Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, например продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения, изделий атомной промышленности, в частности ТВЭЛов, и оборонной отрасли и т.д.
Известен способ идентификации [1], основанный на присвоении материальному ресурсу идентификационного номера. Способ создания метки отличается тем, что над электропроводящим материальным ресурсом располагают с зазором вибрирующий электрод и между ними создают электроискровой разряд, причем электрод перемещают вдоль и поперек информационной сетки по закону случайных чисел, предварительно одновременно сканируют идентификационный номер и визуальную картинку от электроразрядного процесса, а последующий процесс идентификации осуществляют путем сравнения идентификационного номера и визуальной картинки от электроразрядного процесса.
Однако такой способ идентификации малонадежен и малопроизводителен из-за длительности процесса нанесения идентификационных признаков.
В [2] приведена статья по микроанализу стали -45, которая не имеет прямого отношения к идентификации, но в ней присутствует обширная информация, связанная с методами модификации этой стали с использованием комплексных модификаторов.
В качестве прототипа выбран способ изготовления идентификационных меток [3] на металле путем осуществления электрического разряда на носитель, присвоения ему цифрового кода и виртуальной информационной сетки. Невоспроизводимую картинку создают путем разряда между меткой и составным электродом, выполненным из нанокомпозитов ультрадисперсных металлических порошков, по закону случайных чисел из всех электроразрядных пятен выделяют как минимум одно пятно, вводят в базу данных его (их) координаты на информационной сетке, с этих выделенных пятен снимают спектральную характеристику и вводят ее в базу данных, а идентификацию осуществляют в два этапа.
Однако такой способ обладает существенными недостатками, поскольку нуждается в использовании дорогостоящих спектральных приборов. Отказ от этих приборов в принципе позволяет сканером снять характеристики разрядов на металлическом носителе. Главным недостатком такого способа можно признать низкую эффективность, необходимость осуществления множества искровых разрядов, что не позволяет поднять на нужный уровень производительность этого процесса. Поточечные пятна от разрядов сами по себе, без спектральных характеристик, обладают низкой информационной насыщенностью. Все эти недостатки проистекают из-за использования искрового разряда, который может создавать только ограниченные размера пятна и не может создавать более информационные участки, обладающие максимальной идентификационной насыщенностью. Нужна технология, обеспечивающая надежную идентификацию на основе свойств, присущих каждому материалу, например, на основе микроанализа любого материала.
Предлагаемый способ установки и создания идентификационной метки на металле путем нанесения на нее информационной сетки и присвоения цифрового кода.
Предлагаемый способ идентификации металлической детали включает создание идентификационной метки на поверхности металлической детали путем нанесения на нее идентификационной сетки с цифровым кодом, внесение ее в базу данных и осуществление идентификации детали. При создании идентификационной метки на поверхности металлической детали создают плоское углубление, полируют и протравливают плоскую поверхность углубления и полученные при ее микроанализе линии границ зерен металла используют в качестве невоспроизводимой информационной сетки, а упомянутое углубление заполняют жидким прозрачным полимером или стеклом, которое после затвердевания полируют, после чего сканируют с фиксированным масштабом упомянутые идентификационные признаки созданной метки и вносят ее в базу данных. При идентификации детали сверяют координаты реперных точек, получаемых путем слияния трех и более линий границ зерен металла и осуществляют анализ совпадения невоспроизводимой информационной сетки идентифицируемой детали с аналогичной, хранящейся в базе данных.
При идентификации детали вблизи реперных точек также выделяют отдельное зерно металла, сканируют его с увеличенным разрешением и сравнивают с аналогичным в базе данных. Масштаб сканирования вносят в цифровой код идентификационной метки.
