Область технического применения
Настоящее изобретение в целом относится к газотурбинным агрегатам, а в частности к ротору компрессора в сборе газотурбинного агрегата с системой уравновешивания.
Предпосылки изобретения
Газотурбинные агрегаты включают в себя компрессор, камеру сгорания и секции турбины. Вращающиеся узлы газотурбинного агрегата подлежат балансировке из-за условий их производства. В частности, ротор компрессора в сборе подлежит балансировке, чтобы уменьшить вибрацию в газотурбинном агрегате. Большие роторы компрессора в сборе могут использовать систему динамической балансировки и способ балансировки, чтобы уменьшить вибрацию и увеличить надежность узлов.
В патенте США № 2010135774, автор изобретения Децоухе, описывает уравновешивающие центробежные грузы ротора турбокомпрессора, включающие в себя две концевые части в форме пирамиды, каждая из которых имеет основание, вершину и промежуточную часть, которая соединяет два основания концевых частей друг с другом. Две вершины выровнены по продольной оси. Две концевые части и промежуточная часть выступают в плоскости поперечного сечения перпендикулярной продольной оси, причем эти части, имеющие многоугольные формы, расположены по центру указанной продольной оси.
Настоящее изобретение направлено на преодоление одного или нескольких недостатков, обнаруженных авторами изобретения.
Изложение сущности изобретения
Рассматривается способ балансировки ротора компрессора в сборе, включающий переднюю сварную конструкцию и заднюю сварную конструкцию. Способ включает в себя предварительную балансировку задней сварной конструкции ротора компрессора в сборе с дисками ротора компрессора до установки по окружности дисков ротора компрессора его лопаток. Предварительная балансировка задней сварной конструкции включает в себя измерение параметров динамической балансировки задней сварной конструкции. Предварительная балансировка задней сварной конструкции включает в себя определение необходимого числа грузов под полкой лопатки и места размещения каждого груза в кольцевом пазу дисков ротора компрессора. Предварительная балансировка задней сварной конструкции включает в себя установку каждого груза под полкой лопатки в определенном положении.
Ротор компрессора в сборе газотурбинного агрегата с системой уравновешивания содержит диск компрессора первой ступени, несколько дисков ротора компрессора, передние грузы и несколько грузов под полкой лопатки. Диск компрессора первой ступени имеет цилиндрический корпус. Диск компрессора первой ступени содержит несколько передних уравновешивающих отверстий по окружности цилиндрического корпуса. Диск компрессора первой ступени содержит несколько задних уравновешивающих отверстий по окружности цилиндрического корпуса, размещенных рядом с несколькими передними уравновешивающими отверстиями. Каждый из дисков компрессора имеет кольцевой паз. Профиль каждого кольцевого паза выполнен в виде ласточкина хвоста. Передние грузы имеют форму, пригодную для установки в некоторые передние уравновешивающие отверстия и некоторые задние уравновешивающие отверстия. Каждый груз под полкой лопатки имеет форму пригодную для установки в один или несколько кольцевых пазов. Каждый груз под полкой лопатки имеет форму ласточкина хвоста, соответствующую профилю ласточкина хвоста в кольцевом пазе у одного или нескольких дисков ротора компрессора. Некоторые грузы под полкой лопатки имеют один или несколько типоразмеров.
Краткое описание чертежей
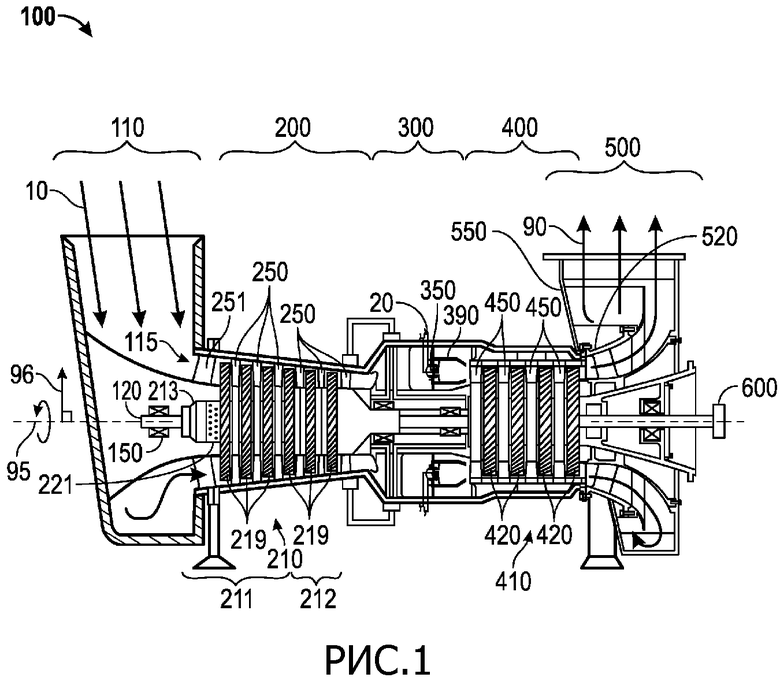
На Рис. 1 представлено схематическое изображение примерного газотурбинного агрегата.
На Рис. 2 показан вид в перспективе ротора компрессора в сборе газотурбинного агрегата с Рис. 1.
На Рис.3 представлен вид в поперечном разрезе передней сварной конструкции ротора компрессора в сборе с Рис. 2.
На Рис.4 показан вид в поперечном сечении задней сварной конструкции ротора компрессора в сборе с Рис. 2.
На Рис. 5 представлен вид в перспективе части ротора компрессора в сборе с Рис. 2 с установленными по окружности лопатками ротора компрессора, примерными грузами под полкой лопатки и диском компрессора с местным разрезом диска компрессора, чтобы показать хвост основания компрессорных лопаток ротора и груз под полкой лопатки.
На Рис. 6 показан вид в перспективе груза под полкой лопатки с Рис. 5.
На Рис.7 представлен вид сбоку груза под полкой лопатки с Рис. 5.
На Рис.8 изображена блок-схема способа балансировки ротора компрессора в сборе газотурбинного агрегата, которая включает в себя предварительную балансировку задней сварной конструкции и предварительно балансировку передней сварной конструкции.
На Рис. 9 представлена блок-схема способов балансировки ротора компрессора в сборе газотурбинного агрегата, которая включает в себя балансировку ротора компрессора в сборе в целом.
Подробное описание изобретения
Системы и способы, описанные здесь, включают в себя ротор компрессора в сборе газотурбинного агрегата с системой уравновешивания. В вариантах осуществления изобретения ротор компрессора в сборе включает в себя переднюю сварную конструкцию, заднюю сварную конструкцию и систему уравновешивания. Система уравновешивания содержит передние грузы и грузы под полкой лопатки. Передние грузы устанавливаются в один из двух рядов уравновешивающих отверстий, которые обеспечивают быструю и более точную балансировку передней сварной конструкции или ротора компрессора в сборе. Грузы под полкой лопатки устанавливаются между любыми, смонтированными по окружности, лопатками ротора компрессора, обеспечивая возможность предварительной балансировки задней сварной конструкции и используемые для быстрой и более точной балансировки ротора компрессора в сборе.
