Область техники, к которой относится изобретение
Изобретение относится к способу тепловой обработки, выполняющему тепловую обработку трубы с помощью высокочастотного индукционного нагревания, и устройству, используемому для осуществления способа.
Уровень техники
Когда переменный ток прикладывается к катушке, расположенной вокруг объекта, предназначенного для нагревания, вокруг катушки появляется магнитное поле, при этом вихревые токи высокой плотности также появляются поблизости от поверхности объекта, который должен нагреваться, вследствие электромагнитной индукции внутри магнитного поля, которое изменяется, в ответ на изменение переменного тока. Нагревание вследствие эффекта Джоуля от вихревого тока генерирует тепло на поверхности объекта, который должен нагреваться. Нагревание вследствие высокочастотной индукции является технологией, основанной на этом принципе нагревания.
Использование нагревания вследствие высокочастотной индукции является известным способом для выполнения тепловой обработки на трубе (например, такой тепловой обработки, как закалка и отжиг). Например, 2005-195522А раскрывает устройство для выполнения тепловой обработки на трубопроводной системе с помощью высокочастотного индукционного нагревания.
В соответствии с высокочастотным индукционным нагреванием, тепловая обработка может выполняться с помощью простого обматывания катушки, когда нагревание производится вследствие высокочастотной индукции вокруг внешней поверхности области трубы, подвергаемой тепловой обработке, через теплоизолирующий или подобный материал. Таким образом, способ имеет преимущество, состоящее в том, что этот способ может выполняться на части трубы, встроенной в энергетическую установку или подобное оборудование, в её первоначально установленном положении, без обрезания этой трубы.
Раскрытие сущности изобретения
Однако в том случае, когда тепловая обработка должна выполняться на части трубы с использованием высокочастотного индукционного нагревания, в то время как труба остаётся в первоначально установленном положении, воздух с высокой температурой в трубе, нагреваемый во время тепловой обработки, будет перемещаться внутри трубы, а воздух с нормальной температурой также будет входить в трубу из какого-либо другого местоположения. Таким образом, может быть вызвано изменение температуры внутри области тепловой обработки трубы, или может увеличиться количество потребляемой энергии.
Например, во время тепловой обработки трубы, вероятно, может создаваться низкотемпературная секция, проходящая в вертикальном направлении, в результате воздух внутри трубы перемещается вверх после нагревания во время тепловой обработки и уменьшения его веса, в то время как воздух с нормальной температурой входит в трубу снизу.
Кроме того, изменение температуры, которое, вероятно, должно произойти во время тепловой обработки трубы, проходящей в горизонтальном направлении, приводит к тому, что воздух с высокой температурой внутри трубы перемещается в направлении вверх после нагревания, а воздух с нормальной температурой в окружающих областях протекает в расположенное ниже пространство.
С учётом этих проблем типичной технологии, задачей по меньшей мере одного из вариантов осуществления настоящего изобретения является предотвращение изменения температуры в области тепловой обработки трубы и сохранение некоторого количества потребляемой энергии во время тепловой обработки трубы с помощью простого и недорогого подхода.
(1) Способ выполнения тепловой обработки трубы, в соответствии, по меньшей мере, с одним вариантом осуществления настоящего изобретения, содержит: первый этап вставления, по меньшей мере, одного расширительного элемента, содержащего гибкий материал и способного расширяться в ответ на подачу в трубу текучей среды для расширения через, по меньшей мере, одно отверстие, сформированное в трубе, и расположение, по меньшей мере, одного расширительного элемента на, по меньшей мере, одной стороне области тепловой обработки трубы; второй этап подачи, по меньшей мере, одного расширительного элемента с текучей средой для расширения через гибкую подающую трубку, вставляемую в трубу через, по меньшей мере, одно отверстие, сформированное в трубе, и закрытие внутреннего пространства трубы, по меньшей мере, на одной стороне области тепловой обработки трубы, по меньшей мере, с одним расширительным элементом в расширенном состоянии; и третий этап подачи электрического тока к катушке высокочастотного индукционного нагревания, расположенной вокруг области тепловой обработки трубы, в то время как внутреннее пространство трубы закрывается с помощью, по меньшей мере, одного расширительного элемента, и выполнение тепловой обработки в области тепловой обработки трубы.
В соответствии с приведённым выше способом (1), во время первого и второго этапов внутреннее пространство трубы закрывается, по меньшей мере, на одной стороне области тепловой обработки трубы. Таким образом, можно блокировать воздушный поток внутри трубы и предотвратить выходной поток воздуха с высокой температурой из области тепловой обработки трубы и входной поток воздуха нормальной температуры в область тепловой обработки снаружи. Соответственно можно подавлять изменения температуры и потери тепла в области тепловой обработки трубы во время третьего этапа (этапа тепловой обработки).
Кроме того, применение высокочастотного индукционного нагревания имеет преимущество, заключающееся в том, что тепловая обработка может выполняться на трубе, встроенной в энергетическую установку или подобное оборудование, в её первоначально установленном положении, без обрезания этой трубы.
В данном примере «гибкий материал» может включать в себя материал, имеющий возможность растягивания или эластичность, например, такой как резина.
Кроме того, используемый здесь термин отверстие определяется как такие виды отверстий: отверстие для обследования, отверстие для дренирования и опоражнивания, а также отверстие для опоражнивания воздуха, сформированные для того, чтобы иметь отверстие на трубе.
Кроме того, формирование расширительного элемента из термостойкого материала даёт возможность увеличивать продолжительность действия расширительного элемента в высокотемпературной атмосфере области тепловой обработки.
(2) В некоторых вариантах осуществления изобретения в приведённом выше способе (1), труба располагается в вертикальном направлении. По меньшей мере, один расширительный элемент содержит только единственный расширительный элемент. Первый этап содержит размещение, по меньшей мере, одного расширительного элемента выше области тепловой обработки.
В соответствии с приведённым выше способом (2), труба закрывается с помощью расширительного элемента выше области тепловой обработки, что предотвращает перемещение вверх нагретого воздуха с высокой температурой и уменьшенным весом в трубе внутри области тепловой обработки. В то же самое время воздух нормальной температуры больше не поднимается снизу, что даёт возможность предотвращать изменение температуры и тепловые потери трубы в области тепловой обработки.
(3) В некоторых вариантах осуществления изобретения в приведённом выше способе (1), по меньшей мере, один расширительный элемент содержит два расширительных элемента. Первый этап содержит размещение двух расширительных элементов на обеих сторонах области тепловой обработки трубы. Второй этап содержит закрытие внутренней части трубы с помощью двух расширительных элементов в расширенном состоянии на обеих сторонах области тепловой обработки трубы.
В соответствии с приведённым выше способом (3), возможно закрывать проточный канал трубы на обеих сторонах области тепловой обработки трубы, и таким образом полностью предотвращать выходной поток воздуха высокой температуры и входной поток воздуха нормальной температуры в область тепловой обработки. Таким образом, возможно более эффективное предотвращение возникновения изменения температуры и тепловых потерь в области тепловой обработки трубы.
Чтобы разместить расширительный элемент в желаемом положении, например, внутри проточного канала, может использоваться воздушный поток, сформированный внутри трубы, или отверстие в подходящем положении может быть выбрано среди множества отверстий, сформированных на трубе, чтобы вставлять расширительный элемент через отверстие и устанавливать этот расширительный элемент в желаемом положении.
