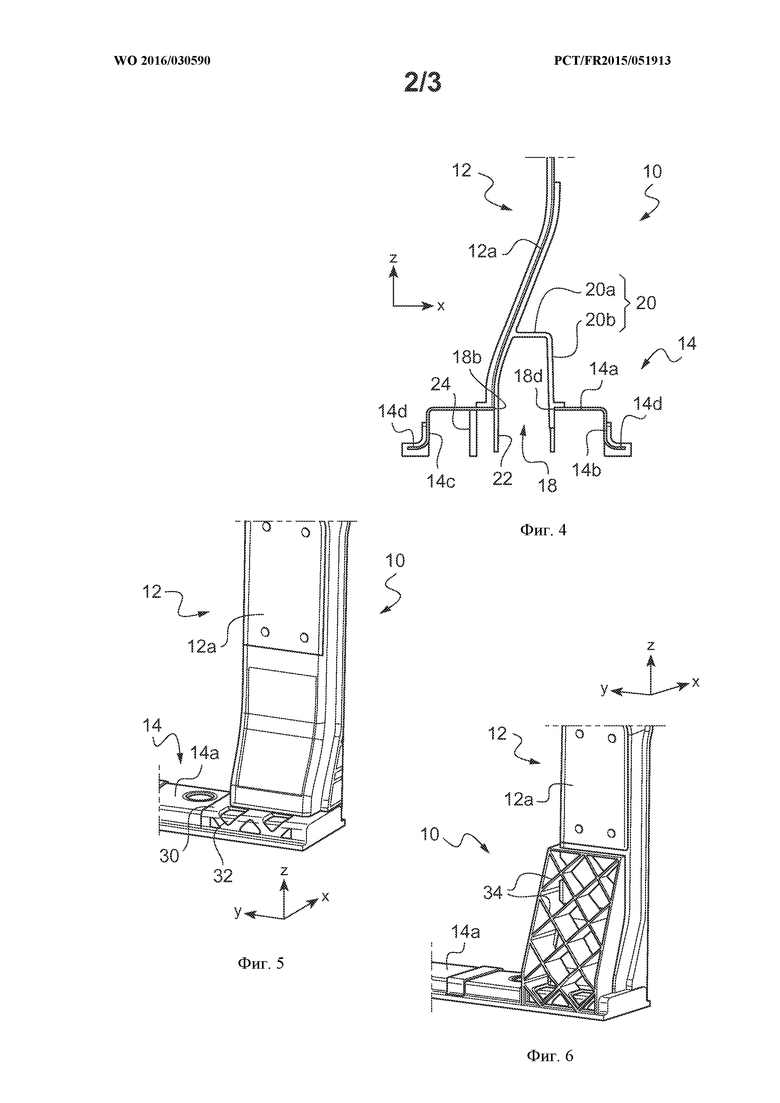
на фиг. 4 показан вид в сечении этого соединения по линии А-А фиг. 3;
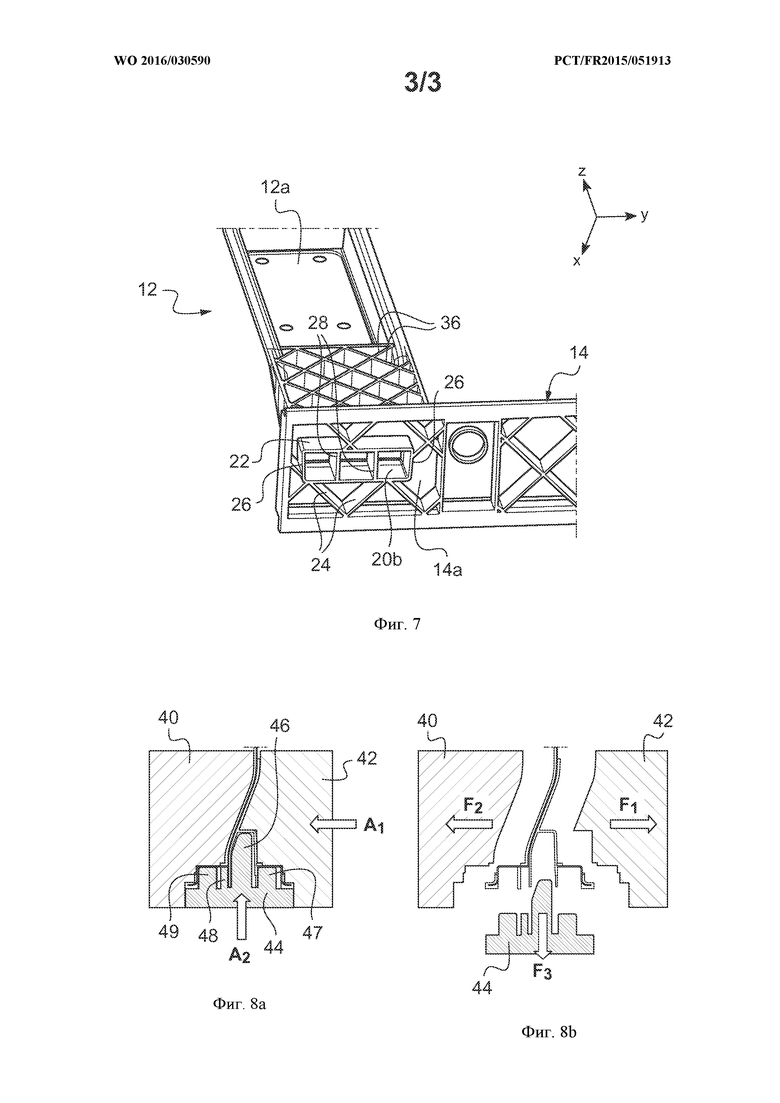
на фиг. 5-7 частично показано соединение согласно другим вариантам осуществления изобретения на уровне стыка двух усилительных вставок, виды в перспективе;
на фиг. 8а и 8b показаны части пресс-формы, используемой для получения соединения согласно варианту осуществления изобретения, вид в сечении.
На фигурах одни и те же элементы имеют одинаковые обозначения.
В настоящем описании термины «передний», «задний», «верхний», «нижний» следует рассматривать относительно переднего и заднего направлений транспортного средства, когда соединение смонтировано на транспортном средстве. Оси Х, Y, Z соответствуют продольной (спереди назад), поперечной и вертикальной осям транспортного средства.
Под выражением «по существу горизонтальный, продольный или вертикальный» следует понимать направление/плоскость, образующие угол не более ±20°, даже не более 10° или не более 5° с горизонтальным, продольным или вертикальным направлением/плоскостью.
Под выражением «по существу параллельный, перпендикулярный или под прямым углом» следует понимать направление/угол, отличающийся не более чем на ±20°, даже не более чем на 10° или не более чем на 5° от параллельного, перпендикулярного направления или от прямого угла.
