ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к покрытому металлическому листу для наружного использования, к способу его производства, а также к конструкционному материалу для наружного использования.
УРОВЕНЬ ТЕХНИКИ
[0002] Покрытые металлические листы, обладающие превосходной универсальностью, конструкционной пригодностью, долговечностью и подобным, пригодны для различных приложений. В покрытых металлических листах для применений в конструкционных материалах для наружного использования, главным образом с точки зрения конструкционной пригодности, агент регулирования блеска обычно добавляют во внешнюю защитную пленку, которая является поверхностью покрытого металлического листа. Частицы диоксида кремния обычно используются в качестве вышеописанного агента регулирования блеска в покрытых металлических листах для конструкционных материалах для наружного использования. Диаметр частиц диоксида кремния обычно определяется средним диаметром частиц. Средний диаметр частиц диоксида кремния в качестве агента регулирования блеска в покрытом металлическом листе обычно составляет от 3 до 30 мкм в зависимости от цвета и применения (см., например, Патентный документ 1 (абзац 0018)). Дополнительно к этому для того, чтобы обеспечить пленку покрытия шероховатостью, чтобы тем самым обеспечить внешний вид и текстуру так называемого «матированного покрытого стального листа», необходимо дополнительно добавить матирующий агент, имеющий диаметр частиц больше, чем диаметр частиц агента регулирования блеска. Примеры типов матирующего агента включают в себя стеклянную дробь, полимерную дробь и подобное. Средний диаметр частиц матирующего агента обычно составляет от 10 до 50 мкм (см., например, Патентный документ 2 (параграф 0016)).
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
Патентный документ 1
- Японская выложенная патентная заявка № 2011-148107
Патентный документ 2
- Японская выложенная патентная заявка № 2004-154993
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] В качестве покрытых металлических листов для конструкционных материалах для наружного использования используются покрытые хроматом стальные листы. Усилия прикладывались для того, чтобы улучшить способность к обработке формованием или коррозионную стойкость на обрезанных концах для покрытых хроматом стальных листов, которые таким образом могли бы иметь большую долговечность. Тем временем большой интерес в последние годы был проявлен также к защите окружающей среды в технической области конструкционных материалах для наружного использования. Соответственно рассматривались правовые нормы, запрещающие использование компонентов, которые оказывают негативное влияние или вызывают беспокойство по поводу возможности оказания негативного влияния на окружающую среду. Например, в ближайшем будущем ожидается ограничение использования компонентов, содержащих шестивалентный хром, обычно используемых в покрытых металлических листах в качестве антикоррозионного компонента. Также для не содержащих хроматов покрытых стальных листов были предложены различные решения, такие как предварительное покрытие, оптимизация антикоррозионных пигментов и подобное, и характеристики, получаемые при формовке обработанных частей и обрезанных концов, являются сопоставимыми с аналогичными характеристиками покрытых хроматом стальных листов.
[0005] Однако коррозионная стойкость плоской части покрытых хроматом стальных листов не приводила к большим проблемам, в то время как коррозия в плоской части не содержащих хроматов покрытых стальных листов может стать серьезной. В частности, когда частицы диоксида кремния используются в качестве вышеописанного агента регулирования блеска, коррозия, такая как ямочная ржавчина, пузырение пленки покрытия и подобное, образуется в некоторых случаях на плоской части во время фактического использования до истечения намеченного срока службы, как показано на Фиг. 1.
[0006] Задачей настоящего изобретения является предложить покрытый металлический лист и конструкционный материал для наружного использования, которые имели бы конструктивное свойство матовости, а также, даже не содержали хроматов, имели бы превосходную коррозионную стойкость плоской части, эквивалентную или выше коррозионной стойкости покрытых металлических листов, содержащих обработанный хроматами металлический лист.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Авторы настоящего изобретения провели интенсивное исследование причин вышеупомянутой коррозии в плоской части. Фиг. 2 представляет собой микрофотографию корродированной части в плоской части не содержащего хроматов покрытого металлического листа. На Фиг. 2 часть A является частью, в которой частицы диоксида кремния в качестве агента регулирования блеска подвергаются воздействию со стороны внешней защитной пленки, а часть B является частью, в которой частицы диоксида кремния выпали из внешней защитной пленки. Фиг. 3 представляет собой полученную отражательной электронной микроскопией микрофотографию поперечного сечения вдоль линии L, изображенной на Фиг. 2, в части А вышеописанного покрытого металлического листа. Фиг. 4 представляет собой полученную отражательной электронной микроскопией микрофотографию поперечного сечения вдоль линии L, изображенной на Фиг. 2, в части В вышеописанного покрытого металлического листа. Фиг. 3 ясно показывает наличие трещин в частицах диоксида кремния, подвергающихся воздействию на поверхности внешней защитной пленки, а Фиг. 4 ясно показывает, что коррозия металлического листа происходит из отверстий во внешней защитной пленке, из которой выпали частицы диоксида кремния.
[0008] Как было описано выше, авторы настоящего изобретения подтвердили, что когда частицы, имеющие микропоры, такие как диоксид кремния, используются в качестве агента регулирования блеска, коррозия происходит в той части, где агент регулирования блеска во внешней защитной пленке раскололся, разрушился или выпал, а также что агент регулирования блеска, выделенный из внешней защитной пленки, изнашивающейся при реальном использовании, растрескивается, разрушается и выпадает из внешней защитной пленки.
[0009] Авторы настоящего изобретения также исследовали агент регулирования блеска, чтобы тем самым подтвердить, что частицы диоксида кремния, определяемые средним диаметром частиц, содержат частицы, значительно большие, чем средний диаметр частиц относительно толщины внешней защитной пленки. Например, при наблюдении с помощью электронного микроскопа среди коммерчески доступных частиц диоксида кремния, используемых в качестве вышеописанного агента регулирования блеска, частиц диоксида кремния, имеющих средний диаметр частиц 3,3 мкм, авторы настоящего изобретения подтвердили, что среди них содержатся частицы диоксида кремния, имеющие диаметр приблизительно 15 мкм (см. Фиг. 5). Дополнительно к этому авторы настоящего изобретения наблюдали поверхность частиц диоксида кремния (части B на Фиг. 6A), и подтвердили, что бесчисленные мелкие зазоры, которые специфичны для агрегированных частиц, являются открытыми с поверхности (см. Фиг. 6B).
[0010] Аналогичным образом, когда агрегированные частицы, такие как диоксид кремния, полиакрилонитрил (PAN) и т.п., используются в качестве дополнительного матирующего агента во внешней защитной пленке, авторы настоящего изобретения также подтвердили, что коррозия происходит в той части, где матирующий агент, выделенный из внешней защитной пленки, треснул, разрушился или выпал (см. Фиг. 7 и Фиг. 8).
[0011] Затем авторы настоящего изобретения, фокусируясь на том факте, что такие агрегированные частицы, имеющие большой диаметр частиц, уменьшают коррозионную стойкость, установили, что путем использования агента регулирования блеска, имеющего конкретный диаметр частиц относительно толщины внешней защитной пленки и матирующего агента, может быть получена коррозионная стойкость, эквивалентная или выше, чем коррозионная стойкость, достигаемая химической конверсионной обработкой на основе хроматов, а также путем использования хромсодержащего антикоррозионного пигмента в пленке грунтовочного покрытия в обычных металлических листах, и тем самым завершили настоящее изобретение.
[0012] Таким образом, настоящее изобретение относится к покрытому металлическому листу и конструкционному материалу для наружного использования, описываемому ниже.
[1] Покрытый металлический лист, включающий в себя: металлический лист и внешнюю защитную пленку, расположенную на этом металлическом листе, причем внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры, и матирующий агент, который представляет собой первичные частицы, причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, а содержание матирующего агента во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, и причем покрытый металлический лист удовлетворяет следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
2,0≤D297,5/T≤7,0
13≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[2] Покрытый металлический лист, включающий в себя: металлический лист, промежуточную пленку покрытия, расположенную на этом металлическом листе, и внешнюю защитную пленку, расположенную на промежуточной пленке покрытия, причем внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры, и матирующий агент, который представляет собой первичные частицы, причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, а содержание матирующего агента во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, и причем покрытый металлический лист удовлетворяет следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
0,5≤D297,5/T≤7,0
3≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[3] Покрытый металлический лист в соответствии с пунктом [1], дополнительно включающий в себя пленку грунтовочного покрытия между металлическим листом и внешней защитной пленкой.
[4] Покрытый металлический лист в соответствии с пунктом [2], дополнительно включающий в себя пленку грунтовочного покрытия между металлическим листом и пленкой промежуточного покрытия.
[5] Покрытый металлический лист в соответствии с любым из пунктов [1] - [4], в котором Ru меньше, чем T.
[6] Покрытый металлический лист в соответствии с любым из пунктов [1] - [5], в котором металлический лист был подвергнут бесхроматной антикоррозионной обработке, и покрытый металлический лист является не содержащим хроматов.
[7] Покрытый металлический лист в соответствии с любым из пунктов [1] - [5], в котором металлический лист был подвергнут хроматной антикоррозионной обработке.
[8] Покрытый металлический лист в соответствии с любым из пунктов [1] - [7], в котором агент регулирования блеска представляет собой частицы диоксида кремния.
[9] Покрытый металлический лист в соответствии с любым из пунктов [1] - [8], имеющий степень блеска при 75° от 1 до 25.
[10] Покрытый металлический лист в соответствии с любым из пунктов [1] - [9], являющийся покрытым металлическим листом для наружного использования.
[11] Конструкционный материал для наружного использования, состоящий из покрытого металлического листа в соответствии с любым из пунктов [1] - [9].
[0013] Кроме того, настоящее изобретение относится к способу для производства покрытого металлического листа, описываемого ниже.
[12] Способ производства покрытого металлического листа, имеющего металлический лист и внешнюю защитную пленку, расположенную на этом металлическом листе, включающий в себя следующие стадии: нанесение материала внешней защитной пленки, содержащего смолу, агент регулирования блеска и матирующий агент, на металлический лист, и отверждение материала внешней защитной пленки для того, чтобы сформировать внешнюю защитную пленку, причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, а содержание матирующего агента во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, причем агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и причем используются агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
2,0≤D297,5/T≤7,0
13≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[13] Способ производства покрытого металлического листа, имеющего металлический лист и внешнюю защитную пленку, расположенную на этом металлическом листе, включающий в себя следующие стадии: нанесение материала внешней защитной пленки, содержащего смолу, агент регулирования блеска и матирующий агент, на металлический лист; и отверждение материала внешней защитной пленки для того, чтобы сформировать внешнюю защитную пленку, причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, а содержание матирующего агента во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, причем агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и причем используются агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
0,5≤D97,5/T≤7,0
3≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[14] Способ для производства покрытого металлического листа в соответствии с пунктом [12] или [13], в котором материал внешнего защитного покрытия был подвергнут обработке для распыления частиц в материале внешнего защитного покрытия.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0014] Настоящее изобретение предотвращает внешнее воздействие, раскалывание и т.п. агента регулирования блеска, а также раскалывание, выпадение и т.п. матирующего агента в течение намеченного срока службы. В результате предлагается покрытый металлический лист, который преднамеренно имеет конструктивное свойство матовости, имеющий также регулируемую степень блеска, хотя он и не содержит хроматов, имеет превосходную коррозионную стойкость плоской части, эквивалентную или выше коррозионной стойкости покрытых металлических листов, содержащих антикоррозионно обработанный хроматами металлический лист.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015]
Фиг. 1 представляет собой микрофотографию корродированной части (вздутия пленки покрытия) в плоской части не содержащего хроматов покрытого металлического листа, находившегося в фактическом использовании в течение пяти лет;
Фиг. 2 представляет собой микрофотографию корродированной части в плоской части не содержащего хроматов покрытого металлического листа;
Фиг. 3 представляет собой полученную отражательной электронной микроскопией микрофотографию поперечного сечения вдоль линии L, изображенной на Фиг. 2, в части А покрытого металлического листа, изображенного на Фиг. 2;
Фиг. 4 представляет собой полученную отражательной электронной микроскопией микрофотографию поперечного сечения вдоль линии L, изображенной на Фиг. 2, в части В покрытого металлического листа, изображенного на Фиг. 2;
Фиг. 5 представляет собой электронную микрофотографию коммерчески доступных частиц диоксида кремния, имеющих средний диаметр частиц 3,3 мкм;
Фиг. 6A представляет собой электронную микрофотографию коммерчески доступных частиц диоксида кремния, а Фиг. 6B представляет собой увеличенную электронную микрофотографию части B, изображенной на Фиг. 6A;
Фиг. 7 представляет собой микрофотографию поперечного сечения корродированной части в плоской части не содержащего хроматов покрытого металлического листа, в котором частицы диоксида кремния используются в качестве матирующего агента; и
Фиг. 8 представляет собой микрофотографию поперечного сечения корродированной части в плоской части не содержащего хроматов покрытого металлического листа, в котором частицы PAN используются в качестве матирующего агента.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0016] Далее будет описан покрытый металлический лист в соответствии с одним вариантом осуществления настоящего изобретения. Вышеописанный покрытый металлический лист включает в себя металлический лист и внешнюю защитную пленку, расположенную на металлическом листе или выше металлического листа.
[0017] Вышеописанный металлический лист может быть выбран из известных металлических листов в таком диапазоне, в котором может быть достигнут эффект данного варианта осуществления. Примеры металлического листа включают в себя листы холоднокатаной стали, листы оцинкованной стали, покрытый сплавом Zn-Al стальной лист, покрытые сплавом Zn-Al-Mg стальные листы, покрытые алюминием стальные листы, листы нержавеющей стали (включая аустенитные, мартенситные, ферритные, и феррит-мартенситные двухфазные системы), алюминиевые листы, листы алюминиевого сплава, медные листы и т.п. Вышеописанные металлические листы предпочтительно являются покрытыми металлом стальными листами с точки зрения коррозионной стойкости, меньшего веса и экономичности. Покрытый металлом стальной лист предпочтительно представляет собой покрытые погружением в расплав 55%-ного сплава Al-Zn стальные листы, покрытые сплавом Zn-Al-Mg стальные листы, или покрытые алюминием стальные листы, в частности с точки зрения коррозионной стойкости, а также с точки зрения пригодности для конструкционных материалах для наружного использования.
[0018] Вышеописанный металлический лист предпочтительно имеет на своей поверхности химическую конверсионную пленку с точки зрения улучшения клейкости покрытого металлического листа, а также коррозионной стойкости. Химическое преобразование представляет собой один тип предварительного покрытия для металлических листов, а химическая конверсионная пленка представляет собой композиционный слой, сформированный с помощью такой обработки предварительного покрытия. Вышеописанные металлические листы являются предпочтительными в том плане, что эти листы были подвергнуты антикоррозионной обработке без использования хроматов с точки зрения сокращения экологической нагрузки при производстве и использовании покрытого металлического листа, а также в том плане, что эти листы были подвергнуты хроматной антикоррозионной обработке с точки зрения дополнительного улучшения коррозионной стойкости.
[0019] Примеры вышеописанной химической конверсионной пленки, получаемой с помощью вышеописанной бесхроматной антикоррозионной обработки, включают в себя пленки из композита Ti-Mo, пленки на основе фторзамещенной кислоты, фосфатные пленки, пленки на основе смолы, пленки на основе смолы и кремнийорганического аппрета, пленки на основе диоксида кремния, пленки на основе диоксида кремния и кремнийорганического аппрета, пленки на основе циркония, а также пленки на основе циркония и кремнийорганического аппрета.
[0020] С вышеописанной точки зрения в вышеописанном металлическом листе количество осажденной пленки композита Ti-Mo предпочтительно составляет от 10 до 500 мг/м2 в терминах суммы Ti и Mo, количество пленки на основе фторзамещенной кислоты предпочтительно составляет от 3 до 100 мг/м2 в терминах фтора или в терминах суммы элементарных металлов, и количество осажденной фосфатной пленки предпочтительно составляет от 0,1 до 5 г/м2 в терминах элементарного фосфора.
[0021] Количество осажденной вышеописанной пленки на основе смолы предпочтительно составляет от 1 до 500 мг/м2 с точки зрения смолы, количество вышеописанной пленки на основе смолы и кремнийорганического аппрета предпочтительно составляет от 0,1 до 50 мг/м2 в расчете на Si, количество вышеописанной осажденной пленки на основе диоксида кремния предпочтительно составляет от 0,1 до 200 мг/м2 в расчете на Si, количество вышеописанной осажденной пленки на основе диоксида кремния и кремнийорганического аппрета предпочтительно составляет от 0,1 до 200 мг/м2 в расчете на Si, количество вышеописанной осажденной пленки на основе циркония предпочтительно составляет от 0,1 до 100 мг/м2 в расчете на Zr, и количество вышеописанной осажденной пленки на основе циркония и кремнийорганического аппрета предпочтительно составляет от 0,1 до 100 мг/м2 в расчете на Zr.
[0022] Кроме того, примеры вышеописанной хроматной антикоррозионной обработки включают в себя хроматирование покрытия, а также обработку на основе фосфата-хромата. С вышеописанной точки зрения количество пленки, осажденной с помощью хроматной антикоррозионной обработки на вышеописанном металлическом листе, предпочтительно составляет от 20 до 80 г/м2 в расчете на элементарный хром.
