Изобретение относится к области информационных технологий и может быть использовано при создании информационных систем по идентификации материальных ресурсов, в частности при формировании баз данных материальных ресурсов, выполненных из электропроводящих материалов. Способ идентификации объектов не имеет ограничений по электрофизическим параметрам идентифицируемых объектов и допускает технологическую обработку не единичной метки, а их массовый выпуск.
Известен способ идентификации материальных ресурсов путем обдувания ее поверхности высокоскоростной газовой струей со смесью металлических и неметаллических частиц [1].
Однако такой способ затруднителен при обработке поверхностей из особо прочных металлов и сплавов. Затруднения возникают по простой причине - при дозвуковой разгонке частиц кинетической энергии частиц не хватает для внедрения в прочные металлы и формирования индивидуальной матрицы. Газодинамическая идентификация применима в основном для формирования индивидуальной матрицы из пластмасс и относительно мягких металлов - свинца, алюминия, бронзы, меди и т.д.
В качестве аналога при рассмотрении способа можно выбрать способ идентификации электропроводящего объекта [2] путем нанесения на объект (метки на объекте) и внесения в память компьютера координатной сетки с идентификационным номером и индивидуальной картинки, полученной электрическим воздействием между объектом и электродом и последующей идентификации путем сравнения идентификационного номера и индивидуальной картинки с ранее зарегистрированным. Для электрических способов формирования индивидуальных картинок твердость объекта практически не имеет значения. Однако такой способ применим только для электропроводящих изделий.
Однако такой способ идентификации обладает рядом недостатков. Для реализации этого способа необходимо использовать высоковольтное оборудование, которое небезопасно для обслуживающего персонала. Для поддержания режима электроискрового разряда необходимо применять вибрацию электрода (объекта идентификации), что также небезвредно для обслуживающего персонала.
В качестве прототипа можно выбрать химический способ изготовления меток [3] путем предварительно нанесения на них идентификационных номеров 1 и информационных сеток 2 и установкой над ними диспергатора 3, распыляющего жидкость. В качестве такой жидкости выбирают вещество, способное после высыхания формировать на поверхности метки пятна длительного хранения, жидкости, обеспечивающие химическое чернение поверхности или несмываемые краски разных цветов.
Однако такие идентификационные метки можно сканировать только после подсветки сверху, а это приводит к проблемам определения границы пятен, к неточностям определения площади пятен и к потенциальным ошибкам при идентификации.
В отличие от прототипа на информационной сетке предлагается наносить не пятна, а перфорации очень сложной формы, которые нельзя повторить дважды. Сканируются такие перфорации путем подсветки снизу, что позволяет с большой точностью определять границы перфораций, ее площади и обеспечить высокий уровень идентификации.
В предлагаемом способе изготовления невоспроизводимых идентификационных меток предлагается создавать идентификационные признаки путем предварительного нанесения на них идентификационных номеров 1 и информационных сеток 2 и установкой над ними диспергатора 3, распыляющего жидкость.
Особенностью предлагаемого способа создания идентификационных меток можно признать то, что в качестве носителя используют металлическую пленку, напыленную на диэлектрическое прозрачное покрытие, а в качестве жидкости используют водный раствор FeСl3 с весовой концентрацией от 15 до 150 г/л, временем обработки от 3-7 до 60 с с последующей промывкой водой, сушкой и покрытием прозрачным полимерным материалом, сканированием и внесением идентификационных меток в информационно защищенную базу данных компьютерной системы идентификации.
Способ изготовления невоспроизводимых идентификационных меток предлагает создавать идентификационные признаки путем предварительного нанесения на них идентификационных номеров 1 и информационных сеток 2 и установкой над ними диспергатора 3, распыляющего жидкость.
Особенностью предлагаемого способа создания идентификационных меток можно признать то, что в качестве носителя используют металлическую пленку, а в качестве жидкости используют водный раствор FeСl3 с весовой концентрацией от 15 до 150 г/л, временем обработки от 3-7 до 60 с с последующей промывкой водой, сушкой и покрытием прозрачным полимерным материалом, сканированием и внесением идентификационных меток в информационно защищенную базу данных компьютерной системы идентификации.
Техническим результатом можно признать повышение уровня идентификации путем точного определения размера и формы перфораций.
Последовательность операций, приводящих к получению невоспроизводимых идентификационных меток, выглядит следующим образом.