(4) В некоторых вариантах осуществления изобретения, в любой из описанных выше конфигураций с (1) до (3), по меньшей мере, один расширительный элемент содержит пустотелый элемент, содержащий гибкий материал. Текучей средой для расширения является охлаждающая жидкость. Во время третьего этапа текучая среда для расширения непрерывно подаётся, по меньшей мере, к одному расширительному элементу и непрерывно выпускается из, по меньшей мере, одного расширительного элемента через гибкую выпускную трубку, вставляемую в трубу через, по меньшей мере, одно отверстие, сформированное на трубе.
В соответствии с приведённым выше способом (4), текучая среда для расширения непрерывно подаётся и выпускается в и из внутреннего пространства расширительного элемента, и таким образом, она способна охлаждать расширительный элемент. Таким образом, можно поддерживать стойкость в отношении тепла, передаваемого из области тепловой обработки, даже если расширительный элемент имеет свойство низкой термостойкости. Кроме того, использование охлаждающей жидкости даёт возможность улучшать охлаждающий эффект. Таким образом, также может использоваться расширительный элемент, не обладающий свойствами высокой термостойкости. Охлаждающая жидкость, выпускаемая из выпускной трубки, может охлаждаться и использоваться в цикле.
(5) В некоторых вариантах осуществления изобретения, в любом из описанных выше способов с (1) до (4), множество магнитов, способных притягиваться к трубе, когда, по меньшей мере, один расширительный элемент находится в расширенном состоянии, устанавливается на, по меньшей мере, один расширительный элемент.
Множество магнитов, например, устанавливается на участок расширительного элемента, который имеет самый большой диаметр и контактирует с внешней стенкой трубы в расширенном состоянии, в результате чего участок расширительного элемента, имеющий самый большой диаметр, притягивается к внутренней стенке трубы благодаря магнитам во время второго этапа.
В соответствии с приведённым выше способом (5), зазор между трубой и расширительным элементом может быть уменьшен с помощью магнитной силы от множества магнитов, которая даёт возможность улучшать эффективность закрывающего действия для трубы.
(6) В некоторых вариантах осуществления изобретения, в любом из описанных выше конфигураций с (1) до (5), теплоизолирующий элемент должен располагаться между, по меньшей мере, одним расширительным элементом и трубой, когда, по меньшей мере, один расширительный элемент находится в расширенном состоянии и устанавливается на, по меньшей мере, один расширительный элемент.
В соответствии с приведённым выше способом (6), расширительный элемент может быть защищён от тепла трубы, даже если внутренняя стенка трубы нагревается в местоположении расширительного элемента с помощью тепла, передаваемого из области тепловой обработки. Таким образом, также может использоваться расширительный элемент без свойства термостойкости.
(7) Устройство для тепловой обработки, в соответствии, по меньшей мере, с одним вариантом осуществления настоящего изобретения, для непосредственного выполнения способа тепловой обработки, содержащее: катушку высокочастотного индукционного нагревания, которая способна располагаться вокруг области тепловой обработки трубы; по меньшей мере, один расширительный элемент, содержащий гибкий материал и способный вставляться в трубу через, по меньшей мере, одно отверстие, сформированное в трубе, причём этот элемент расширяется в ответ на подачу текучей среды для расширения, чтобы закрывать внутреннюю часть трубы, по меньшей мере, на одной стороне области тепловой обработки трубы; подающую гибкую трубку, способную вставляться в трубу через, по меньшей мере, одно отверстие, сформированное в трубе, и подающую текучую среду для расширения, по меньшей мере, в один расширительный элемент; и подающую часть для подачи текучей среды для расширения, сконфигурированную таким образом, чтобы подавать, по меньшей мере, один расширительный элемент с текучей средой для расширения через подающую трубку.
В приведённой выше конфигурации (7), перед этапом тепловой обработки, расширительный элемент и подающая трубка вставляются в трубу через отверстие, сформированное в трубе, и располагаются, по меньшей мере, на одной из сторон области тепловой обработки трубы внутри проходного канала в трубе. Кроме того, в расширительный элемент, который располагается внутри трубы, подаётся текучая среда для расширения, чтобы расширять расширительный элемент, в результате чего труба закрывается.
С приведённой выше конфигурацией (7) возможно блокировать поток газа внутри трубы и предотвращать обмен воздуха внутри трубы в области тепловой обработки. Таким образом, можно подавлять возникновение температурных изменений вследствие поступающего снаружи потока воздуха нормальной температуры в область тепловой обработки и тепловые потери вследствие выходного потока воздуха с высокой температурой из области тепловой обработки трубы.
(8) В некоторых вариантах осуществления изобретения, в приведённой выше конфигурации (7), устройство для тепловой обработки дополнительно содержит множество магнитов, установленных, по меньшей мере, на одном расширительном элементе и способных притягиваться к трубе, когда, по меньшей мере, один расширительный элемент находится в расширенном состоянии.
В соответствии с приведённой выше конфигурацией (8), зазор между трубой и расширительным элементом может быть уменьшен с помощью магнитной силы от множества магнитов, которая даёт возможность повышать эффективность закрывания трубы.
(9) В некоторых вариантах осуществления изобретения, в приведённой выше конфигурации (7) или (8), устройство для тепловой обработки дополнительно содержит, по меньшей мере, один теплоизолирующий элемент, установленный на, по меньшей мере, одном расширительном элементе и сконфигурированный таким образом, что он располагается между, по меньшей мере, одним расширительным элементом и трубой, когда, по меньшей мере, один расширительный элемент находится в расширенном состоянии.
В соответствии с приведённой выше конфигурацией (9), расширительный элемент может быть защищённым от тепла, приходящего от трубы, даже если внутренняя стенка трубы нагревается в положении расширительного элемента посредством тепла, передаваемого из области тепловой обработки. Таким образом, может также использоваться расширительный элемент, не имеющий свойств термостойкости.
(10) В некоторых вариантах осуществления изобретения, в приведённой выше конфигурации (9), по меньшей мере, один теплоизолирующий элемент обладает гибкостью и имеет кольцевую форму. По меньшей мере, один теплоизолирующий элемент прикрепляется, по меньшей мере, к одному расширительному элементу в двух местоположениях, расположенных на расстоянии друг от друга в направлении диаметра, когда, по меньшей мере, один расширительный элемент находится в расширенном состоянии.
В приведённой выше конфигурации (10) теплоизолирующий элемент имеет эластичность, и таким образом он способен расширяться, в соответствии с расширяющим перемещением расширительного элемента. Таким образом, возможно более лёгкое вставление теплоизолирующего элемента в отверстие перед расширением, и расположение теплоизолирующего элемента в близком контакте с поверхностью расширительного элемента, в соответствии с формой поверхности.
(11) В некоторых вариантах осуществления изобретения, в любой из приведённых выше конфигураций с (7) по (10), по меньшей мере, один расширительный элемент содержит пустотелый элемент, в свою очередь содержащий гибкий материал.
В соответствии с приведённой выше конфигурацией (11), поскольку расширительный элемент является пустотелым элементом, возможно увеличение эффективности расширения расширительного элемента с помощью давления текучей среды для расширения, которая должна подаваться в расширительный элемент, а также увеличение способности расширительного элемента удерживаться в проточном канале трубы.
(12) В некоторых вариантах осуществления изобретения, в любой из приведённых выше конфигураций с (7) по (10), по меньшей мере, один расширительный элемент содержит: расширительный лист, который способен расширяться; и множество соединительных стержней, каждый из которых включает в себя первый конечный участок, присоединённый к участку обода расширительного листа и второй конечный участок, присоединённый к наконечнику подающей трубки, в результате чего расширительный лист расширяется таким образом, что он принимает форму парашюта.