[0023] Вышеописанная внешняя защитная пленка обычно состоит из смолы, отличающийся от фторопласта. Эта смола выбирается подходящим образом с точки зрения конструктивных свойств, стойкости к атмосферной коррозии и т.п. Примеры такой смолы включают в себя полиэстер, акриловые смолы и уретановые смолы.
[0024] Толщина T вышеописанной внешней защитной пленки составляет от 13 до 20 мкм. Чрезмерно большая толщина T внешней защитной пленки может быть ответственной за дефекты покрытия (вспенивание), снижение производительности, увеличение производственных затрат и т.п., тогда как при чрезмерно малой толщине пленки T намеченные конструктивные свойства и намеченная стойкость к коррозии плоской части не могут быть достигнуты. Например, для того, чтобы получить покрытый металлический лист, который обеспечивает хорошую производительность, намеченную степень блеска и окраску, и может фактически использоваться в качестве конструкционного материала для наружного использования в течение по меньшей мере 10 лет, толщина T внешней защитной пленки с вышеописанной точки зрения предпочтительно составляет, например, 14 мкм или больше, более предпочтительно 15 мкм или больше. Также благодаря вышеописанной причине толщина T внешней защитной пленки предпочтительно составляет 19 мкм или меньше, более предпочтительно 18 мкм или меньше. Толщина T внешней защитной пленки является, например, средним значением расстояний от ее дна до поверхности во множестве положений на той ее части, где матирующий агент внешней защитной пленки не присутствует.
[0025] Альтернативно, когда покрытый металлический лист имеет еще и другую пленку (пленки) покрытия, отличающуюся от внешней защитной пленки, толщина T внешней защитной пленки может быть определена с дополнительным учетом этой другой пленки (пленок) покрытия. Например, когда покрытый металлический лист имеет описанную ниже пленку грунтовочного покрытия и внешнюю защитную пленку, толщина T внешней защитной пленки предпочтительно составляет от 14 до 20 мкм с точки зрения конструктивных свойств, коррозионной стойкости и способности к обработке. Альтернативно, когда покрытый металлический лист имеет пленку грунтовочного покрытия, описанную ниже пленку промежуточного покрытия и внешнюю защитную пленку, толщина T внешней защитной пленки составляет от 3 до 20 мкм. Дополнительно к этому с вышеописанной точки зрения толщина пленки T предпочтительно составляет от 4,0 до 19 мкм, более предпочтительно от 5,0 до 18 мкм.
[0026] Толщина T вышеописанной внешней защитной пленки, с точки зрения конструктивных свойств покрытого металлического листа, предпочтительно больше, когда цвет внешней защитной пленки является светлым, и может быть меньше, когда цвет внешней защитной пленки является темным. Хотя это зависит от конкретного случая, например, когда значение L внешней защитной пленки составляет 80 или меньше, толщина T внешней защитной пленки может составлять 15 мкм или меньше, а когда значение L внешней защитной пленки составляет больше чем 80, толщина пленки предпочтительно составляет больше чем 15 мкм.
[0027] Альтернативно толщина T вышеописанной внешней защитной пленки может быть меньше, когда цвет внешней защитной пленки является более близким к цвету поверхности стального листа до того, как будет сформирована внешняя защитная пленка (например, пленка грунтовочного покрытия и пленка промежуточного покрытия, описанные ниже), с точки зрения конструктивных характеристик покрытого металлического листа. Хотя это зависит от конкретного случая, например, когда абсолютное значение ΔL разности между значением L внешней защитной пленки и значением L цвета поверхности стального листа до того, как будет сформирована пленка покрытия, составляет 10 или меньше, толщина T внешней защитной пленки может составлять 13 мкм или меньше, когда значение ΔL составляет 20 или меньше, толщина пленки T может составлять 15 мкм или меньше, а когда значение ΔL составляет 50 или меньше, толщина пленки T может составлять 17 мкм или меньше.
[0028] Кроме того, в покрытом металлическом листе в соответствии с настоящим вариантом осуществления даже внешняя защитная пленка в покрытом металлическом листе, который не имеет никакой пленки промежуточного покрытия, может быть сформирована аналогично внешней защитной пленке в покрытом металлическом листе, имеющем пленку промежуточного покрытия. Например, когда цвет внешней защитной пленки является близким к цвету ее основы (например, пленки грунтовочного покрытия) (например, значение ΔL составляет 10 или меньше), когда цвет внешней защитной пленки является темным (например, значение L составляет 25 или меньше) и т.п., толщина T внешней защитной пленки может быть уменьшена так, чтобы она была эквивалентной толщине внешней защитной пленки в покрытом металлическом листе, имеющем пленку промежуточного покрытия (например, вплоть до 3 мкм).
[0029] В связи с этим вышеописанное значение L может быть определено путем вычисления с помощью формулы цветового различия Хантера на основе результата измерения с использованием коммерчески доступного спектрофотометра (например, производства компании KONICA MINOLTA OPTICS, INC. марки «CM3700d»).
[0030] Вышеописанная внешняя защитная пленка содержит агент регулирования блеска. Агент регулирования блеска смешивается с внешней защитной пленкой для того, чтобы придать умеренную шероховатость поверхности внешней защитной пленки с целью достижения намеченного блеска в покрытом металлическом листе, с целью регулирования вариации блеска среди производственных партий и т.п., придавая покрытому металлическому листу намеченный внешний вид с блеском.
[0031] Вышеописанный агент регулирования блеска имеет среднечисловой диаметр частиц R (который в дальнейшем может также упоминаться как «R1»), равный 1,0 мкм или больше. Когда агент регулирования блеска является чрезвычайно малым, степень блеска внешней защитной пленки является чрезвычайно высокой, и таким образом, намеченная конструктивное свойство не может быть достигнуто. По сути возможно определить среднечисловой диаметр частиц агента регулирования блеска R1 подходящим образом в зависимости от намеченных конструктивных свойств (блеска) покрытого металлического листа в таком диапазоне, где значение R1 удовлетворяет описанной ниже формуле. Однако, когда значение R1 является чрезвычайно большим, шероховатость внешней защитной пленки увеличивается, и таким образом намеченное конструктивное свойство не может быть достигнуто. Например, с точки зрения получения покрытого металлического листа, имеющего степень блеска при 75° от 1 до 25 в дополнение к коррозионной стойкости плоской части, среднечисловой диаметр R1 частиц агента регулирования блеска предпочтительно составляет 2,0 мкм или больше, более предпочтительно 3,0 мкм или больше, еще более предпочтительно 5,0 мкм или больше, или даже предпочтительно 7,0 мкм или больше. Среднечисловой диаметр частиц может быть подтвержден путем наблюдения поперечного сечения внешней защитной пленки, или может быть измерен способом анализа изображения и способом Коултера (например, с использованием точного анализатора размера и количества частиц «Multisizer 4» производства компании Beckman Coulter Inc.).
[0032] Альтернативно, когда покрытый металлический лист имеет еще и другую пленку (пленки) покрытия, отличающуюся от внешней защитной пленки, среднечисловой диаметр R1 частиц вышеописанного агента регулирования блеска может быть определен в зависимости от толщины T внешней защитной пленки. Например, когда покрытый металлический лист имеет пленку грунтовочного покрытия и внешнюю защитную пленку, среднечисловой диаметр R1 частиц вышеописанного агента регулирования блеска предпочтительно составляет 2,0 мкм или больше с точки зрения намеченного блеска, коррозионной стойкости и способности к обработке. Альтернативно, когда покрытый металлический лист имеет пленку грунтовочного покрытия, описанную ниже пленку промежуточного покрытия и внешнюю защитную пленку, среднечисловой диаметр R1 частиц вышеописанного агента регулирования блеска составляет 1,0 мкм или больше. Дополнительно к этому с вышеописанной точки зрения среднечисловой диаметр R1 частиц предпочтительно составляет 2,0 мкм или больше.
[0033] Содержание вышеописанного агента регулирования блеска в вышеописанной внешней защитной пленке составляет от 0,2 об.% до 15 об.%. Когда это содержание является чрезвычайно высоким, степень блеска внешней защитной пленки становится чрезвычайно низкой, а также уменьшается способность к адгезии обработанной части. Когда это содержание является чрезвычайно низким, блеском становится невозможно управлять. Таким образом, если это содержание является чрезвычайно большим или малым, намеченное конструктивное свойство не может быть достигнуто. Например, с точки зрения получения покрытого металлического листа, имеющего степень блеска при 75° от 1 до 25, содержание агента регулирования блеска во внешней защитной пленке предпочтительно составляет 0,4 об.% или больше, более предпочтительно 0,6 об.% или больше. Также по вышеописанной причине содержание агента регулирования блеска во внешней защитной пленке предпочтительно составляет 13 об.% или меньше, более предпочтительно 11 об.% или меньше. Это содержание может быть подтверждено путем измерения содержания золы во внешней защитной пленке, сбора агента регулирования блеска путем растворения внешней защитной пленки, анализа изображения поперечного сечения на предмет различия элементов, выполняемого на множестве точек, и подобного.
[0034] Альтернативно, когда покрытый металлический лист имеет еще и другую пленку (пленки) покрытия, отличающуюся от внешней защитной пленки, содержание вышеописанного агента регулирования блеска может быть определено с дополнительным учетом присутствия этой другой пленки (пленок) покрытия. Например, когда покрытый металлический лист имеет описанную ниже пленку грунтовочного покрытия и внешнюю защитную пленку, содержание агента регулирования блеска предпочтительно составляет от 0,4 об.% до 15 об.% с точки зрения конструктивных свойств, коррозионной стойкости и способности к обработке. Альтернативно, когда покрытый металлический лист имеет пленку грунтовочного покрытия, описанную ниже пленку промежуточного покрытия и внешнюю защитную пленку, содержание агента регулирования блеска составляет от 0,01 об.% до 15 об.%. Дополнительно к этому с вышеописанной точки зрения это содержание предпочтительно составляет от 0,1 об.% до 13 об.%, более предпочтительно от 0,2 об.% до 11 об.%.
[0035] Вышеописанный агент регулирования блеска представляет собой частицы, имеющие микропоры (и в дальнейшем может упоминаться как «микропористые частицы»). Примеры микропористых частиц включают в себя агрегаты, сформированные путем химического связывания первичных частиц, агломераты, сформированные путем физического связывания первичных частиц, а также пористые частицы. Пористые частицы имеют пористую структуру по меньшей мере внутри частиц. Вышеописанный агент регулирования блеска может состоять исключительно из вышеописанных микропористых частиц, или он может содержать частицы, отличные от микропористых частиц. Микропористые частицы могут быть неорганическими частицами или органическими частицами, и могут быть выбраны из известных микропористых частиц, используемых в качестве агента регулирования блеска, в таком диапазоне, в котором частицы удовлетворяют описанному ниже уравнению. Примеры материалов микропористых частиц включают в себя диоксид кремния, карбонат кальция, барит, полиакрилонитрил, а также композиты карбоната кальция и фосфата кальция. Вышеописанный агент регулирования блеска предпочтительно представляет собой частицы диоксида кремния с точки зрения наличия высокой функции регулирования блеска покрытых металлических листов.
[0036] Вышеописанный покрытый металлический лист удовлетворяет следующему условию:
D197,5/T≤0,7
где R1 представляет собой среднечисловой диаметр частиц вышеописанного агента регулирования блеска (мкм), T - толщина вышеописанной внешней защитной пленки (мкм), и D197,5 представляет собой диаметр частиц (мкм), соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска (в дальнейшем может также упоминаться как «числовое распределение размера частиц»). Однако когда верхний предел размера частиц в числовом распределении частиц по размеру агента регулирования блеска обозначается как Ru (мкм), соответствующее значение Ru равно 1,2T или меньше. «Верхний предел диаметра частиц (Ru)» является диаметром частиц, при котором кривая распределения размера частиц в числовом распределении частиц по размеру соответствует базовой линии при среднечисловом диаметре частиц R1 или больше.
[0037] D197,5 будет существенным показателем диаметра частиц вышеописанного агента регулирования блеска, при котором достигается эффект настоящего изобретения. При чрезвычайно большом значении D197,5/T вышеописанные микропористые частицы могут подвергаться воздействию окружающей среды благодаря износу внешней защитной пленки во время практического использования, и намеченная коррозионная стойкость плоской части не сможет быть достигнута. При чрезвычайно малом значении D197,5/T намеченная степень блеска не может быть достигнута.
[0038] Например, с точки зрения получения покрытого металлического листа, имеющего степень блеска при 75° от 1 до 25, значение D197,5/T предпочтительно равно 0,3 или больше, более предпочтительно 0,4 или больше. Дополнительно к этому с точки зрения получения покрытого металлического листа, имеющего фактический срок службы в качестве конструкционного материала для наружного использования по меньшей мере 10 лет или больше, значение D197,5/T предпочтительно равно 0,6 или меньше, более предпочтительно 0,5 или меньше.
[0039] Кроме того, в соответствующем числовом распределении частиц по размеру содержание частиц, больших чем D197,5, составляет всего лишь приблизительно 2,5% от числа всех частиц. Таким образом, агент регулирования блеска, у которого кривая распределения размера частиц проявляет конкретную крутизну при диаметре частиц, равном среднечисловому диаметру частиц R1 или больше в числовом распределении частиц по размеру, удовлетворяя условию «D197,5/T≤0,7», может быть применен в настоящем изобретении в том виде, как он есть. Другими словами, вышеописанный агент регулирования блеска, имеющий точку встречи (Ru), равную 1,2T или меньше, при которой кривая распределения размера частиц в числовом распределении частиц по размеру соответствует базовой линии при среднечисловом диаметре частиц R1 или больше, который удовлетворяет условию «D197,5/T≤0,7», может быть применен в настоящем изобретении.
[0040] Причина, по которой достаточная коррозионная стойкость плоской части проявляется тогда, когда верхний предел диаметра частиц Ru (мкм) равен 1,2T или меньше (и когда он составляет больше чем 0,7T), может быть объяснена следующим образом. Во-первых, во внешней защитной пленке полимерная композиция внешней защитной пленки накладывается на агент регулирования блеска, и таким образом может получиться так, что агент регулирования блеска, имеющий диаметр частицы 1,2T или менее, может не извлекаться с поверхности внешней защитной пленки. Альтернативно частицы, имеющие диаметр больше чем 0,7T в вышеописанном агенте регулирования блеска, вряд ли будут значительно отклоняться от нормального распределения, даже если описанное выше фактическое числовое распределение размера частиц в диапазоне больше, чем вышеописанное значение R1, отклоняется от нормального распределения. Таким образом возможно, что содержание этих частиц будет меньше чем 2,5% от общего количества. Следовательно, возможно, что частицы, имеющие диаметр больше чем 0,7T в вышеописанном агенте регулирования блеска, могут присутствовать в слишком малом количестве для того, чтобы существенно влиять на коррозионную стойкость плоской части. Кроме того, вышеописанный агент регулирования блеска в целом имеет странную форму и обычно до некоторой степени низкий профиль. Очевидно, в вышеописанном агенте регулирования блеска во внешней защитной пленке продольное направление агента регулирования блеска обычно имеет тенденцию ориентироваться больше в горизонтальном направлении, чем в вертикальном направлении благодаря нанесению описанного ниже материала внешнего защитного покрытия, и таким образом диаметр частицы вышеописанного агента регулирования блеска в направлении толщины внешней защитной пленки обычно становится короче, чем длинный диаметр агента регулирования блеска (например, 1,2T).
[0041] Когда вышеописанное значение Ru является чрезвычайно большим, вышеописанные микропористые частицы подвергаются воздействию вследствие износа внешней защитной пленки во время фактического использования, и намеченная коррозионная стойкость плоской части не может быть достигнута. С точки зрения получения покрытого металлического листа, имеющего фактический срок службы в качестве конструкционного материала для наружного использования по меньшей мере 10 лет или больше, значение Ru предпочтительно составляет меньше чем T, более предпочтительно 0,7T или меньше, еще более предпочтительно 0,6T или меньше. Значения R1, D197,5 и Ru могут быть определены из числового распределения размера частиц вышеописанного агента регулирования блеска.
[0042] В связи с этим сторона, меньшая чем средний диаметр частиц R1 в числовом распределении частиц по размеру вышеописанного агента регулирования блеска может быть любой, если удовлетворяются условия вышеописанного распределения размера частиц.
[0043] В качестве вышеописанного агента регулирования блеска, который удовлетворяет условиям вышеописанного распределения размера частиц, могут использоваться коммерчески доступным продукты и их классифицированные материалы.
[0044] В связи с этим для того, чтобы произвести вышеописанный покрытый металлический лист, вышеописанный агент регулирования блеска может не удовлетворять вышеупомянутым условиям величины частиц (например, могут присутствовать грубые частицы с размером больше, чем 1,2T, и подобное), или может отклоняться от вышеописанных условий в процессе производства. В этом случае описанная ниже стадия измельчения грубых частиц в материале внешнего защитного покрытия, такая как обработка в роликовой мельнице, как описано ниже, выполняется подходящим образом для получения вышеописанного покрытого металлического листа.
[0045] Вышеописанная внешняя защитная пленка также содержит матирующий агент. Вышеописанный матирующий агент смешивается с внешней защитной пленкой для того, чтобы создать шероховатость, которая больше крупнозернистости, придаваемой агентом регулирования блеска внешней защитной пленке, и может быть визуально подтверждена, а также для того, чтобы придать текстуру, обеспечивающую покрытому металлическому листу намеченный внешний вид. Матирующий агент также включает в себя вещества, которые имеют диаметр частиц больше, чем толщина внешней защитной пленки, и таким образом может препятствовать царапанию внешней защитной пленки. Тем самым стойкость покрытого металлического листа к царапанию может быть улучшена.