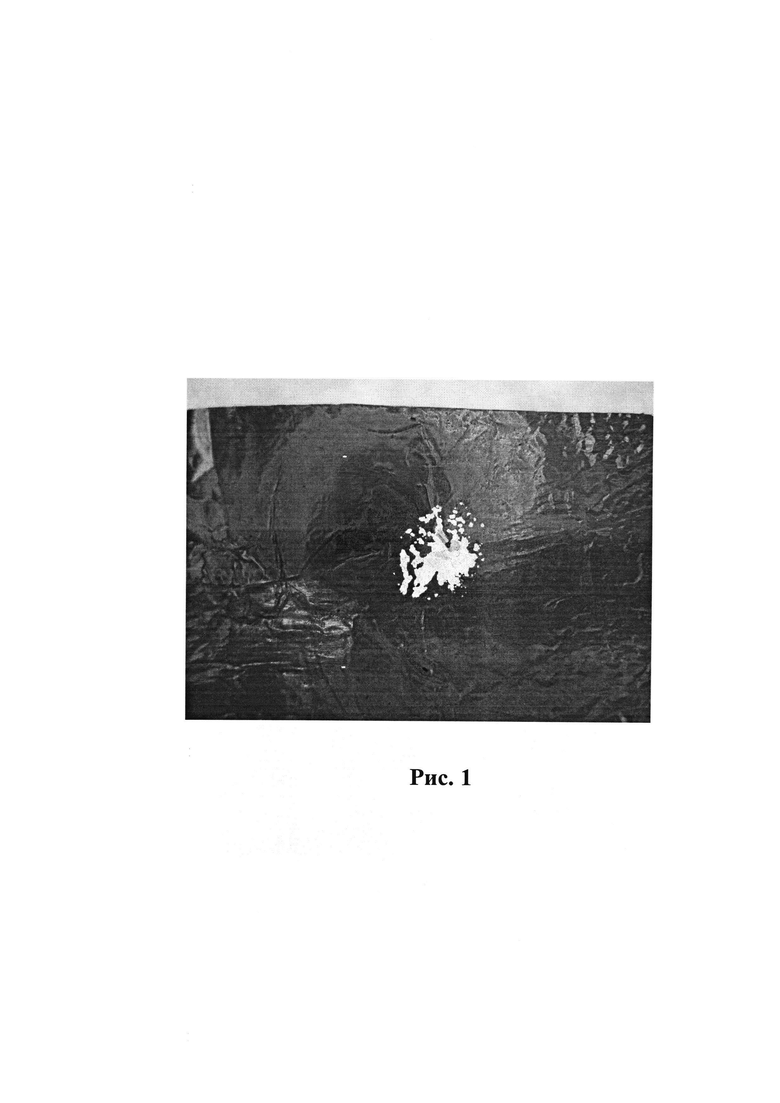
На первом этапе на информационную сетку 3 наносится не множество полидисперсного набора капель, как в прототипе, а всего 2-3 крупные капли водного раствора FeСl3. Это существенно снижает требование к распылу жидкости и снижению энергозатрат на создание давления, необходимого для распыла жидкости, позволяет увеличить скорость протяжки набора информационных сеток (фиг. 1).
На втором этапе осуществляется промывка информационной сетки 3 технической водой.
На третьем этапе осуществляется сушка информационной сетки 3 потоком сухого подогретого воздуха.
На четвертом этапа информационная метка 3 покрывается прозрачной пленкой.
Конечным результатом можно признать этап 5 - сканирование идентификационной метки 1 путем подсветки снизу, фиксации с большой точностью образовавшихся от кратковременного воздействия FeСl3 перфораций 5 и размещение меток в информационно защищенную базу данных компьютерной системы идентификации.
Пример выполнения способа №1. На плоской поверхности предварительно расположены идентификационные метки 1 в матричном порядке в количестве 10×10=100 штук из алюминия (Рис. 1). Сама матрица размещалась на прозрачной диэлектрической пленке. Поверхности идентификационных меток предварительно обезжиривались и промывались в проточной воде. На каждой из матриц предварительно наносились свои индивидуальные цифровые коды 2 и одинаковые информационные сетки с одинаковым шагом. Последнее требование (одинаковость шага сетки) облегчает создание базы данных.