В соответствии с приведённой выше конфигурацией (12), поскольку соединительные стержни увеличивают жёсткость расширительного листа, который расширяется в форме парашюта, можно поддерживать эффективность расширительного листа, чтобы перегораживать проточный канал трубы.
Кроме того, на соединительном участке между расширительным листом и соединительным стержнем может быть установлен магнит, чтобы дополнительно улучшать характеристики расширительного листа для закрывания трубы.
(13) В некоторых вариантах осуществления изобретения, в приведённой выше конфигурации (12) устройство для тепловой обработки дополнительно содержит каркас, установленный на расширительном листе и содержащий сплав с памятью формы, который способен изгибаться с таким размером, что он может вставляться в трубу через, по меньшей мере, одно отверстие при нормальной температуре и расширять расширительный лист до такого размера, что этот расширительный лист закрывает внутреннее пространство трубы в температурном диапазоне тепловой обработки трубы.
В соответствии с приведённой выше конфигурацией (13), возможно увеличивать жёсткость расширительного листа с помощью каркаса и надёжно выполнять вставление расширительного листа в трубу, а также закрытие трубы посредством расширения внутри трубы.
В соответствии, по меньшей мере, с одним вариантом осуществления настоящего изобретения, возможно предотвращение изменения температуры в области тепловой обработки и экономию в потреблении некоторого количества энергии во время тепловой обработки трубы, с помощью простого и недорогого подхода.
Краткое описание чертежей
Фиг. 1 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с вариантом осуществления настоящего изобретения, применяемого к трубе, расположенной в вертикальном направлении.
Фиг. 2 является схематической диаграммой конфигурации устройства для тепловой обработки, применяемого к трубе, расположенной в горизонтальном направлении.
Фиг. 3 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с другим вариантом осуществления настоящего изобретения, применяемого к трубе, расположенной в вертикальном направлении.
Фиг. 4 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с ещё одним вариантом осуществления настоящего изобретения.
Фиг. 5 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с ещё одним вариантом осуществления настоящего изобретения.
Фиг. 6 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с ещё одним вариантом осуществления настоящего изобретения, применяемого к трубе, расположенной в вертикальном направлении.
Фиг. 7 является пояснительным видом сверху для расширительного листа, расположенного в проточном канале трубы.
Фиг. 8 является схематической диаграммой конфигурации устройства для тепловой обработки, изображённого на фиг. 6, применяемого к трубе, расположенной в горизонтальном направлении.
Фиг. 9 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с ещё одним вариантом осуществления настоящего изобретения, применяемого к трубе, расположенной в вертикальном направлении.
Фиг. 10 является схематической диаграммой конфигурации устройства для тепловой обработки, изображённого на фиг. 9, применяемого к трубе, расположенной в горизонтальном направлении.
Фиг. 11 является схематической диаграммой конфигурации ещё одного примера использования устройства для тепловой обработки, изображённого на фиг. 9.
Фиг. 12 является схематической диаграммой конфигурации устройства для тепловой обработки, в соответствии с ещё одним вариантом осуществления настоящего изобретения, применяемого к трубе, расположенной в вертикальном направлении.
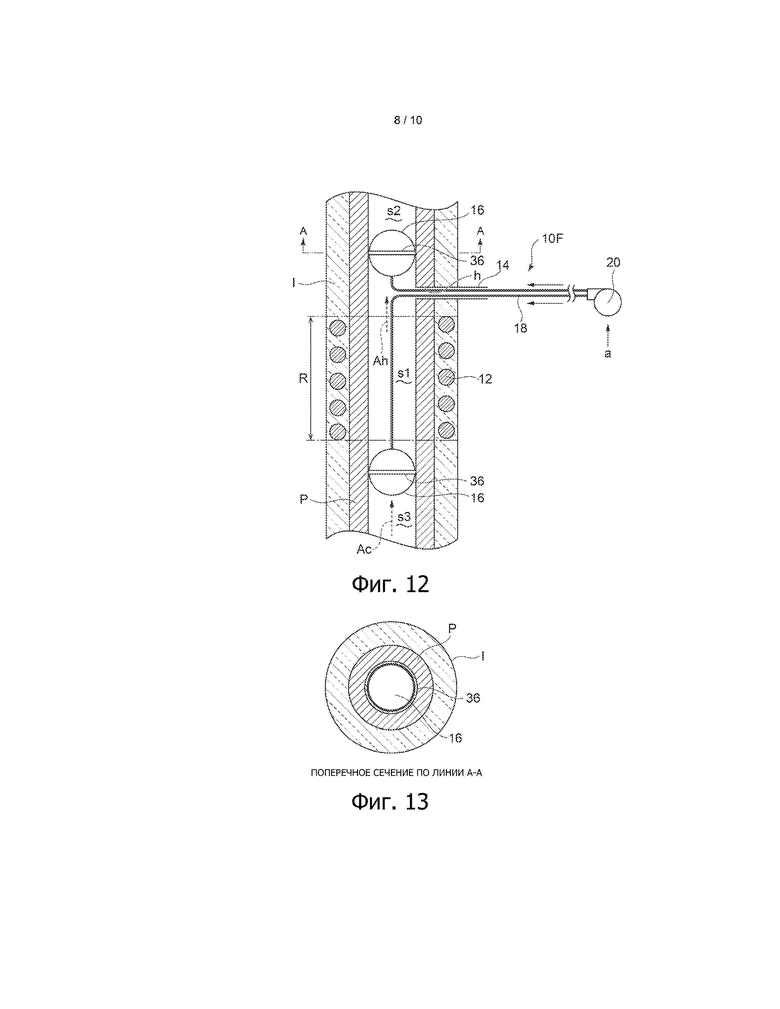
Фиг. 13 является схематическим видом с разрезом вдоль линии А-А на фиг. 12.
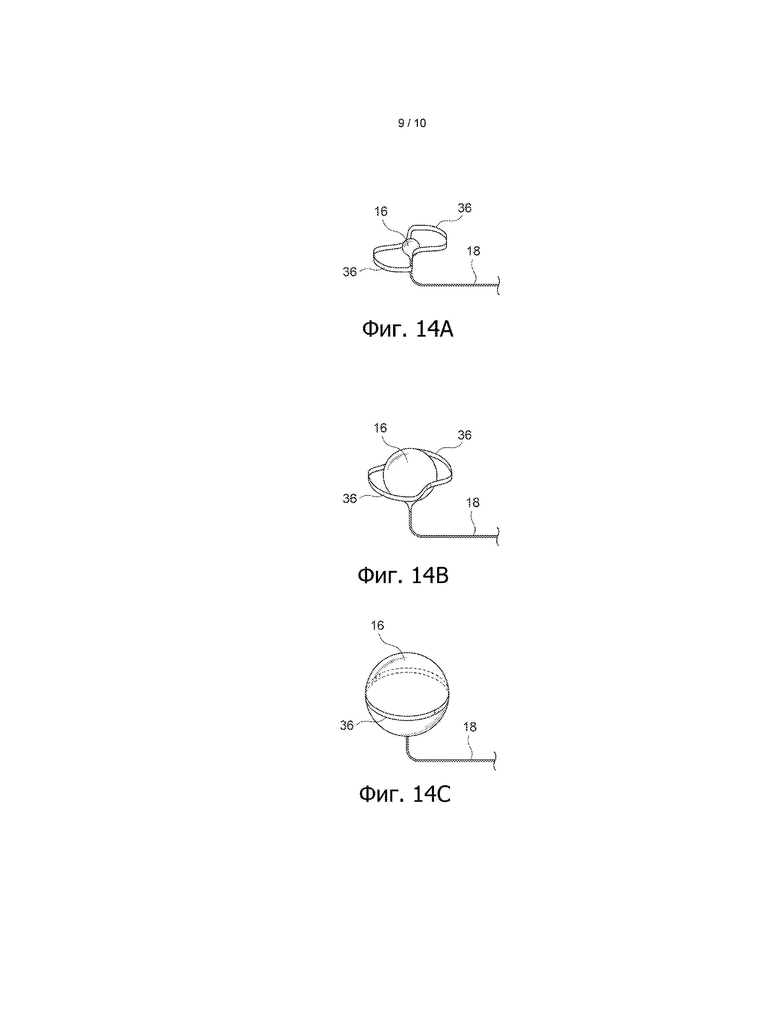
Фиг. 14А-14С являются диаграммами, показывающими процесс накачивания воздухом баллона, изображённого на фиг. 12. Баллон накачивается на фиг. 14А, середина процесса накачивания показана на фиг. 14В, и окончание процесса накачивания показано на фиг. 14С.