[0046] Хотя среднечисловой диаметр частиц вышеописанного матирующего агента (который в дальнейшем может также упоминаться как «R2») особенно не ограничивается, матирующий агент, имеющий чрезвычайно малый диаметр частицы, не может уменьшить блеск внешней защитной пленки, и намеченная конструктивное свойство не может быть достигнуто. Возможно определить среднечисловой диаметр частиц матирующего агента R2 подходящим образом в зависимости от намеченного конструктивного свойства (блеска) покрытого металлического листа в таком диапазоне, где значение R2 удовлетворяет описанному ниже уравнению. Однако, когда значение R2 является чрезвычайно большим, матирующий агент вызывает полосы на покрытии, и намеченное конструктивное свойство не может быть достигнуто. Например, для того, чтобы получить покрытый металлический лист, имеющий степень блеска при 75° от 1 до 25 в дополнение к коррозионной стойкости плоской части, среднечисловой диаметр частиц R2 матирующего агента предпочтительно составляет 5,0 мкм или больше, более предпочтительно 10,0 мкм или больше, еще более предпочтительно 15,0 мкм или больше, еще более предпочтительно 20 мкм или больше, и еще более предпочтительно 25 мкм или больше. Кроме того, благодаря вышеописанной причине среднечисловой диаметр частиц матирующего агента R2 предпочтительно составляет 75 мкм или меньше, более предпочтительно 50 мкм или меньше, еще более предпочтительно 40 мкм или меньше. Среднечисловой диаметр частиц может быть подтвержден путем наблюдения поперечного сечения внешней защитной пленки, или может быть измерен способом анализа изображения и способом Коултера (например, с использованием точного анализатора размера и количества частиц «Multisizer 4» производства компании Beckman Coulter Inc.).
[0047] Содержание вышеописанного матирующего агента в вышеописанной внешней защитной пленке составляет от 0,2 об.% до 15 об.%. Когда это содержание является чрезвычайно высоким, степень блеска внешней защитной пленки уменьшается, а также уменьшается способность к адгезии обработанной части. В отличие от этого, когда это содержание является чрезвычайно низким, степень блеска не может быть отрегулирована, и в обоих случаях не могут быть достигнуты намеченные конструктивные характеристики. Например, с точки зрения получения покрытого металлического листа, имеющего степень блеска при 75° от 1 до 25, содержание матирующего агента во внешней защитной пленке предпочтительно составляет 0,4 об.% или больше, более предпочтительно 0,6 об.% или больше. Также благодаря вышеописанной причине содержание матирующего агента во внешней защитной пленке предпочтительно составляет 13 об.% или меньше, более предпочтительно 10 об.% или меньше. Это содержание может быть подтверждено путем измерения содержания золы во внешней защитной пленке, сбора матирующего агента путем растворения внешней защитной пленки, анализа изображения поперечного сечения на предмет различия элементов, выполняемого на множестве точек, и т.п.
[0048] Альтернативно, когда покрытый металлический лист имеет еще и другую пленку (пленки) покрытия, отличающуюся от внешней защитной пленки, содержание вышеописанного матирующего агента может быть определено с дополнительным учетом присутствия этой другой пленки (пленок) покрытия. Например, когда покрытый металлический лист имеет описанную ниже пленку грунтовочного покрытия и внешнюю защитную пленку, содержание матирующего агента предпочтительно составляет от 0,4 об.% до 15 об.% с точки зрения конструктивных свойств, коррозионной стойкости и способности к обработке. Альтернативно, когда покрытый металлический лист имеет пленку грунтовочного покрытия, описанную ниже пленку промежуточного покрытия и внешнюю защитную пленку, содержание матирующего агента составляет от 0,01 об.% до 15 об.%. Дополнительно к этому с вышеописанной точки зрения это содержание предпочтительно составляет от 0,1 об.% до 13 об.%, более предпочтительно от 0,2 об.% до 11 об.%.
[0049] Вышеописанный матирующий агент представляет собой первичные частицы. Первичные частицы относятся к частицам, не имеющим микропор, которые могут заставить частицы разрушаться, когда вещество (например, вода), присутствующее в их пустотах, расширяется. Первичные частицы могут быть частицами смолы или неорганическими частицами, и могут быть выбраны из известных первичных частиц, используемых в качестве матирующего агента, в таком диапазоне, в котором частицы удовлетворяют описанному ниже условию. Конкретные примеры первичных частиц включают в себя первичные частицы, состоящие из смолы, такой как акриловая смола, полиуретановая смола, полиэфирная смола, меламиновая смола, карбамидная смола, полиамидная смола и т.п. (полимерные частицы); а также первичные частицы, состоящие из неорганического соединения, такого как стекло, карбид кремния, нитрид бора, двуокись циркония, оксид алюминия, диоксид кремния и т.п. (неорганические частицы). Форма этих первичных частиц предпочтительно является приблизительно сферической, но может быть и другой формой, такой как цилиндрическая форма, дисковая форма и т.п. Кроме того, на поверхности первичных частиц могут присутствовать углубления и т.п., если только они не являются микропорами, которые могут стать исходной точкой разрушения этих частиц.
[0050] Вышеописанный покрытый металлический лист удовлетворяет следующему условию:
2,0≤D297,5/T≤7,0
где T (мкм) - толщина вышеописанной внешней защитной пленки, а D297,5 представляет собой диаметр частиц (мкм), соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного матирующего агента.
[0051] D297,5 будет существенным показателем диаметра частиц вышеописанного матирующего агента, при котором достигается эффект настоящего изобретения. Когда значение D297,5/T является чрезвычайно большим, потеки и т.п., приписываемые матирующему агенту, образуются при нанесении внешней защитной пленки, и удовлетворительный внешний вид покрытия не может быть достигнут. Когда значение D297,5/T является чрезвычайно малым, намеченная текстура не может быть достигнута.
[0052] Например, с точки зрения получения покрытого металлического листа, имеющего степень блеска при 75° от 1 до 25, значение D297,5/T предпочтительно равно 3 или больше, более предпочтительно 4 или больше. Дополнительно к этому, например, с точки зрения получения покрытого металлического листа, имеющего фактический срок службы в качестве конструкционного материала для наружного использования по меньшей мере 10 лет или больше, значение D297,5/T предпочтительно равно 6 или меньше, более предпочтительно 5 или меньше. Значения R2 и D297,5 могут быть определены из числового распределения размера частиц вышеописанного матирующего агента.
[0053] Альтернативно, когда покрытый металлический лист имеет другую пленку (пленки) покрытия, отличающуюся от внешней защитной пленки, значение D297,5/T может быть определено с учетом другой пленки (пленок) покрытия. Например, когда покрытый металлический лист имеет описанную ниже пленку грунтовочного покрытия и внешнюю защитную пленку, значение D297,5/T предпочтительно составляет от 3,0 до 7,0 с точки зрения конструкционных характеристик, коррозионной стойкости и способности к обработке. Альтернативно, когда покрытый металлический лист имеет пленку грунтовочного покрытия, описанную ниже пленку промежуточного покрытия и внешнюю защитную пленку, значение D297,5/T составляет от 0,5 до 7,0. Дополнительно к этому с вышеописанной точки зрения значение D297,5/T предпочтительно составляет от 1,0 до 6,0, более предпочтительно от 2,0 до 5,0.
[0054] Вышеописанная внешняя защитная пленка может дополнительно содержать другие ингредиенты помимо вышеупомянутых смолы, агента регулирования блеска и матирующего агента, в таком диапазоне, в котором может быть достигнут эффект данного варианта осуществления. Например, внешняя защитная пленка может дополнительно содержать краситель. Примеры красителя включают в себя неорганические красители, такие как оксид титана, карбонат кальция, сажа, сурьма в тонком порошке, желтый оксид железа, титановый желтый, мумия, железная лазурь, кобальтовая синь, лазурь железная сухая, ультрамариновый синий, кобальтовая зелень, молибденовый красный и т.п.; композитные оксидные кальцинированные пигменты, содержащие металлические компоненты, такие как CoAl, CoCrAl, CoCrZnMgAl, CoNiZnTi, CoCrZnTi, NiSbTi, CrSbTi, FeCrZnNi, MnSbTi, FeCr, FeCrNi, FeNi, FeCrNiMn, CoCr, Mn, Co, SnZnTi и т.п.; металлические пигменты, такие как хлопья Al, покрытые смолой хлопья Al, хлопья Ni, хлопья нержавеющей стали и т.п.; а также органические пигменты, такие как хинакридоновый красный, литоль красный B, яркий алый G, пигмент алый 3B, яркий кармин 6B, лаковый красный C, лаковый красный D, прочный красный 4R, бордо 10B, прочный желтый G, прочный желтый 10G, паре красный, сигнальный красный, бензидиновый крон, бензидиновый оранжевый, бордовый бон L, бордовый бон M, блестящий прочный алый, багряно-красный, фталоцианиновый синий, фталоцианиновый зеленый, прочный лазурный, анилиновая сажа и т.п. Вышеописанный краситель является в достаточной степени более малым, чем вышеописанный агент регулирования блеска, и, например, среднечисловой диаметр частиц вышеописанного пигмента составляет от 0,01 до 1,5 мкм. Содержание красителя во внешней защитной пленке составляет, например, от 2 об.% до 20 об.%.
[0055] Вышеописанная внешняя защитная пленка может дополнительно содержать пигмент-наполнитель. Примеры пигмента-наполнителя включают в себя барит, оксид титана и т.п. Вышеописанный пигмент-наполнитель является в достаточной степени более малым, чем вышеописанный агент регулирования блеска, и, например, среднечисловой диаметр частиц вышеописанного пигмента-наполнителя составляет от 0,01 до 1 мкм. Содержание пигмента-наполнителя во внешней защитной пленке составляет, например, от 0,1 об.% до 15 об.%.
[0056] Вышеописанная внешняя защитная пленка может дополнительно содержать смазочный материал с целью предотвращения образования фрикционной коррозии во внешней защитной пленке при обработке покрытого металлического листа. Пример смазочного материала включает в себя органический воск, такой как воск на основе фтора, воск на основе полиэтилена, воск на основе стирола, воск на основе полипропилена и т.п., а также неорганические смазочные материалы, такие как дисульфид молибдена, тальк и т.п. Содержание смазочного материала во внешней защитной пленке составляет, например, от 0 об.% до 10 об.%.
[0057] Вышеописанная внешняя защитная пленка производится известным способом, который включает в себя нанесение материала покрытия для внешних защитных пленок на поверхность вышеописанного металлического листа, поверхность описанной ниже пленки грунтовочного покрытия и т.п., сушку материала покрытия и отверждение материала покрытия по мере необходимости. Материал покрытия для внешних защитных пленок содержит материалы для вышеупомянутой внешней защитной пленки, и может дополнительно содержать другие ингредиенты помимо этих материалов в таком диапазоне, в котором может быть достигнут эффект настоящего варианта осуществления.
[0058] Например, материал покрытия для внешних защитных пленок может дополнительно содержать отвердитель. Вышеописанный отвердитель сшивает вышеупомянутую полиэфирную или акриловую смолу при отверждении (термической обработке) во время производства внешней защитной пленки. Тип отвердителя может быть выбран из вышеупомянутого сшивающего агента и известных отвердителей в случае необходимости в зависимости от типа используемой смолы, условий термической обработки и т.п.
[0059] Примеры вышеописанного отвердителя включают в себя соединения меламина, соединения изоцианата, комбинации соединения меламина и соединения изоцианата и т.п. Примеры соединения меламина включают в себя соединения меламина с группой имина, группами метилола и имина, группой метилола или полностью алкильной группой. Соединение изоцианата может быть любым из ароматических, алифатических и алициклических соединений, и его примеры включают в себя м-ксилолдиизоцианат, гексаметилендиизоцианат, нафталиндиизоцианат, изофорондиизоцианат, а также их блок-соединения.
[0060] Внешняя защитная пленка может дополнительно содержать по мере необходимости катализатор отверждения в таком диапазоне, в котором он не влияет на устойчивость при хранении материала покрытия для внешних защитных пленок. Содержание вышеописанного отвердителя во внешней защитной пленке составляет, например, от 10 об.% до 30 об.%.
[0061] Внешняя защитная пленка может также содержать 10 об.% или меньше поглотителя ультрафиолетовых лучей (UVA) и светостабилизатора (HALS) по мере необходимости для того, чтобы дополнительно улучшить стойкость к атмосферной коррозии. Кроме того, внешняя защитная пленка может содержать гидрофилизирующий агент, например, 30 об.% или меньше частично гидролизованного конденсата тетраалкоксисилана для предотвращения образования полос от дождя.
[0062] Вышеописанный покрытый металлический лист может иметь дополнительные компоненты в таком диапазоне, в котором может быть проявлен эффект настоящего варианта осуществления. Например, вышеописанный покрытый металлический лист предпочтительно дополнительно может иметь пленку грунтовочного покрытия между вышеописанным металлическим листом и внешней защитной пленкой с точки зрения улучшения способности к склеиванию и коррозионной стойкости внешней защитной пленки в покрытом металлическом листе. Вышеописанная пленка грунтовочного покрытия располагается на поверхности металлического листа, или, если создается вышеописанная химическая конверсионная пленка, на поверхности этой химической конверсионной пленки.
[0063] Вышеописанная пленка грунтовочного покрытия состоит из смолы. Примеры смолы включают в себя эпоксидную смолу, полиэстер, модифицированную эпоксигруппой полиэстерную смолу, акриловую смолу, и феноксисмолу.
[0064] Вышеописанная пленка грунтовочного покрытия может дополнительно содержать антикоррозионный пигмент, окрашивающий пигмент, металлический пигмент, пигмент-наполнитель и т.п. Примеры вышеописанного антикоррозионного пигмента включают в себя нехромовые антикоррозионные пигменты, такие как модифицированный диоксид кремния, ванадаты, гидрофосфат магния, фосфат магния, фосфат цинка, полифосфат алюминия и т.п., а также основанные на хроме антикоррозионные пигменты, такие как хромат стронция, хромат цинка, хромат бария, хромат кальция и т.п. Пример вышеописанного окрашивающего пигмента включает в себя оксид титана, сажу, оксид хрома, оксид железа, мумию, титановый желтый, кобальтовую синь, кобальтовую зелень, анилиновую сажу и фталоцианиновый синий. Пример вышеописанного металлического пигмента включает в себя алюминиевые хлопья (нечешуйчатого типа), бронзовые хлопья, медные хлопья, хлопья нержавеющей стали, а также никелевые хлопья. Примеры вышеописанного пигмента-наполнителя включают в себя барит, оксид титана, диоксид кремния и карбонат кальция.
[0065] Содержание вышеописанного пигмента в пленке грунтовочного покрытия может быть определено подходящим образом в таком диапазоне, в котором может быть достигнут эффект данного варианта осуществления. Например, содержание вышеописанного антикоррозионного пигмента в вышеописанной пленке грунтовочного покрытия предпочтительно составляет, например, от 10 об.% до 70 об.%.
[0066] Кроме того, вышеописанный покрытый металлический лист дополнительно имеет пленку промежуточного покрытия между вышеописанной пленкой грунтовочного покрытия и вышеописанной внешней защитной пленкой с точки зрения улучшения способности к склеиванию и коррозионной стойкости внешней защитной пленки в покрытом металлическом листе.
[0067] Вышеописанная пленка промежуточного покрытия состоит из смолы. Примеры смолы включают в себя фторопласт, такой как поливинилиденфторид и т.п., полиэстер, модифицированные полиэстером кремнийорганические материалы, акриловую смолу, полиуретан, а также поливинилхлорид. Вышеописанная пленка промежуточного покрытия может также дополнительно содержать присадки, такие как антикоррозионный пигмент, окрашивающий пигмент, металлический пигмент, и т.п., аналогично вышеописанной пленке грунтовочного покрытия, в таком диапазоне, в котором может быть достигнут эффект данного варианта осуществления.
[0068] Покрытый металлический лист в соответствии с настоящим вариантом осуществления представляет собой не содержащий хроматов или покрытый хроматами металлический лист. «Не содержащий хроматов» означает, что вышеописанный покрытый металлический лист по существу не содержит шестивалентного хрома. Подтвердить, что вышеописанный покрытый металлический лист является «не содержащим хроматов» можно следующим образом. Например, в любом из металлического листа, химической конверсионной пленки, пленки грунтовочного покрытия и вышеупомянутой внешней защитной пленки четыре образца размером 50 мм × 50 мм вырезаются из металлического листа, на котором внешняя защитная пленка или пленка грунтовочного покрытия были произведены отдельно, и эти образцы погружаются в 100 мл кипящей чистой воды на 10 минут. Затем, когда шестивалентный хром, элюированный в чистую воду, определяется количественно с помощью метода анализа концентрации в соответствии с японским промышленным стандартом JIS H8625, Приложение 2. 4. 1, «Дифенилкарбазидный визуальный колориметрический способ», концентрация должна быть более низкой, чем предел чувствительности. Шестивалентный хром не элюируется в окружающую среду из вышеописанного покрытого металлического листа во время его фактического использования, и вышеописанный покрытый металлический лист показывает достаточную коррозионную стойкость в своей плоской части. В связи с этим «плоская часть» относится к той части, которая является покрытой вышеописанной внешней защитной пленкой вышеописанного металлического листа и не деформировалась путем изгиба, вытягивания, вспучивания, тиснения, вальцевания и т.п.
