Изобретение относится к деревообрабатывающей промышленности и предназначено для повышения устойчивого состояния круглой плоской пилы в процессе работы путем создания начальных термодинамических напряжений в дисковой пиле.
Известен кольцевой способ натяжения пильного диска круглой пилы прокатыванием по концентрическим окружностям с помощью вальцовочных роликов на специальных вальцовочных станках. Натяжение в полотне пилы создается за счет отталкивания концентрических колец пильного полотна друг от друга (Стахиев Ю.М. Устойчивость и колебания плоских круглых пил. - М.: «Лесная промышленность», 1977, 245-251 с.).
Недостатком приведенного способа является применение контактного механического воздействия вальцовочных роликов на полотно пильного диска круглой пилы, что приводит к "изламыванию" металла по вальцовочной линии и требует обязательной правки диска в процессе вальцевания.
Известен способ создания начальных напряжений в полотне круглой пилы посредством вращения пилы и нагрева периферийной части диска в зоне 0,7-0,8 радиуса до температуры, при которой предел текучести материала пилы становится ниже напряжений, действующих в нагретой части диска, а снижение скорости вращения пилы и ее остановку производят при охлаждении зоны нагрева до температуры, соответствующей появлению упругопластических деформаций в диске в состоянии покоя (а.с. СССР №891270, МПК B23D 65/00, 1981).
Это устройство принято за прототип. Недостатками устройства является широкая полоса нагреваемой кольцевой зоны полотна пилы, увеличивающаяся с ростом радиуса пилы, что требует нагревательного устройства большой мощности, сосредоточенность напряжений в периферийной зоне диска пилы, что приводит к уменьшению устойчивости диска пилы по мере изменения его диаметра при заточке.
Изобретение направлено на решение задачи повышения качества подготовки к работе круглой пилы. Технический результат заключается в создании начальных напряжений в оптимальных зонах диска пилы, повышении динамической устойчивости пил при эксплуатации и качества подготовки к работе круглой пилы.
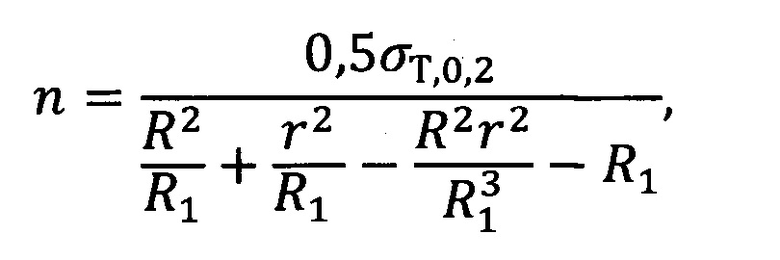
Указанный технический результат достигается тем, что создание термопластических напряжений в диске пилы выполняется посредством бесконтактного индукционного нагрева полотна дисковой пилы при ее вращении с помощью разгонного устройства с зажимным фланцем и последующим охлаждением, отличающийся тем, что нагрев осуществляется по меньшей мере одной локальной кольцевой зоны полотна пилы по заданным кольцевым следам в зоне 0,5-0,8 радиуса пилы, с шириной теплового следа, уменьшающейся по мере приближения к периферии полотна дисковой пилы, до температуры 400-600°С, охлаждение пилы ведут до температуры ниже 350°С, соответствующей образованию упругопластических деформаций в кольцевых зонах полотна пилы, при этом ширину кольцевых зон полотна пилы принимают не менее толщины пилы, а частоту вращения дисковой пилы определяют из выражения, мин-1:

где σТ,0,2 - предел текучести материала диска пилы при заданной температуре нагрева, МПа;
R - радиус пилы, м;
R1 - радиус окружности кольцевой зоны нагрева полотна пилы, м;
r - радиус зажимного фланца разгонного устройства, м.
