Изобретение относится к термической обработке труб и может использоваться непосредственно на технологическом объекте, где установлены трубы, что исключает необходимость их демонтажа.
Необходимость термической обработки труб непосредственно на месте их установки возникает при восстановлении технических характеристик труб после их длительной эксплуатации.
Термическая обработка без демонтажа труб приводит к существенному снижению материальных затрат.
Изобретение может использоваться как для обработки прямолинейных участков труб, так и труб с криволинейными участками.
Известен способ восстановления прочностных свойств паропроводных труб, согласно которому в частности для осуществления термообработки без демонтажа трубопровода нагрев его осуществляют перемещающимся индуктором (см. авт.св. СССР N 109539, кл. С 21 D 9/08, 1956).
Однако, поскольку в указанном а.с. защищен способ как объект изобретения и в нем отсутствует конструктивная проработка устройства, оно может характеризовать только уровень техники в рассматриваемом вопросе.
Известно устройство для закалки цилиндрических деталей, например, труб, содержащее каретку с установленным на ней индуктором, которая перемещается вдоль детали за счет вращения при помощи привода направляющих, причем каретка установлена на ролики, которые перемещаются по направляющим (см.авт.св. СССР N 339585, кл. С 21 D/10, 1972).
К недостаткам известного устройства относятся:
необходимость выполнения на поверхности детали винтовой канавки, за счет которой с помощью определенных технических средств производится слежение за положением каретки и изменение ее положения вдоль детали;
невозможность термообработки труб с криволинейными участками, поскольку направляющие должны выполняться прямолинейными, а также за счет жесткой конструкции каретки;
необходимость демонтажа труб для их обработки, поскольку использовать устройство непосредственно в месте установки труб невозможно.
Известно устройство для индукционной закалки круглых продолговатых изделий с отогнутыми концами, содержащее, в частности, индуктор, который установлен на салазках, перемещаемых посредством приводного двигателя по направляющим вдоль подлежащего термической обработке изделия, которое посредством опор, прижимных приспособлений и зажимных цанг зафиксировано относительно салазок (см. заявку ФРГ N 2157713, кл. C 21 D 1/10, 1973).
Недостатком известного устройства является необходимость демонтажа труб для их обработки, поскольку использование его в месте установки труб в условиях ограниченного пространства не представляется возможным.
Наиболее близкой к изобретению является установка для термообработки труб с утолщенными концами, которая, в частности, содержит индуктор, соединенный с источником питания, охватывающий обрабатываемое изделие и установленный на подвижной платформе, которая перемещается вдоль изделия при помощи привода (см. авт.св. СССР N 308073, кл. С 21 D 1/10, 1971).
Недостатки прототипа такие же, как и у второго аналога.
Задачей, решаемой изобретением, является термическая обработка труб с прямолинейными и криволинейными участками без их демонтажа, непосредственно на месте эксплуатации труб.
Поставленная задача решается за счет того, что устройство для термической обработки труб, содержащее индуктор, соединенный с источником питания, подвижное средство, соединенное с приводом, причем индуктор установлен на подвижном средстве и выполнен с возможностью охвата обрабатываемой трубы, снабжено объемными направляющими элементами, установленными на трубе, а подвижное средство выполнено в виде двух разъемных фланцев, охватывающих обрабатываемую трубу, между которыми по окружности установлены подвижные соединительные гибкие элементы с образованием гибкого цилиндрического каркаса, на котором установлен индуктор, один из фланцев соединен через направляющие элементы с приводом гибкой связью, причем на фланцах установлены несколько роликов, опирающихся на обрабатываемую трубу.
Поставленная задача выполняется также за счет того, что ролики выполнены с возможностью перемещения относительно фланца в радиальном направлении и снабжены фиксирующими элементами.
Поставленная задача выполняется также за счет того, что подвижные соединительные гибкие элементы выполнены в виде шарнирного многократного параллелограмма (см. Кожевников С.Н. Механизмы. М. Машиностроение, 1965, с.108, 109).