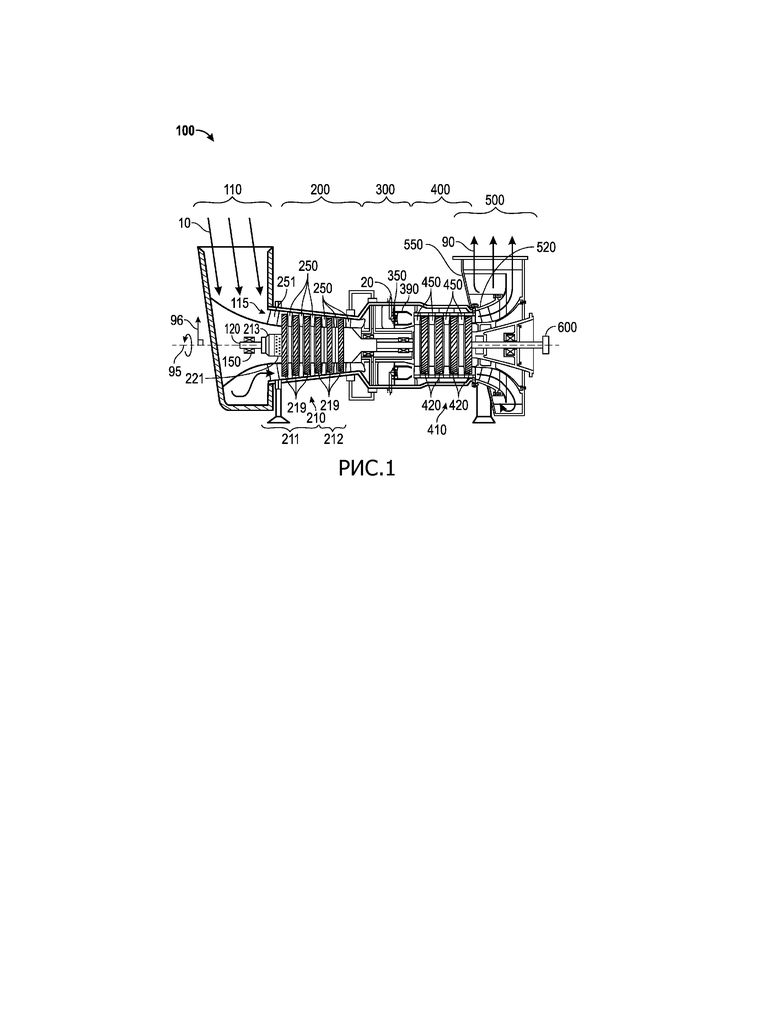
На Рис. 1 представлено схематическое изображение примерного газотурбинного агрегата. Изображение некоторых поверхностей опущено или увеличено (здесь и на других рисунках) для ясности и простоты объяснения. Кроме того, в описании имеется ссылка на переднее и заднее направление. Как правило, все ссылки на "передний" и "задний" связаны, если не указано иное, с направлением потока первичного воздуха (воздуха, который используется в цикле Брайтона – термодинамической основой работы газовой турбины). Например, "передний" понимается как "передний по ходу" по отношению к первичному потоку воздуха, а "задний" понимается как "задний по ходу" по отношению к первичному потоку воздуха.
Кроме того, в описании имеется общая ссылка на центральную ось вращения 95 газотурбинного агрегата, которая, как правило, определяется продольной осью его вала 120 с опорой в нескольких подшипниковых узлах 150. Центральная ось 95 может быть общей или совмещенной с другими различными концентрическими узлами агрегата. Все ссылки на радиальные, осевые и окружные направления и размеры приводятся относительно центральной оси 95, если не указано иное, а такие термины, как "внутренний" и "внешний" обычно указывают на большее или меньшее радиальное расстоянии от нее, где радиус 96 может быть в любом направлении перпендикулярном и расходящимся наружу от центральной оси 95.
Газотурбинный агрегат 100 включает в себя устройство забора воздуха 110, вал 120, компрессор 200, камеру сгорания 300, турбину 400, систему отвода выхлопных газов 500 и муфту отбора выходной мощности 600. Газотурбинный агрегат 100 может быть одновальным или двухвальным.
Компрессор 200 включает в себя ротор компрессора в сборе 210, неподвижные лопатки компрессора 250 и входные направляющие лопатки 251. Ротор компрессора в сборе 210 механически соединен с валом 120. Компрессор ротора в сборе 210 представляет собой осевой компрессор. Ротор компрессора в сборе 210 может включать в себя переднюю сварную конструкцию 211 и заднюю сварную конструкцию 212. Каждая передняя сварная конструкция 211 и задняя сварная конструкция 212 включают в себя одну или несколько сборок 219 диска компрессора. Каждая сборка 219 диска компрессор включает в себя диск ротора компрессора 220 (показано на Рис. 2, 3 и 4) с установленными по окружности лопатками ротора компрессора. Передняя сварная конструкция может также содержать диск первой ступени компрессора 221, соединенный с передней ступицей 213.
Неподвижные лопатки компрессора 250 следуют за каждой сборкой 219 диска компрессора в осевом направлении. Каждая сборка 219 диска компрессор спарена с соседними неподвижными лопатками компрессора 250, которые следуют за сборкой 219 диска компрессора, и считается ступенью компрессора. Компрессор 200 включает в себя несколько ступеней компрессора. Входные направляющие лопатки 251 расположены до первой ступени компрессора в осевом направлении.
Камера сгорания 300 включает в себя одну или несколько форсунок 350 и одну или несколько камер сгорания 390.
Турбина 400 включает в себя ротор турбины в сборе 410 и сопла турбины 450. Ротор турбины в сборе 410 механически соединен с валом 120. Ротор турбины в сборе 410 представляет собой осевую турбину. Ротор турбины в сборе 410 включает в себя один или несколько дисков турбины в сборе 420. Каждый диск турбины в сборе 420 включает в себя диск турбины с установленными по окружности лопатками турбины. Сопла турбины 450 установлены перед каждым диском турбины в сборе 420. Каждый диск турбины в сборе 420 спарен с соседними соплами турбины 450, которые установлены перед диском турбины в сборе 420 и считаются ступенью турбины. Турбина 400 включает в себя несколько ступеней.
Система отвода выхлопных газов 500 включает в себя выхлопной диффузор 520 и коллектор выхлопных газов 550.
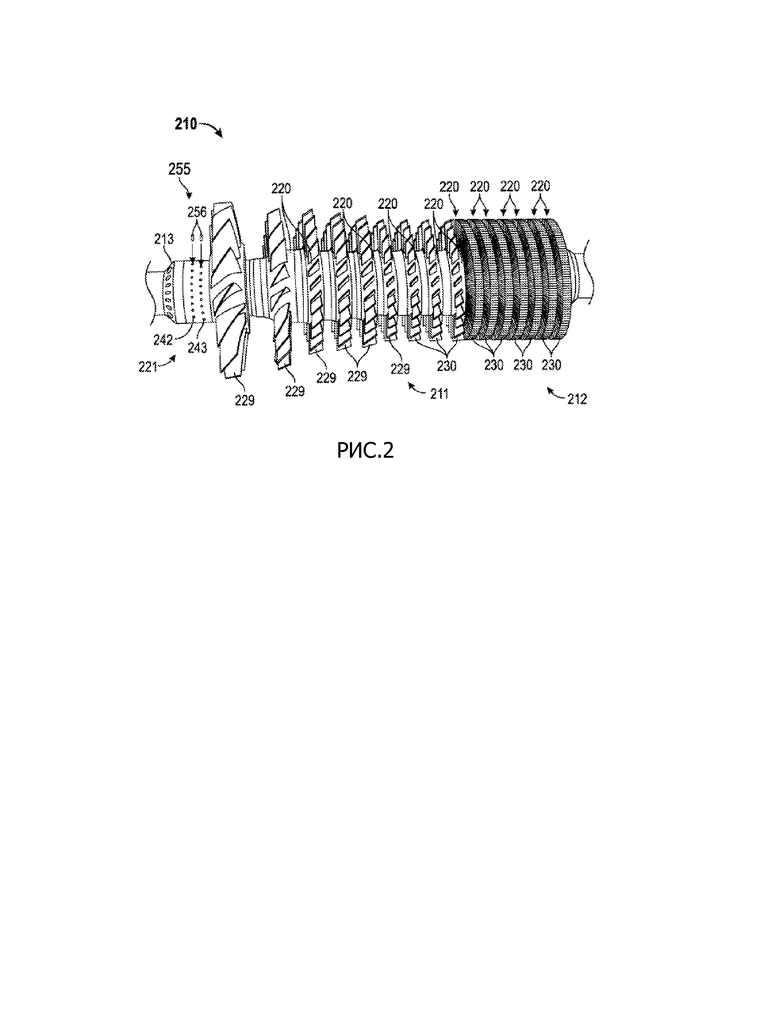
На Рис. 2 показан вид в перспективе ротора компрессора в сборе 210 с Рис. 1. Ротор компрессора в сборе 210 включает в себя систему уравновешивания. Система уравновешивания содержит переднюю систему уравновешивания 255, лопатки ротора компрессора и грузы под полкой лопатки 260 (показано на Рис. 5-7).