Пример
Для круглой пилы диаметром D=400 мм изготовленной из стали 90ХФ:

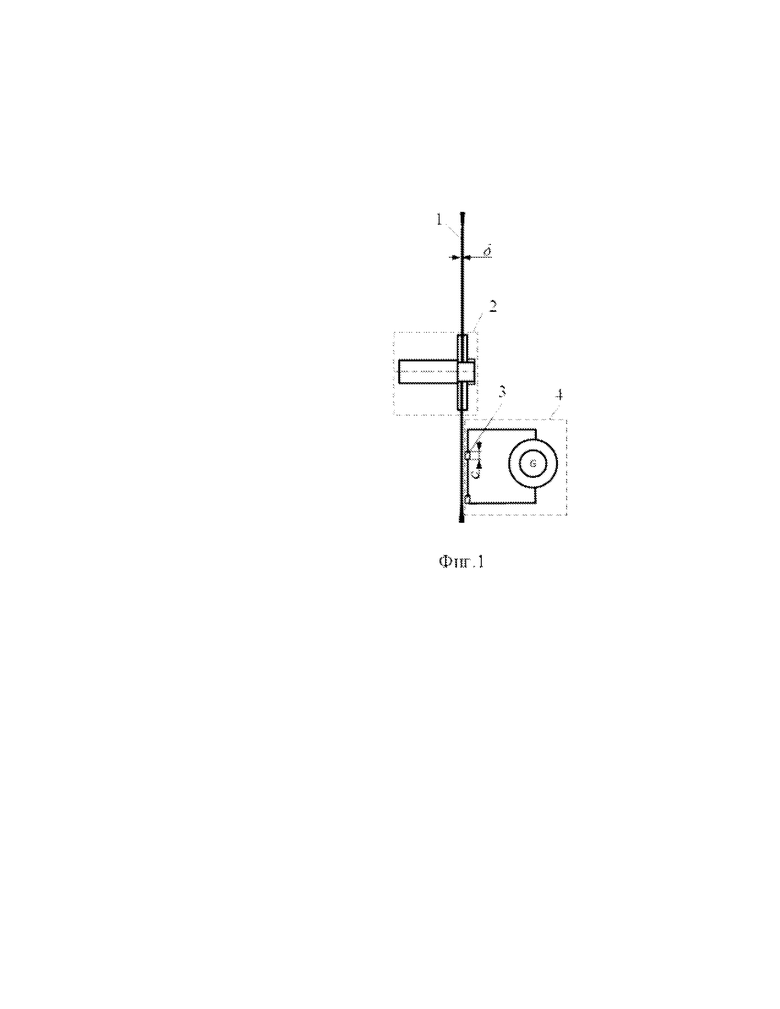
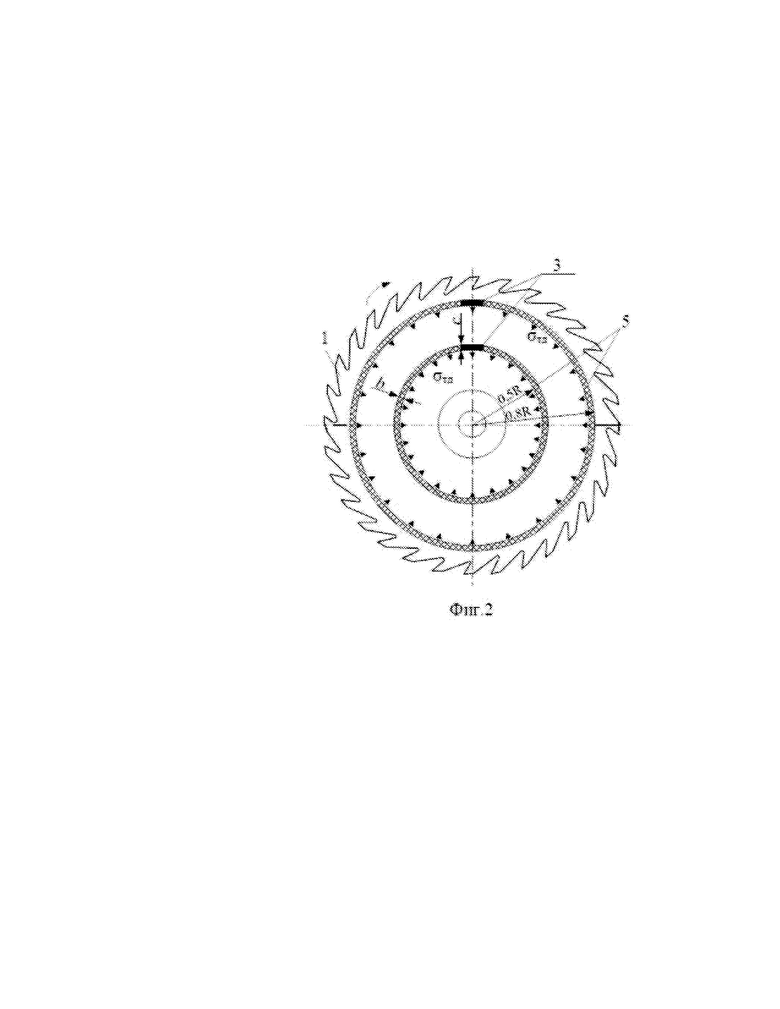
На фиг. 1 показана круглая пила, установленная в разгонное устройство с установкой индукционного нагрева, на фиг. 2 показан диск пилы с выделенными кольцевыми зонами нагрева и распределением термодинамических начальных напряжений σтд по поверхности полотна пильного диска.