Фиг. 15А является схематическим видом спереди примера расширительного листа и каркаса. Фиг. 15В является видом примера на фиг. 15А в направлении стрелки В.
Фиг. 16А является схематическим видом спереди другого примера расширительного листа и каркаса. Фиг. 16В является видом примера на фиг. 16А в направлении стрелки С.
Осуществление изобретения
Ниже подробно описаны варианты осуществления настоящего изобретения со ссылками на сопроводительные чертежи. Однако предполагается, что до тех пор, пока это отдельно не определено, размеры, материалы, формы, относительные положения и подобные характеристики описываемых в вариантах осуществления изобретения компонентов следует интерпретировать только как иллюстративные и не предусматривающие ограничение объёма настоящего изобретения.
Например, выражение относительного или абсолютного расположения, такое как «в направлении», «вдоль направления», «параллельное», «перпендикулярное», «центрированное», «концентрическое» и «соосное» не следует истолковывать как обозначающее только расположение строго в буквальном смысле, но следует учитывать, что оно также включает в себя состояние, в котором расположение является относительно смещённым на допустимое отклонение, или на угол, или на расстояние, посредством которых также возможно реализовать ту же самую функцию.
Например, выражение равного состояния, такого как «одинаковый», «равный» и «единообразный» не следует истолковывать как обозначающее только состояние, в котором признак является абсолютно равным, но также следует включать в себя состояние, в котором существует допустимое отклонение или разница, которые всё ещё позволяют реализовать ту же самую функцию.
Кроме того, например, выражение формы, такой как прямоугольная форма или цилиндрическая форма не следует истолковывать только как геометрически определённая форма, но сюда также следует включать форму с неравномерными или скошенными углами в пределах диапазона, в котором также возможно достигать того же самого эффекта.
С другой стороны, такие выражения, как «содержать», «включать в себя», «иметь», «вмещать» и «составлять» не предполагают исключения других компонентов.
Ниже описан вариант осуществления настоящего изобретения со ссылкой на фиг. 1. В настоящем варианте осуществления изобретения труба Р, которая подвергается тепловой обработке, располагается в вертикальном направлении. Теплоизолирующий материал наматывается вокруг трубы, чтобы покрывать всю область внешней периферийной поверхности трубы Р, таким образом формируя слой I теплоизолирующего материала. В области R тепловой обработки трубы Р катушка 12 высокочастотного (ВЧ) индукционного нагревания, которая составляет устройство 10А тепловой обработки, наматывается в виде винтовой формы и встраивается в слой I теплоизолирующего материала. Отверстие h для обследования формируется заранее на разделительной стенке трубы Р, например, для обследования сваренной части снаружи от области R тепловой обработки трубы в осевом направлении, при этом на отверстие h для обследования устанавливается пробка 14 для обследования.
Помимо катушки 12 высокочастотного (ВЧ) индукционного нагревания, устройство 10А тепловой обработки включает в себя два баллона 16, используемых как расширительные элементы, которые должны вставляться в проточные каналы в трубе, гибкие трубки 18, присоединяемые к баллонам 16, и воздушный насос 20, расположенный снаружи от трубы Р.
Баллоны 16 формируются из эластичного и термостойкого материала, такого как резина, и имеют пустотелую внутреннюю секцию, в которую может подаваться воздух «а».
Два баллона 16 вставляются в трубу через пробку 14 для обследования в состоянии с выпущенным из них воздухом, и позиционируются внутри проточных каналов s2 и s3 трубы, соответственно, на каждой из двух сторон области R тепловой обработки.
Чтобы разместить баллоны 16 в желаемых положениях внутри проточного канала трубы, например, может использоваться воздушный поток, формируемый внутри трубы Р, или позиционированное надлежащим образом отверстие для обследования может выбираться среди множества открытых отверстий h, сформированных на трубе Р для вставления баллонов 16 через отверстие для обследования, при этом баллоны 16 могут устанавливаться в желаемые положения посредством использования воздушного потока внутри трубы Р.
Затем воздух «а» подаётся внутрь баллонов 16 через гибкие трубки 18 из воздушного насоса 20. Воздух поступает до тех пор, пока баллоны 16 надуваются поступающим воздухом, чтобы закрывать проточные каналы s2 и s3 трубы, а баллоны 16 стабильно удерживаются разделительной стенкой трубы Р с помощью давления воздуха, подаваемого в баллоны 16. Как только приведённое выше условие удовлетворяется, поступление воздуха из воздушного насоса 20 прекращается.
Затем к катушке 12 высокочастотного (ВЧ) индукционного нагревания подаётся переменный ток и в области R тепловой обработки выполняется тепловая обработка трубы.
В соответствии с настоящим изобретением, проточные каналы s2 и s3 трубы перекрываются баллонами 16 на каждой из двух сторон проточного канала s1 трубы области R тепловой обработки в осевом направлении трубы перед тепловой обработкой, таким образом возможно блокировать воздушный поток внутри трубы Р во время тепловой обработки. Таким образом, можно предотвращать перемещение вверх воздуха Ah с высокой температурой, имеющего повышенную температуру в результате тепловой обработки, из проточного канала s1 трубы и протекание его в проточный канал s2 трубы, а также предотвращать протекание воздуха Ас с нормальной температурой в проточный канал s3 трубы, который протекает в проточный канал s1 трубы снизу.
Соответственно, возможно предотвращать создание низкотемпературной части в проточном канале s1 трубы и подавлять изменение температуры в области R тепловой обработки трубы Р во время тепловой обработки. Кроме того, можно предотвращать потери тепла, сопровождающие выходной поток воздуха Ah с высокой температурой.
Кроме того, применяя высокочастотное индукционное нагревание, возможно выполнять тепловую обработку на трубе Р в её первоначально установленном положении, без обрезания и перемещения трубы Р из установленного положения.
Фиг. 2 является видом варианта осуществления изобретения, в котором устройство 10А для тепловой обработки используется в отношении трубы, расположенной в горизонтальном направлении. Кроме того, в настоящем варианте осуществления изобретения два сдутых баллона 16 вставляются через пробку 14 для обследования и выполняется та же самая операция, как и в описанном выше варианте осуществления изобретения, чтобы перегородить проточные каналы s2 и s3 трубы с помощью двух баллонов 16. Затем, тепловая обработка выполняется в области R тепловой обработки трубы Р.
В настоящем варианте осуществления изобретения проточный канал s1 трубы области R тепловой обработки полностью перекрывается от проточных каналов s2 и s3 трубы, таким образом можно предотвращать выходной поток воздуха Ah с высокой температурой из проточного канала s1 трубы и входной поток воздуха Ас с нормальной температурой в проточный канал s1 трубы. Соответственно можно предотвращать изменение температуры в области R тепловой обработки трубы Р и потери тепла вследствие выходного потока воздуха Ah с высокой температурой из проточного канала s1 трубы во время тепловой обработки.