На фиг. 1 показана первая продольная усилительная вставка 12, расположенная вертикально, и вторая продольная усилительная вставка 14, расположенная горизонтально. Как показано на этой фигуре, продольные направления этих усилительных вставок 12, 14 являются перпендикулярными. Первая и вторая усилительные вставки 12, 14 позволяют реализовать описанное ниже соединение 10 согласно варианту осуществления изобретения.
В варианте осуществления, показанном на фиг. 1-4, край 16 конца первой вставки 12 прилегает ко второй усилительной вставке 14 с ее выпуклой стороны вдоль части края сквозного отверстия 18, выполненного в этой второй усилительной вставке 14.
Каждая усилительная вставка 12, 14 имеет открытое вогнутое поперечное сечение. В данном случае речь идет по существу о Ω-образной форме, образованной двумя плоскими стенками. Иначе говоря, усилительная вставка образована несколькими плоскими стенками, соединенными между собой продольным краем, с поперечным сечением, подобным Ω.
Так, первая вставка 12 содержит стенку 12а дна и две боковые стенки 12b, 12с с двух сторон от стенки 12а дна. Каждая из этих боковых стенок 12b, 12с имеет бортик 12d, проходящий параллельно стенке 12а дна снаружи вставки. Аналогично, вторая вставка 14 содержит плоскую стенку 14а дна, обрамленную двумя боковыми стенками 14b, 14с, причем каждая из этих боковых стенок 14b, 14с имеет бортик 14d, направленный наружу вставки.
В представленном примере стенка 12а дна первой усилительной вставки 12 расположена перпендикулярно к стенке 14а дна второй усилительной вставки 14 и параллельно продольному направлению второй усилительной вставки 14. Это расположение позволяет уменьшить габарит соединения первой и второй усилительных вставок.