Поставленная задача выполняется также за счет того, что направляющие элементы содержат ролики (с проточкой) для направления гибкой связи.
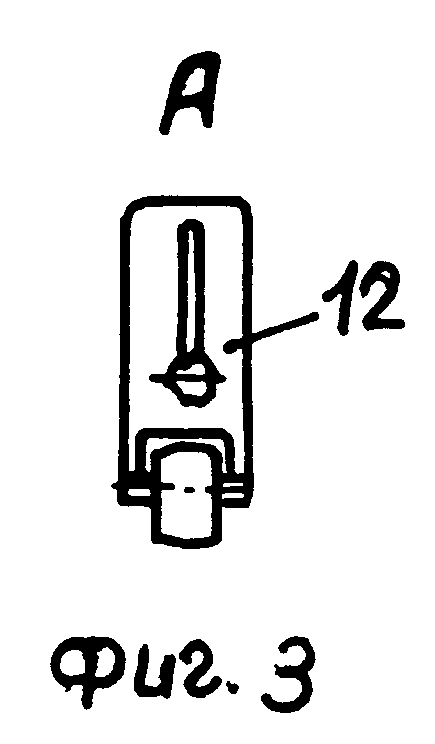
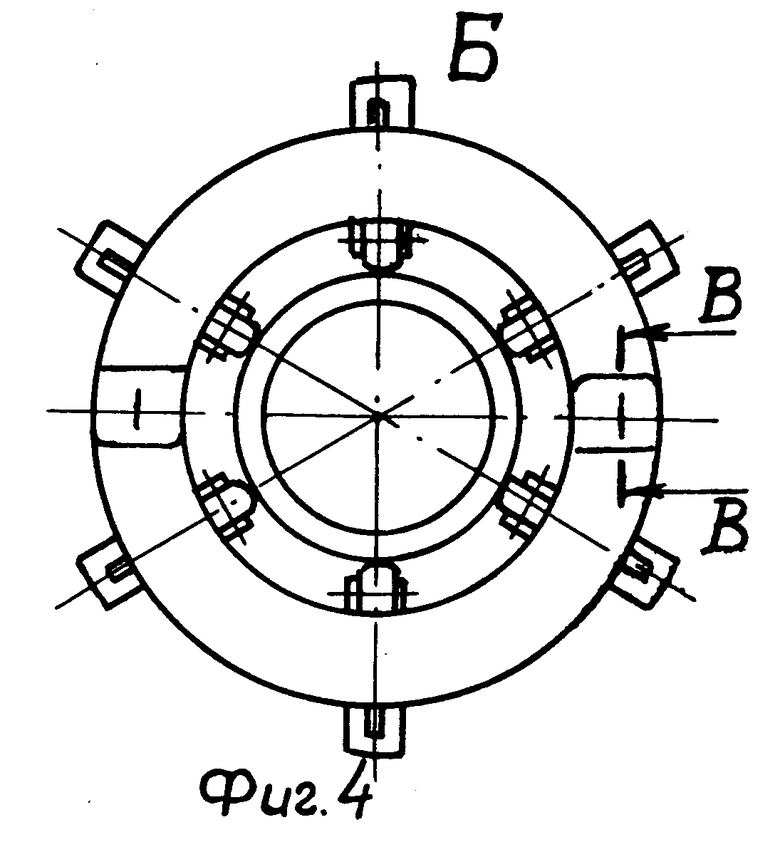
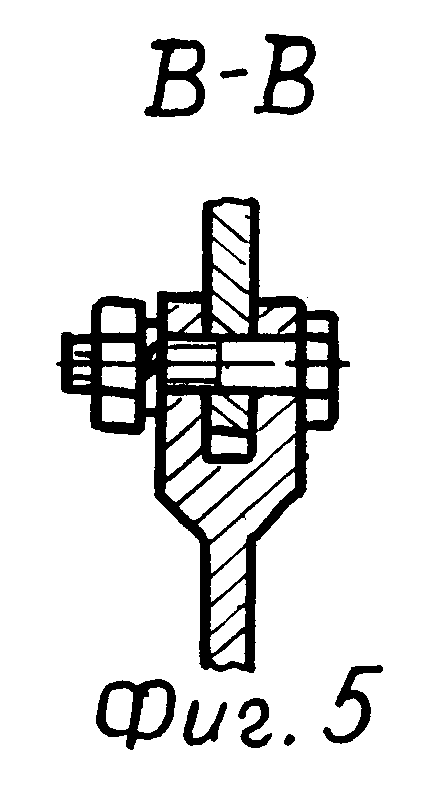
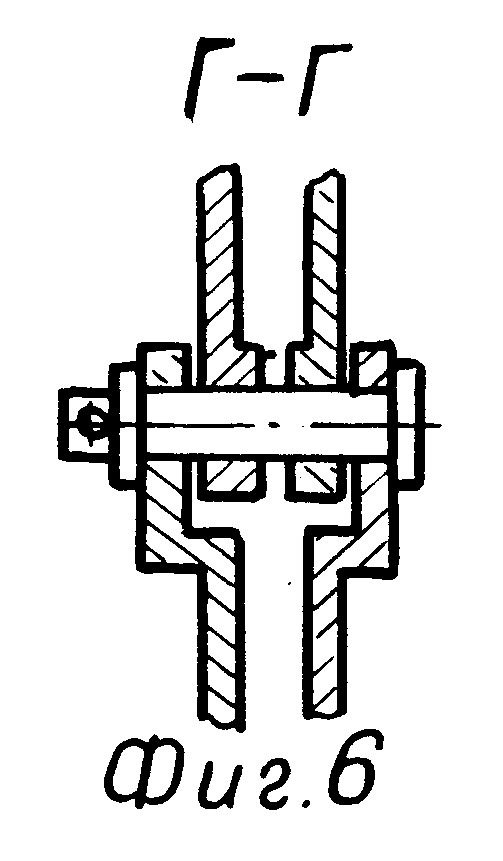