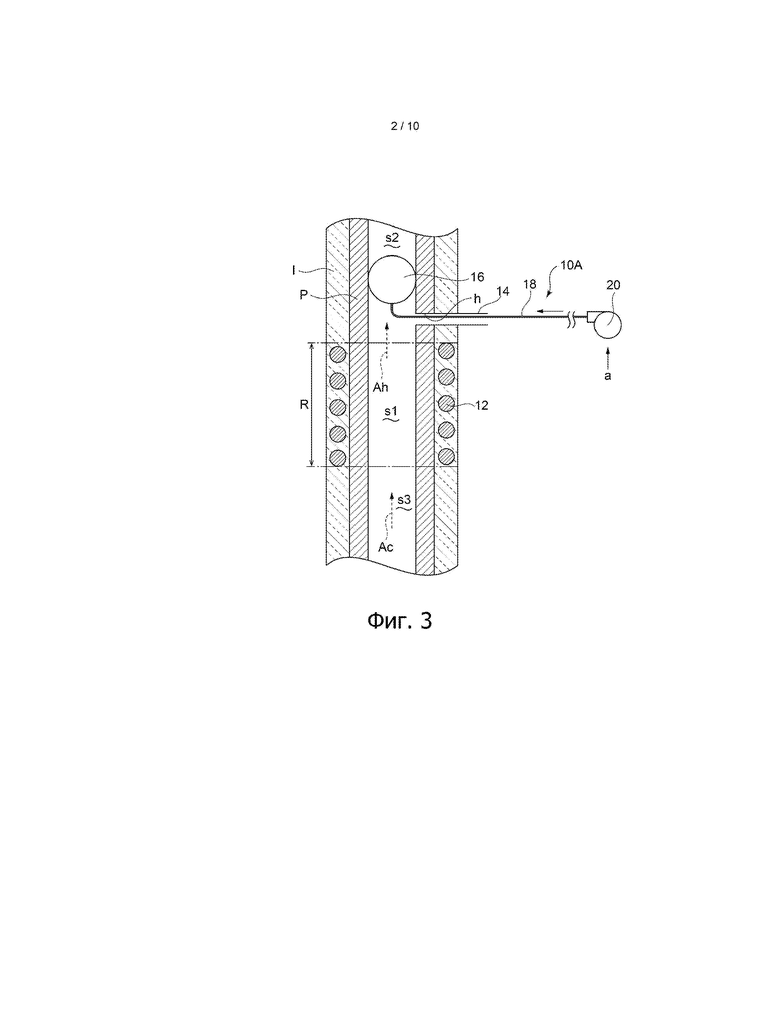
Фиг. 3 является видом ещё одного варианта осуществления настоящего изобретения. В настоящем варианте осуществления изобретения тепловая обработка выполняется на трубе Р, расположенной в вертикальном направлении, с помощью использования устройства 10А для тепловой обработки. В настоящем варианте осуществления изобретения один баллон 16 вставляется в проточный канал трубы через пробку 14 для обследования и устанавливается в проточный канал s2 трубы, расположенный выше области R тепловой обработки. Затем выполняется та же самая операция, как и в описанном выше варианте осуществления изобретения, чтобы закрывать проточный канал s2 трубы и тепловая обработка выполняется в области R тепловой обработки трубы Р.
В настоящем варианте осуществления изобретения можно предотвращать направленное вверх перемещение воздуха Ah с высокой температурой из проточного канала s1 трубы с помощью баллона 16, и таким образом предотвращать попадание воздуха Ас с нормальной температурой в проточный канал s1 трубы снизу.
Соответственно можно предотвращать изменение температуры и потери тепла в области R тепловой обработки трубы Р. Кроме того, поскольку используется только один баллон 16, устройство 10А для тепловой обработки может обеспечиваться при низкой стоимости.
Фиг. 4 является видом ещё одного варианта осуществления настоящего изобретения. В настоящем варианте осуществления изобретения используется устройство 10В для тепловой обработки, включающее в себя водяной насос 22, при этом водяной насос 22 подаёт охлаждающую воду с в баллон 16, вставленный в проточный канал s1 трубы, через гибкую трубку 18. Остальная часть конфигурации устройства 10В для тепловой обработки является такой же, как и у устройства 10А для тепловой обработки.
В настоящем варианте осуществления изобретения количество баллонов 16, которые должны вставляться в проточный канал s трубы, может составлять или один, или два. На фиг. 4 труба Р, катушка 12 для высокочастотного индукционного нагревания и т.д. не изображаются.
В соответствии с настоящим изобретением, охлаждающая вода, имеющая более высокий удельный вес по сравнению с газом, используется в качестве текучей среды для расширения, в результате чего можно увеличивать вес баллона 16. Таким образом, также возможно стабильно сохранять баллон 16 в контакте под давлением с внутренней стенкой трубы, несмотря на изменение давления в проточном канале трубы. Кроме того, баллон 16 может охлаждаться с помощью охлаждающей воды, в результате чего можно защищать баллон 16 от тепла, генерируемого в области R тепловой обработки трубы, даже если баллон 16 не изготавливается из термостойкого материала.
Фиг. 5 является видом ещё одного варианта осуществления настоящего изобретения. Устройство 10С для тепловой обработки, в соответствии с настоящим изобретением, обеспечивается гибкой трубкой 18, включающей в себя подающую гибкую трубку 18а и выпускающую гибкую трубку 18b. Баллон 16 постоянно подпитывается воздухом «а» или охлаждающей водой «с» через подающую гибкую трубку 18а от воздушного насоса 20 или водяного насоса 22. Воздух «а» или охлаждающая вода «с», подаваемые к баллону 16, постоянно выпускается наружу через выпускающую гибкую трубку 18b. Остальная часть операции выполняется аналогично приведённому выше варианту осуществления изобретения, где баллон 16 надувается воздухом, чтобы перекрыть проточный канал s1 трубы от других проточных каналов трубы.
Охлаждающая вода «с», выпускаемая из выпускной трубки 18b, может охлаждаться и использоваться повторно.
В настоящем варианте осуществления изобретения баллон 16 постоянно подпитывается воздухом «а» или охлаждающей водой «с», в результате чего баллон 16 может охлаждаться посредством охлаждающего эффекта от воздуха или охлаждающей воды. Таким образом, можно защищать баллон 16 от тепла, создаваемого в области R тепловой обработки, что даёт возможность располагать баллон 16 ближе к области R тепловой обработки, таким образом позволяя подавлять рассеивание тепла из области R тепловой обработки и уменьшать потребление энергии, требуемое для тепловой обработки.