Особенностью предлагаемого способа и установки идентификационной метки является то, что на поверхности идентифицируемой детали создают плоское углубление произвольной формы, плоскость полируют и протравливают, в качестве идентификационных признаков используют невоспроизводимые данные по микроанализу, в качестве информационной сетки используют границы зерен, полученных при микроанализе, а углубление заполняют жидким прозрачным полимером или стеклом, которое после затвердевания полируют, после чего и сканируют все необходимые идентификационные признаки с заданным масштабом.
Другой особенностью можно признать то, что сам процесс идентификации осуществляют в три стадии - на первой стадии сверяют координаты реперных точек, получаемых путем слияния трех и более линий границы зерен, а второй этап идентификации производят после анализа совпадения невоспроизводимой информационной сетки с аналогичной, хранящейся в базе данных.
Отличительным признаком можно признать и то, что на третьем этапе идентификации выделяют вблизи реперных точек отдельное зерно, сканируют его с увеличенным разрешением и сравнивают с аналогичным в базе данных.
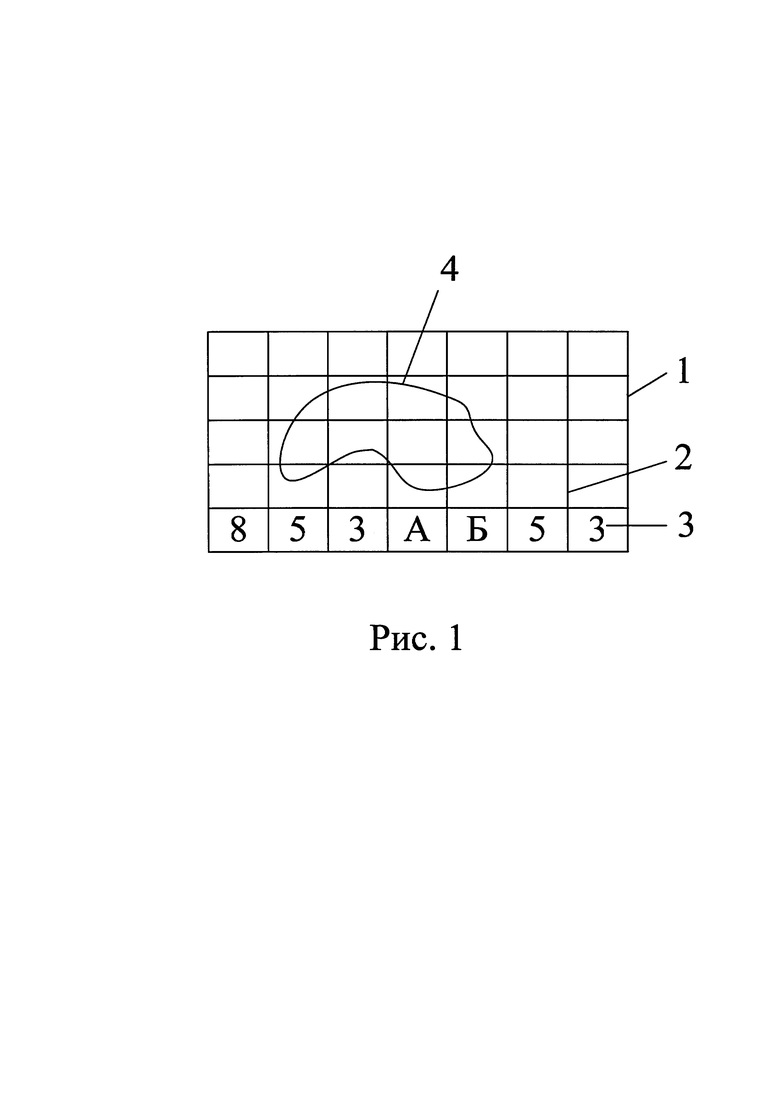
На рис. 1 схематично изображена предлагаемая идентификационная метка 1, на которой информационно нанесена информационная сетка 2 с цифрово-буквенным кодом 3. На поверхности идентифицируемой метки 3 создают фрезой плоское углубление 4 произвольной формы, плоскость углубления полируют и протравливают, в качестве идентификационных признаков используют невоспроизводимые данные по микроанализу.