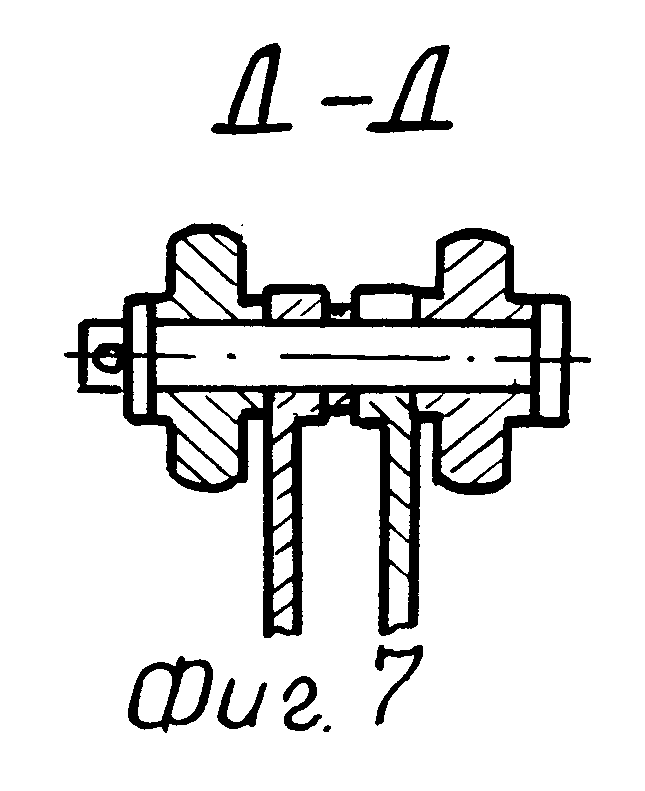
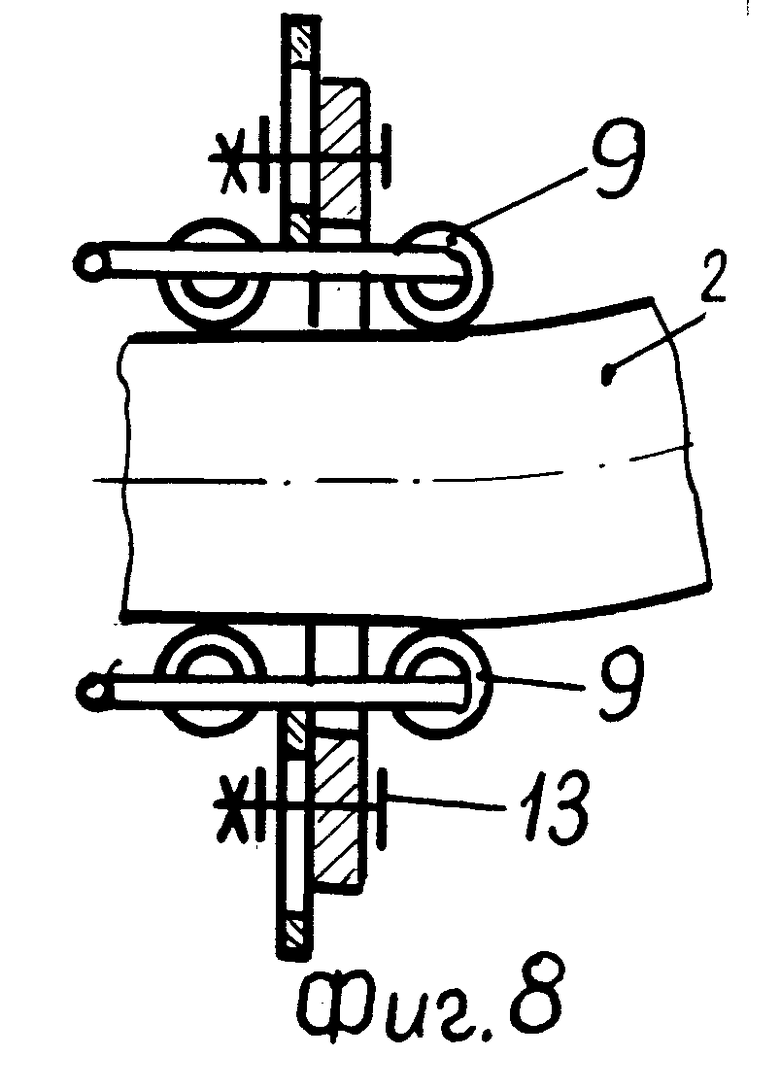
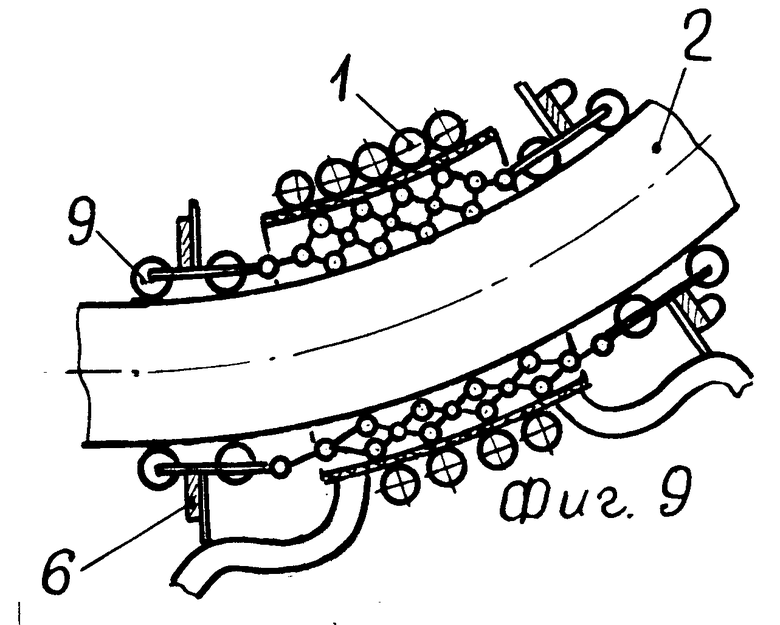
На чертежах представлено устройство согласно изобретению, где на фиг.1 представлено устройство, общий вид; на фиг.2 вид подвижного средства; на фиг.3 вид А на фиг.2; на фиг.4 вид Б на фиг.2; на фиг.5 разрез В-В на фиг.4; на фиг.6 разрез Г-Г на фиг.2; на фиг.7 разрез Д-Д на фиг.2; на фиг.8 изменение положения опорных роликов при перемещении подвижного средства по изгибу трубы; на фиг.9 положение элементов устройства при прохождении гиба трубы.