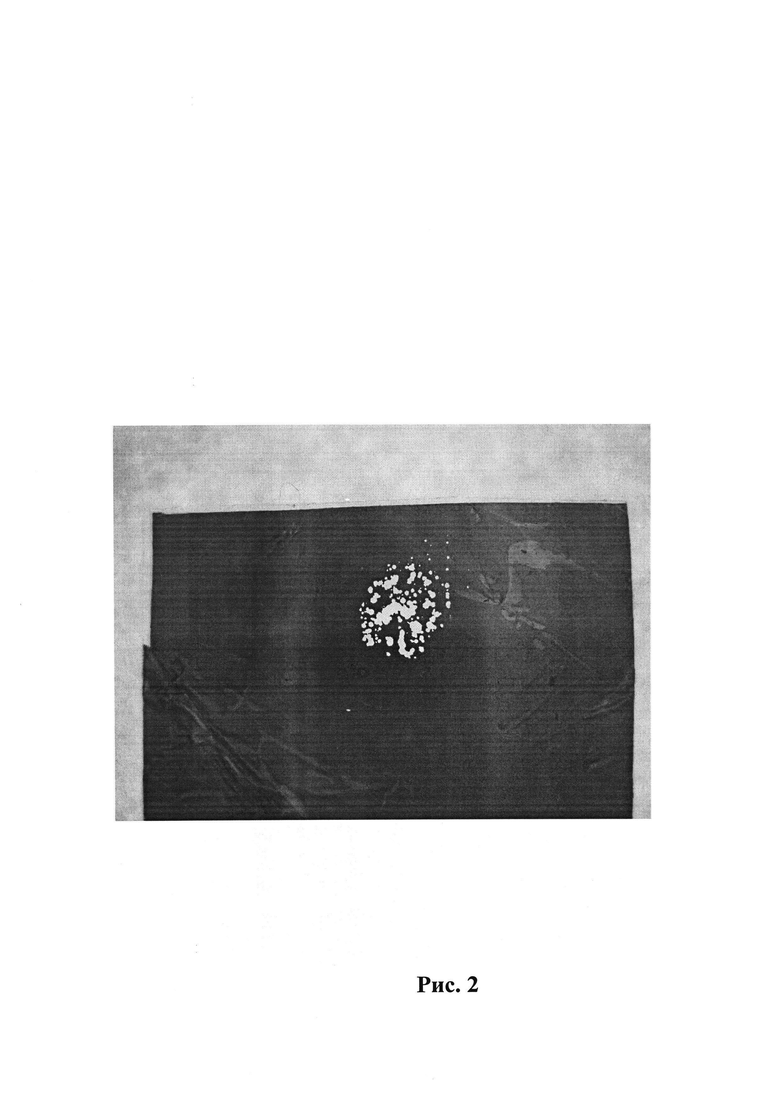
Над матрицей идентификационных меток 1 со стороны алюминиевой поверхности устанавливался диспергатор 4 в виде центробежной форсунки, способной распылять относительно вязкие жидкости. В качестве жидкости использовался водный раствор FeСl3, который растворял ту часть алюминиевой подложки, на которую падала капля FeСl3. Даже при попадании капель приблизительно равного размера сложный контур перфораций и нескольких островков внутри перфораций обеспечивал принципиально разные перфорации (Рис. 2). Сохранение перфораций сложной формы, включая островки, возможно только из-за наличия диэлектрической прозрачной подложки, на которую наносится слой алюминиевой фольги. На диэлектрическое прозрачное покрытие FeСl3 не действует, что позволяет сканировать перфорации на просвет. В качестве диспергатора использовалась центробежная форсунка. После работы форсунки в течение нескольких секунд осевшие капли FeСl3 c весовой концентрацией до 15 г/л на идентификационной метке 1 оставляют перфорации сложнейшей формы. При уменьшении весовой концетрации ниже 15 г/л резко возрастает срок обработки метки, приводящий к появлению сложной перфорации.
При химическом взаимодействии, например чернении, на поверхности алюминиевой метки возникает случайно разбросанный набор пятен, который образует картину (матрицу), состоящую не из перфораций, а из пятен отличной формы. Такие пятна имеют чаще всего форму круга и для надежной идентификации на метке нужно нанести до 100 таких пятен. Назвать такую технологию и такую матрицу невоспроизводимой матрицей нельзя по той простой причине, что можно на поверхность отдельно вручную наносить капли разного размера в заранее полученное место. Другими словами, такая идентификация допускает принципиальную возможность повторения картинки (матрицы). Но такая технология предельно проста и очень дешева. Информационная защита цифрового кода в данном варианте защищается экономическими категориями - на подделку такой метки, которую можно повторить только с помощью ручной работы, будет тратиться столько усилий, которые многократно превышают прибыль от выпуска контрафактного изделия.
В отличие от прототипа, где требуется до 100 пятен разного цвета, наличие 2-4 перфораций, имеющих не круговую, а непредсказуемо сложную конфигурацию, достаточно для надежной идентификации. Каждая такая перфорация (Рис. 1-3) сама по себе уже имеет до 100 и более идентификационных признаков. Область применения такой технологии - массовый выпуск относительно дешевых изделий, подделка которых экономически нецелесообразна.
Пример способа №2. Геометрические размеры идентификационных меток совпадают с примерами №1 и изготовлены из алюминиевой фольги.
При увеличении весовой концентрации до 150 г/л срок обработки алюминиевой фольги подает до нескольких секунд (фиг. 3).
Пример способа №3. Геометрические размеры идентификационных меток совпадают с примерами №1 и №2. В качестве распылителя используют кисть, которая при ударе о палку создает несколько крупных капель разного размера FeСl3 c весовой концентрацией до 55 г/л. Желательной процедурой при этом является промывка алюминиевой пленки водой. В противном случае процесс образования сложных перфораций не прекращается и возможен вариант, когда при сканировании будет зафиксирована одна конфигурация перфораций, а со временем она станет совсем другой. В таком режиме идентификация дает сбой.