Способ осуществляют следующим образом: круглая пила 1, установленная в разгонное устройство 2 с зажимными фланцами, обеспечивающее вращение диска пилы с различными скоростями, доводится до частоты вращения n, определяемой соотношением (1), затем полотно пилы бесконтактно нагревают до температуры 400-600°С посредством нагревательных элементов в виде индуцирующих проводников 3 индуктора 4 по заданным кольцевым зонам 5 с шириной кольца b, определяемой размерами рабочей зоны с нагревательного элемента, в зоне 0,5-0,8 радиуса пилы, при которой механические радиальные напряжения, возникающие при вращении в нагреваемых кольцевых зонах пильного полотна, превосходят предел текучести материала пилы. После этого прекращают нагрев, охлаждают диск пилы до температуры ниже 350°С, снижают скорость вращения и останавливают пилу.
Применение способа для создания термодинамических напряжений в полотне пилы позволяет создать начальные напряжения в оптимальных зонах диска пилы, повысить динамическую устойчивость пил при эксплуатации и качество подготовки к работе круглой пилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термопластического натяжения пильного диска круглой пилы | 2017 |
|
RU2663029C1 |
| Способ повышения жесткости круглой пилы | 2019 |
|
RU2702665C1 |
| Способ повышения жесткости круглой пилы | 2019 |
|
RU2708703C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ НАПРЯЖЕНИЙ В ПИЛЬНОМ ДИСКЕ КРУГЛОЙ ПИЛЫ | 2010 |
|
RU2434952C1 |
| Устройство для тепловой правки круглых пил | 2017 |
|
RU2643024C1 |
| Устройство для создания термопластических нормированных напряжений в круглой пиле | 2018 |
|
RU2684521C1 |
| Устройство для термической правки пильного диска круглой пилы | 2021 |
|
RU2775046C1 |
| Устройство для термической правки пильного диска круглой пилы | 2018 |
|
RU2677449C1 |
| Устройство для подготовки дереворежущих полосовых пил | 2023 |
|
RU2799813C1 |
| Способ изготовления круглых пил | 1980 |
|
SU891270A2 |
Изобретение относится к области термической обработки, в частности к дисковой пиле, используемой в деревообрабатывающей промышленности. Для создания термодинамических напряжений в полотне пилы в оптимальных зонах диска пилы, повышения динамической устойчивости пил при эксплуатации и качества подготовки к работе способ включает натяжение полотна круглой пилы, выполненное посредством разгона и бесконтактно индукционного нагрева по одной или нескольким локальным зонам пильного полотна, при этом нагрев ведут по заданным кольцевым следам в зоне 0,5-0,8 радиуса пилы, с шириной теплового следа, уменьшающейся по мере приближения к периферии диска, до температуры 400–600°С, при которой предел текучести материала пилы становится ниже механических радиальных напряжений, действующих при вращении в нагреваемых кольцевых зонах пильного полотна. Снижение скорости вращения пилы и ее остановку производят после прекращения нагрева и охлаждения диска пилы до температуры ниже 350°С, соответствующей появлению упругопластических деформаций в кольцевых зонах полотна пилы в состоянии покоя. 2 ил.
Способ термодинамического натяжения дисковой пилы, включающий бесконтактный индукционный нагрев полотна дисковой пилы при ее вращении с помощью разгонного устройства с зажимным фланцем и последующее охлаждение, отличающийся тем, что нагрев осуществляют по меньшей мере одной локальной кольцевой зоны полотна пилы по заданным кольцевым следам в зоне 0,5-0,8 радиуса пилы с уменьшением ширины теплового следа по мере приближения к периферии полотна дисковой пилы до температуры 400-600°С, а охлаждение пилы ведут до температуры ниже 350°С, соответствующей образованию упругопластических деформаций в кольцевых зонах полотна пилы, при этом ширину кольцевых зон полотна пилы принимают не менее толщины пилы, а частоту вращения дисковой пилы определяют из выражения, мин-1:
где σТ,0,2 - предел текучести материала диска пилы при заданной температуре нагрева, МПа;
R - радиус пилы, м;
R1 - радиус окружности кольцевой зоны нагрева полотна пилы, м;
r - радиус зажимного фланца разгонного устройства, м.
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ НАПРЯЖЕНИЙ В ПИЛЬНОМ ДИСКЕ КРУГЛОЙ ПИЛЫ | 2010 |
|
RU2434952C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1996 |
|
RU2113512C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1997 |
|
RU2112053C1 |