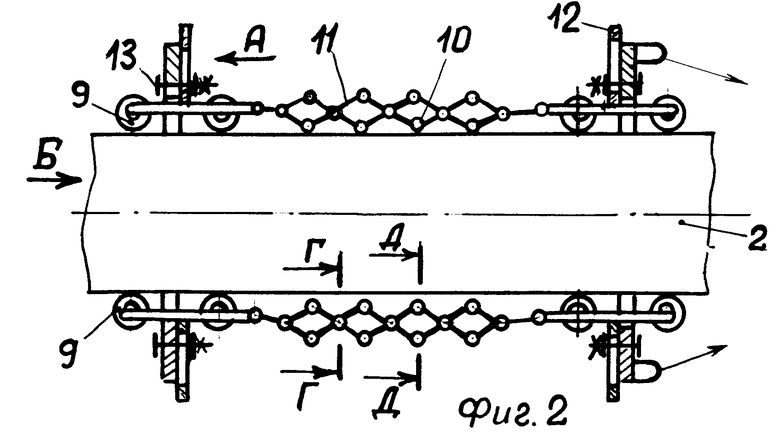
На чертежах представлен индуктор 1, обрабатываемая труба 2, привод 3, съемные направляющие элементы 4 с роликами 5, подвижное средство, на котором установлен индуктор 1, содержит: разъемные фланцы 6, подвижные соединительные элементы 7, которые образуют гибкий цилиндрический каркас, на котором установлен (намотан) индуктор 1, изолирующую прокладку 8, например, из асбеста, опорные ролики 9.
Подвижные соединительные элементы 7 состоят (см. фиг. 6 и 7) из шарниров 10, соединенных между собой гибкими тягами 11. В целом указанное соединение образует шарнирный многократный параллелограмм или участок круглозвенной цепи. Опорные ролики 9 установлены на Г- или Т-образные стойки 12 с проушинами и имеют возможность перемещения в радиальном направлении относительно фланца 6 и фиксации в заданном положении винтами 13.
Работа устройства осуществляется следующим образом. Перед термической обработкой трубы 2 на нее устанавливаются разъемные фланцы 6 с закрепленными между ними соединительными гибкими элементами 7, на которые через изолирующую прокладку 8 наматываются (укладываются) витки гибкого водоохлаждаемого индуктора 1, который соединяется с источником питания (на чертежах не показан). Расстояние между трубкой 2 и витками индуктора 1 регулируется в зависимости от диаметра трубы изменением положения Т-образных стоек 12 относительно фланцев 6 и фиксируется винтами 13.
На обрабатываемой трубе через определенные расстояния устанавливаются съемные направляющие элементы с роликами 5. Один из фланцев 6 гибкой связью 14, например, тросом через ролики 5 соединяется с приводом 3. Устройство готово к работе. После подвода охлаждающей воды индуктору производится включение источника питания и осуществляется термическая обработка участка трубы по режиму, заданному технологией. После окончания обработки одного участка подвижное средство перемещается на новую позицию. Возможна и непрерывная термообработка трубы за счет установки определенной скорости перемещения подвижного средства.