Таким образом, предложен очень дешевый способ идентификации материальных ресурсов, с помощью которого можно защищать цифровые коды на изделиях массового производства.
Источники патентной информации:
1. Патент Республики Молдова №3390.
2. Патент Республики Молдова №3389.
3. Патент Республики Молдова №4135.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания идентификационной метки на металлическом носителе | 2016 |
|
RU2650460C1 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА МЕТАЛЛИЧЕСКОМ ФИЛЬТРЕ | 2016 |
|
RU2661127C2 |
| Газодинамический способ создания идентификационной метки на диэлектрике и металле | 2016 |
|
RU2645791C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2656622C2 |
| Идентификационный патрон | 2016 |
|
RU2644183C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| Способ идентификации электропроводящего объекта и устройство для его осуществления | 2016 |
|
RU2653377C2 |
| Способ трехмерной идентификации твердого объекта | 2016 |
|
RU2654460C1 |
| Способ идентификации объектов из металла и устройство для его осуществления | 2017 |
|
RU2679177C1 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |

Изобретение относится к области информационных технологий и может быть использовано при создании информационных систем по идентификации материальных ресурсов, в частности при формировании баз данных материальных ресурсов, выполненных из электропроводящих материалов. Способ идентификации объектов не имеет ограничений по электрофизическим параметрам идентифицируемых объектов и допускает технологическую обработку не единичной метки, а их массовый выпуск. Предлагаемый способ отличается тем, что в качестве носителя используют металлическую пленку, напыленную на диэлектрическое прозрачное покрытие, а в качестве жидкости используют водный раствор FeСl3 с весовой концентрацией от 15 до 150 г/л, временем обработки от 3-7 до 60 с с последующей промывкой водой, сушкой и покрытием прозрачным полимерным материалом, сканированием и внесением идентификационных меток в информационно защищенную базу данных компьютерной системы идентификации. 3 ил.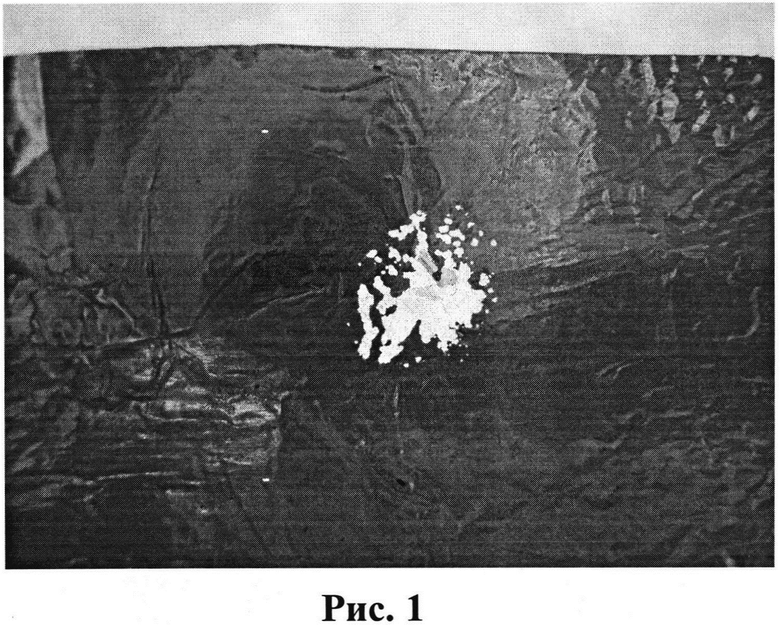
Способ изготовления невоспроизводимых идентификационных меток путем предварительного нанесения на них идентификационных номеров и информационных сеток и установкой над ними диспергатора, распыляющего жидкость, отличающийся тем, что в качестве носителя используют металлическую пленку, напыленную на диэлектрическое прозрачное покрытие, а в качестве жидкости используют водный раствор FeСl3 c весовой концентрацией от 15 до 150 г/л, временем обработки от 3-7 до 60 с с последующей промывкой водой, сушкой и покрытием прозрачным полимерным материалом, сканированием и внесением идентификационных меток в информационно защищенную базу данных компьютерной системы идентификации.
| Устройство для электрической телескопии | 1926 |
|
SU4135A1 |
| НЕФТЯНАЯ ФОРСУНКА | 1925 |
|
SU3389A1 |
| СЦЕПЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ К БОНАМ И Т.П. | 1923 |
|
SU3390A1 |
| РЕГУЛЯТОР ТЯГИ | 1928 |
|
SU9689A1 |
| US 6533181 B1, 18.03.2003. | |||

