Изобретение относится к деревообрабатывающей промышленности и предназначено для повышения устойчивого состояния круглой плоской пилы в процессе работы путём создания начальных термопластических напряжений в полотне пильного диска.
Известен способ создания начальных термопластических напряжений в полотне круглой пилы посредством нагрева пильного полотна с нормированным изменением температуры по радиусу пилы (а.с. СССР № 1004479, МПК С 21 D 9/24, 1983).
Недостатком такого способа является применение контактного способа нагрева полотна пилы, что приводит к неравномерному прогреву по толщине пильного диска. Напряжения формируются в период времени 1-4 минуты, необходимого для прогрева зоны пильного диска до заданной температуры в зависимости от размеров диска.
Известен способ натяжения пильного диска круглой пилы проковкой пилоправным молотком по предварительно размеченным секторам с формированием вдоль радиусов диска пилы зон пластической деформации металла. Натяжение в полотне пилы создается вследствие отталкивания секторов пильного полотна друг от друга. (Якунин, Н.К. Подготовка круглых пил к работе / Н.К. Якунин. - 2-е изд., перераб. и доп. - М.: Экология, 1991. - 288 с.). Этот способ принят за прототип.
Недостатком приведённого способа является применение контактного механического воздействия бойком пилоправного молотка на материал полотна круглой пилы, приводящее к возникновению выпучин и хребтов и совмещению операции натяжения пильного диска с обязательной дополнительной правкой пильного полотна.
Изобретение направлено на решение задачи повышения качества подготовки к работе круглой пилы. Технический результат заключается в создании начальных напряжений в оптимальных зонах диска пилы, повышении динамической устойчивости пил при эксплуатации и качества подготовки к работе круглой пилы.
Указанный технический результат достигается тем, что натяжение пильного диска круглой пилы обеспечивается формированием зон пластической деформации металла термопластическим способом посредством одновременного нагрева локальных зон пильного диска круглой пилы по радиусам, разделяющим диск на секторы, направленным в каждую или кратную межзубную впадину зубчатой кромки пилы в зависимости от шага зубьев, бесконтактно импульсным индукционным способом до температуры нагрева локальных зон полотна пилы T с последующим охлаждением зоны диска пилы по тепловому следу до температуры ниже 350°С, соответствующей образованию термопластических напряжений между секторами пильного полотна. Ширина нагреваемых радиальных зон полотна пилы b принимается не менее толщины полотна пилы δ.
Температура нагрева локальных зон пильного полотна по радиусу диска определяется выражением