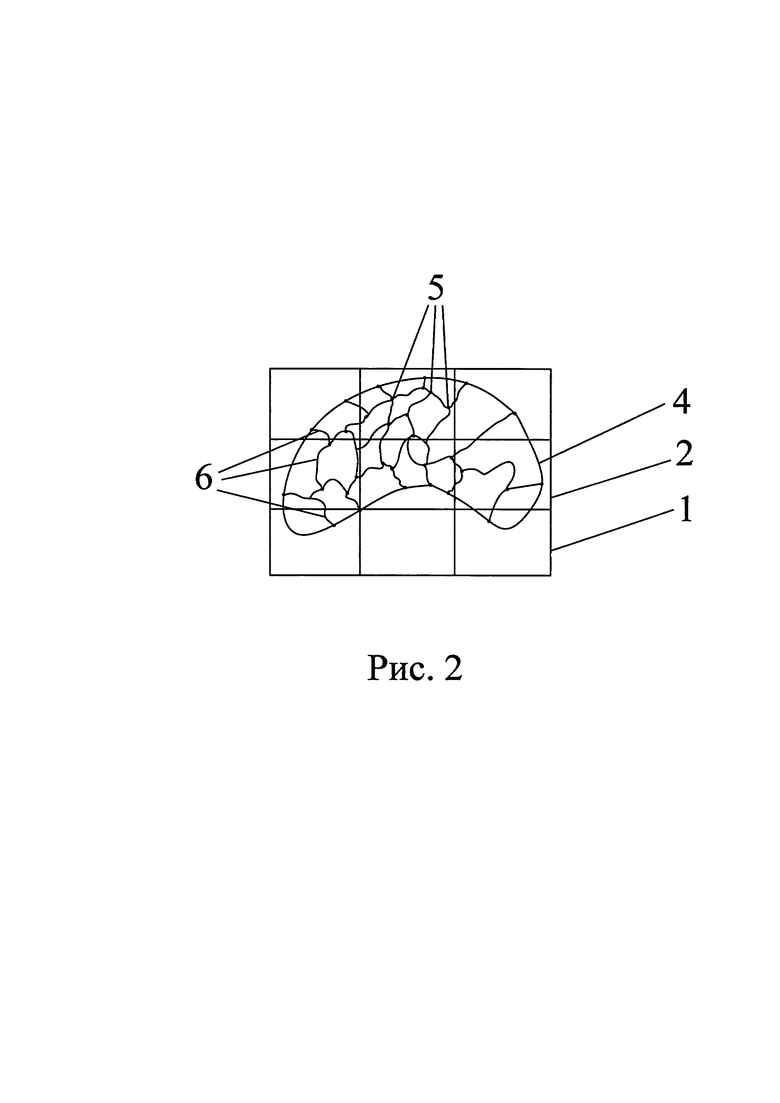
На рис. 2 приведено углубление 4 произвольной формы с идентификационными признаками по микроанализу с координаты реперных точек 5, получаемых путем слияния трех и более линий 6 границы зерен, а второй этап идентификации производят после анализа совпадения невоспроизводимой информационной сетки, состоящей из линий 6 границы 6 зерен с аналогичной, хранящейся в базе данных.
Сам процесс идентификации может быть реализован в три стадии. На первой стадии в базу данных идентификационных меток вносят реперные точки 5, получаемых путем слияния трех и более линий 6 границы зерен при фиксированном масштабе при сканировании. Как правило, вероятность совпадения реперных точек на другой идентификационной метке ничтожно мала.
Для надежности на втором этапе сравниваются линии 6 границы 6 зерен с аналогичной, хранящейся в базе данных при том же масштабе съемки, которую можно зафиксировать на цифровом коде идентификационной метки, например, после Ф 100 будет означать, что информация снята с увеличением 100.