Передняя система уравновешивания 255 включает в себя несколько передних уравновешивающих отверстий 242, несколько задних уравновешивающих отверстий 243 и передние грузы 256. Первая группа уравновешивающих отверстий выбирается из передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243. Остающиеся передние уравновешивающие отверстия 242 и задние уравновешивающие отверстия 243 составляют вторую группу уравновешивающих отверстий. В соответствии с другим вариантом изобретения, передние уравновешивающие отверстия 242 могут входить в первую группу уравновешивающих отверстий, а задние уравновешивающие отверстия 243 – во вторую группу уравновешивающих отверстий.
Передние грузы 256 могут иметь различные типоразмеры, массы и длины. В одном варианте осуществления передние грузы 256 имеют диаметр 3/8 дюйма, а длину в 1/4 дюйма, 1/2 дюйма или 3/4 дюйма. В соответствии с другим вариантом изобретения могут быть использованы другие диаметры.
Лопатки ротора компрессора устанавливаются по оси ротора компрессора ("осевые лопатки") 229 или по окружности дисков ротора компрессора ("окружные лопатки") 230. Размеры лопатки ротора компрессора зависят от размеров дисков компрессора 220.
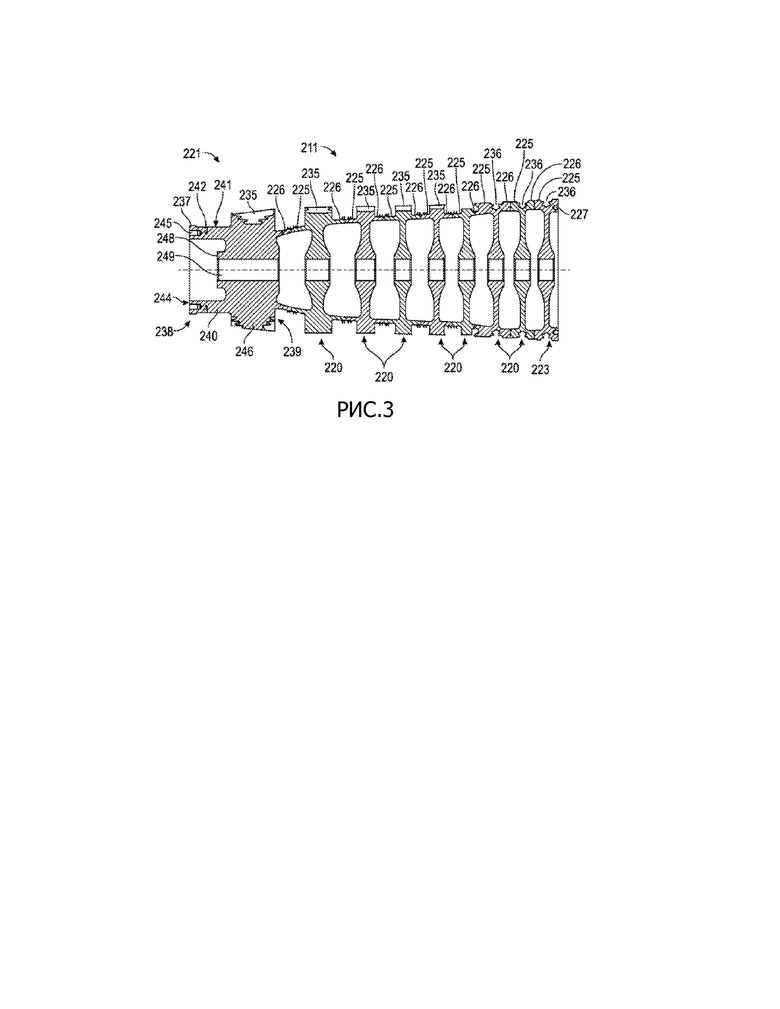
На Рис.3 представлен вид в поперечном разрезе передней сварной конструкции 210 ротора компрессора в сборе с Рис. 2. Передняя сварная конструкция 211 включает в себя несколько дисков компрессора 220, в том числе диск компрессора первой ступени 221 и передний узел крепления диска компрессора 223. Диск компрессора первой ступени 221 расположен на переднем конце передней сварной конструкции 211. Диск компрессора первой ступени 221 имеет цилиндрический корпус 240 и включает в себя передний конец 238, задний конец 239, внешний осевой фланец 237 и внешнюю поверхность 241. Внешний осевой фланец 237 выступает в осевом направлении из цилиндрического корпуса 240. Внешняя поверхность 241 простирается от переднего конца 238 к заднему концу. Часть внешней поверхности 241 может быть на внешнем осевом фланце 237.
Круглый фланец 246 может простираться наружу от цилиндрического корпуса 240 в радиальном направлении. Круглый фланец 246 включает в себя осевые пазы 235, выполненные для монтажа осевых лопаток 229 (показано на Рис. 2) к диску компрессора первой ступени 221. Осевые пазы 235 имеют в поперечном сечении профиль елки или ласточкина хвоста.
Диск компрессора первой ступени 221 включает в себя передние уравновешивающие отверстия 242 и задние уравновешивающие отверстия 243. Каждое переднее уравновешивающее отверстие 242 располагается на внешней поверхности 241 в радиальном направлении. Передние уравновешивающие отверстия 242 выровнены по окружности и равномерно расположены на внешней поверхности 241. Каждое заднее уравновешивающее отверстие 243 располагается на внешней поверхности 241 в радиальном направлении. Задние уравновешивающие отверстия 243 выровнены по окружности и равномерно расположены на внешней поверхности 241. Задние уравновешивающие отверстия 243 располагаются рядом с передними уравновешивающими отверстиями 242 и могут быть позади передних уравновешивающих отверстий 242 в осевом направлении, и могут быть смещены по окружности или синхронизированы относительно передних уравновешивающих отверстий 242.
Передние уравновешивающие отверстия 242 и задние уравновешивающие отверстия 243 располагаются недалеко от центра тяжести диска компрессора первой ступени 221. Задние уравновешивающие отверстия 243 располагаются ближе к центру тяжести диска компрессора первой ступени 221, чем передние уравновешивающие отверстия 242. Передние уравновешивающие отверстия 242 и задние уравновешивающие отверстия 243 имеют резьбу. В одном варианте осуществления изобретения отверстия имеют диаметр 3/8 дюйма. В соответствии с другим вариантом изобретения могут быть использованы другие диаметры.
Количество передних уравновешивающих отверстий 242 находится в пределах от двенадцати до тридцати. Количество задних уравновешивающих отверстий 243 находится в пределах от двенадцати до тридцати. Количество передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243 зависят от диаметра внешней поверхности 241 или количества осевых пазов 235 в диске компрессора первой ступени 221. Задние уравновешивающие отверстия 243 могут быть смещены по окружности или синхронизированы на половину углового расстояния между смежными передними уравновешивающими отверстиями 242. Глубина передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243 соответствует размеру передних грузов 256 передней системы уравновешивания 255.
В одном варианте осуществления количество передних уравновешивающих отверстий 242 составляет двадцать четыре, а число задних уравновешивающих отверстия 243 также составляет двадцать четыре, причем задние уравновешивающие отверстия 243 могут быть смещены по окружности или синхронизированы на 7,5 градусов относительно передних уравновешивающих отверстий 242. Задние уравновешивающие отверстия 243 могут быть смещены на 1,5 дюйма в осевом направлении за передние уравновешивающие отверстия 242. В другом варианте осуществления задние уравновешивающие отверстия 243 имеют глубину, по меньшей мере, 0,75 дюйма.
Диск компрессора первой ступени 221 включает в себя переднюю поверхность 244, монтажные отверстия ступицы 245 и внутренний осевой фланец 248. Передней поверхностью 244 служит осевая торцевая поверхность, смежная с внешней поверхностью 241. Передняя поверхность 244 выполнена на внешнем осевом фланце 237. Монтажные отверстия ступицы 245 выполнены на передней поверхности 244 в направлении назад по ходу. В одном варианте осуществления монтажные отверстия ступицы 245 выполнены во внешнем осевом фланце 237.