[0069] Вышеописанный покрытый металлический лист является подходящим для матированного металлического листа. Матирование относится к степени блеска при 75°, составляющей от 1 до 25. Когда степень блеска является чрезвычайно высокой может преобладать эмалевый глянец, и матовый внешний вид не может быть достигнут. Вышеописанная степень блеска регулируется с помощью среднего диаметра частиц агента регулирования блеска и матирующего агента, их содержания во внешней защитной пленке и т.п.
[0070] Способ для производства вышеописанного покрытого металлического листа включает в себя первую стадию нанесения материала внешнего защитного покрытия, который содержит вышеописанную смолу, вышеописанный агент регулирования блеска и вышеописанный матирующий агент, на вышеописанный металлический лист, а также вторую стадию отверждения пленки внешнего защитного покрытия для того, чтобы сформировать вышеописанную внешнюю защитную пленку.
[0071] На вышеописанной первой стадии вышеописанный материал внешнего защитного покрытия может быть нанесен прямо на поверхность вышеописанного металлического листа, может быть нанесен на вышеописанную химическую конверсионную пленку, сформированную на поверхности вышеописанного металлического листа, или может быть нанесен на вышеописанную пленку грунтовочного покрытия, сформированную на поверхности покрытого металлического листа или на поверхности химической конверсионной пленки.
[0072] Вышеописанный материал внешнего защитного покрытия готовится путем, например, диспергирования материалов для вышеупомянутой внешней защитной пленки в растворителе. Материал покрытия может содержать растворитель, сшивающий агент и т.п. Примеры вышеописанного растворителя включают в себя углеводороды, такие как толуол, ксилол и т.п.; сложные эфиры, такие как этилацетат, бутилацетат и т.п.; эфиры, такие как целлозольв и т.п.; а также кетоны, такие как метилизобутилкетон, метилэтилкетон, изофорон, циклогексанон и т.п.
[0073] Вышеописанный материал внешнего защитного покрытия наносится, например, известным способом, таким как нанесение покрытия с помощью валика, нанесение покрытия поливом, нанесение покрытия распылением, нанесение покрытия погружением и т.п. Количество вышеописанного материала внешнего защитного покрытия регулируется подходящим образом в зависимости от намеченной толщины T внешней защитной пленки.
[0074] В связи с этим, как было упомянуто выше, добавление матирующего агента во внешнюю защитную пленку обеспечивает уникальное конструктивное решение, а также может улучшить стойкость к царапанию покрытого металлического листа. Для того, чтобы достичь одновременно конструктивных характеристик и стойкости к царапанию, внешняя защитная пленка предпочтительно делается более толстой, чем пленка покрытия, которая содержит только агент регулирования блеска и не содержит матирующий агент. Кроме того, поскольку доля нелетучих ингредиентов в материале покрытия увеличивается при добавлении матирующего агента во внешнюю защитную пленку, внешняя защитная пленка может быть сделана более толстой, чем пленка покрытия, которая содержит только агент регулирования блеска и не содержит матирующий агент.
[0075] Вышеописанный агент регулирования блеска, содержащийся в вышеописанном материале внешнего защитного покрытия, удовлетворяет вышеупомянутым условиям размера. В вышеописанном материале внешнего защитного покрытия, когда вышеописанный агент регулирования блеска не удовлетворяет вышеупомянутым условиям размера, вышеописанный материал внешнего защитного покрытия, который удовлетворяет вышеописанным условиям, может быть получен путем подвергания вышеописанного материала внешнего защитного покрытия обработке для измельчения частиц в материале внешнего защитного покрытия. Примеры вышеописанной «обработки для измельчения частиц» включают в себя обработку на роликовой мельнице. Более конкретно, эта обработка проводится путем подходящего задания зазора между роликами роликовой мельницы и времени обработки таким образом, чтобы вышеописанное значение Ru упало ниже 1,2T до того, как матирующий агент будет добавлен в материал внешнего защитного покрытия. После этого вышеописанный материал внешнего защитного покрытия, который удовлетворяет вышеописанные условия, может быть получен путем добавления к нему матирующего агента.
[0076] Вышеописанная вторая стадия может быть проведена, например, с помощью известного способа для термической обработки вышеописанного материала внешнего защитного покрытия на металлическом листе. Например, на второй стадии металлический лист, на который был нанесен материал для пленок внешнего защитного покрытия, нагревается таким образом, чтобы температура металлического листа составила от 200°C до 250°C.
[0077] Способ производства вышеописанного покрытого металлического листа может включать в себя другие стадии, отличающиеся от вышеупомянутых первой стадии и второй стадии, в таком диапазоне, в котором может быть достигнут эффект данного варианта осуществления. Примеры таких других стадий включают в себя стадию формирования химической конверсионной пленки, стадию формирования пленки грунтовочного покрытия, а также стадию формирования пленки промежуточного покрытия.
[0078] Вышеописанная химическая конверсионная пленка может быть сформирована путем нанесения водной химической конверсионной жидкости для формирования пленки известным способом, таким как нанесение покрытия с помощью валика, нанесение покрытия методом центрифугирования, нанесение покрытия методом распыления и т.п., на поверхность вышеописанного металлической листа и сушки вышеописанного металлического листа после нанесения без промывки водой. Температура сушки и время сушки для металлического листа предпочтительно составляют от 60°C до 150°C в качестве температуры, которой достигает металлический лист, и от 2 до 10 секунд, например, с точки зрения производительности.
[0079] Вышеописанная пленка грунтовочного покрытия производится путем нанесения материала покрытия для пленок грунтовочного покрытия. Материал покрытия может содержать растворитель, сшивающий агент и т.п. Примеры вышеописанного растворителя включают в себя углеводороды, такие как толуол, ксилол и т.п.; сложные эфиры, такие как этилацетат, бутилацетат и т.п.; эфиры, такие как целлозольв и т.п.; а также кетоны, такие как метилизобутилкетон, метилэтилкетон, изофорон, циклогексанон и т.п. Примеры вышеописанного сшивающего агента включают в себя меламиновую смолу, изоцианатную смолу и т.п. для сшивки вышеупомянутой смолы. Материал покрытия для пленок грунтовочного покрытия готовится путем однородного смешивания и диспергирования вышеупомянутых материалов.
[0080] Материал покрытия для пленок грунтовочного покрытия наносится известным способом, таким как нанесение покрытия с помощью валика, нанесение покрытия поливом, нанесение покрытия распылением, покрытие погружением и т.п., на металлический лист в таком количестве, чтобы получалась толщина сухой пленки от 1 до 10 мкм, предпочтительно от 3 до 7 мкм. Пленка покрытия из материала покрытия производится путем нагревания металлического листа при температуре, которую достигает металлический лист, например, от 180°C до 240°C, подвергая тем самым термической обработке пленку на металлическом листе.
[0081] Вышеописанная пленка промежуточного покрытия также производится путем нанесения материала покрытия для пленок промежуточного покрытия аналогично пленке грунтовочного покрытия. Этот материал покрытия может содержать вышеописанный растворитель, вышеописанный сшивающий агент и т.п. в дополнение к материалам для пленки промежуточного покрытия. Материал покрытия для пленок промежуточного покрытия готовится путем однородного смешивания и диспергирования вышеупомянутых материалов. Материал покрытия для пленок промежуточного покрытия предпочтительно наносится, например, вышеописанным известным способом, на пленку грунтовочного покрытия в таком количестве, чтобы сумма толщины сухой пленки материала покрытия и толщины пленки грунтовочного покрытия составляла от 1 до 10 мкм (предпочтительно от 3 до 7 мкм) с точки зрения способности к обработке. Пленка покрытия из материала покрытия производится путем нагревания металлического листа при температуре, которую достигает металлический лист, например, от 180°C до 240°C, подвергая тем самым термической обработке пленку на металлическом листе.
[0082] Применения вышеописанного покрытого металлического листа являются подходящими для наружного использования. «Для наружного использования» относится к использованию в частях, подвергающихся воздействию открытого воздуха, таких как крыши, стены, вспомогательные материалы, вывески, установленные на открытом воздухе устройства и т.п., которые могут облучаться солнечными лучами и отраженным солнечным светом. Примеры покрытого металлического листа для наружного использования включают в себя покрытые металлические листы для конструкционных материалах для наружного использования и т.п.
[0083] Вышеописанный покрытый металлический лист формуется в конструкционный материал для наружного использования путем известной обработки, такой как изгиб, вытягивание, выпучивание, тиснение, вальцовка и т.п. Таким образом, конструкционный материал для наружного использования составляется из вышеописанного покрытого металлического листа. Конструкционный материал для наружного использования может дополнительно включать в себя другую структуру в таком диапазоне, в котором могут быть достигнуты вышеописанные эффекты. Например, вышеописанный конструкционный материал для наружного использования может дополнительно иметь структуру, для подходящей установки во время фактического использования конструкционного материала для наружного использования. Примеры такой структуры включают в себя элементы крепления конструкционного материала для наружного использования к сооружению, элементы для соединения множества конструкционных материалов для наружного использования, отметки, которые показывают направление конструкционного материала для наружного использования при установке, листы пены и слои пены для улучшения теплоизоляционных свойств и т.п. Эти структуры могут быть включены в покрытый металлический лист для вышеупомянутого наружного использования.
[0084] В вышеописанном покрытом металлическом листе вышеописанный агент регулирования блеска (микропористые частицы) является в достаточной степени заключенным во внешнюю защитную пленку. Дополнительно к этому диаметр частиц агента регулирования блеска в вышеописанной внешней защитной пленке в направлении толщины внешней защитной пленки, вероятно, станет в достаточной степени малым, поскольку форма ее частиц имеет низкий профиль. Кроме того, приблизительно 97,5% количества частиц, то есть большая часть вышеописанного агента регулирования блеска имеют в достаточной степени малый диаметр частиц, равный 0,7T или меньше относительно толщины T внешней защитной пленки. Таким образом, вышеописанная внешняя защитная пленка может быть разработана таким образом, чтобы вышеописанные микропористые частицы не подвергались воздействию в течение намеченного срока службы, даже если смола во внешней защитной пленке постепенно изнашивается с поверхности внешней защитной пленки за счет реального использования в наружном применении.
[0085] Тем временем в вышеописанном покрытом металлическом листе, хотя матирующий агент покрывается смолой, составляющей внешнюю защитную пленку, по меньшей мере часть частиц матирующего агента имеет размер больше, чем толщина той части внешней защитной пленки, где матирующий агент не содержится. Таким образом, матирующий агент может проявляться из внешней защитной пленки, когда смола во внешней защитной пленке постепенно изнашивается с поверхности внешней защитной пленки за счет ее фактического использования в наружном применении, даже до истечения намеченного срока службы. В такой ситуации, если микропористые частицы в качестве матирующего агента смешиваются с внешней защитной пленкой, та часть внешней защитной пленки, где матирующий агент раскалывается, разрушается или выпадает, может стать точкой возникновения коррозии. Таким образом, первичные частицы примешиваются в качестве матирующего агента в вышеописанном покрытом металлическом листе. Следовательно, даже если вышеописанные первичные частицы проявляются из поверхности внешней защитной пленки при фактическом использовании в наружном применении, растрескивание и разрушение наподобие того, что происходит в микропористых частицах, а также выпадение из вышеописанной внешней защитной пленки предотвращаются, и коррозионные факторы, такие как дождевая вода, не могут достичь металлического листа.
[0086] Следовательно, растрескивание, разрушение и выпадение из вышеописанной внешней защитной пленки вышеописанного агента регулирования блеска (микропористых частиц), а также растрескивание, разрушение и выпадение из внешней защитной пленки вышеописанного матирующего агента (первичных частиц) до истечения намеченного срока службы предотвращаются, и коррозионные факторы, такие как дождевая вода и т.п., не могут достичь металлического листа в течение намеченного срока службы. Таким образом, вышеописанный покрытый металлический лист, не содержащий хроматов (если вышеописанный металлический лист был подвергнут бесхроматной антикоррозионной обработке), показывает коррозионную стойкость плоской части, по меньшей мере эквивалентную коррозионной стойкости обычных хроматированных металлических листов, и после хроматирования показывает коррозионную стойкость плоской части, эквивалентную или больше коррозионной стойкости обычных хроматированных металлических листов. Примеры «хроматирования» покрытого металлического листа в варианте осуществления включают в себя, в дополнение к хроматной антикоррозионной обработке вышеописанного металлического листа, использование пленки грунтовочного покрытия, содержащей основанный на хромате антикоррозионный пигмент. Примеры «покрытого металлического листа, подвергнутого хроматированию», включают в себя покрытые металлические листы, которые имеют подвергнутый бесхроматной антикоррозионной обработке металлический лист и пленку грунтовочного покрытия, содержащую основанный на хромате антикоррозионный пигмент, покрытые металлические листы, которые имеют подвергнутый хроматной антикоррозионной обработке металлический лист и пленку грунтовочного покрытия, не содержащую основанный на хромате антикоррозионный пигмент, а также покрытый металлический лист, который имеет подвергнутый хроматной антикоррозионной обработке металлический лист и пленку грунтовочного покрытия, содержащую основанный на хромате антикоррозионный пигмент.
[0087] Как видно из вышеприведенного описания, в соответствии с настоящим вариантом осуществления может быть обеспечен покрытый металлический лист, который, даже будучи не содержащим хроматов, имеет достаточную коррозионную стойкость плоской части, причем этот покрытый металлический лист имеет металлический лист и внешнюю защитную пленку, расположенную на металлическом листе или выше него, причем эта внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры (микропористые частицы), и матирующий агент, который представляет собой первичные частицы, причем содержание вышеописанного агента регулирования блеска в вышеописанной внешней защитной пленке составляет от 0,2 об.% до 15 об.%, и содержание вышеописанного матирующего агента в вышеописанной внешней защитной пленке составляет от 0,2 об.% до 15 об.%, и причем удовлетворяются следующие уравнения:
D197,5/T≤0,7
Ru≤1,2T
R1≥2,0
2,0≤D97,5/T≤7,0
13≤T≤20
где R1 (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной вышеописанной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[0088] Дополнительно к этому в соответствии с настоящим вариантом осуществления может быть обеспечен покрытый металлический лист, который, даже будучи не содержащим хроматов, имеет достаточную коррозионную стойкость плоской части, причем этот покрытый металлический лист имеет металлический лист, пленку промежуточного покрытия, расположенную на металлическом листе или выше него, и внешнюю защитную пленку, расположенную на пленке промежуточного покрытия, причем эта внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры (микропористые частицы), и матирующий агент, который представляет собой первичные частицы, причем содержание вышеописанного агента регулирования блеска в вышеописанной внешней защитной пленке составляет от 0,01 об.% до 15 об.%, и содержание вышеописанного матирующего агента в вышеописанной внешней защитной пленке составляет от 0,01 об.% до 15 об.%, и причем удовлетворяются следующие уравнения:
D197,5/T≤0,7
Ru≤1,2T
R1≥1,0
0,5≤D297,5/T≤7,0
3≤T≤20
где R1 (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной вышеописанной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
[0089] Тот факт, что вышеописанное значение Ru меньше чем T, является еще более эффективным с точки зрения дополнительного улучшения коррозионной стойкости плоской части покрытого металлического листа, или с точки зрения дополнительного увеличения срока службы покрытого металлического листа, имеющего достаточную коррозионную стойкость плоской части.
[0090] Дополнительно к этому тот факт, что вышеописанный металлический лист был подвергнут бесхроматной антикоррозионной обработке, и вышеописанный покрытый металлический лист не содержит хроматов, является еще более эффективным с точки зрения сокращения экологической нагрузки при использовании или при производстве покрытого металлического листа, а тот факт, что вышеописанный металлический лист был подвергнут хроматной антикоррозионной обработке, является еще более эффективным с точки зрения дополнительного улучшения коррозионной стойкости плоской части покрытого металлического листа.
[0091] Кроме того, тот факт, что вышеописанный агент регулирования блеска представляет собой частицы диоксида кремния, является еще более эффективным с точки зрения недорогого производства покрытых металлических листов, имеющих намеченные конструктивные свойства.
[0092] Кроме того, тот факт, что вышеописанный покрытый металлический лист дополнительно имеет пленку грунтовочного покрытия между вышеописанным металлическим листом и вышеописанной внешней защитной пленкой, является более эффективным с точки зрения улучшения способности к склеиванию и коррозионной стойкости внешней защитной пленки в покрытом металлическом листе, и тот факт, что вышеописанный покрытый металлический лист дополнительно имеет пленку грунтовочного покрытия между вышеописанным металлическим листом и вышеописанной пленкой промежуточного покрытия, является еще более эффективным с вышеописанной точки зрения.
[0093] Кроме того, когда вышеописанный покрытый металлический лист имеет степень блеска при 75° от 1 до 25, достигаются как намеченное конструктивное свойство, так и достаточная коррозионная стойкость плоской части.
[0094] Дополнительно к этому тот факт, что вышеописанный покрытый металлический лист представляет собой покрытый металлический лист для наружного использования, является еще более эффективным с точки зрения сокращения нагрузки на окружающую среду благодаря элюированию хрома во время фактического использования.
[0095] Конструкционный материал для наружного использования, состоящий из вышеописанного покрытого металлического листа, является не содержащим хроматов, а также может проявлять превосходную коррозионную стойкость плоской части в течение фактического использования продолжительностью 10 лет или больше.
[0096] Дополнительно к этому вышеупомянутый способ производства покрытого металлического листа, имеющего вышеописанный металлический лист и внешнюю защитную пленку, расположенную на вышеописанном металлическом листе, содержит стадии: нанесения материала внешнего защитного покрытия, который содержит смолу, агента регулирования блеска и матирующего агента на вышеописанный металлический лист, и отверждения пленки покрытия вышеописанного материала внешнего защитного покрытия для того, чтобы сформировать вышеописанную внешнюю защитную пленку, причем содержание вышеописанного агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, а содержание матирующего агента в вышеописанной внешней защитной пленке составляет от 0,2 об.% до 15 об.%, причем вышеописанный агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и причем используются агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R1≥2,0
2,0≤D297,5/T≤7,0
13≤T≤20
где R1 (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной вышеописанной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска. Соответственно, возможно обеспечить покрытый металлический лист, который, хотя он и не содержит хроматов, обладает превосходной коррозионной стойкостью плоской части, эквивалентной или больше чем коррозионная стойкость покрытых металлических листов, содержащих антикоррозионно обработанный хроматами металлический лист.
[0097] Дополнительно к этому вышеупомянутый способ производства покрытого металлического листа, имеющего вышеописанный металлический лист, пленку промежуточного покрытия, расположенную на вышеописанном металлическом листе, и внешнюю защитную пленку, расположенную на пленке промежуточного покрытия, содержит стадии: нанесения материала внешнего защитного покрытия, который содержит смолу, агента регулирования блеска и матирующего агента на вышеописанный металлический лист, и отверждения пленки покрытия вышеописанного материала внешнего защитного покрытия для того, чтобы сформировать вышеописанную внешнюю защитную пленку, причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, а содержание вышеописанного матирующего агента в вышеописанной внешней защитной пленке составляет от 0,01 об.% до 15 об.%, причем вышеописанный агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и причем используются вышеописанные агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R1≥1,0
0,5≤D297,5/T≤7,0
3≤T≤20
где R1 (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной вышеописанной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска. Соответственно, возможно обеспечить покрытый металлический лист, который, хотя он и не содержит хроматов, обладает превосходной коррозионной стойкостью плоской части, эквивалентной или больше чем коррозионная стойкость покрытых металлических листов, содержащих антикоррозионно обработанный хроматами покрытый металлический лист.
[0098] В вышеописанном способе производства, когда вышеописанный материал внешнего защитного покрытия был подвергнут обработке для измельчения частиц в вышеописанном материале внешнего защитного покрытия, грубые частицы, присутствующие случайно и нерегулярно во внешней защитной пленке, по существу удаляются из материала внешнего защитного покрытия. Таким образом, обработка является еще более эффективной с точки зрения дополнительного улучшения коррозионной стойкости плоской части покрытого металлического листа.
[0099] Далее настоящее изобретение будет описано более подробно со ссылками на Примеры, однако настоящее изобретение не ограничивается этими Примерами.
Примеры
[0100] [Производство покрытых основных листов 1-5]
Покрытый путем погружения в расплав 55%-ного сплава Al-Zn стальной лист, имеющий плотность покрытия на обеих сторонах 150 г/м2, был обезжирен щелочью (основной лист 1). После этого описанный ниже бесхроматный раствор для антикоррозионной обработки при температуре 20°C был нанесен на поверхность оцинкованного стального листа в качестве обработки для формирования предварительного покрытия. Оцинкованный стальной лист был высушен при температуре 100°C без промывки водой, чтобы тем самым получить бесхроматный антикоррозионно обработанный оцинкованный стальной лист, имеющий плотность осажденного титана 10 мг/м2 (основной лист 2).
(Бесхроматный раствор для антикоррозионной обработки)
Гексафтортитанат 55 г/л
Гексафторцирконат 10 г/л
Аминометил-замещенный поливинилфенол 72 г/л
Вода - остаток
[0101] Дополнительно к этому на поверхность основного листа 2 был нанесен следующий материал грунтовочного покрытия, основанный на эпоксидной смоле. Вышеописанный обработанный химической конверсией стальной лист был нагрет таким образом, чтобы температура вышеописанного покрытого стального листа достигла 200°C, чтобы тем самым получить вышеописанный не содержащий хроматов оцинкованный стальной лист, включающий пленку грунтовочного покрытия, имеющую толщину сухой пленки 5 мкм (основной лист 3).
Фосфатная смесь 15 об.%
Сульфат бария 5 об.%
Диоксид кремния 1 об.%
Чистый материал покрытия - остаток
[0102] Альтернативно вместо вышеописанного не содержащего хроматов раствора использовалось вещество «SURFCOAT NRC300NS» производства компании Nippon Paint Co., Ltd. («SURFCOAT» - зарегистрированная торговая марка компании), которое представляет собой раствор для хроматирования, для выполнения хроматной антикоррозионной обработки с осаждаемой плотностью 20 мг/м2 в пересчете на хром. После этого на поверхность вышеописанного антикоррозионно хроматированного оцинкованного стального листа был нанесен следующий материал грунтовочного покрытия на основе эпоксидной смолы. Вышеописанный обработанный химической конверсией стальной лист был нагрет таким образом, чтобы температура вышеописанного покрытого стального листа достигла 200°C, чтобы тем самым получить покрытый стальной лист, включающий в себя основанную на хромате пленку грунтовочного покрытия, имеющую толщину сухой пленки 5 мкм (основной лист 4).
Хромат стронция 15 об.%
Сульфат бария 5 об.%
Диоксид кремния 1 об.%
Чистый материал покрытия - остаток
[0103] В связи с этим в вышеописанном материале грунтовочного покрытия вышеописанный чистый материал покрытия представляет собой «NSC680» производства компании Nippon Fine Coatings Co., Ltd. В вышеописанном материале грунтовочного покрытия вышеописанная фосфатная смесь представляет собой смесь гидрофосфата магния, фосфата магния, фосфата цинка и триполифосфата алюминия. Кроме того, вышеописанный диоксид кремния представляет собой пигмент-наполнитель и имеет средний диаметр частиц 5 мкм. Дополнительно к этому вышеописанный об.% представляет собой долю, основанную на содержании твердого вещества в материале грунтовочного покрытия.
[0104] Альтернативно на поверхность основного листа 3 был нанесен следующий материал промежуточного покрытия, основанный на полиэстере. Вышеописанный обработанный химической конверсией стальной лист был нагрет таким образом, чтобы температура вышеописанного покрытого стального листа достигла 220°C, чтобы тем самым получить вышеописанный не содержащий хроматов оцинкованный стальной лист, включающий пленку промежуточного покрытия, имеющую толщину сухой пленки 5 мкм, на вышеописанной пленке грунтовочного покрытия (основной лист 5).
Сажа 7 об.%
Частицы 1 диоксида кремния 1 об.%
Материал покрытия на основе полиэстера - остаток
[0105] Вышеописанный основанный на полиэстере материал покрытия представляет собой «Чистый материал покрытия CA» производства компании Nippon Fine Coatings Co., Ltd., который является основанным на полиэстере (PE) материалом покрытия. Сажа является окрашивающим пигментом. Описанный выше об.% представляет собой долю, основанную на содержании твердого вещества в материале внешнего защитного покрытия.
[0106] Кроме того, частицы 1 диоксида кремния, описанные выше, (диоксид кремния 1) являются классифицированным материалом или его смесью и имеют, например, распределение размера частиц, схожее с нормальным распределением. Среднечисловой диаметр R1 частиц 1 диоксида кремния составляет 3,0 мкм, а значение D197,5 в числовом распределении частиц по размеру составляет 6,1 мкм. Дополнительно к этому верхний предел диаметра частиц в числовом распределении частиц по размеру Ru составляет 12,0 мкм.
[0107] Следующие ингредиенты были смешаны в следующем количестве, чтобы тем самым получить материал внешнего защитного покрытия.
Сажа 7 об.%
Частицы 1 диоксида кремния 5 об.%
Акриловые частицы 1 5 об.%
Чистый материал 1 покрытия - остаток
[0108] Описанный выше чистый материал 1 покрытия представляет собой «Чистый материал покрытия CA» производства компании Nippon Fine Coatings Co., Ltd., который является основанным на полиэстере (PE) материалом покрытия. Сажа является окрашивающим пигментом. Описываемый ниже об.% является пропорцией, основанной на твердом содержании в материале внешнего защитного покрытия.
[0109] Описанные выше акриловые частицы 1 (акрил 1) имеют распределение размера частиц, сходное с нормальным распределением. Акриловые частицы 1, которые были произведены путем суспензионной полимеризации, соответствуют вышеупомянутым первичным частицам. Среднечисловой диаметр R2 акриловых частиц 1 составляет 35 мкм, а значение D297,5 в числовом распределении частиц по размеру составляет 50 мкм.
[0110] [Производство покрытого металлического листа 1]
Вышеописанный материал внешнего защитного покрытия был нанесен на поверхность пленки грунтовочного покрытия основного листа 3. Основной лист 3 был нагрет таким образом, что температура вышеописанного покрытого стального листа в основном листе 3 достигла 220°C, чтобы тем самым получить пленку внешнего защитного покрытия, имеющую толщину сухой пленки T, равную 15 мкм. Таким образом был произведен покрытый металлический лист 1.
[0111] В связи с этим покрытый металлический лист 1 был разрезан для того, чтобы открыть его поперечное сечение. Вышеописанное поперечное сечение было заключено в массу эпоксидной смолы, дополнительно отфрезеровано и сфотографировано с помощью сканирующего электронного микроскопа. Полученные изображения множества пятен были обработаны и проанализированы для того, чтобы определить распределение размера частиц 1 диоксида кремния и акриловых частиц 1. Было подтверждено, что значения R1, R2, D197,5, D297,5 и Ru являются по существу эквивалентными вышеописанным числовым значениям.
[0112] [Производство покрытых металлических листов 2-4]
Покрытый металлический лист 2 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T стала равна 13 мкм. Дополнительно к этому покрытый металлический лист 3 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T стала равна 10 мкм. Кроме того, покрытый металлический лист 4 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T стала равна 22 мкм.
[0113] [Производство покрытых металлических листов 5-8]
Покрытый металлический лист 5 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 2 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 2 диоксида кремния являются классифицированным материалом или его смесью, в котором R1 имеет значение 8,2 мкм, D197,5 имеет значение 10,4 мкм, и Ru имеет значение 18,8 мкм.
[0114] Дополнительно к этому покрытый металлический лист 6 был произведен тем же самым образом, что и покрытый металлический лист 2, за исключением того, что частицы 3 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 3 диоксида кремния являются классифицированным материалом или его смесью, в котором R1 имеет значение 5,5 мкм, D197,5 имеет значение 9,6 мкм, и Ru имеет значение 10,8 мкм.
[0115] Дополнительно к этому покрытый металлический лист 7 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 4 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 4 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 3,7 мкм, D197,5 имеет значение 5,4 мкм, и Ru имеет значение 7,0 мкм.
[0116] Дополнительно к этому покрытый металлический лист 8 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 5 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 5 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 0,7 мкм, D197,5 имеет значение 1,4 мкм, и Ru имеет значение 2,0 мкм.
[0117] [Производство покрытых металлических листов 9-11]
Покрытый металлический лист 9 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 0,1 об.%. Дополнительно к этому покрытый металлический лист 10 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 13 об.%. Дополнительно к этому покрытый металлический лист 11 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 20 об.%.
[0118] [Производство покрытого металлического листа 12]
Покрытый металлический лист 12 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что акриловые частицы 2 использовались вместо акриловых частиц 1 в качестве матирующего агента в материале внешнего защитного покрытия. Акриловые частицы 2, которые были произведены путем суспензионной полимеризации, соответствуют вышеупомянутым первичным частицам. В акриловых частицах 2 значение R2 составляет 10,0 мкм, а значение D297,5 составляет 15,0 мкм.
[0119] [Производство покрытого металлического листа 13]
Покрытый металлический лист 13 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что акриловые частицы 3 использовались вместо акриловых частиц 1 в качестве матирующего агента в материале внешнего защитного покрытия. Акриловые частицы 3, которые были произведены путем суспензионной полимеризации, соответствуют вышеупомянутым первичным частицам. В акриловых частицах 3 значение R2 составляет 80,0 мкм, а значение D297,5 составляет 120,0 мкм.
[0120] [Производство покрытого металлического листа 14]
Покрытый металлический лист 14 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что полиакрилонитриловые (PAN) частицы 1 использовались вместо акриловых частиц 1 в качестве матирующего агента в материале внешнего защитного покрытия. Полиакрилонитриловые частицы 1, которые были произведены с помощью способа сушки распылением, соответствуют вышеупомянутым микропористым частицам. В полиакрилонитриловых частицах 1 значение R2 составляет 10,7 мкм, а значение D297,5 составляет 33,0 мкм.
[0121] [Производство покрытого металлического листа 15]
Покрытый металлический лист 15 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что акриловые частицы 4 использовались вместо акриловых частиц 1 в качестве матирующего агента в материале внешнего защитного покрытия. В акриловых частицах 4 значение R2 составляет 60,0 мкм, а значение D297,5 составляет 70,0 мкм.
[0122] [Производство покрытых металлических листов 16-18]
Покрытый металлический лист 16 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 0,1 об.%. Дополнительно к этому покрытый металлический лист 17 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 13 об.%. Дополнительно к этому покрытый металлический лист 18 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 20 об.%.
[0123] [Производство покрытых металлических листов 19 и 20]
Покрытый металлический лист 19 был произведен тем же самым образом, что и покрытый металлический лист 12, за исключением того, что внешняя защитная пленка была сформирована на основном листе 5 вместо основного листа 3, частицы 17 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска во внешней защитной пленке, и количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T была равна 2,2 мкм. Частицы 17 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 1,0 мкм, D197,5 имеет значение 1,4 мкм, и Ru имеет значение 1,5 мкм.
[0124] Покрытый металлический лист 20 был произведен тем же самым образом, что и покрытый металлический лист 19, за исключением того, что частицы 18 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска во внешней защитной пленке, и количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T была равна 3 мкм. Частицы 18 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 1,0 мкм, D197,5 имеет значение 2,0 мкм, и Ru имеет значение 2,6 мкм.
[0125] [Производство покрытого металлического листа 21]
Покрытый металлический лист 21 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что количество осажденного материала внешнего защитного покрытия было изменено таким образом, чтобы толщина сухой пленки T стала равна 20 мкм.
[0126] [Производство покрытых металлических листов 22-25]
Покрытый металлический лист 22 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 5 вместо основного листа 3, а содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 0,01 об.%. Дополнительно к этому покрытый металлический лист 23 был произведен тем же самым образом, что и покрытый металлический лист 22, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 0,0005 об.%. Дополнительно к этому покрытый металлический лист 24 был произведен тем же самым образом, что и покрытый металлический лист 22, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 15 об.%. Кроме того, покрытый металлический лист 25 был произведен тем же самым образом, что и покрытый металлический лист 22, за исключением того, что содержание частиц диоксида кремния в материале внешнего защитного покрытия было изменено на 16 об.%.
[0127] [Производство покрытого металлического листа 26]
Покрытый металлический лист 26 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 5 вместо основного листа 3, и акриловые частицы 5 использовались вместо акриловых частиц 1 в качестве матирующего агента во внешней защитной пленке. Акриловые частицы 5 являются классифицированным материалом или его смесью, в котором, например, R2 имеет значение 5,0 мкм, а D297,5 имеет значение 7,2 мкм.
[0128] [Производство покрытых металлических листов 27-30]
Покрытый металлический лист 27 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 5 вместо основного листа 3, а содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 0,01 об.%. Дополнительно к этому покрытый металлический лист 28 был произведен тем же самым образом, что и покрытый металлический лист 27, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 0,0005 об.%. Дополнительно к этому покрытый металлический лист 29 был произведен тем же самым образом, что и покрытый металлический лист 27, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 15 об.%. Кроме того, покрытый металлический лист 30 был произведен тем же самым образом, что и покрытый металлический лист 27, за исключением того, что содержание акриловых частиц в материале внешнего защитного покрытия было изменено на 16 об.%.
[0129] [Производство покрытых металлических листов 31-33]
Покрытый металлический лист 31 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 1 вместо основного листа 3. Дополнительно к этому покрытый металлический лист 32 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 2 вместо основного листа 3. Дополнительно к этому покрытый металлический лист 33 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что внешняя защитная пленка была сформирована на основном листе 4 вместо основного листа 3.
[0130] [Производство покрытых металлических листов 34 и 35]
Покрытый металлический лист 34 был получен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что чистый материал 2 покрытия использовался вместо чистого материала 1 внешнего защитного покрытия. Чистый материал 2 покрытия представляет собой «Чистый материал покрытия QK» производства компании Nippon Fine Coatings Co., Ltd., который является материалом покрытия на основе полиэстера (PE). Дополнительно к этому покрытый металлический лист 35 был получен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что чистый материал 3 покрытия использовался вместо чистого материала 1 покрытия. Чистый материал 3 покрытия представляет собой «Чистый материал покрытия NSC3300» производства компании Nippon Fine Coatings Co., Ltd., который является материалом покрытия на основе полиэстера (PE).
[0131] [Производство покрытых металлических листов 36 и 37]
Покрытый металлический лист 36 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что полиакрилонитриловые (PAN) частицы 2 использовались вместо частиц 1 диоксида кремния материала внешнего защитного покрытия. Полиакрилонитриловые частицы 2 являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 5,0 мкм, D197,5 имеет значение 7,6 мкм, и Ru имеет значение 9,5 мкм. Дополнительно к этому покрытый металлический лист 37 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы композита карбоната кальция и фосфата кальция (CaCPC) использовались вместо частиц 1 диоксида кремния материала внешнего защитного покрытия. Частицы CaCPC являются классифицированным материалом или его смесью, в котором R1 имеет значение 5,0 мкм, D197,5 имеет значение 7,6 мкм, и Ru имеет значение 9,5 мкм.
[0132] [Производство покрытых металлических листов 38 и 39]
Дополнительно к этому покрытый металлический лист 38 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 6 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 6 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 5,0 мкм, D197,5 имеет значение 7,6 мкм, и Ru имеет значение 14,0 мкм.
[0133] Дополнительно к этому покрытый металлический лист 39 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 7 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия. Частицы 7 диоксида кремния являются классифицированным материалом или его смесью, в котором, например, R1 имеет значение 7,5 мкм, D197,5 имеет значение 9,2 мкм, и Ru имеет значение 14,8 мкм.
[0134] [Производство покрытого металлического листа 40]
Покрытый металлический лист 40 был получен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что стеклянные частицы использовались вместо акриловых частиц 1 в материале внешнего защитного покрытия. Стеклянные частицы соответствуют вышеупомянутым первичным частицам. В стеклянных частицах значение R2 составляет 20,0 мкм, а значение D297,5 составляет 30,0 мкм.
[0135] [Производство покрытых металлических листов 41-43]
Покрытый металлический лист 41 был произведен тем же самым образом, что и покрытый металлический лист 38, за исключением того, что внешняя защитная пленка была сформирована на основном листе 4 вместо основного листа 3. Дополнительно к этому покрытый металлический лист 42 был произведен тем же самым образом, что и покрытый металлический лист 39, за исключением того, что внешняя защитная пленка была сформирована на основном листе 4 вместо основного листа 3. Дополнительно к этому покрытый металлический лист 43 был произведен тем же самым образом, что и покрытый металлический лист 3, за исключением того, что внешняя защитная пленка была сформирована на основном листе 5 вместо основного листа 3.
[0136] [Производство покрытых металлических листов 44 и 45]
Дополнительно к этому покрытый металлический лист 44 был произведен тем же самым образом, что и покрытый металлический лист 26, за исключением того, что акриловые частицы 6 использовались вместо акриловых частиц 5 в качестве матирующего агента в материале внешнего защитного покрытия. Акриловые частицы 6 являются классифицированным материалом или его смесью, в котором, например, R2 имеет значение 10,0 мкм, а D297,5 имеет значение 15,0 мкм.
[0137] Дополнительно к этому покрытый металлический лист 45 был произведен тем же самым образом, что и покрытый металлический лист 26, за исключением того, что акриловые частицы 7 использовались вместо акриловых частиц 5 в качестве матирующего агента в материале внешнего защитного покрытия. Акриловые частицы 7 являются классифицированным материалом или его смесью, в котором, например, R2 имеет значение 5,0 мкм, а D297,5 имеет значение 7,5 мкм.
[0138] [Оценка]
Каждый из покрытых металлических листов 1-45 был подвергнут измерениям и тестам, описанным ниже.
[0139] (1) Степень блеска при 75° (G75)
Зрительная степень блеска при 75° (G75), определяемая японским промышленным стандартом JIS K 5600-4-7 (ISO2813: 1994), для каждого из покрытых металлических листов 1-45 была измерена с помощью измерителя блеска VG-2000 производства компании NIPPON DENSHOKU INDUSTRIES CO., LTD.
[0140] (2) Внешний вид покрытия
Внешний вид внешней защитной пленки каждого из покрытых металлических листов 1-45 после сушки оценивался в соответствии со следующими критериями.
(Критерии оценки)
G: Никакого аномального блеска и дефектов пленки покрытия не наблюдается, пленка покрытия является плоской, и наблюдается матовый внешний вид.
NG1: Степень блеска является чрезвычайно высокой, и матовый внешний вид не получается (степень блеска является более высокой чем 25).
NG2: Во время нанесения пленки наблюдается вспенивание.
NG3: Во время нанесения пленки наблюдаются полосы.
NG4: Наблюдается недостаток укрывистости.
[0141] (3) Стойкость к царапанию
Тест царапания Клеменса проводился на каждом из покрытых металлических листов 1-45 путем использования алмазной иглы, имеющей диаметр 125 мкм и прикладывающей нагрузку 400 г, и оценка выполнялась в соответствии со следующими критериями.
(Критерии оценки)
G: Не наблюдается никаких царапин, достигающих основного материала (металлического листа).
NG: Наблюдаются царапины, достигающие основного материала (металлического листа).
[0142] (4) Способность к адгезии обработанной части
Каждый из покрытых металлических листов 1-45 был подвергнут изгибу 0T (изгиб адгезии), и 0T-изогнутая часть была подвергнута испытанию на отслаивание с целлофановой лентой и оценена в соответствии со следующими критериями.
(Критерии оценки)
G: Отслаивание пленки покрытия не наблюдается.
NG: Отслаивание пленки покрытия наблюдается.
[0143] (5) Коррозионная стойкость плоской части
Сначала каждый из покрытых металлических листов 1-45 был подвергнут ускоренному испытанию на погодоустойчивость в течение 1000 час с использованием способа ксеноновой лампы, определенного в японском промышленном стандарте JIS K5600-7-7 (ISO11341: 2004). Затем каждый лист был подвергнут «циклическому тесту на распыление нейтральной соленой воды», определенному в японском промышленном стандарте JIS H8502 (так называемый способ JASO) в течение 720 час. Вышеописанные два теста проводились как один цикл. Тестовые продукты, подвергнутые одному циклу (соответствующему приблизительно пятилетнему сроку службы при фактическом использовании) и тестовые продукты, подвергнутые двум циклам (что соответствует приблизительно 10-летнему сроку службы) для каждого из покрытых металлических листов 1-45 были промыты водой. После наблюдения на предмет наличия или отсутствия пузырения пленки покрытия на плоской части покрытого металлического листа путем визуального наблюдения и наблюдения под лупой, имеющей увеличение 10, эти листы были оценены в соответствии со следующими критериями.
(Критерии оценки)
A: Образование пузырей не наблюдается.
B: Небольшое образование пузырей наблюдается при увеличении, но визуально никаких пузырей не наблюдается.
C: Образование пузырей наблюдается визуально.
[0144] Тип основного листа, тип агента регулирования блеска, тип матирующего агента, значения R1, R2, D197,5, D297,5, Ru, тип смолы защитной пленки внешнего покрытия, значение T, содержание агента регулирования блеска, содержание матирующего агента, значение D197,5/T, значение D297,5/T, значение Ru/T, а также Примеры/Сравнительные примеры покрытых металлических листов 1-45 показаны в Таблице 1 и в Таблице 2. Результаты оценки покрытых металлических листов 1-45 также показаны в Таблице 3 и Таблице 4.
[0145]
Таблица 1
(мкм)
(мкм)
(мкм)
(мкм)
(об.%)
/T
(мкм)
(мкм)
(об.%)
/T
/Микропористые частицы
[0146]
Таблица 2
(мкм)
(мкм)
(мкм)
(мкм)
(об.%)
/T
(мкм)
(мкм)
(об.%)
/T
/Микропористые частицы
[0147]
Таблица 3
[0148]
Таблица 4
[0149] (6) Коррозионная стойкость плоской части
Каждый из покрытых металлических листов 1, 34, 42 и 43 был подвергнут вышеупомянутому тесту на коррозионную стойкость плоской части в количестве вплоть до трех циклов (что соответствует приблизительно 15-летнему сроку службы при фактическом использовании), и тестовые продукты, подвергнутые трем циклам, были промыты водой. После наблюдения на предмет наличия или отсутствия пузырения пленки покрытия на плоской части покрытого металлического листа путем визуального наблюдения и наблюдения под лупой, имеющей увеличение 10, эти листы были оценены в соответствии с вышеперечисленными критериями. Результаты показаны в Таблице 5.
[0150]
Таблица 5
[0151] [Сравнительный эксперимент 1]
Частицы, имеющие диаметр R1', равный 0,7T мкм (T=15 мкм) или больше, были удалены из частиц 1 диоксида кремния для того, чтобы получить частицы 1 диоксида кремния, по существу не содержащие частиц размером 10,5 мкм или больше. Эти частицы упоминаются как частицы 8 диоксида кремния. Затем покрытый металлический лист 46 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 8 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0152] Дополнительно к этому частицы, имеющие диаметр R1', равный 0,8T мкм (12,0 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы А диоксида кремния, по существу не содержащие частиц с размером 12,0 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц A диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц А диоксида кремния со значением 0,8T или меньше (относительное содержание: 97,5/2,5). Эти частицы упоминаются как частицы 9 диоксида кремния. Затем покрытый металлический лист 47 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 9 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0153] Дополнительно к этому частицы, имеющие диаметр R1', равный 0,9T мкм (13,5 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы В диоксида кремния, по существу не содержащие частиц с размером 13,5 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц В диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц В диоксида кремния со значением 0,9T или меньше. Эти частицы упоминаются как частицы 10 диоксида кремния. Затем покрытый металлический лист 48 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 10 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0154] Дополнительно к этому частицы, имеющие диаметр R1', равный 1,0T мкм (15,0 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы С диоксида кремния, по существу не содержащие частиц с размером 15,0 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц С диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц С диоксида кремния со значением 1,0T или меньше. Эти частицы упоминаются как частицы 11 диоксида кремния. Затем покрытый металлический лист 49 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 11 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0155] Дополнительно к этому частицы, имеющие диаметр R1', равный 1,1T мкм (16,5 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы D диоксида кремния, по существу не содержащие частиц с размером 16,5 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц D диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц D диоксида кремния со значением 1,1T или меньше. Эти частицы упоминаются как частицы 12 диоксида кремния. Затем покрытый металлический лист 50 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 12 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0156] Дополнительно к этому частицы, имеющие диаметр R1', равный 1,2T мкм (18,0 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы Е диоксида кремния, по существу не содержащие частиц с размером 18,0 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц Е диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц Е диоксида кремния со значением 1,2T или меньше. Эти частицы упоминаются как частицы 13 диоксида кремния. Затем покрытый металлический лист 51 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 13 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0157] Дополнительно к этому частицы, имеющие диаметр R1', равный 1,3T мкм (19,5 мкм) или больше, были удалены для того, чтобы отдельно обеспечить частицы F диоксида кремния, по существу не содержащие частиц с размером 19,5 мкм или больше. В 97,5 объемных частей частиц 8 диоксида кремния были добавлены 2,5 объемных части частиц F диоксида кремния для того, чтобы получить частицы диоксида кремния, состоящие из 97,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 2,5 объемных частей частиц F диоксида кремния со значением 1,3T или меньше. Эти частицы упоминаются как частицы 14 диоксида кремния. Затем покрытый металлический лист 52 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 14 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0158] Покрытые металлические листы 46-52 были оценены на предмет коррозионной стойкости плоской части в соответствии с вышеупомянутым способом. Тип основного листа, тип агента регулирования блеска, тип матирующего агента, значения R1, R2, D197,5, D297,5, значение отсечения, диаметр R1' главного компонента добавляемых частиц диоксида кремния, тип смолы пленки внешнего защитного покрытия, значение T, содержание агента регулирования блеска, содержание матирующего агента, относительное содержание двух типов частиц диоксида кремния, а также результаты оценки коррозионной стойкости плоской части покрытых металлических листов 46-52 показаны в Таблице 6.
[0159]
Таблица 6
(мкм)
(мкм)
(мкм)
(мкм)
(мкм)
(мкм)
(об.%)
/T
/Микропористые частицы
[0160] [Сравнительный эксперимент 2]
Частицы диоксида кремния, состоящие из 97,0 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 3,0 объемных частей частиц E диоксида кремния со значением 1,2T или меньше, были получены путем изменения относительного содержания частиц 8 диоксида кремния и частиц E диоксида кремния в частицах 13 диоксида кремния. Эти частицы упоминаются как частицы 15 диоксида кремния. Затем покрытый металлический лист 53 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 15 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0161] Дополнительно к этому частицы диоксида кремния, состоящие из 96,5 объемных частей частиц 8 диоксида кремния со значением 0,7T или меньше и 3,5 объемных частей частиц E диоксида кремния со значением 1,2T или меньше, были получены путем изменения относительного содержания частиц 8 диоксида кремния и частиц E диоксида кремния в частицах 13 диоксида кремния. Эти частицы упоминаются как частицы 16 диоксида кремния. Затем покрытый металлический лист 54 был произведен тем же самым образом, что и покрытый металлический лист 1, за исключением того, что частицы 16 диоксида кремния использовались вместо частиц 1 диоксида кремния в качестве агента регулирования блеска в материале внешнего защитного покрытия.
[0162] Покрытые металлические листы 53 и 54 были оценены на предмет коррозионной стойкости плоской части в соответствии с вышеупомянутым двухцикловым способом. Тип основного листа, тип агента регулирования блеска, тип матирующего агента, значения R1, R2, D197,5, D297,5, значение отсечения, диаметр R1' главного компонента добавляемых частиц диоксида кремния, тип смолы пленки внешнего защитного покрытия, значение T, содержание агента регулирования блеска, содержание матирующего агента, относительное содержание двух типов частиц диоксида кремния, а также результаты оценки коррозионной стойкости плоской части покрытых металлических листов 51, 53 и 54 показаны в Таблице 7.
[0163]
Таблица 7
(мкм)
(мкм)
(мкм)
(мкм)
(мкм)
(мкм)
(об.%)
/T
/Микропористые частицы
[0164] [Сравнительный эксперимент 3]
Покрытый металлический лист 55 был произведен тем же самым образом, что и покрытый металлический лист 52, за исключением того, что материал внешнего защитного покрытия для покрытого металлического листа 52 был обработан в роликовой мельнице при условиях для измельчения частиц F диоксида кремния перед смешиванием матирующего агента. Затем покрытый металлический лист 55 был оценен на предмет коррозионной стойкости плоской части в соответствии с вышеупомянутым способом, и получил оценку B как в одноцикловом испытании, так и в двухцикловом испытании.
[0165] Как видно из Таблиц 1-4, все покрытые металлические листы 1, 2, 7, 10, 15, 17, 20-22, 24, 27, 29 и 31-45 имеют конструктивное свойство матового блеска, имеют достаточную способность к адгезии обработанной части и стойкость к царапанию, и дополнительно имеют коррозионную стойкость плоской части, соответствующую 10 годам фактического использования.
[0166] В отличие от этого, покрытые металлические листы 5, 6 и 14 имели недостаточную коррозионную стойкость плоской части. Возможно, что покрытые металлические листы 5 и 6 имели недостаточную коррозионную стойкость плоской части по той причине, что агент регулирования блеска выходил наружу из внешней защитной пленки во время теста на коррозионную стойкость благодаря оптической деградации внешней защитной пленки, и также возможно, что покрытый металлический лист 14 имел недостаточную коррозионную стойкость плоской части по той причине, что матирующий агент выходил наружу из внешней защитной пленки во время теста на коррозионную стойкость благодаря оптической деградации внешней защитной пленки.
[0167] Дополнительно к этому покрытый металлический лист 8 имеет чрезвычайно высокую степень блеска, и намеченное конструктивное свойство (матовый внешний вид) не могло быть достигнуто. Возможно, что причина этого в том, что диаметр частиц агента регулирования блеска был чрезвычайно малым.
[0168] Дополнительно к этому в покрытом металлическом листе 4 произошло вспенивание при покрытии внешней защитной пленкой, и намеченное конструктивное свойство не могло быть достигнуто. Таким образом, было определено, что покрытый металлический лист 4 не может участвовать в тесте оценки коррозионной стойкости плоской части, и этот тест для него не проводился. Возможно, что причина, по которой вышеописанное конструктивное свойство не было получено, состоит в том, что толщина внешней защитной пленки была чрезвычайно большой.
[0169] Дополнительно к этому в покрытом металлическом листе 13 образовались полосы при покрытии внешней защитной пленкой, и намеченное конструктивное свойство не могло быть достигнуто. Таким образом, не было возможности провести тест для оценки коррозионной стойкости плоской части. Возможно, что причина этого заключается в том, что значение D297,5/T было чрезвычайно большим.
[0170] Дополнительно к этому покрытый металлический лист 19 испытывал недостаток укрывистости. Другими словами, заметность внешней защитной пленки обеспечивалась только в такой степени, что визуально наблюдалась подложка внешней защитной пленки (пленка промежуточного покрытия), и намеченное конструктивное свойство не могло быть достигнуто. Таким образом, было определено, что покрытый металлический лист 4 не может участвовать в тесте оценки коррозионной стойкости плоской части, и этот тест для него не проводился. Возможно, что причина, по которой вышеописанная укрывистость была недостаточной, заключается в том, что толщина внешней защитной пленки была чрезвычайно тонкой, а также диаметр частиц агента регулирования блеска был чрезвычайно малым.
[0171] Кроме того, покрытые металлические листы 9, 12, 16, 23, 26 и 28 имели чрезвычайно высокую степень блеска, и намеченное конструктивное свойство (матовость) не могло быть достигнуто. Возможно, что покрытые металлические листы 9 и 23 имели чрезвычайно высокую степень блеска по той причине, что содержание агента регулирования блеска было слишком низким для регулирования блеска, что покрытые металлические листы 16 и 28 имели чрезвычайно высокую степень блеска по той причине, что содержание матирующего агента было слишком низким для регулирования блеска, и что покрытые металлические листы 12 и 26 имели чрезвычайно высокую степень блеска по той причине, что значение D297,5/T было чрезвычайно малым.
[0172] Альтернативно, покрытые металлические листы 11, 18, 25 и 30 имели недостаточную способность к склеиванию обработанной части. Таким образом, не было возможности провести тест для оценки коррозионной стойкости плоской части. Возможно, что покрытые металлические листы 11 и 25 имели недостаточную способность к склеиванию обработанной части по той причине, что содержание агента регулирования блеска во внешней защитной пленке было чрезвычайно высоким, и что покрытые металлические листы 18 и 30 имели недостаточную способность к склеиванию обработанной части по той причине, что содержание матирующего агента во внешней защитной пленке было чрезвычайно высоким.
[0173] Альтернативно, покрытые металлические листы 3, 12, 16, 19, 26 и 28 обладали недостаточной стойкостью к царапанию. Таким образом, не было возможности провести тест для оценки коррозионной стойкости плоской части. Возможно, что покрытые металлические листы 3 и 19 обладали недостаточной стойкостью к царапанию по той причине, что толщина внешней защитной пленки была чрезвычайно малой, что покрытые металлические листы 12 и 26 обладали недостаточной стойкостью к царапанию по той причине, что значение D297,5/T было чрезвычайно малым, и что покрытые металлические листы 16 и 28 обладали недостаточной стойкостью к царапанию по той причине, что содержание матирующего агента было чрезвычайно низким.
[0174] Дополнительно к этому все покрытые металлические листы 31-33 и 41-43 показали намеченное конструктивное свойство (матовость) независимо от типа основного листа, а также имели достаточную способность к склеиванию обработанной части, стойкость к царапанию и коррозионную стойкость плоской части. Возможно, что причина этого заключается в том, что коррозионная стойкость плоской части обеспечивается внешней защитной пленкой.
[0175] Дополнительно к этому покрытые металлические листы 34 и 35 показали намеченное конструктивное свойство (матовость) независимо от типа смолы внешней защитной пленки, а также имели достаточную способность к склеиванию обработанной части, стойкость к царапанию и коррозионную стойкость плоской части. Возможно, что причина этого заключается в том, что смола, имеющая достаточную долговечность для того, чтобы использоваться для внешней защитной пленки, показала бы стойкость к коррозии плоской части независимо от типа смолы, составляющей внешнюю защитную пленку.
[0176] Дополнительно к этому покрытые металлические листы 36-39 показали намеченное конструктивное свойство (матовость) независимо от типа агента регулирования блеска, а также имели достаточную способность к склеиванию обработанной части, стойкость к царапанию и коррозионную стойкость плоской части. Возможно, что причина этого заключается в том, что даже частицы, имеющие микропоры, если они не подвергались бы воздействию с поверхности внешней защитной пленки, показали бы достаточную коррозионную стойкость плоской части, независимо от того, являются ли эти частицы неорганическими частицами или органическими частицами.
[0177] Покрытые металлические листы 40, 44 и 45 также показали намеченное конструктивное свойство (матовость) независимо от типа матирующего агента, а также имели достаточную способность к склеиванию обработанной части, стойкость к царапанию и коррозионную стойкость плоской части. Возможно, что причина этого заключается в том, что первичные частицы показали бы достаточную коррозионную стойкость плоской части независимо от того, являются ли эти частицы неорганическими частицами или органическими частицами.
[0178] Также из Таблицы 5 видно, что покрытые металлические листы 34, 42 и 43 сохраняют коррозионную стойкость плоской части в течение более длительного периода, чем покрытый металлический лист 1. Возможно, что причина этого заключается в том, что основной лист 4 в покрытых металлических листах 34, 42 и 43, который содержит основанный на хромате антикоррозионный пигмент в пленке грунтовочного покрытия, и изготовленный из которого покрытый металлом стальной лист был подвергнут хроматной антикоррозионной обработке, имеет более высокую коррозионную стойкость, чем основной лист 1 в покрытом металлическом листе 1.
[0179] Также из Таблицы 6 и Таблицы 7 можно заметить, что агент регулирования блеска не оказывает по существу никакого неблагоприятного влияния на коррозионную стойкость плоской части покрытого металлического листа, даже если в нем содержатся частицы с размером больше чем 0,7T, при условии, что содержание этих частиц составляет 2,5 об.% или меньше от общей суммы, и что диаметр этих частиц в 1,2 раза (1,2T) или меньше превышает толщину внешней защитной пленки. Возможно, что причина этого заключается в том, что частицы, немного большие, чем толщина T внешней защитной пленки, вероятно ориентируются таким образом, что их длинный диаметр располагается вдоль направления, в котором наносится материал внешнего защитного покрытия, и если они содержатся в небольшом количестве, то они будут в достаточной степени и непрерывно покрыты смолой внешней защитной пленки в течение намеченного срока использования.
[0180] Агент регулирования блеска может также содержать большие частицы, которые могут быть обнаружены в положении, отклоняющемся от его распределения размера частиц (грубые частицы), хотя и в небольшом количестве. Возможно, что такие грубые частицы, как видно из Таблицы 6, выступают из внешней защитной пленки при долговременном использовании, и тем самым вызывают ухудшение коррозионной стойкости плоской части покрытого металлического листа. Однако, когда материал внешнего защитного покрытия, содержащий вышеописанные грубые частицы, подвергается соответствующей стадии измельчения, может быть получен покрытый металлический лист, имеющий достаточную коррозионную стойкость плоской части. Возможно, что причина этого заключается в том, что вышеописанные грубые частицы мелко распыляются в материале внешнего защитного покрытия до такой степени, которой достаточно для того, чтобы покрытый металлический лист имел намеченную коррозионную стойкость плоской части.
[0181] Настоящая заявка испрашивает приоритет японской патентной заявки № 2014-111308, зарегистрированной 29 мая 2014 г., а также японской патентной заявки № 2014-164258, зарегистрированной 12 августа 2014 г., раскрытия которых, включая описание, чертежи и реферат, включены в настоящий документ посредством ссылки во всей их полноте.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0182] В покрытом металлическом листе в соответствии с настоящим изобретением предотвращается снижение коррозионной стойкости плоской части, приписываемое внешнему воздействию, разрушению и выпадению агента регулирования блеска из внешней защитной пленки, а также внешнему воздействию, разрушению и выпадению матирующего агента из внешней защитной пленки. Таким образом, может быть получен покрытый металлический лист, который имеет намеченный внешний вид и коррозионную стойкость в течение длительного периода, даже если он используется в наружном применении в течение длительного периода. Соответственно, ожидается, что настоящее изобретение дополнительно продлит срок службы покрытых металлических листов для наружного использования и дополнительно улучшит их использование.