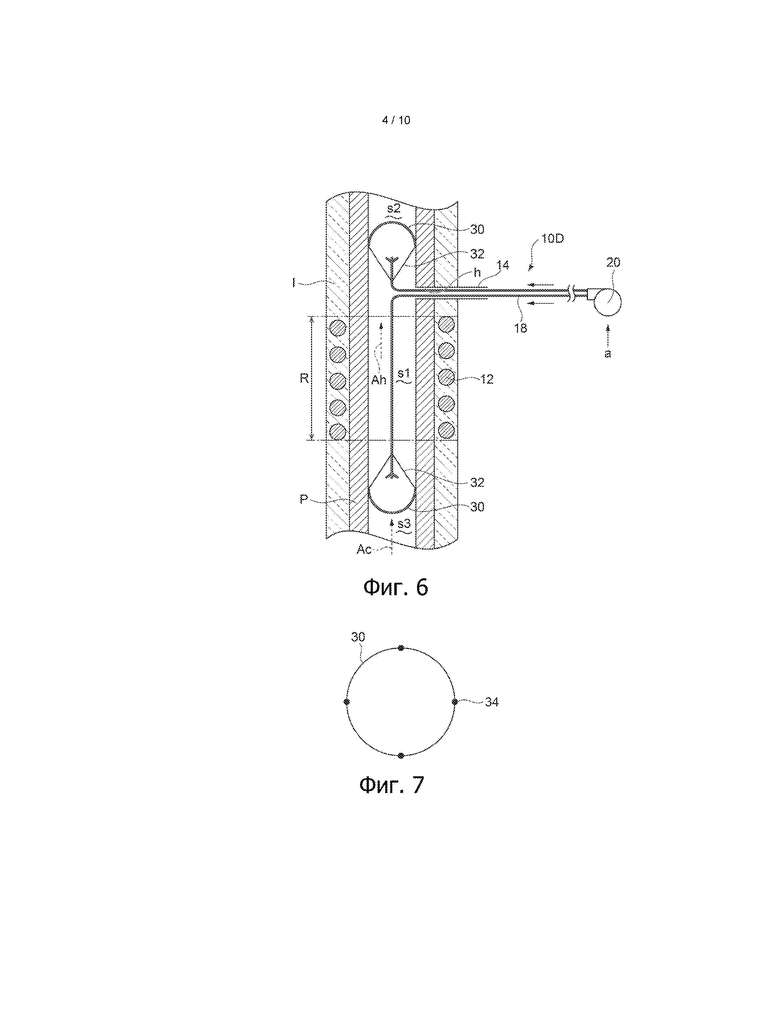
Фиг. 6 является видом ещё одного варианта осуществления настоящего изобретения. Устройство 10D для тепловой обработки, в соответствии с настоящим изобретением, включает в себя термостойкую ткань 30 круглой или полусферической формы, выполненную из термостойкого волокна, которая используется в качестве расширительного элемента. Первые концы множества соединительных стержней 32 присоединяются к участку обода термостойкой ткани 30 через постоянные интервалы, а вторые концы соединительных стержней 32 совместно присоединяются к гибкой трубке 18 в одном местоположении. Соединительные стержни 32 могут включать в себя жёсткие металлические прутья, имеющие маленький диаметр. Вместо жёстких соединительных стержней 32 в качестве соединительных стержней могут использоваться термостойкие и гибкие струны. Гибкая трубка 18 имеет наконечник, расположенный таким образом, чтобы иметь отверстие в направлении центра термостойкой ткани 30. Остальная часть конфигурации устройства 10D для тепловой обработки является аналогичной устройству 10А для тепловой обработки, изображённому на фиг. 1.
В настоящем изобретении две термостойкие ткани 30 складываются и вставляются в проточный канал трубы через пробку 14 для обследования, для того чтобы устанавливаться, соответственно, в проточные каналы s2 и s3 трубы на каждой стороне проточного канала s1 в осевом направлении трубы. Каждая из двух термостойких тканей 30 располагается таким образом, что гибкая трубка 18 позиционируется на той же самой стороне, как и проточный канал s1 трубы.
Ориентация и положение каждой термостойкой ткани 30 может контролироваться, например, с помощью технологии, изображённой на фиг. 7. На фиг. 7 струны 34, изготовленные из термостойкого материала, присоединяются с равными интервалами к четырём местоположениям на участке обода термостойкой ткани 30. Другие концы струн 34 выводятся из трубы Р через пробку 14 для обследования. Четыре струны 34 выбираются и натягиваются при необходимости, при этом степень натягивания регулируется снаружи от трубы Р, в соответствии с ориентацией и положением термостойкой ткани 30.
Затем воздух «а» подаётся внутрь термостойкой ткани 30 через гибкие трубки 18 из воздушного насоса 20. Термостойкая ткань 30 расширяется до тех пор, пока участок обода не входит в контакт с внутренней стенкой трубы с помощью поступающего воздуха «а», в результате чего ткань закрывает проточные каналы s2 и s3 трубы. Далее высокочастотный переменный ток подаётся к катушке 12 высокочастотного индукционного нагревания и выполняется тепловая обработка в области R тепловой обработки трубы Р.
До тех пор, пока не начинается этап тепловой обработки, участок обода термостойкой ткани 30 прижимается к внутренней стенке трубы с помощью воздуха «а», поступающего из гибкой трубки 18, и таким образом поддерживается форма термостойкой ткани 30.
После того, как начинается этап тепловой обработки, пробка 14 для обследования может быть, например, закрыта крышкой (не изображена), и проточный канал s1 трубы может быть плотно закрыт. Соответственно, проточный канал s1 трубы становится хорошо герметизированным пространством, и увеличенное давление в этом хорошо герметизированном пространстве также может помочь поддерживать форму термостойкой ткани 30.
В настоящем изобретении проточный канал s1 трубы перекрывается на обеих сторонах с помощью термостойких тканей 30, в результате чего возможно предотвращать изменения температуры и потери тепла в области R тепловой обработки трубы Р.
Кроме того, термостойкие ткани 30 расширяются в форме парашюта и поэтому возможно поддерживать форму термостойких тканей 30 с помощью использования давления проточного канала s1 трубы. Кроме того, соединительные стержни 32, которые присоединяются к участкам обода термостойких тканей 30, увеличивают жёсткость этих термостойких тканей 30 и поддерживают в расширенном состоянии.
Фиг. 8 является видом варианта осуществления настоящего изобретения, в котором устройство 10D для тепловой обработки используется для выполнения тепловой обработки на трубе Р, расположенной в горизонтальном направлении. Кроме того, в этом варианте осуществления изобретения перед этапом тепловой обработки термостойкие ткани 30 расширяются с помощью операции расширения, аналогично тому, как это происходит в варианте осуществления изобретения, изображённом на фиг. 6, и проточные каналы s2 и s3 трубы на обеих сторонах проточного канала s1 трубы закрываются. Соответственно, возможно предотвращать изменения температуры и потери тепла в области R тепловой обработки трубы Р.
Фиг. 9 и 10 являются видами ещё одного варианта осуществления настоящего изобретения. Устройство 10Е для тепловой обработки, используемое в этом варианте осуществления изобретения, дополнительно включает в себя постоянные магниты 35, установленные на соединительных частях между каждой термостойкой тканью 30 и множеством соединительных стержней 32, при этом остальная часть конфигурации является аналогичной той, которая используется в устройстве 10D для тепловой обработки.
В настоящем изобретении термостойкие ткани 30 расширяются в проточных каналах s2 и s3 трубы, а затем участки обода термостойких тканей 30 притягиваются к внутренней стенке трубы с помощью силы притяжения постоянных магнитов 35.
Таким образом, можно улучшать характеристики устройства, чтобы поддерживать форму в виде парашюта из термостойких тканей 30, а также эффективность закрывания проточных каналов s2 и s3 трубы.
Фиг. 9 является видом варианта осуществления изобретения, котором тепловая обработка выполняется на трубе, расположенной в вертикальном направлении, а фиг. 10 является видом варианта осуществления изобретения, котором тепловая обработка выполняется на трубе, расположенной в горизонтальном направлении.