Внутренний осевой фланец 248 простирается в осевом направлении вперед по ходу от переднего конца 238. Внутренний осевой фланец 248 располагается внутри внешнего осевого фланца 237.
Диск компрессора первой ступени 221 включает в себя задний сварной элемент 226. Задний сварной элемент 226 имеет кольцевую форму и простирается назад по ходу от цилиндрического корпуса 240.
Диск компрессора первой ступени 221 дополнительно включает в себя отверстие 249. Отверстие 249 простирается от внутреннего осевого фланца 248 на переднем конце 238 до заднего конца 239. Вал 120 проходит через отверстие 249 диска компрессора первой ступени 221.
Передний узел крепления диска компрессора 223 расположен на заднем конце передней сварной конструкции 211. Передний узел крепления диска компрессора 223 включает в себя передний сварной элемент 225 и монтажные отверстия передней сварной конструкции 227. Передний сварной элемент 225 имеет кольцевую форму и простирается вперед по ходу от переднего узла крепления диска компрессора 223. Монтажные отверстия передней сварной конструкции 227 расположены на заднем конце переднего узла крепления диска компрессора 223 и простираются вперед по ходу в осевом направлении. В варианте осуществления, показанном на Рис. 3, передний узел крепления диска компрессора 223 также включает в себя кольцевой паз 236 для монтажа окружных лопаток 230 к переднему узлу крепления диска компрессора 223. Кольцевой паз 236 проходит полностью вокруг переднего узла крепления диска компрессора 223. Кольцевой паз 236 имеют профиль елки или ласточкина хвоста.
Диски компрессора 220, которые не расположены на переднем или заднем концах передней сварной конструкции, включают в себя передний сварной элемент 225 и задний сварной элемент 226. Передний сварной элемент 225 имеет кольцевую форму и простирается вперед по ходу от диска компрессора 220. Задний сварной элемент 226 имеет кольцевую форму и простирается назад по ходу от диска компрессора 220. Задний сварной элемент 226 диска компрессора первой ступени 221 приваривается к переднему сварному элементу 225 последующего диска компрессора 220. Каждый последующий диск компрессора 220 приваривается к предыдущему диску компрессора 220 аналогичным образом. Передний узел крепления диска компрессора 223 приваривается к предыдущему диску компрессора 220 аналогичным образом. В одном варианте осуществления передняя сварная конструкция 211 включает в себя девять дисков компрессора 220, а передний узел крепления диска компрессора 223 представляет собой диск компрессор из девяти ступеней.
Каждый диск компрессора 220 передней сварной конструкции 211 включает в себя несколько осевых пазов 235 или кольцевой паз 236. Если диск компрессора 220 включает в себя осевые пазы 235, то лишь одна осевая лопатка 229 вставляется в каждой осевой паз 235. Если диск компрессора 220 содержит кольцевой паз 236, то несколько окружных лопаток вставляются в кольцевой паз 236. Грузы под полкой лопатки 260 вставляются в кольцевой паз 236 между окружными лопатками 230 (как показано на Рис. 5). В варианте осуществления, показанном на Рис. 3, первые шесть дисков компрессора 220 включают в себя осевые пазы 235, в то время как седьмой, восьмой, и девятый диски компрессора 220 содержат кольцевой паз 236.
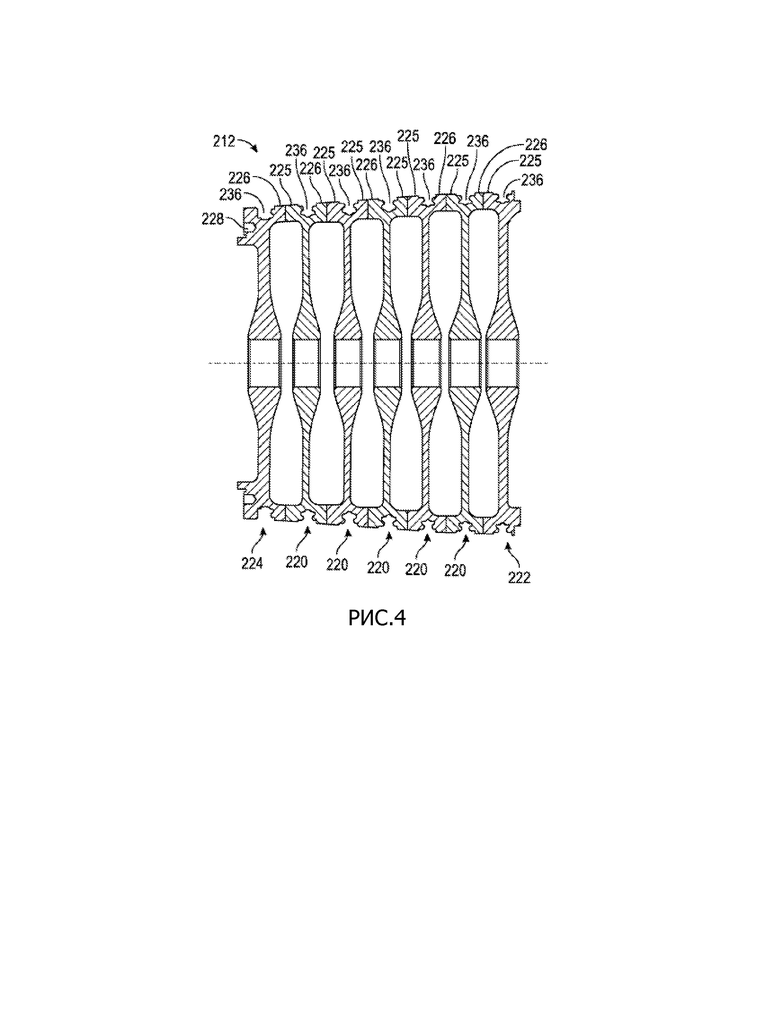
На Рис.4 показан вид в поперечном сечении задней сварной конструкции ротора компрессора в сборе с Рис. 2Задняя сварная конструкция 212 включает в себя несколько дисков компрессора 220, в том числе диск компрессора последней ступени 222 и задний узел крепления диска компрессора 224. Задний узел крепления диска компрессора 224 включает в себя задний сварной элемент 226 и монтажные отверстия задней сварной конструкции 228. Задний сварной элемент 226 имеет кольцевую форму и простирается назад по ходу от заднего узла крепления диска компрессора 224. Монтажные отверстия задней сварной конструкции 228 расположены на переднем конце заднего узла крепления диска компрессора 224 и простираются назад по ходу в осевом направлении.
Задний сварной элемент 226 заднего узла крепления диска компрессора 224 приваривается к переднему сварному элементу 225 последующего диска компрессора 220. Каждый последующий диск компрессора 220 приваривается к предыдущему диску компрессора 220 аналогичным образом. Диск компрессора последней ступени 222 также приваривается к предыдущему диску компрессора 220 аналогичным образом. В одном варианте осуществления задняя сварная конструкция 212 включает в себя семь дисков компрессора 220. В варианте осуществления, показанном на Рис. 4, задний узел крепления диска компрессора 224 представляет собой диск компрессора десятой ступени, а диск компрессора последней степени 222 является диском компрессора шестнадцатой ступени.
Каждый диск компрессора 220 задней сварной конструкции 212 включает в себя несколько осевых пазов 235 или кольцевой паз 236. Если диск компрессора 220 включает в себя осевые пазы 235, то лишь одна осевая лопатка 229 вставляется в каждый осевой паз 235. Если диск компрессора 220 содержит кольцевой паз 236, то несколько окружных лопаток 230 вставляются в кольцевой паз 236. Грузы под полкой лопатки 260 вставляются в кольцевой паз 236 между окружными лопатками 230 (как показано на Рис. 5). В варианте осуществления, показанном на Рис. 4, каждый диск компрессора 220 задней сварной конструкции 212 включает в себя кольцевой паз 236. Некоторые кольцевые пазы 236 в передней сварной конструкции 211 и задней сварной конструкции 212 имеют профиль в поперечном сечении в виде ласточкина хвоста или елки.