И в исключительных случаях при идентификации особо важных объектов (например при идентификации атомного оружия и при сверке объектов по международным договоренностям) применяют третий этап идентификации с идентификационными признаками в выделенном зерне металла.
Применять все три уровня идентификации на простых объектах нет необходимости с чисто экономических позиций и хранения излишней информации на облачном сервере.
Источники информации
1. Патент РМ №3389.
2. Статья И.А. Филипповой, В.Е. Хайченко и др. «Повышение механических свойств стали 45Л методами модифицирования», Литейщик России, №3, 2016, с. 16-20.
3. Патент РМ 4498.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ МАТЕРИАЛЬНЫХ РЕСУРСОВ И ЗАЩИТЫ ИДЕНТИФИКАЦИОННЫХ МЕТОК ОТ ПОДДЕЛКИ | 2016 |
|
RU2652431C2 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
| Способ трехмерной идентификации твердого объекта | 2016 |
|
RU2654460C1 |
| Способ легирования металлов и сплавов | 2016 |
|
RU2639176C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| Идентификационный патрон | 2016 |
|
RU2644183C2 |
| Способ создания идентификационной метки на металлической пленке | 2016 |
|
RU2648591C2 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ И ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИДЕНТИФИКАЦИОННОЙ МЕТКИ | 2016 |
|
RU2657261C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2656622C2 |
Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей. Способ включает создание идентификационной метки на поверхности металлической детали путем нанесения на нее информационной сетки с цифровым кодом, внесение ее в базу данных и осуществление идентификации детали. При создании идентификационной метки на поверхности металлической детали создают плоское углубление, полируют и протравливают плоскую поверхность углубления, и полученные при ее микроанализе линии границ зерен металла используют в качестве невоспроизводимой информационной сетки, а упомянутое углубление заполняют жидким прозрачным полимером или стеклом, которое после затвердевания полируют, после чего сканируют с фиксированным масштабом упомянутые идентификационные признаки созданной метки и вносят их в базу данных. При идентификации детали сверяют координаты реперных точек, получаемых путем слияния трех и более линий границ зерен металла, и осуществляют анализ совпадения невоспроизводимой информационной сетки идентифицируемой детали с аналогичной, хранящейся в базе данных. Изобретение обеспечивает надежную идентификацию деталей. 2 з.п. ф-лы, 2 ил.
1. Способ идентификации металлической детали, включающий создание идентификационной метки на поверхности металлической детали путем нанесения на нее идентификационной сетки с цифровым кодом, внесение ее в базу данных и осуществление идентификации детали, отличающийся тем, что при создании идентификационной метки на поверхности металлической детали создают плоское углубление, полируют, протравливают плоскую поверхность углубления и полученные при ее микроанализе линии границ зерен металла используют в качестве невоспроизводимой информационной сетки, а упомянутое углубление заполняют жидким прозрачным полимером или стеклом, которое после затвердевания полируют, после чего сканируют с фиксированным масштабом упомянутые идентификационные признаки созданной метки, вносят ее в базу данных, при этом при идентификации детали сверяют координаты реперных точек, получаемых путем слияния трех и более линий границ зерен металла и осуществляют анализ совпадения невоспроизводимой информационной сетки идентифицируемой детали с аналогичной, хранящейся в базе данных.
2. Способ по п. 1, отличающийся тем, что при идентификации детали вблизи реперных точек также выделяют отдельное зерно металла, сканируют его с увеличенным разрешением и сравнивают с аналогичным в базе данных.
3. Способ по п. 1, отличающийся тем, что масштаб сканирования вносят в цифровой код идентификационной метки.
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКИ МЕТКИ | 2010 |
|
RU2544714C2 |
| Оптико-электронное корреляционное устройство | 1984 |
|
SU1244681A1 |
| CN 101814156 A1, 25.08.2010 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| НЕФТЯНАЯ ФОРСУНКА | 1925 |
|
SU3389A1 |