Фиг. 11 является видом ещё одного варианта осуществления настоящего изобретения. В настоящем варианте осуществления изобретения тепловая обработка выполняется на трубе Р, расположенной в вертикальном направлении, с использованием устройства 10Е для тепловой обработки и одной термостойкой ткани 30. Термостойкая ткань 30 обеспечивается множеством постоянных магнитов 35, установленных на соединительных частях соединительных стержней 32. Одна из термостойких тканей 30 располагается в проточном канале s2 трубы выше области R тепловой обработки. После того как термостойкая ткань 30 располагается в заданном положении в проточном канале s2 трубы, воздух «а» вводится в термостойкую ткань 30 через гибкую трубку 18 с помощью воздушного насоса 20, в результате чего термостойкая ткань 30 расширяется и проточный канал s2 трубы закрывается.
В настоящем варианте осуществления изобретения проточный канал s3 трубы ниже проточного канала s1 трубы не закрывается, а проточный канал s2 трубы закрывается, что даёт возможность предотвращать попадание высокотемпературного воздуха Ah в проточный канал s1 трубы от направленного вверх перемещения, а также предотвращать перетекание воздуха с нормальной температурой в проточный канал s3 из проточного канала s1 трубы.
Каждая из фиг. 12-14 является видом ещё одного варианта осуществления настоящего изобретения. В настоящем варианте осуществления изобретения устройство 10F для тепловой обработки включает в себя два баллона 16, используемые в качестве расширительных элементов для вставления в трубу.
Две теплоизолирующие ленты 36, которые формируются из теплоизолирующего материала, прикрепляются к каждому баллону 16 в положении экваториальной линии баллона 16, расширяемого до максимального диаметра. Две теплоизолирующие ленты 36 имеют форму и гибкость ленты и конфигурируются таким образом, чтобы принимать полукруговую форму, когда баллон 16 расширяется до максимального диаметра, таким образом формируя круговую форму при объединении. Оба конца каждой из двух теплоизолирующих лент 36 прикрепляются в положении, соответствующем экваториальной линии сферы. Две теплоизолирующие ленты 36 имеют форму, определяемую заранее, в результате чего эти теплоизолирующие ленты 36 располагаются в объединённом виде по всей периферии положения экваториальной линии баллона 16 в расширенном состоянии. Материал теплоизолирующих лент 36 может включать в себя, например, керамическое волокно, стекловату, пенополиуретан, пенополистирол, микропористую резину (гибкую пенорезину; FEF) и т.д. Микропористая резина или подобный материал имеет особенно подходящую эластичность.
За исключением того, что эти теплоизолирующие ленты 36 прикрепляются к баллонам 16, конфигурация устройства 10F для тепловой обработки является аналогичной той, которая имеется у устройства 10А для тепловой обработки, изображённого на фиг. 1.
В такой конфигурации два баллона 16 в сдутом состоянии вставляются в проточный канал трубы через пробку 14 для обследования и позиционируются, соответственно, внутри проточных каналов s2 и s3 трубы.
Как изображается на фиг. 14, воздух «а» подаётся внутрь двух баллонов 16 в трубе через гибкую трубку 18, и баллоны постепенно надуваются. Теплоизолирующие ленты 36 расширяются вместе с надуванием баллонов 16 и входят в плотный контакт со всей периферийной частью поверхности баллонов 16 в части экваториальной линии баллонов, когда эти баллоны 16 надуваются, для того чтобы входить в контакт с внутренней стенкой трубы.
Как изображено на фиг. 12 и 13, баллоны 16 находятся в контакте под воздействием давления с внутренней стенкой трубы благодаря воздушному давлению внутри баллонов 16, в то же время находясь в контакте с внутренней стенкой трубы через теплоизолирующие ленты 36, при этом баллоны 16 не находятся в непосредственном контакте с внутренней стенкой трубы.
Как описывалось выше, в настоящем варианте осуществления изобретения баллоны 16 не находятся в непосредственном контакте с внутренней стенкой трубы во время этапа тепловой обработки, таким образом возможно защищать баллоны 16 от теплового воздействия трубы Р, имеющей увеличенную температуру.
Множество постоянных магнитов 35, изображённых на фиг. 9-11, могут быть установлены частично на теплоизолирующих лентах 36 настоящего варианта осуществления изобретения. Соответственно, возможно усиливать степень прикрепления баллонов 16 к внутренней стенке трубы, и таким образом увеличивать эффект перекрытия проточного канала s2 или s3 трубы.
Альтернативно, в варианте осуществления изобретения, изображённом на фиг. 6-8, или в варианте осуществления изобретения, изображённом на фиг. 9-11, теплоизолирующие ленты 36 настоящего варианта осуществления изобретения могут устанавливаться на участке обода термостойкой ткани 30. Таким образом, возможно дополнительно увеличить термостойкие свойства термостойкой ткани 30, и защитить термостойкую ткань 30 от теплового воздействия, оказываемого от области R тепловой обработки трубы Р.
Каждая из фиг. 15 и 16 является видом ещё одного варианта осуществления настоящего изобретения. В этих вариантах осуществления изобретения термостойкая ткань 30 включает в себя жёсткий каркас для надёжного расширения термостойкой ткани 30 в виде парашюта, когда эта термостойкая ткань 30 расширяется.
В примере, изображённом на фиг. 15, каркас 40, который располагается внутри термостойкой ткани 30, имеет множество жёстких металлических стержней, соединённых в виде зонтика или в виде радиальной структуры.
В примере, изображённом на фиг. 16, каркас 42, который располагается внутри термостойкой ткани 30, включает в себя жёсткий металлический стержень, изогнутый в виде винтовой формы.
Каркасы 40 и 42 изготавливаются из сплава с памятью формы, который способен складываться с таким размером, что он может вставляться в трубу через пробку 14 для обследования при нормальной температуре, как обозначено двухточечной штрихпунктирной линией на чертеже, и расширять термостойкую ткань 30 до такого размера, что этот она может закрывать проточный канал трубы в температурном диапазоне этапа тепловой обработки трубы Р.
Соответственно, термостойкая ткань 30 в сложенном состоянии вставляется через пробку 14 для обследования перед этапом тепловой обработки и каркас 40 или 42 расширяется во время этапа тепловой обработки, чтобы способствовать расширению термостойкой ткани 30. Кроме того, после этапа тепловой обработки температура области R тепловой обработки трубы становится нормальной температурой и каркас 40 или 42 способствует сжиманию термостойкой ткани 30 до состояния, обозначенного двухточечной штрихпунктирной линией, в результате чего возможно лёгкое удаление термостойкой ткани 30 из пробки 14 для обследования. Кроме того, с помощью каркаса 40 или 42, предусмотренного для термостойкой ткани 30, возможно увеличивать жёсткость термостойкой ткани 30.
Кроме того, в то время как отверстие h для обследования используется для вставления расширительного элемента в трубу во всех приведённых выше вариантах осуществления изобретения, возможно использование другого отверстия, не являющегося отверстием h для обследования, например, такого как сливное выпускное отверстие, отверстие для выпуска воздуха, или подобные отверстия.
Кроме того, приведённые выше варианты осуществления изобретения могут комбинироваться, чтобы обеспечивать устройство для тепловой обработки или выполнять этап тепловой обработки.