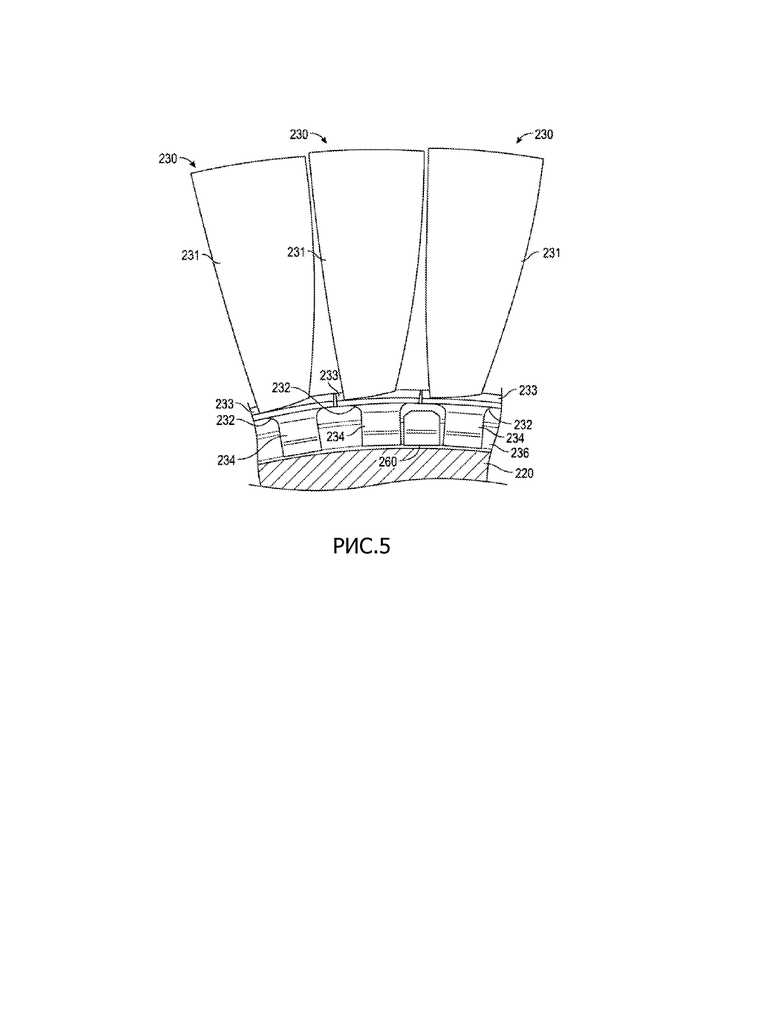
На Рис. 5 представлен вид в перспективе части ротора компрессора в сборе 210, показанного на Рис. 2, с установленными по окружности лопатками 230 и примерными грузами под полкой лопатки 260, а также диск компрессора 220 с местным разрезом, чтобы показать хвост основания 234 лопаток ротора компрессора 230 и груз под полкой лопатки 260. Каждая окружная лопатка 230 включает себя несущую поверхность лопатки 231 и основание лопатки 232. Каждое основание лопатки 232 содержит полку лопатки 233 и хвост основания лопатки 234. Полка лопатки 233 прикреплена к концу несущей поверхности лопатки 231. Хвост основания лопатки 234 простирается от полки лопатки 233 в направлении, противоположном несущей поверхности лопатки 231. Хвост основания лопатки 234 имеет профиль ласточкина хвоста или елки, что соответствует форме ласточкина хвоста или елки кольцевого паза 236.
Каждый груз под полкой лопатки 260 имеет форму, соответствующую форме ласточкина хвоста или елки у хвоста основания лопатки 234. Форма каждого груза под полкой лопатки 260 соответствует профилю кольцевого паза 236. Высота каждого груза под полкой лопатки 260 имеет размер, позволяющий верхней части груза под полкой лопатки 260 не контактировать с полкой лопатки 233. Ширина каждого груза под полкой лопатки 260 имеет размер, подогнанный для соседних окружных лопаток 230. Ширина может быть рассчитана на основе допусков для грузов под полкой лопатки 260 и хвоста основания 234 окружных лопаток 230, чтобы обеспечить подгонку грузов под полкой лопатки 260 к хвостам основания 234.
Рассчитывается ширина каждого груза под полкой лопатки 260, чтобы избежать излишков пространства между каждым грузом под полкой лопатки 260 и соседними хвостами основания окружных лопаток. Излишний зазор позволяет грузу под полкой лопатки смещаться и изменять балансировку ротора компрессора в сборе 210. Для системы уравновешивания могут использоваться несколько конфигураций и типоразмеров грузов под полкой лопатки 260. Например, диски компрессора 220 с кольцевыми пазами могут быть разделены на смежные секции, где каждая секция включает в себя один или несколько дисков компрессора 220. Для каждой секции может применяться другой набор грузов под полкой лопатки 260. Один вариант осуществления включает в себя четыре секции. Первая секция содержит один диск компрессора. Вторая секция является смежной с задней по ходу первой секцией и включает в себя два соседних диска компрессора. Третья секция является смежной с задней по ходу второй секцией и включает в себя четыре соседних диска компрессора. Четвертая секция является смежной с задней по ходу третьей секцией и включает в себя три соседних диска компрессора.
В варианте осуществления, показанном на Рис. 2, 3 и 4, первые грузы под полкой лопатки используются для первой секции. Первая секция включает в себя диск компрессора седьмой ступени. Вторые грузы под полкой лопатки используются для второй секции. Вторая секция включает в себя диски компрессора восьмой и девятой ступени. Третьи грузы под полкой лопатки используются для третьей секции. Третья секция включает в себя диски компрессора с десятой по тринадцатую ступени. Четвертые грузы под полкой лопатки используются для четвертой секции. Четвертая секция включает в себя диски компрессора с четырнадцатой по шестнадцатую ступени.
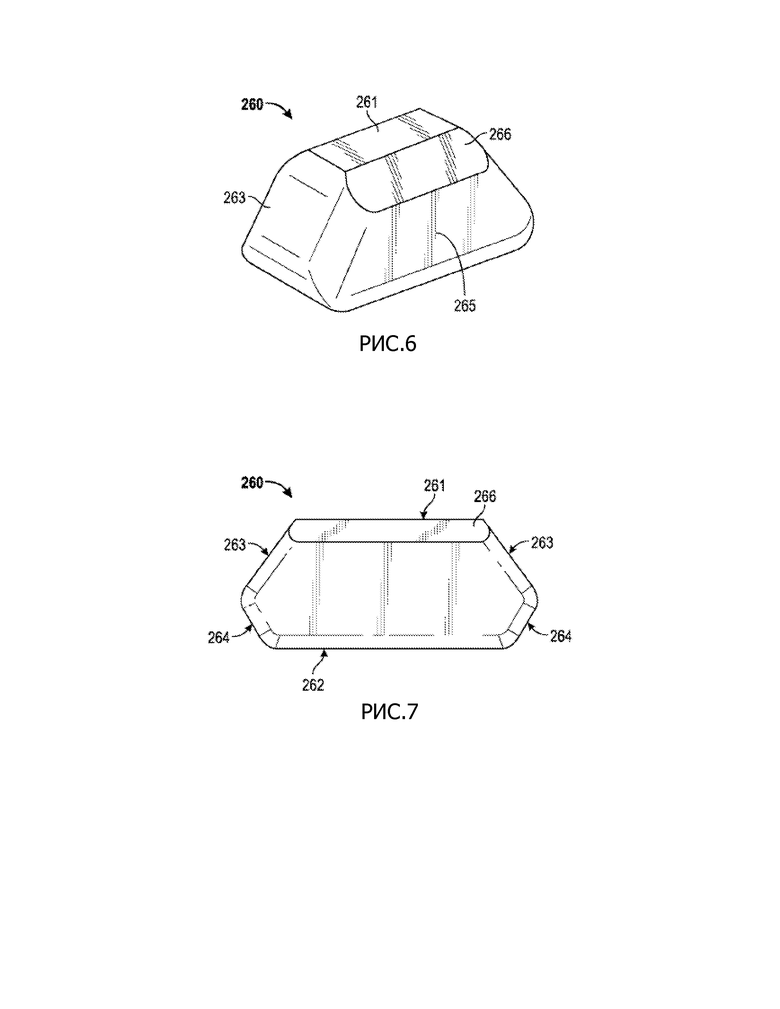
На Рис. 6 показан вид в перспективе груза под полкой лопатки 260 с Рис. 5. На Рис. 7 показан вид сбоку груза под полкой лопатки с Рис. 5. Как показано на Рис. 6 и 7, каждый груз под полкой лопатки 260 включает в себя верхнюю поверхность 261, нижнюю поверхность 262, верхнюю стыковочную поверхность 263 на каждом конце, нижнюю стыковочную поверхность 264 на каждом конце и две боковые поверхности 265. Поперечное сечение или профиль в форме ласточкина хвоста может представлять собой выпуклый шестиугольник с двумя параллельными сторонами. В варианте осуществления, показанном на Рис. 6 и 7, верхняя поверхность 261 и нижняя поверхность 262 параллельны друг другу и составляют две параллельные стороны шестигранника. Поверхности, образующие шестигранник, могут иметь различную длину. Например, в варианте осуществления, показанная верхняя поверхность 261 длиннее верхней стыковочной поверхности 263, а верхняя стыковочная поверхность 263 длиннее нижней поверхности 264.