Кроме того, вторая усилительная вставка 14 содержит отверстие 18, форма и размер которого идентичны форме и размерам поперечного сечения первой усилительной вставки 12. В данном случае это отверстие 18 имеет прямоугольную форму, по существу соответствующее сечению стенок дна и боковых стенок 12а, 12b, 12с первой усилительной вставки 12.
Таким образом, край 16 первой усилительной вставки 12 можно прижать (непосредственно) к части края отверстия 18, а именно в данном случае трех из краев 18а, 18b, 18с прямоугольного отверстия 18.
Это показано на фиг. 2, на которой видно, что край 16 первой вставки 12 прилегает к краям 18а, 18b, 18с отверстия 18, при этом четвертый край 18d отверстия остается свободным.
Как показано на фиг. 3, соединение 10, содержащее первую усилительную вставку 12 и вторую усилительную вставку 14, частично покрыто полимерным материалом. Этот полимерный материал позволяет, в частности, повысить жесткость усилительных вставок 12 и 14, а также обеспечивает соединение этих вставок.
В частности, согласно изобретению, полимерный материал образует на уровне стыка первой и второй усилительных вставок 12 и 14 усилительный элемент 20, имеющий по существу L-образную форму. Первая полка 20а этого усилительного элемента 20 проходит от первой усилительной вставки 12 над отверстием 18, и вторая полка 20b этого усилительного элемента 20 проходит от первой полки 20а и доходит до части края отверстия 18. В примере, представленном на фиг. 3 и 4, первая полка 20а проходит от стенки 12а дна первой усилительной вставки 12 по существу параллельно стенке 14а дна второй вставки. Вторая полка 20b расположена перпендикулярно к стенке 14а дна второй усилительной вставки 14 и параллельно стенке 12а дна первой усилительной вставки 12. Она доходит до края 18d отверстия, то есть до края, вдоль которого не проходит первая усилительная вставка 12 (см. фиг. 2 и 4).
В примере, представленном на фиг. 1-4, и как более наглядно показано на фиг. 4, концевая часть первой усилительной вставки 11, содержащая край 16, прижатый вдоль края отверстия 18, наклонена относительно продольного направления этой первой вставки 12. Этот наклон выбирают таким образом, чтобы вторая полка 20b усилительного элемента 20 проходила параллельно продольному направлению первого усилительного элемента 12 в продолжении его стенки 12а дна. Это позволяет избегать разрыва инерции между первой и второй усилительными вставками 12, 14.
Кроме того, в примере, представленном на фиг. 1-4, край 16 первой усилительной вставки 12 расположен на участке первой усилительной вставки 12, который проходит параллельно продольному направлению, таким образом, что наносимый полимерный материал может располагаться параллельно продольному направлению первой вставки 12 вблизи отверстия 18, что позволяет повысить прочность и надежность соединения.
Кроме того, полимерный материал может образовать различные ребра жесткости, позволяющие усилить соединение между двумя усилительными вставками 12, 14. Предпочтительно эти ребра жесткости имеют по существу постоянную толщину, подобную толщине слоя полимерного материала, покрывающего вставки.
Как показано, в частности, на фиг. 4, соединение 10 имеет ребро 22 жесткости, выполненное от части края отверстия 18, вдоль которой проходит первая вставка 12, в продолжении этой вставки. Ребро 22 тоже выполнено из полимерного материала, который частично покрывает соединение 10. В данном случае это ребро 22 расположено в продолжении стенки 12а дна первой усилительной вставки 12, причем это ребро 22 проходит через отверстие 18 за пределы его края 18b, в частности, по всей высоте вогнутости, образованной второй усилительной вставкой 14 (высота измерена в продольном направлении первой усилительной вставки 12). Аналогично, полка 20b усилительного элемента 20 продолжена за пределы отверстия 18, в частности, его края 18d, внутрь вогнутости, образованной второй усилительной вставкой 14, тоже по всей высоте вогнутости.
Кроме того, как показано на фиг. 7, полимерный материал может образовать перекрестные ребра 24 жесткости на стенке 14а дна второй вставки 14 со стороны ее вогнутости по всей ее высоте. Следует также отметить, что, как показано на фиг. 7, внутри вогнутости, образованной второй вставкой 14, по ее высоте проходят ребра 26 от краев 18а и 18с отверстия 18 в продолжении соответственно боковых стенок 12с, 12b первой усилительной вставки 12. Предпочтительно эти ребра 26 продолжают слой полимерного материала, покрывающего боковые стенки 12с, 12b. В данном случае ребра 22, 26 и полка 20b неподвижно соединены друг с другом. Иначе говоря, независимо от любого другого признака заявленного соединения, ребра 22, 26 и полка 20b образуют внутри вогнутости, образованной второй усилительной вставкой 14, рамку в продолжении краев отверстия 18 и в продолжении полимерного материала, по меньшей мере частично покрывающего первую усилительную вставку 12, обеспечивая таким образом непрерывность между первой и второй усилительными вставками 12, 14 для улучшения инерции.
Внутри вогнутости, образованной второй вставкой 14, по ее высоте от краев 18b и 18d отверстия 18 и напротив него выполнены другие ребра 28 (фиг. 7), обеспечивая лучшую жесткость соединения на уровне этого отверстия 18.
Следует отметить, что полимерный материал покрывает полностью первую усилительную вставку 12 на уровне ее стыка со второй усилительной вставкой 14 и, в частности, от второй усилительной вставки 14 до конца наклонной части первой вставки 12. Это обеспечивает, в частности, непрерывность полимерного материала, чтобы получить усилительный элемент 20 и одновременно повысить жесткость всего комплекса.
В варианте осуществления, представленном на фиг. 5, вторая усилительная вставка 14 частично покрыта полимерным материалом на своей наружной стенке, иначе говоря, на ее выпуклых сторонах. В частности, на фиг. 5 позицией 30 обозначена полоса полимера, охватывающая наружную поверхность второй усилительной вставки 14, с выемками 32, позволяющими уменьшить количество используемого материала. Эта решетчатая форма обеспечивает хорошую механическую прочность и одновременно позволяет уменьшить количество используемого материала. Этот тип решетки показан также на фиг. 3.
Для повышения жесткости соединения 10 можно выполнить также другие ребра жесткости из полимерного материала.
Так, в варианте осуществления, представленном на фиг. 6, перекрестные ребра 34 жесткости выполнены на выпуклой стороне первой усилительной вставки 12, в частности, от ее стенки 12а дна. Эти ребра 34 расположены перпендикулярно к продольному направлению первой усилительной вставки 12 и к ее стенке 12а дна и параллельно продольному направлению второй усилительной вставки 14.
В варианте осуществления, представленном на фиг. 7, перекрестные ребра 36 жесткости выполнены внутри вогнутости, образованной первой усилительной вставкой 12, от ее стенки 12а дна. Эти ребра 36 расположены перпендикулярно к продольному направлению первой усилительной вставки 12 и к ее стенке 12а дна и параллельно продольному направлению второй усилительной вставки 14. Они заполняют всю толщину вогнутости, образованной первой усилительной вставкой 12.
Такие ребра 34, 36 жесткости можно предусмотреть на каждой из выпуклых и вогнутых сторон первой усилительной вставки 12, а также внутри вогнутости второй усилительной вставки 14. В варианте только одна из сторон первой усилительной вставки 12 может иметь эти ребра жесткости. Как показано на фиг. 6 и 7, эти перекрестные ребра 34 или 36 жесткости предпочтительно расположены вдоль наклонной части первой усилительной вставки 12 и даже перекрывают изменение наклона между наклонной концевой частью и остальной плоской частью усилительной вставки 12.
Иначе говоря, эти ребра 34, 36 жесткости предпочтительно выполнены на уровне стыка первой усилительной вставки 12 и второй усилительной вставки 14, что позволяет повысить прочность соединения на уровне стыка первой и второй усилительных вставок 12 и 14.
Различные расположения ребер, описанные со ссылками на фиг. 3-7, можно комбинировать между собой.
Далее со ссылками на фиг. 8а, 8b следует описание способа получения заявленного соединения.
Как показано на этих фигурах поверхностное литье полимерного материала на усилительных вставках предпочтительно осуществляют посредством нагнетания в пресс-форму, состоящую из нескольких частей.
В первой части 40 пресс-формы, называемой также матрицей, располагают усилительные вставки 12, 14 в первом направлении А1, перпендикулярном к продольным направлениям первой и второй усилительных вставок 12, 14. Эту первую часть 40 пресс-формы частично закрывают второй частью 42 пресс-формы, называемой также пуансоном, которая садится на первую часть 40 пресс-формы в этом направлении А1. Третья часть 44 пресс-формы, называемая также затвором или башмаком, закрывает первую и вторую части 40, 42 пресс-формы во втором направлении А2, перпендикулярном к продольному направлению второй вставки 14 и параллельно продольному направлению первой вставки 12. Эта третья часть пресс-формы закрывает первую и вторую части пресс-формы со стороны вогнутости второй усилительной вставки 14. Третья часть 44 пресс-формы содержит часть 46, проходящую через отверстие 18 первой вставки, образуя с первой частью 40 пресс-формы усилительный элемент 20, который соединит и повысит жесткость соединения первой и второй усилительных вставок. Эта третья часть 44 пресс-формы содержит другие выступающие части 47, 48, 49, позволяющие получить ребра 26, 24, 22 жесткости со стороны вогнутости второй усилительной вставки 14. После закрывания пресс-формы в нее можно нагнетать полимерный материал, чтобы покрыть первую и вторую усилительные вставки в предусмотренных местах. После этапа нагнетания части 40, 42 и 44 пресс-формы раздвигают в направлении стрелок F1, F2 и F3, показанных на фиг.8В, при этом стрелки F1 и F2 направлены параллельно первому направлению А1, тогда как стрелка F3 направлена перпендикулярно ко второму направлению А2.
Таким образом, просто и быстро получают надежное соединение 10 без этапа предварительного соединения усилительных вставок 12 и 14, поскольку позиционирование первой и второй усилительных вставок 12, 14 внутри пресс-формы позволяет удерживать их в положении, показанном на фиг. 2, перед нагнетанием полимерного материала.
Показанная на фигурах вторая усилительная вставка 14 образует, например, нижнюю поперечину ПТС автотранспортного средства. В этом случае показанное отверстие 18 может быть расположено на первом конце второй усилительной вставки 14 для ее крепления на первой усилительной вставке 12, чтобы получить стойку стороны ПТС. Эта вторая усилительная вставка 14 содержит другое отверстие 18 на своем другом конце, на который опирается другая стойка, аналогичная первой усилительной вставке 12, которую крепят точно так же. Верхние части стоек крепят на верхней поперечине стороны ПТС (не показана) при помощи аналогичного соединения или любого другого соединения.
В не показанном варианте осуществления первая усилительная вставка 12 может быть посажена в отверстие 18, при этом ее стенки входят в контакт с краями 18а-18с отверстия 18. В этом случае предпочтительно концевой край 16 первой усилительной вставки 12 не выступает из вогнутости, образованной второй усилительной вставкой 14. Стенки первой усилительной вставки 12 могут заменить ребра 22 и 26 из варианта осуществления, представленного на фигурах.