В соответствии, по меньшей мере, с одним вариантом осуществления настоящего изобретения, можно предотвращать изменение температуры в области тепловой обработки и экономить некоторое количество потребляемой энергии во время тепловой обработки трубы посредством простого и недорогого подхода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ГАЗОВОЙ ТУРБИНЫ, СИСТЕМА ОХЛАЖДЕНИЯ ГАЗОВОЙ ТУРБИНЫ И ГАЗОВАЯ ТУРБИНА, СОДЕРЖАЩАЯ ТАКУЮ СИСТЕМУ | 2010 |
|
RU2550371C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВОДЫ ИЗ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2417287C2 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ХОЛОДИЛЬНОГО ЦИКЛА | 2019 |
|
RU2790507C1 |
| ПОЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2014 |
|
RU2641870C1 |
| ХОЛОДИЛЬНЫЙ КОНТУР | 2008 |
|
RU2490566C2 |
| РАСШИРИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ЛЕЧЕНИЯ ГЛАУКОМЫ | 2000 |
|
RU2234894C2 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ АМБУЛАТОРНОЙ ИНФУЗИИ | 2017 |
|
RU2745581C2 |
| СИСТЕМА СТОЙЛОВОГО СОДЕРЖАНИЯ СКОТА | 2018 |
|
RU2748946C1 |
| НАГРЕВАЕМЫЕ ИЗНУТРИ ТЕПЛОВЫЕ АККУМУЛЯТОРЫ С МАТЕРИАЛОМ С ФАЗОВЫМ ПЕРЕХОДОМ | 2019 |
|
RU2783613C2 |
| УДАЛЕНИЕ ТКАНИ ИЗ ОКОЛОНОСОВОЙ ПАЗУХИ И НОСОВОЙ ПОЛОСТИ | 2010 |
|
RU2572745C2 |






Изобретение относится к области металлургии. Для предотвращения изменения температуры в области тепловой обработки труб способ обработки трубы включает: первый этап размещения во внутренней полости трубы через по меньшей мере одно отверстие, выполненное в ней, по меньшей мере одного расширительного элемента с подающей трубкой, выполненных из гибкого материала, и его расположения по меньшей мере с одной стороны нагреваемого участка трубы посредством воздушного потока, создаваемого во внутренней полости трубы; второй этап подачи текучей среды через гибкую подающую трубку в по меньшей мере один расширительный элемент с обеспечением надувания расширительного элемента и перекрытия внутренней полости трубы по меньшей мере с одной стороны нагреваемого участка трубы; третий этап нагрева участка трубы путем подачи электрического тока к индукционной катушке, расположенной на внешней поверхности нагреваемого участка трубы при одновременном перекрытии по меньшей мере с одной стороны нагреваемого участка внутренней полости трубы с помощью расширительного элемента. 2 н. и 11 з.п. ф-лы, 16 ил.
1. Способ тепловой обработки участка трубы, включающий
первый этап размещения во внутренней полости трубы через по меньшей мере одно отверстие, выполненное в ней, по меньшей мере одного расширительного элемента с подающей трубкой, выполненных из гибкого материала, и его расположения по меньшей мере с одной стороны нагреваемого участка трубы посредством воздушного потока, создаваемого во внутренней полости трубы,
второй этап подачи текучей среды через гибкую подающую трубку в по меньшей мере один расширительный элемент с обеспечением надувания расширительного элемента и перекрытия внутренней полости трубы по меньшей мере с одной стороны нагреваемого участка трубы,
третий этап нагрева участка трубы путем подачи электрического тока к индукционной катушке, расположенной на внешней поверхности нагреваемого участка трубы при одновременном перекрытии по меньшей мере с одной стороны нагреваемого участка внутренней полости трубы с помощью расширительного элемента.
2. Способ по п. 1, в котором нагрев участка трубы проводят при установке трубы в вертикальном положении, при этом на первом этапе внутри трубы размещают один расширительный элемент с подающей трубкой, расположенный выше участка нагрева.
3. Способ по п. 1, в котором нагрев участка трубы проводят при размещении на первом этапе внутри трубы двух расширительных элементов, каждый их которых имеет гибкую подающую трубку, при их расположении с обеих сторон нагреваемого участка трубы, а на втором этапе - при подаче текучей среды в расширительные элементы с обеспечением перекрытия с двух сторон нагреваемого участка внутренней полости трубы.
4. Способ по любому из пп. 1-3, в котором нагрев участка трубы проводят с использованием полого расширительного элемента с подводящей и сливной трубками из гибкого материала и в качестве текучей среды для надувания расширительного элемента охлаждающей жидкости при непрерывной ее подаче к по меньшей мере одному расширительному элементу и непрерывном ее сливе из по меньшей мере одного расширительного элемента через сливную гибкую трубку.
5. Способ по любому из пп. 1-3, в котором нагрев участка трубы проводят с использованием магнитов, выполненных с возможностью притяжения к трубе и установленных на по меньшей мере один расширительный элемент в надутом состоянии.
6. Способ по любому из пп. 1-3, в котором нагрев участка трубы проводят с использованием теплоизолирующей ленты, расположенной между трубой и расширительным элементом, а также прикрепленной к по меньшей мере одному расширительному элементу в надутом состоянии.
7. Устройство для тепловой обработки участка трубы, содержащее катушку высокочастотного индукционного нагрева, расположенную вокруг участка нагрева трубы, по меньшей мере один расширительный элемент, выполненный из гибкого материала, с возможностью его установки в трубу через по меньшей мере одно отверстие, образованное в трубе, и расширения при подаче текучей среды для закрывания внутренней части трубы по меньшей мере на одной стороне участка тепловой обработки трубы, присоединенную к расширительному элементу подающую трубку, выполненную из гибкого материала, и с возможностью ее установки в трубу через по меньшей мере одно отверстие, образованное в трубе, и подачи по меньшей мере в один расширительный элемент текучей среды и соединенный с подающей трубкой насос для подачи текучей среды в по меньшей мере один расширительный элемент.
8. Устройство по п. 7, которое дополнительно содержит магниты, установленные на по меньшей мере одном расширительном элементе и обеспечивающие притяжение элемента в расширенном состоянии к трубе.
9. Устройство по п. 7 или 8, которое дополнительно содержит по меньшей мере один теплоизолирующий элемент, установленный на по меньшей мере одном расширительном элементе между по меньшей мере одним расширительным элементом и трубой, когда по меньшей мере один расширительный элемент находится в расширенном состоянии.
10. Устройство по п. 9, в котором по меньшей мере один теплоизолирующий элемент выполнен из гибкого материала, имеет кольцевую форму и прикреплен к по меньшей мере одному расширительному элементу в двух местоположениях, расположенных на расстоянии друг от друга в направлении диаметра, когда по меньшей мере один расширительный элемент находится в расширенном состоянии.
11. Устройство по п. 7 или 8, в котором по меньшей мере один расширительный элемент выполнен в виде баллона из гибкого материала.
12. Устройство по п. 7 или 8, в котором по меньшей мере один расширительный элемент выполнен в виде термостойкой ткани круглой или полусферической формы с возможностью его расширения, и множества соединительных стержней, каждый из которых включает в себя первый конечный участок, присоединенный к участку обода термостойкой ткани, и второй конечный участок, присоединенный к стороне наконечника подающей трубки, при этом расширительный элемент выполнен с возможностью принимать форму парашюта при его расширении.
13. Устройство по п. 12, дополнительно содержащее каркас, установленный на термостойкой ткани и выполненный из сплава с памятью формы с возможностью изгиба с таким размером, что он может вставляться в трубу через по меньшей мере одно отверстие при нормальной температуре и расширять расширительный элемент до размера, обеспечивающего закрытие внутреннего пространства трубы на участке тепловой обработки в заданном температурном диапазоне.
| JP 06248350 A, 06.09.1994 | |||
| JP 2009242817 A, 22.10.2009 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2006 |
|
RU2364485C2 |
| Способ термической обработки сварных соединений | 1977 |
|
SU742475A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ ТРУБ | 1992 |
|
RU2037539C1 |