Каждая верхняя стыковочная поверхность 263 может простираться от конца верхней поверхности 261 под углом от 90 до 180 градусов. Каждая нижняя стыковочная поверхность 264 может простираться от конца нижней поверхности 262 под углом от 90 до 180 градусов. Пересечение верхней стыковочной поверхности 263 и нижней стыковочной поверхности 264 на каждом конце каждого груза под полкой лопатки 260 может быть под углом между 90° и 180°. Боковые поверхности 265 простираются от верхней поверхности 261 к нижней поверхности 262. Боковые поверхности 265 перпендикулярны верхней поверхности 261 и нижней поверхности 262. Каждый конец груза под полкой лопатки 260 симметричен.
Кромки между поверхностями и стыковочными поверхностями могут быть скошены или закруглены. В варианте осуществления, показанном на Рис. 5, 6 и 7, кромки между верхней поверхностью 261 и боковыми поверхностями 265 имеют фаску 266, а кромки между верхней стыковочной поверхностью 263 и нижней стыковочной поверхностью 264, нижней поверхностью 262 и нижней стыковочной поверхностью 264, верхней стыковочной поверхностью 263 и боковыми поверхностями 265 закруглены.
Промышленная применимость
Газотурбинные агрегаты широко применяются в различных отраслях нефтяной и газовой промышленности (в том числе при транспортировке, сборе, хранении, откачке и подъеме нефти и природного газа), при производстве электроэнергии, совместном производстве тепла и электричества, аэрокосмической и других транспортных отраслях.
Как показано на Рис. 1, газ (обычно воздух 10) поступает в устройство забора воздуха 110 в качестве "рабочей среды" и сжимается компрессором 200. В компрессоре 200 рабочая среда сжимается в кольцевом потоке 115 серии сборок 219 диска компрессора. В частности, воздух 10 сжимается в некотором числе «ступеней», где ступени связаны с каждой сборкой 219 диска компрессора. Например, "4-я ступень подачи воздуха" может быть связана с 4-й сборкой 219 диска компрессора в заднем по ходу направлении, идущем от устройства забора воздуха 110 к системе отвода выхлопных газов 500. Подобным образом каждый диск турбины в сборе 420 может быть связан с некоторым числом ступеней.
Сжатый воздух 10, выходя из компрессора 200, поступает в камеру сгорания 300, где он распыляется с добавлением топлива 20. Воздух 10 и топливо 20 впрыскиваются в камеру сгорания 390 через форсунку 350, где происходит процесс сгорания. Энергия реакции горения вращает турбину 400 в каждой ступени серий сборок диска турбины 420. Отходящий газ 90 распыляется в выхлопном диффузоре 520, собирается и перенаправляется. Отходящий газ 90 выходит из системы через коллектор выхлопных газов 550 и подвергается дополнительной обработке (например, чтобы уменьшить вредные выбросы или рекупирировать тепло из отходящего газа 90).
Газотурбинные агрегаты и другие роторные машины включают в себя ряд вращающихся элементов. Неуравновешенный элемент вызывает вибрацию при вращении. Вибрация вращающегося элемента вызывает в нем нежелательные напряжения. Напряжения, вызванные вибрацией, приводят к усталостному разрушению вращающегося элемента или других смежных элементов. Сильная вибрация в газотурбинном агрегате снижает его надежность, может привести к высоким нагрузкам на подшипники и к неисправности узлов. Сильная вибрация в газотурбинном агрегате может привести к изгибу вала или усталостному разрушению.
Благодаря исследованиям и испытаниям было установлено, что некоторые крупные газотурбинные агрегаты требуют более сложной системы и способа уравновешивания. Ротор компрессора в сборе газовой турбины может быть уравновешен грузами около переднего конца, около заднего конца и около срединной части узлов компрессора. Для уравновешивания крупных сборок и из-за их длины, требуется большее количество точек балансировки, чтобы уравновесить такую сборку в пределах желаемого стандарта.
Подходящим способом уравновешивания является увеличение количества точек балансировки с одновременным ограничением количества узлов, используемых в системе уравновешивания. Система уравновешивания, описываемая здесь, позволяет увеличить число точек балансировки путем добавления грузов под полкой лопатки 260 для каждого диска компрессора 220 с кольцевым пазом 236, а также благодаря передним уравновешивающим отверстиям 242 и задним уравновешивающим отверстиям 243 для передних грузов 256. Увеличение количества точек балансировки снижает сложность уравновешивания передней сварной конструкции 211, задней сварной конструкции 212 и ротора компрессора в сборе 210, увеличивая число вариантов уравновешивания. Система уравновешивания, описываемая здесь, ограничивает число узлов, используемых в ней, благодаря использованию такого же груза под полкой лопатки 260 в более чем одном осевом положении или ступени. Ограничение количества узлов в системе уравновешивания уменьшает сложность системы уравновешивания. Снижение сложности и устранение недостатков системы уравновешивания сокращает время балансировки и повышает ее точность.
В варианте осуществления, показанном на Рис. 2, 3, 4 число осевых точек балансировки равно двенадцати. Сюда входят передние уравновешивающие отверстия 242, задние уравновешивающие отверстия 243 и диски компрессора 220 в смежных ступенях, от седьмой ступени до шестнадцатой. Тем не менее, число различных узлов, используемых в варианте осуществления, показанном на Рис. 2, 3, и 4 может достигать пяти. Сюда входят передние грузы 256, грузы под полкой лопатки 260 для диска компрессора седьмой ступени 220, грузы под полкой лопатки 260 для дисков компрессора 220 в восьмой и девятой ступенях, грузы под полкой лопатки 260 для дисков компрессора 220 от десятой до тринадцатой ступени и грузы под полкой лопатки 260 для дисков компрессора 220 от четырнадцатой до шестнадцатой ступени. Это число может немного увеличиться, если используются несколько типоразмеров передних грузов 256.
Описываемая здесь система уравновешивания уменьшает дисбаланс газотурбинного агрегата и ведет к снижению вибрации и безаварийной работе. В частности, было установлено, что система уравновешивания, включающая переднюю систему уравновешивания 255 и грузы под полкой лопатки 260, снижает вибрацию и увеличивает надежность ротора компрессора в сборе 230, вала 120 и связанных с ними подшипников в прочих узлах.
Благодаря проведенным исследованиям и разработкам было определено местоположение передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243. Неправильное расположение передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243 снижает усталостную прочность диска компрессора первой ступени 221 и общую надежность диска компрессора первой ступени 221. Изменения в поперечном сечении по всему диску компрессора первой ступени 221, например, в результате изменений передних уравновешивающих отверстий 242 и задних уравновешивающих отверстий 243, может привести к концентрации напряжений. Данные концентрации напряжений могут привести к образованию трещин на диске компрессора первой ступени 221.