Группа изобретений относится к соединению 10 под прямым углом двух продольных вставок 12, 14 при помощи по меньшей мере частично покрывающего их полимерного материала, передней стороне транспортного средства, имеющей такое соединение и способу получения такого соединения. Каждая вставка 12, 14 соединения имеет открытое вогнутое поперечное сечение. Край 16 первой вставки 12 опирается на выпуклую сторону второй вставки 14 вдоль сквозного отверстия 18 указанной второй усилительной вставки 14, которое имеет форму и размер, идентичные форме и размеру поперечного сечения конца первой вставки 12, или конец первой усилительной вставки 12 посажен внутрь указанного отверстия 18. Полимерный материал образует усилительный элемент 20, первая полка 20а которого проходит от первой вставки 12 над отверстием 18 и вторая полка 20b которого проходит от первой полки 20а и доходит до другой части 18d края отверстия 18. Обеспечивается надежное и легкое соединение усилительных вставок при простоте конструкции и небольших затратах. 3 н. и 7 з.п. ф-лы, 8 ил.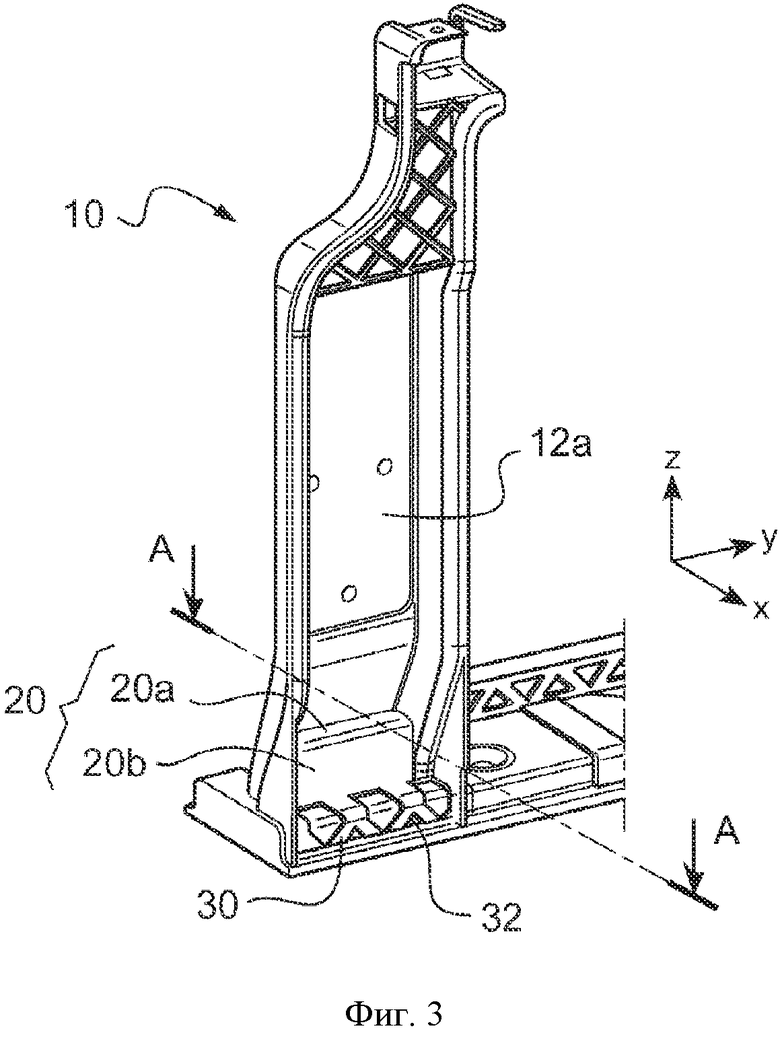
1. Соединение (10) первой продольной усилительной вставки (12) и второй продольной усилительной вставки (14) при помощи по меньшей мере частично покрывающего их полимерного материала, при этом каждая усилительная вставка (12, 14) имеет открытое вогнутое поперечное сечение, в частности, по существу в виде U или Ω, при этом продольные направления указанных усилительных вставок (12, 14) являются по существу перпендикулярными, отличающееся тем, что:
- край (16) конца первой усилительной вставки (12) опирается на вторую усилительную вставку (14) с ее выпуклой стороны вдоль части (18а-с) края сквозного отверстия (18), выполненного в указанной второй усилительной вставке (14), или
- конец первой усилительной вставки (12) посажен внутрь указанного сквозного отверстия (18) указанной второй усилительной вставки с ее выпуклой стороны, при этом указанный конец входит в контакт с частью (18а-с) края указанного отверстия (18),
при этом указанное отверстие (18) имеет форму и размер, идентичные или по существу идентичные форме и размеру поперечного сечения указанного конца первой усилительной вставки (12), причем указанные усилительные вставки по меньшей мере частично покрыты полимерным материалом на уровне их стыка, образующим по меньшей мере один усилительный элемент (20), при этом указанный усилительный элемент имеет по существу L-образную форму, первая полка (20а) которой проходит от первой усилительной вставки (12) над указанным отверстием (18) и вторая полка (20b) которой проходит от первой полки (20а) и доходит до части (18d) края указанного отверстия (18), отличной от части (18a-c) края, вдоль которой опирается или входит в контакт первая усилительная вставка (12).
2. Соединение (10) по п.1, отличающееся тем, что каждая полка (20а, 20b) указанного по меньшей мере одного усилительного элемента (20) проходит параллельно продольному направлению усилительной вставки (12, 14), с которой она не соединена.
3. Соединение (10) по п.1 или 2, отличающееся тем, что полка (20b) указанного усилительного элемента (20), доходящая до части (18d) края указанного отверстия (18), проходит через отверстие (18) и заходит за его пределы.
4. Соединение (10) по любому из пп.1–3, отличающееся тем, что полимерный материал образует по меньшей мере одно ребро (22, 26) жесткости, проходящее от части (18а-с) края отверстия (18), вдоль которой первая усилительная вставка (12) опирается или входит в контакт, в продолжении первой усилительной вставки (12) через отверстие и за его пределы.
5. Соединение (10) по любому из пп.1–4, отличающееся тем, что полимерный материал образует перекрестные ребра (24, 34, 36) жесткости по меньшей мере на одной из сторон по меньшей мере одной усилительной вставки, при этом указанные ребра жесткости проходят по существу перпендикулярно к продольному направлению указанной вставки и по существу параллельно продольному направлению другой вставки.
6. Соединение (10) по любому из пп.1–5, отличающееся тем, что концевая часть первой усилительной вставки (12), имеющая указанный край (16), опирающийся на вторую усилительную вставку (14), или указанный посаженный конец, имеет наклон относительно продольного направления указанной первой усилительной вставки (12), при этом полка (20b) усилительного элемента, доходящая до указанной части (18d) края отверстия, проходит параллельно продольному направлению первой усилительной вставки (12) в продолжении ее стенки.
7. Соединение (10) по любому из пп.1–6, отличающееся тем, что одно или несколько ребер (28) жесткости проходят параллельно или по существу параллельно продольному направлению первой усилительной вставки (12) внутри вогнутости, образованной второй усилительной вставкой (14), напротив указанного отверстия (18), в частности, между противоположными краями отверстия.
8. Передняя техническая сторона автотранспортного средства, содержащая по меньшей мере одно соединение (10) по любому из пп.1–7, в которой вторая усилительная вставка (14) образует горизонтальную, в частности, нижнюю поперечину, и первая усилительная вставка (12) образует вертикальную стойку.
9. Способ получения соединения (10), содержащего первую продольную усилительную вставку (12) и вторую продольную усилительную вставку (14), при этом каждая усилительная вставка (12, 14) имеет открытое вогнутое поперечное сечение, в частности, по существу в виде U или Ω, при этом указанный способ содержит:
(i) этап позиционирования указанных усилительных вставок (12, 14) в пресс-форме (40, 42, 44), на котором усилительные вставки (12, 14) располагают так, чтобы их продольные направления были по существу перпендикулярными, и во время которого:
(a) край (16) конца первой усилительной вставки (12) прижимают ко второй вставке (14) с ее выпуклой стороны вдоль части (18а-с) края сквозного отверстия (18) указанной усилительной вставки (14), или
(b) конец первой усилительной вставки сажают внутрь указанного сквозного отверстия (18) второй усилительной вставки (14) с ее выпуклой стороны, при этом указанный конец входит в контакт с частью (18а-с) края указанного отверстия,
при этом указанное отверстие (18) имеет форму и размер, идентичные или по существу идентичные форме и размеру поперечного сечения первой усилительной вставки (12),
(ii) этап нагнетания полимерного материала внутрь пресс-формы (40, 42, 44), во время которого полимерный материал покрывает по меньшей мере частично указанные усилительные вставки (12, 14) по меньшей мере на уровне их стыка и образует по меньшей мере один усилительный элемент (20), соединяющий обе усилительные вставки (12, 14), при этом указанный усилительный элемент (20) имеет по существу L-образную форму, первая полка (20а) которой проходит от первой усилительной вставки (12) над отверстием (18) и вторая полка (20b) которой проходит от первой полки (20а) и доходит до части (18d) края указанного отверстия (18), отличной от части (18а-с) края, вдоль которой опирается или входит в контакт первая вставка.
10. Способ получения по п.9, в котором
- во время первого этапа (i) усилительные вставки (12, 14) располагают в первой части (40) пресс-формы в первом направлении (А1), перпендикулярном к продольным направлениям первой и второй усилительных вставок (12, 14), затем вторую часть (42) пресс-формы прижимают к первой части (40) пресс-формы в указанном первом направлении (А1), и третью часть (44) пресс-формы прижимают с вогнутой стороны второй усилительной вставки (14) к первой и второй частям (40, 42) пресс-формы во втором направлении (А2), параллельном продольному направлению первой усилительной вставки (12), при этом указанная третья часть (44) пресс-формы содержит часть (46), проходящую через отверстие (18) второй усилительной вставки (14), для формирования указанного усилительного элемента (20),
- после этапа нагнетания (ii) первую и вторую части (40, 42) пресс-формы отделяют друг от друга раздвигающим движением, параллельным указанному первому направлению (А1), и третью часть (44) пресс-формы снимают раздвигающим движением, параллельным указанному второму направлению (А2).
| US 2011133517 A1, 09.06.2011 | |||
| US 2004105949 A1, 03.06.2004 | |||
| Моталка для полосового материала | 1988 |
|
SU1547909A1 |
| EP 1607311 A1, 21.12.2005. | |||