где σT,0,2 – предел текучести материала диска пилы, определяемый по зависимости предела текучести стали от температуры нагрева, Па;
α – коэффициент линейного теплового расширения материала диска пилы,
10-6/ºС;
E – модуль Юнга материала диска пилы, Па.
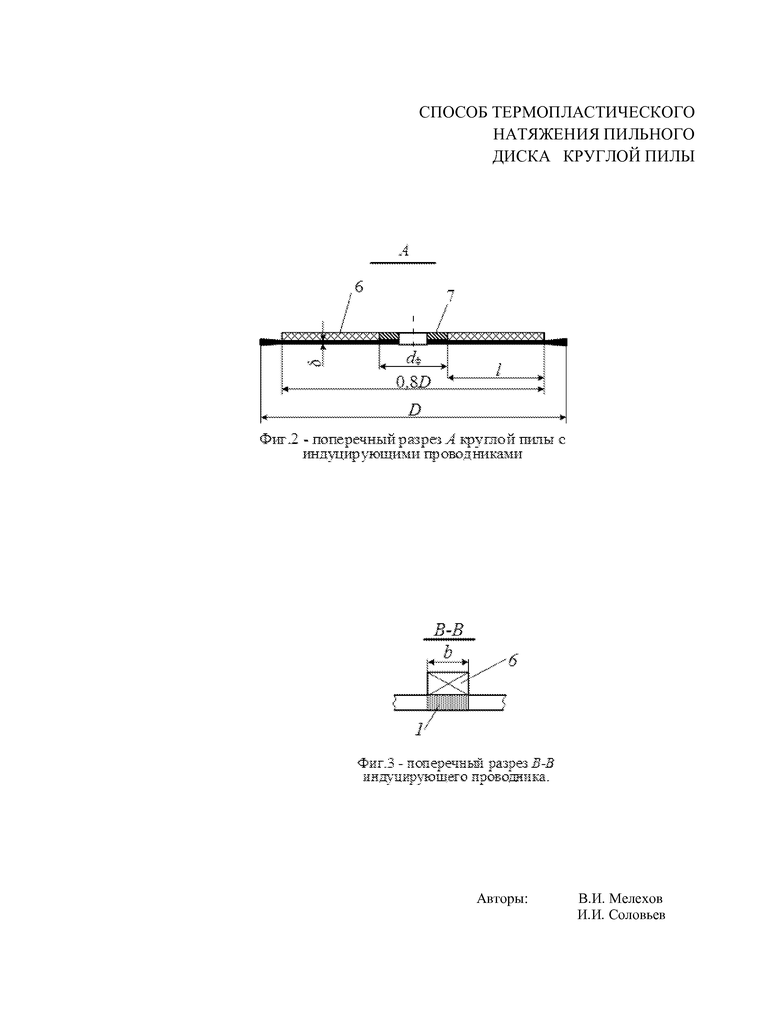
На фиг.1 показан диск пилы с выделенными локальными зонами нагрева и распределением термопластических напряжений σтер.пл по поверхности полотна пильного диска, на фиг.2 - поперечный разрез А круглой пилы с индуцирующими проводниками, на фиг.3 - поперечный разрез B-B индуцирующего проводника.
Способ осуществляют следующим образом: локальные зоны 1 пильного диска круглой пилы 2 по радиусам, разделяющим диск на секторы 3, направленным в каждую или кратную межзубную впадину 4 зубчатой кромки 5, в зависимости от шага зубьев, с шириной b и длиной l, определяемыми размерами рабочей поверхности индуцирующего проводника 6, в зоне, ограниченной окружностями диаметра фланца 7 dф и 0,8 диаметра пилы D одновременно, бесконтактно, импульсным индукционным способом нагреваются до температуры Т, при которой термопластические напряжения σтер.пл в зоне нагрева превышают предел текучести материала пилы. После достижения заданной температуры Т нагрев прекращают и охлаждают зоны нагрева до температуры ниже 350°С.
Применение способа для создания термодинамических напряжений в полотне пилы позволяет создать начальные напряжения в оптимальных зонах диска пилы, повысить динамическую устойчивость пил при эксплуатации и качество подготовки к работе круглой пилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической правки пильного диска круглой пилы | 2018 |
|
RU2677449C1 |
| Устройство для термической правки пильного диска круглой пилы | 2021 |
|
RU2775046C1 |
| Способ повышения жесткости круглой пилы | 2019 |
|
RU2708703C1 |
| Устройство для создания термопластических нормированных напряжений в круглой пиле | 2018 |
|
RU2684521C1 |
| Способ термодинамического натяжения дисковой пилы | 2017 |
|
RU2660466C1 |
| Способ повышения жесткости круглой пилы | 2019 |
|
RU2702665C1 |
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2015 |
|
RU2617602C1 |
| Устройство для тепловой правки круглых пил | 2017 |
|
RU2643024C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |

Изобретение относится к деревообрабатывающей промышленности. Способ включает натяжение полотна круглой пилы, выполненное посредством одновременного нагрева локальных зон пильного диска круглой пилы по радиусам, разделяющим диск на секторы, направленным в каждую или кратную межзубную впадину зубчатой кромки пилы в зависимости от шага зубьев, бесконтактно импульсным индукционным способом до температуры T с последующим охлаждением зоны диска пилы по тепловому следу до температуры ниже 350°С, соответствующей образованию термопластических напряжений между секторами пильного полотна. Ширина нагреваемых радиальных зон полотна пилы b принимается не менее толщины полотна пилы δ. Способ создания термодинамических напряжений в полотне пилы позволяет создать начальные напряжения в оптимальных зонах диска пилы, повысить динамическую устойчивость пил при эксплуатации и качество подготовки к работе круглой пилы. 3 ил.
Способ термопластического натяжения стальной дисковой пилы, включающий формирование зон пластической деформации полотна пилы путем бесконтактного индукционного нагрева с последующим охлаждением, отличающийся тем, что выполняют импульсный индукционный нагрев локальных зон полотна пилы одновременно по радиусам, разделяющим диск на секторы, направленным в каждую или кратную межзубную впадину зубчатой кромки пилы в зависимости от шага зубьев, до температуры Т с последующим охлаждением зон диска пилы по тепловому следу до температуры ниже 350°С, соответствующей образованию термопластических напряжений между секторами полотна пилы, при этом температуру нагрева локальной зоны полотна пилы определяют из выражения, °С

где σТ,0,2 - предел текучести материала дисковой пилы, Па;
α - коэффициент линейного теплового расширения материала диска пилы, 10-6/°С;
Е - модуль Юнга материала диска пилы, Па.
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ НАПРЯЖЕНИЙ В ПИЛЬНОМ ДИСКЕ КРУГЛОЙ ПИЛЫ | 2010 |
|
RU2434952C1 |
| Способ изготовления круглых пил | 1984 |
|
SU1285028A1 |
| JP 55119130 A), 12.09.1980 | |||
| US 3592703 A1, 13.07.1971 | |||
| US 9597742 B2, 21.03.2017 | |||
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |