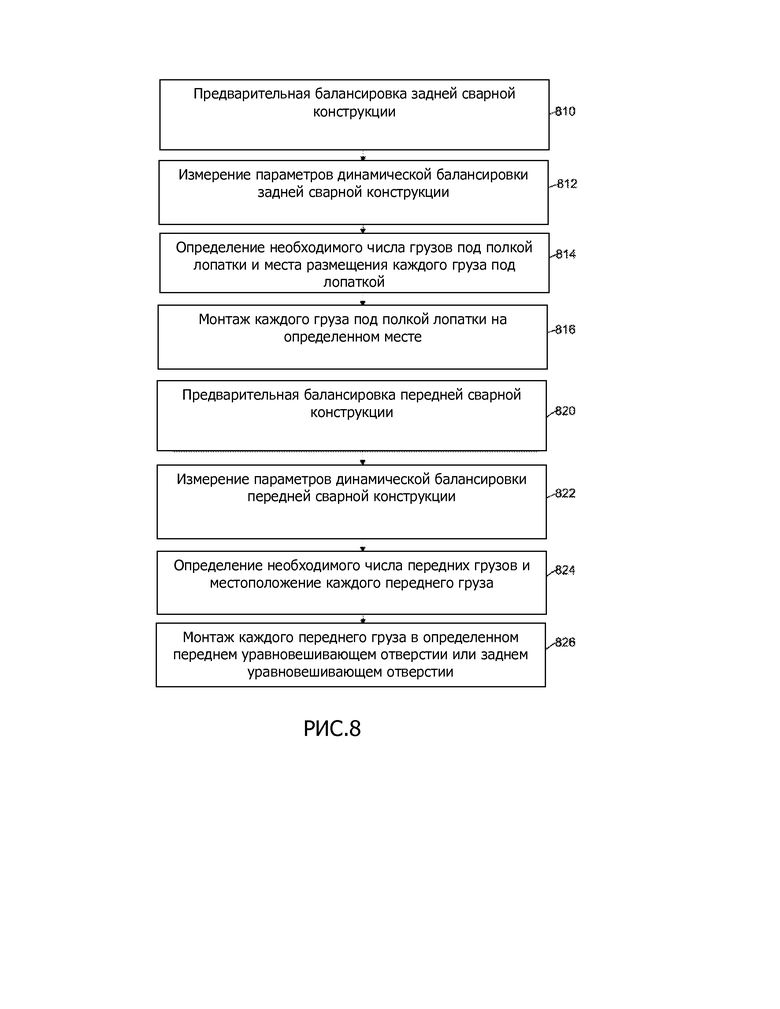
На Рис.8 изображена блок-схема способа балансировки ротора компрессора в сборе 210, которая включает в себя предварительную балансировку задней сварной конструкции 212 на этапе 810 и предварительно балансировку передней сварной конструкции 211 на этапе 820. Балансировка ротора компрессора в сборе 210 включает в себя систему уравновешивания, описанную здесь, которая может включать в себя вариант осуществления, показанный на Рис. 2, 3 и 4.
Предварительная балансировка задней сварной конструкции 212 включает в себя измерение параметров динамической балансировки задней сварной конструкции 212 на этапе 812. За этапом 812 следует определение необходимого числа грузов 260 под полкой лопатки и места размещения каждого груза 260 в кольцевом пазу 236 по окружности одного из дисков ротора компрессора 220 задней сварной конструкции 212 на этапе 814. За этапом 814 следует монтаж каждого груза под полкой лопатки 260 на определенном месте, на этапе 816. Предварительная балансировка задней сварной конструкции 212 осуществляется до соединения задней сварной конструкции 212 с передней сварной конструкцией 211. Предварительная балансировка задней сварной конструкции 212 также осуществляется до установки в нее лопаток ротора компрессора.
Предварительная балансировка передней сварной конструкции 211 включает в себя измерение параметров динамической балансировки передней сварной конструкции на этапе 822. За этапом 822 следует определение необходимого числа передних грузов 256 и местоположение каждого переднего груза 256 на этапе 824. За этапом 824 следует монтаж каждого переднего груза 256 в определенном переднем уравновешивающем отверстии 242 или заднем уравновешивающем отверстии 243 на этапе 826.
Предварительная балансировка передней сварной конструкции 211 включает в себя уравновешивание диска компрессора первой ступени 221 до момента приварки диска компрессора первой ступени 221 к передней сварной конструкции 211. Балансировка диска компрессора первой ступени 221 включает в себя измерение параметров динамической балансировки диска компрессора первой ступени 221. За измерением параметров динамической балансировки диска компрессора первой ступени 221 следует определение необходимого числа передних грузов 256 и определение местоположения каждого переднего груза 256. Местоположением для каждого переднего груза 256 являются передние уравновешивающие отверстия 242 или задние уравновешивающие отверстия 243. Балансировка диска компрессора первой ступени 221 включает в себя монтаж каждого переднего груза 256 в определенном месте.
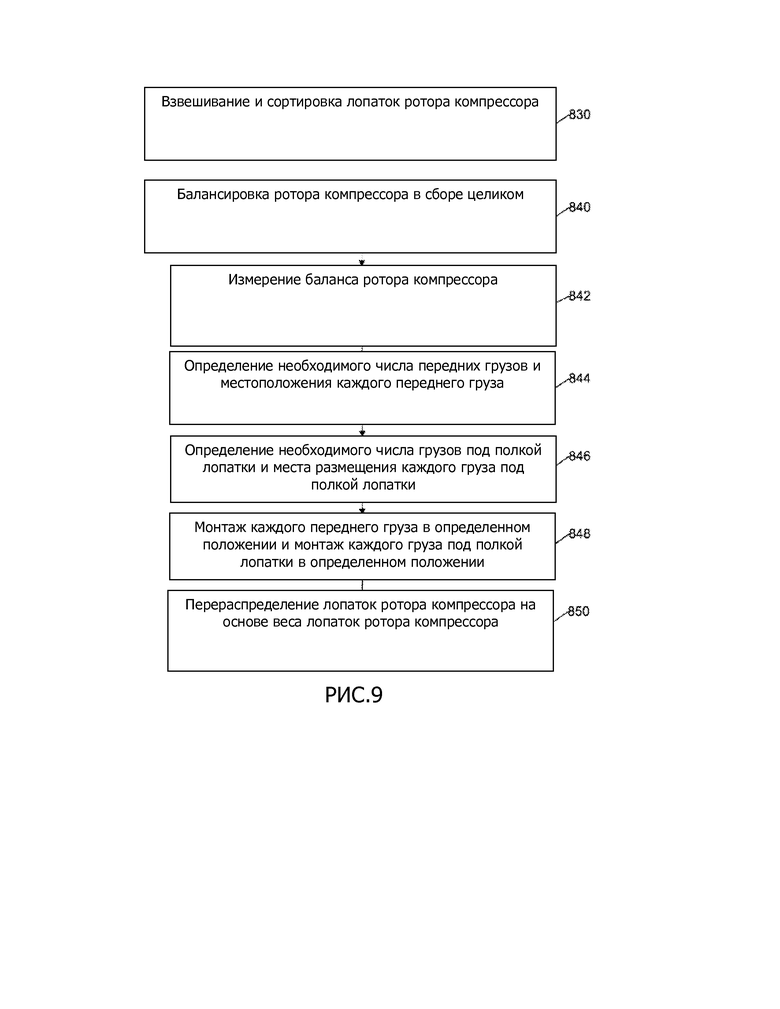
Способ уравновешивания ротора компрессора в сборе 210 также включает в себя балансировку ротора компрессора в сборе целиком на этапе 840. Ротор компрессора в сборе целиком включает в себя переднюю сварную конструкцию и заднюю сварную конструкцию, которые соединены между собой, а также лопатки ротора компрессора, установленные на передней сварной конструкции и задней сварной конструкции. На Рис. 9 представлена блок-схема способа балансировки ротора компрессора в сборе целиком. Балансировка ротора компрессора в сборе 210 целиком включает в себя измерение баланса ротора компрессора на этапе 842. За этапом 842 следует определение необходимого числа передних грузов 256 и местоположение каждого переднего груза 256 на этапе 844. За этапом 842 следует определение необходимого числа грузов под полкой лопатки 260 и места размещения каждого груза под полкой лопатки 260 в кольцевом пазу 236 по окружности одного из дисков ротора компрессора 220 на этапе 846. Место монтажа груза под полкой лопатки 260 располагается по окружности любого диска компрессора 220, а не только по окружности компрессорных дисков 220 в срединной и в задней плоскостях ротора компрессора в сборе 210. Местоположение каждого груза под полкой лопатки 260 определяет типоразмер используемого груза под полкой лопатки 260, поскольку система уравновешивания может использовать несколько типов грузов под полкой лопатки 260.