При подходе подвижного средства к очередному направляющему элементу 4 последний снимается.
На фиг. 8 изображено изменение положения опорных роликов 9 при перемещении подвижного средства по изгибу трубы 2. При подходе к изгибу верхний ролик начинает отставать от нижнего ролика, за счет чего весь фланец 6 начинает поворачиваться относительно положения, которое он занимал на прямолинейном участке трубы. Указанный поворот будет происходить до тех пор, пока фланец 6 не займет положение, перпендикулярное к оси трубы 2.
В итоге устройство займет положение, представленное на фиг.9.
Таким образом, устройство согласно изобретению позволяет производить термическую обработку труб как с прямолинейными, так и с криволинейными участками без их демонтажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1992 |
|
RU2037538C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2092584C1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1994 |
|
RU2061065C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2096494C1 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
| УСТРОЙСТВО ДЛЯ ВЫПРАВЛЕНИЯ КРУГЛОЙ ТРУБЫ | 2004 |
|
RU2316402C2 |
| СПОСОБ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089627C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ | 2000 |
|
RU2219254C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
Изобретение относится к термической обработке труб (Т) и используется непосредственно на технологическом объекте, где установлены Т. Существо изобретения заключается в том, что в процессе термообработки индуктор 1, установленный на подвижном средстве (ПС), перемещается по Т 2 за счет соединения ПС с приводом 3 гибкой связью 14. ПС состоит из разъемных фланцев 6, соединенных подвижными соединительными элементами, которые образуют гибкий цилиндрический каркас, на который установлен индуктор 1. На фланцах 6 установлены опорные ролики, которые позволяют ПС перемещаться по Т. 3 з.п. ф-лы. 9 ил.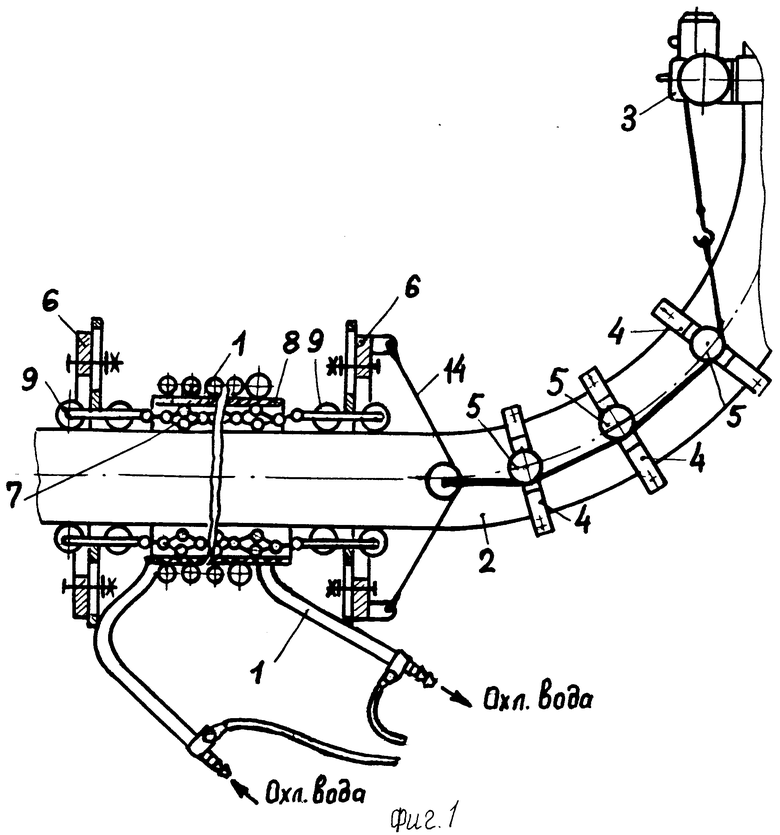
| УСТРОЙСТВО ДЛЯ ДВИЖЕНИЯ ПО СНЕГУ | 1999 |
|
RU2157713C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