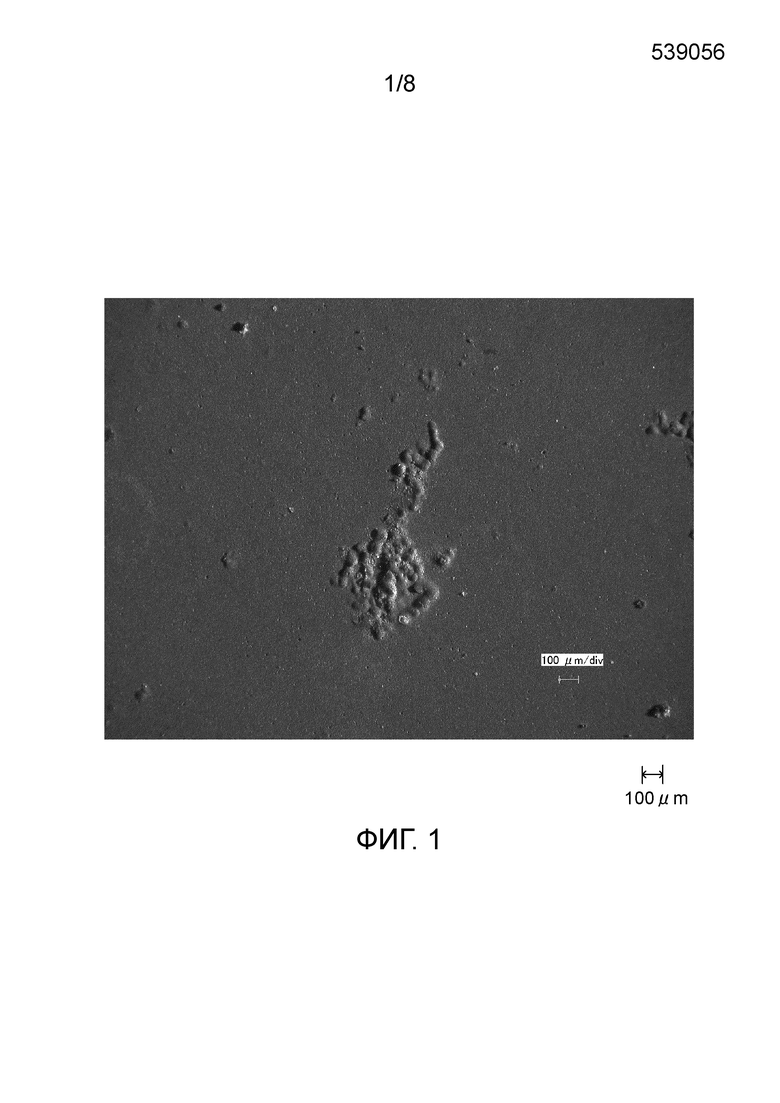
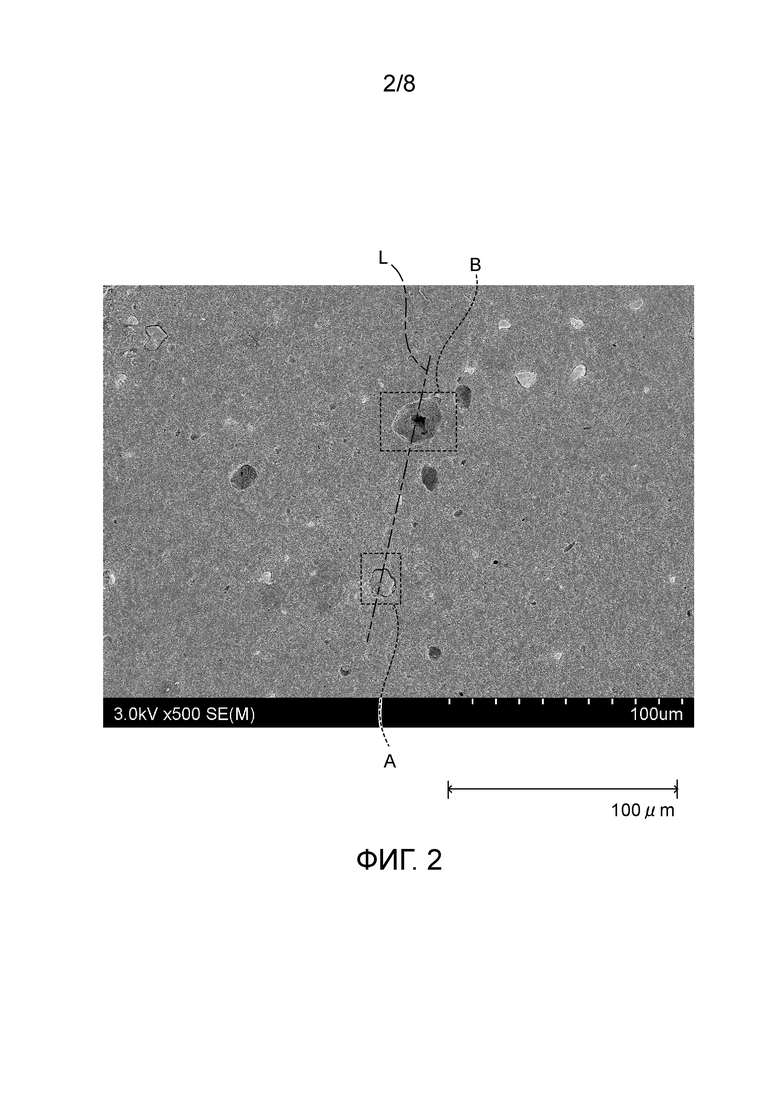
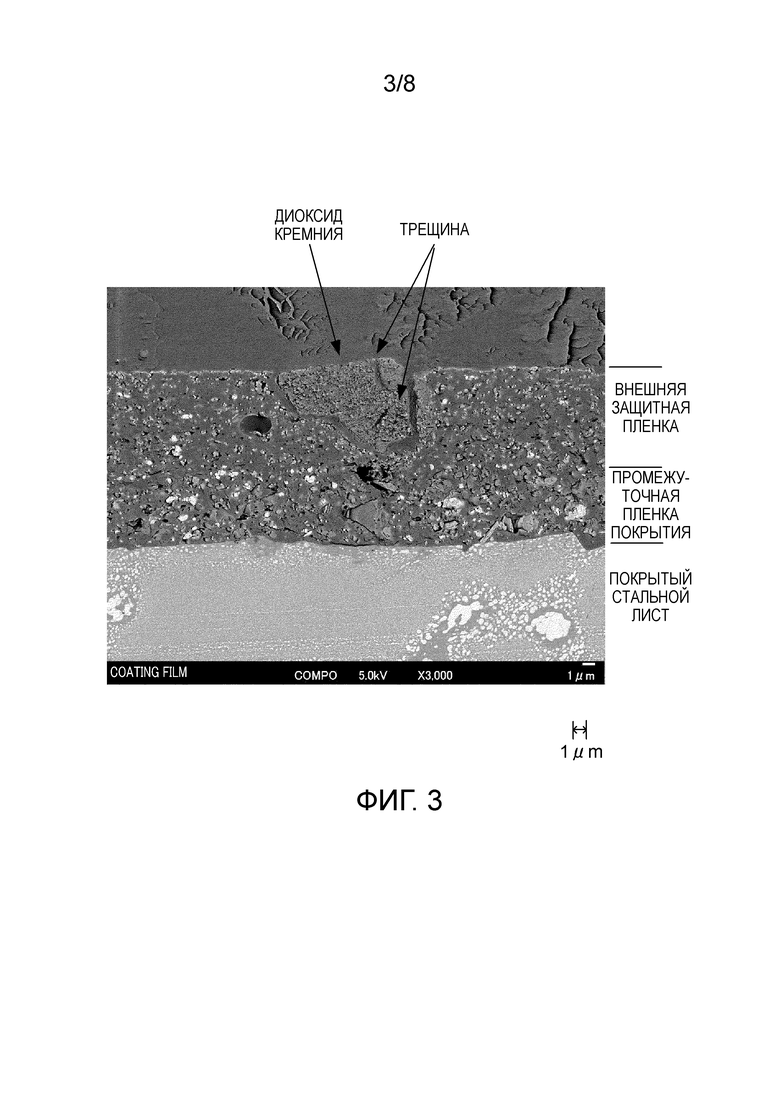
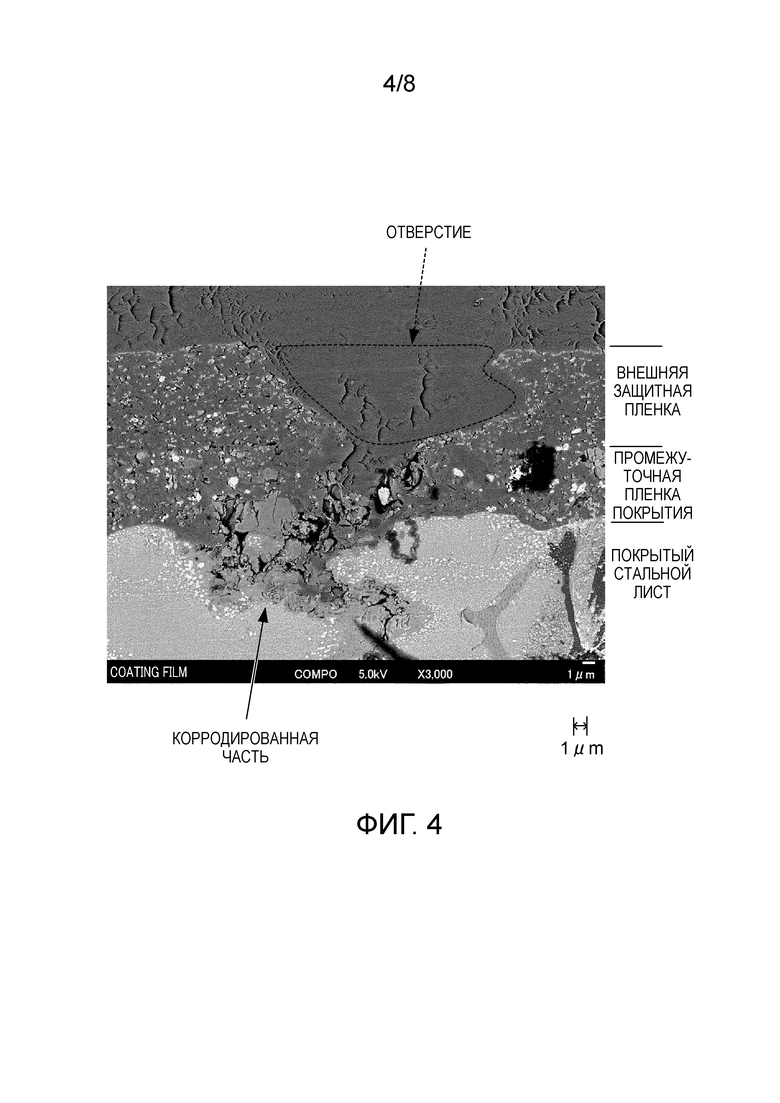
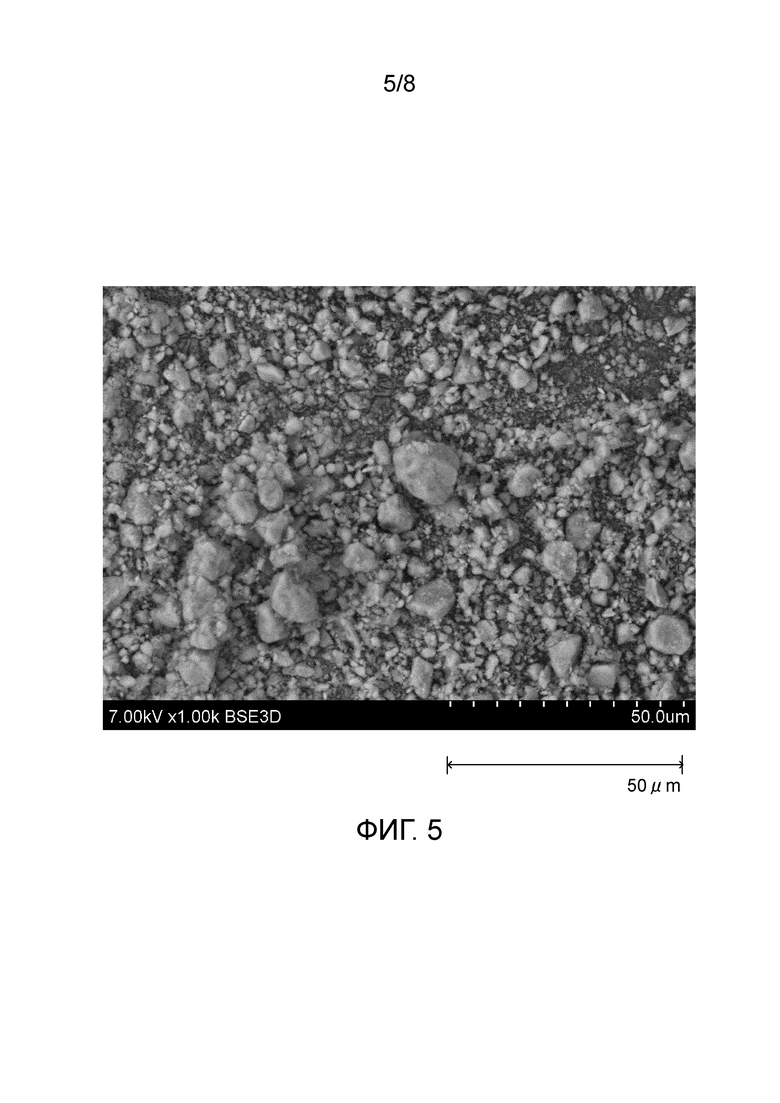
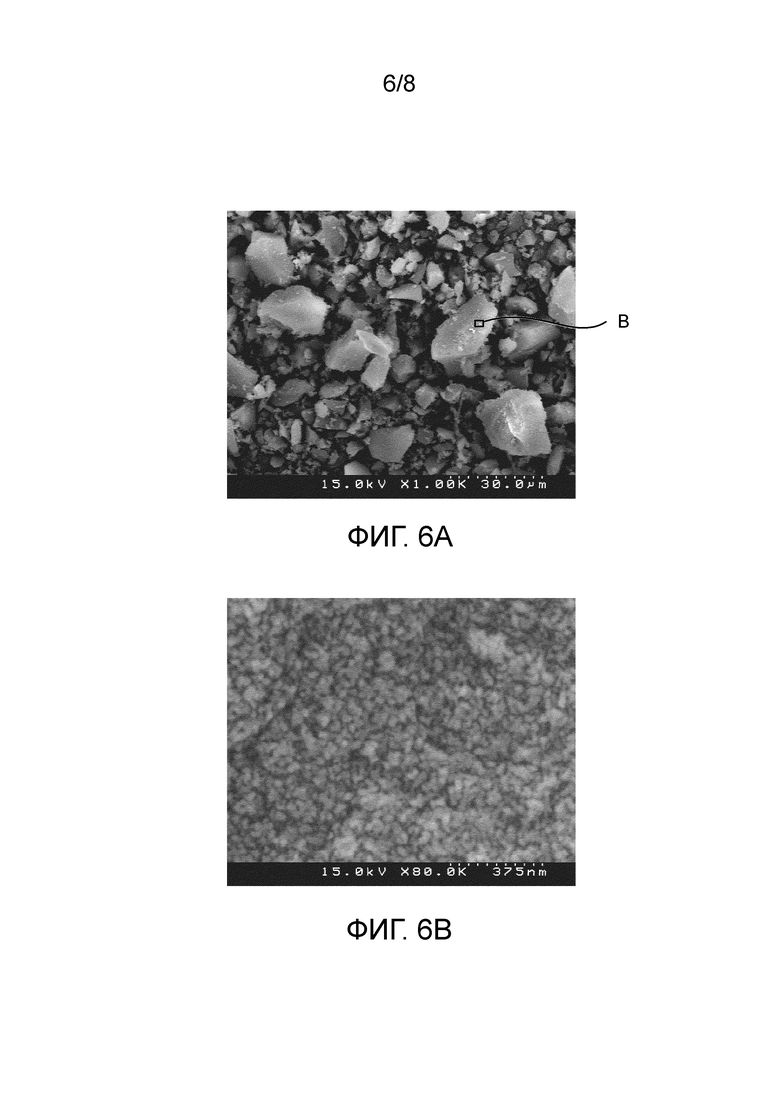
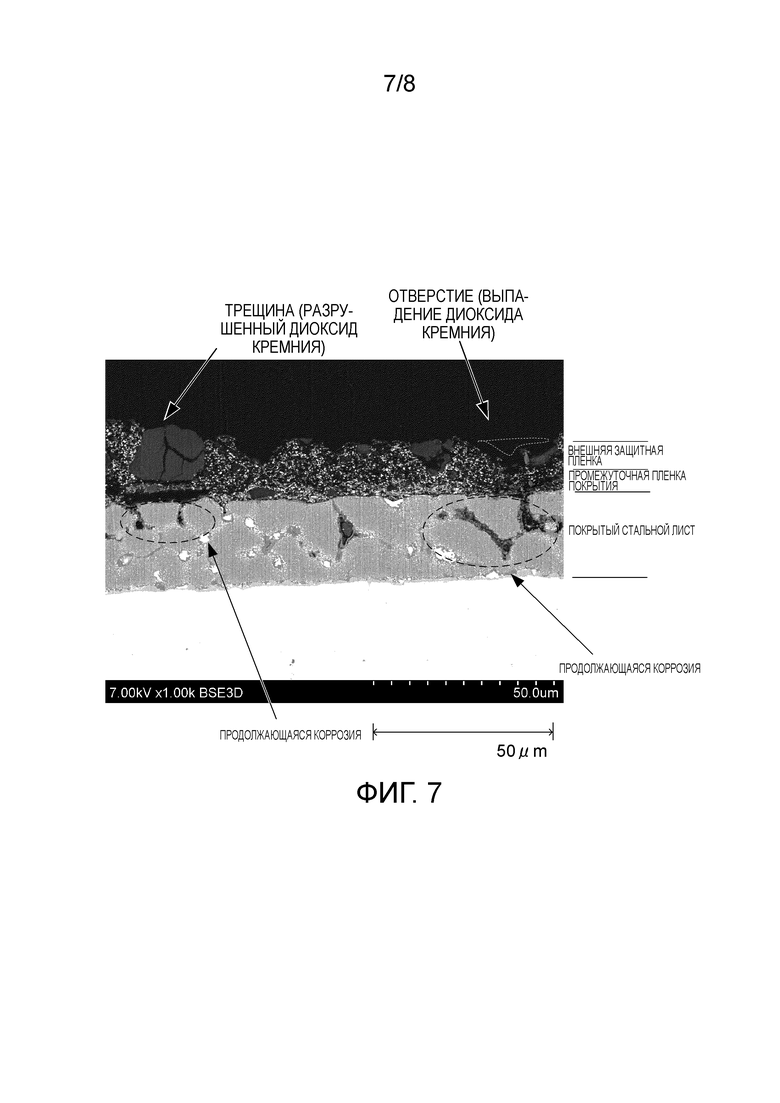
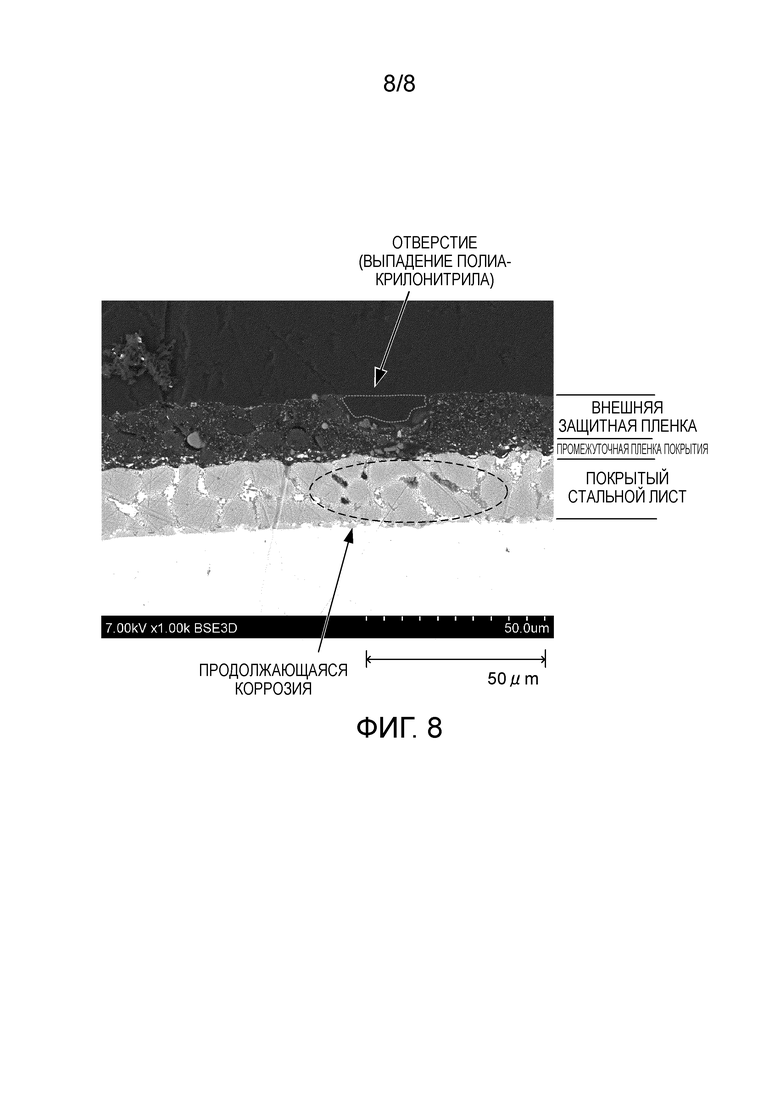
Изобретение относится к металлическим листам с покрытием для применений в конструкционных материалах для наружного применения. Покрытый металлический лист содержит металлический лист и внешнюю защитную пленку, расположенную на этом металлическом листе, причем внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры, а также матирующий агент, который представляет собой первичные частицы. Содержание агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.%. Содержание матирующего агента во внешней защитной пленке составляет от 0,2 об.% до 15 об.%. Покрытый металлический лист удовлетворяет следующим условиям: D197,5/T≤0,7; Ru≤1,2T; R≥1,0; 2,0≤D297,5/T≤7,0; 13≤T≤20, где R (мкм) - среднечисловой диаметр частиц агента регулирования блеска, T (мкм) - толщина внешней защитной пленки, D197,5 (мкм) - диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D97,5 (мкм) - диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) - верхний предел диаметра частиц в числовом распределении частиц по размеру для агента регулирования блеска. Изобретение обеспечивает создание покрытого металлического листа и конструкционного материала для наружного использования, имеющих свойство матовости, не содержащих хроматов, превосходную коррозионную стойкость плоской части, эквивалентную или выше коррозионной стойкости покрытых металлических листов, содержащих обработанный хроматами металлический лист. 5 н. и 9 з.п. ф-лы, 9 ил., 7 табл.
1. Покрытый металлический лист, содержащий:
металлический лист, и
внешнюю защитную пленку, расположенную на этом металлическом листе,
причем внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры, а также матирующий агент, который представляет собой первичные частицы,
при этом содержание агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.%,
причем содержание матирующего агента во внешней защитной пленке составляет от 0,2 об.% до 15 об.%, и
при этом покрытый металлический лист удовлетворяет следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
2,0≤D297,5/T≤7,0
13≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D97,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру для агента регулирования блеска.
2. Покрытый металлический лист, содержащий:
металлический лист,
пленку промежуточного покрытия, расположенную на этом металлическом листе, и
внешнюю защитную пленку, расположенную на пленке промежуточного покрытия,
причем внешняя защитная пленка содержит агент регулирования блеска, который представляет собой частицы, имеющие микропоры, а также матирующий агент, который представляет собой первичные частицы,
при этом содержание агента регулирования блеска во внешней защитной пленке составляет от 0,01 об.% до 15 об.%,
причем содержание матирующего агента во внешней защитной пленке составляет от 0,01 об.% до 15 об.%, и
в котором покрытый металлический лист удовлетворяет следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
0,5≤D297,5/T≤7,0
3≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру для агента регулирования блеска.
3. Покрытый металлический лист по п. 1, дополнительно содержащий пленку грунтовочного покрытия между металлическим листом и внешней защитной пленкой.
4. Покрытый металлический лист по п. 2, дополнительно содержащий пленку грунтовочного покрытия между металлическим листом и пленкой промежуточного покрытия.
5. Покрытый металлический лист по любому из пп. 1-4, в котором Ru меньше, чем T.
6. Покрытый металлический лист по любому из пп. 1-4, в котором металлический лист был подвергнут бесхроматной антикоррозионной обработке и покрытый металлический лист является не содержащим хроматов.
7. Покрытый металлический лист по любому из пп. 1-4, в котором металлический лист был подвергнут хроматной антикоррозионной обработке.
8. Покрытый металлический лист по любому из пп. 1-4, в котором агент регулирования блеска представляет собой частицы диоксида кремния.
9. Покрытый металлический лист по любому из пп. 1-4, имеющий степень блеска при 75° от 1 до 25.
10. Покрытый металлический лист по любому из пп. 1-4, являющийся покрытым металлическим листом для наружного использования.
11. Конструкционный материал для наружного использования, состоящий из покрытого металлического листа по любому из пп. 1-9.
12. Способ производства покрытого металлического листа, содержащего металлический лист и внешнюю защитную пленку, расположенную на металлическом листе, содержащий стадии:
нанесения материала внешнего защитного покрытия, содержащего смолу, агент регулирования блеска и матирующий агент, на металлический лист; и
отверждения пленки из материала внешнего защитного покрытия для того, чтобы сформировать внешнюю защитную пленку;
в котором содержание агента регулирования блеска во внешней защитной пленке составляет от 0,2 об.% до 15 об.% и содержание матирующего агента во внешней защитной пленке составляет от 0,2 об.% до 15 об.%,
причем агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и
при этом используются агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
2,0≤D297,5/T≤7,0
13≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
13. Способ производства покрытого металлического листа, содержащего металлический лист и внешнюю защитную пленку, расположенную на металлическом листе, содержащий стадии:
нанесения материала внешнего защитного покрытия, содержащего смолу, агент регулирования блеска и матирующий агент, на металлический лист; и
отверждения пленки из материала внешнего защитного покрытия для того, чтобы сформировать внешнюю защитную пленку;
причем содержание агента регулирования блеска во внешней защитной пленке составляет от 0,01 об.% до 15 об.% и содержание матирующего агента во внешней защитной пленке составляет от 0,01 об.% до 15 об.%,
при этом агент регулирования блеска представляет собой частицы, имеющие микропоры, а матирующий агент представляет собой первичные частицы, и
в котором используются агент регулирования блеска и матирующий агент, которые удовлетворяют следующим условиям:
D197,5/T≤0,7
Ru≤1,2T
R≥1,0
0,5≤D297,5/T≤7,0
3≤T≤20
где R (мкм) является среднечисловым диаметром частиц агента регулирования блеска, T (мкм) является толщиной внешней защитной пленки, D197,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру вышеописанного агента регулирования блеска, D297,5 (мкм) представляет собой диаметр частиц, соответствующий 97,5% количества частиц в накопленном распределении частиц по размеру матирующего агента, и Ru (мкм) представляет собой верхний предел диаметра частиц в числовом распределении частиц по размеру агента регулирования блеска.
14. Способ для производства покрытого металлического листа по п. 12 или 13, в котором материал внешнего защитного покрытия был подвергнут обработке для измельчения частиц в материале внешнего защитного покрытия.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| JP 2011148107 A, 04.08.2011 | |||
| JP 2004154993 A, 03.06.2004 | |||
| АНТИКОРРОЗИОННАЯ ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2177019C2 |