За этапами 844 и 846 следует монтаж каждого переднего груза 256 в определенном переднем уравновешивающем отверстии 242 или заднем уравновешивающем отверстии 243 и установка каждого груза под полкой лопатки 260 в определенной месте в кольцевых пазах 236 на этапе 848.
Балансировка сборки компрессора целиком выполняется после сборки ротора компрессора в сборе 210, в том числе после присоединения передней сварной конструкции 211 к задней сварной конструкции 212 и монтажа лопаток компрессора к передней сварной конструкции 211 и задней сварной конструкции 212. Лопатки ротора компрессора взвешиваются и сортируются перед установкой лопаток ротора компрессора на этапе 830. Балансировка ротора компрессора в сборе целиком выполняется до или после запуска и испытания газотурбинного агрегата 100. Балансировка ротора компрессора в сборе целиком до испытания газотурбинного агрегата 100 может считаться заводской балансировкой, а балансировка после испытания считается точной балансировкой.
За этапами 844 и 846 следует перераспределение лопаток ротора компрессора, основываясь на весе лопаток ротора компрессора на этапе 850. Этап 850 сводится к перераспределению осевых лопаток 229 диска компрессора первой ступени 221 и диска компрессора второй ступени. Осевые лопатки 229 первых двух ступеней компрессора представляют собой самые большие лопатки компрессора. Эти осевые лопатки 229 оказывают наибольшее влияние на дисбаланс ротора компрессора в сборе 210.
В некоторых вариантах осуществления описываемого способа передние грузы 256 размером в 1/4, 1/2 и 3/4 дюйма используются в задних уравновешивающих отверстиях 243, а передние грузы 256 размером 1/4 дюйма или 1/2 дюйма используются в передних уравновешивающих отверстиях 242. В одном варианте осуществления для предварительной балансировки диска компрессора первой ступени 221 используются только задние уравновешивающие отверстия 243.
Этапы, описанные здесь, (или их части) могут выполняться в представленной последовательности или вне ее, если не указано иное. Например, предварительная балансировка задней сварной конструкции 212 на этапе 810 может выполняться до, после или одновременно с предварительной балансировкой передней сварной конструкции 211 на этапе 820.
Предшествующее детальное описание носит лишь иллюстративный характер и не предназначено для ограничения объема изобретения или сферы применения и использования изобретения. Описанные варианты осуществления не ограничены в использовании в сочетании с определенным типом газотурбинного агрегата. Хотя в настоящем описании, для удобства объяснения, изображается и описывается конкретная передняя сварная конструкция, конкретная задняя сварная конструкция, конкретные передние грузы, конкретные грузы под полкой лопатки и связанные с ними процессы, очевидно, что в силу вышесказанного и в соответствии с данным изобретением в различных других роторах компрессора в сборе, конфигурациях и типах машин могут быть использованы другие передние сварные конструкции, задние сварные конструкции, передние грузы, грузы под полкой лопатки и процессы. Кроме того, отсутствует какое-либо намерение иметь связь теорией, представленной в предпосылках изобретения или подробном описании. Следует понимать, что рисунки имеют увеличенные размеры для лучшей иллюстрации показываемых позиций и не являются ограничением, если не указано иное.
1. Способ балансировки ротора (210) компрессора в сборе, имеющего переднюю (211) и заднюю (212) сварные конструкции, содержащий следующие этапы:
предварительную балансировку задней сварной конструкции (212) ротора (210) компрессора в сборе с дисками (220) компрессора, осуществляемую до установки по окружности в диски (220) компрессора лопаток (230) ротора компрессора и включающую в себя:
измерение параметров динамической балансировки задней сварной конструкции (212);
определение необходимого числа подполочных грузов (260) и места размещения каждого подполочного груза (260) в кольцевом пазу (236) одного из дисков (220) компрессора; и
установку каждого подполочного груза (260) в определенном месте размещения; и
балансировку собранного ротора (210) компрессора в сборе с задней сварной конструкцией (212), соединенной с передней сварной конструкцией (211), и лопатками ротора компрессора, смонтированными на передней сварной конструкции (211) и задней сварной конструкции (212), включая измерение параметров динамической балансировки ротора (210) компрессора в сборе;
определение необходимого числа передних грузов (256) и места размещения каждого переднего груза (256) либо в переднем уравновешивающем отверстии (242), либо в заднем уравновешивающем отверстии (243) передней сварной конструкции (211);
определение необходимого числа подполочных грузов (260) и места размещения каждого подполочного груза (260) в кольцевом пазу (236) диска (220) компрессора в передней сварной конструкции (211) или в задней сварной конструкции (212);
установку каждого переднего груза (256) в определенное переднее уравновешивающее отверстие (242) или в заднее уравновешивающее отверстие (243) и установку каждого подполочного груза (260) в определенном месте размещения.
2. Способ по п. 1, характеризующийся тем, что содержит следующие этапы:
предварительную балансировку передней сварной конструкции (211) ротора (210) компрессора в сборе с дисками (220), осуществляемую до установки по окружности в диски (220) компрессора лопаток (230) ротора компрессора и включающую в себя:
измерение параметров динамической балансировки передней сварной конструкции (211);
определение необходимого числа передних грузов (256) и места размещения каждого переднего груза (256) в переднем уравновешивающем отверстии (242) или в заднем уравновешивающем отверстии (243) передней сварной конструкции (211);
установку каждого переднего груза (256) в определенное переднее уравновешивающее отверстие (242) или заднее уравновешивающее отверстие (243).
3. Ротор (210) компрессора в сборе, сбалансированный с помощью способа по п. 1 или 2.
4. Ротор (210) компрессора в сборе газотурбинного агрегата с системой уравновешивания, содержащий:
диск (221) компрессора первой ступени, имеющий цилиндрический корпус и множество передних уравновешивающих отверстий (242), расположенных по окружности цилиндрического корпуса, а также множество задних уравновешивающих отверстий (243), расположенных по окружности цилиндрического корпуса рядом с передними уравновешивающими отверстиями (242);
множество дисков (220) компрессора, каждый из которых снабжен кольцевым пазом (236), имеющим профиль в виде ласточкина хвоста;
передние грузы (256), выполненные с возможностью установки в множество передних уравновешивающих отверстий (242) и множество задних уравновешивающих отверстий (243);
множество подполочных грузов (260), каждый из которых выполнен с возможностью установки, по меньшей мере, в один из кольцевых пазов (236), имеет форму ласточкина хвоста, соответствующую профилю ласточкина хвоста в кольцевом пазу (236), по меньшей мере, одного из множества дисков (220) компрессора, при этом множество подполочных грузов (260) имеют два или более типоразмеров.
5. Ротор (210) компрессора в сборе по п. 4, характеризующийся тем, что каждый подполочный груз (260) выполнен в виде выпуклого шестигранника, имеющего две параллельные стороны.
6. Ротор (210) компрессора в сборе по п. 4 или 5, характеризующийся тем, что множество дисков (220) компрессора включает в себя множество смежных секций, каждая из которых включает в себя один или более дисков (220) компрессора, при этом для каждой секции подполочные грузы (260) имеют разный типоразмер.
7. Ротор компрессора в сборе (210) по п. 6, характеризующийся тем, что множество дисков (220) компрессора включает в себя десять смежных дисков (220), при этом множество смежных секций включает в себя:
первую секцию с одним диском (220) компрессора;
вторую секцию, имеющую два диска (220) компрессора и расположенную рядом с первой секцией ниже по потоку;
третью секцию, имеющую четыре диска (220) компрессора и расположенную рядом со второй секцией ниже по потоку; и
четвертую секцию, имеющую три диска (220) компрессора и расположенную рядом с третьей секцией ниже по потоку.
8. Газотурбинный агрегат (100), содержащий ротор (210) компрессора в сборе по любому из пп. 4-7.