Изобретение относится к области информационных технологий и может быть использовано при создании информационных систем по идентификации материальных ресурсов, в частности, при формировании баз данных материальных ресурсов, выполненных из электропроводящих материалов, например, деталей машин, в частности, отдельных узлов транспортных средств (шасси, двигателей и т.д.), артиллерийских стволов среднего и крупного калибров и любых других объектов, при производстве которых уместно создании идентификационных баз данных.
Известен способ идентификации материальных ресурсов путем обдувания ее поверхности высокоскоростной газовой струей со смесью металлических и неметаллических частиц [1].
Однако такой способ затруднителен при обработке поверхностей из особо прочных металлов и сплавов. Затруднения возникают по простой причине - при дозвуковой разгонке частиц кинетической энергии частиц не хватает для внедрения в прочные металлы и формирования индивидуальной матрицы. Газодинамическая идентификация применима в основном для формирования индивидуальной матрицы из пластмасс и относительно мягких металлов - свинца, алюминия, бронзы, меди и т.д.
В качестве аналога при рассмотрении способа можно выбрать способ идентификации электропроводящего объекта [2] путем нанесения на объект (метки на объекте) и внесения в память компьютера координатной сетки с идентификационным номером и индивидуальной картинки, полученной электрическим воздействием между объектом и электродом и последующей идентификации путем сравнения идентификационного номера и индивидуальной картинки с ранее зарегистрированным. Для электрических способов формирования индивидуальных картинок твердость объекта практически не имеет значения.
Однако такой способ идентификации обладает рядом недостатков. Для реализации этого способа необходимо использовать высоковольтное оборудование, которое небезопасно для обслуживающего персонала. Для поддержания режима электроискрового разряда необходимо применять вибрацию электрода (объекта идентификации), что также небезвредно для обслуживающего персонала. Такой способ малоэффективен при использовании нанесения цифрового кода и координатной сетки.
В качестве прототипа аналога можно рассмотреть способ [3] идентификации электропроводящего объекта путем нанесения на объект (метки на объекте) и внесения в память компьютера координатной сетки с идентификационным номером и индивидуальной картинки, полученной электрическим воздействием между объектом и электродом, при котором в зазор между электродом и объектом подают жидкий электролит. Однако при использовании электрохимичесого процесса можно сформировать индивидуальную картинку, но невозможно нанести тонкие линии координатной сетки и цифровой код. Как правило, линии, формирующие координатные сетку с помощью электрохимии получаются толщиной свыше 1 мм. В связи с этим и цифровые коды можно выполнить макроскопическими, что не всегда применимо, особенно, при идентификации относительно небольших объектов. При использовании электрохимического процесса в межэлектродный промежуток подают электролит, который нуждается в профессиональной утилизации отходов. Во всех вышеперечисленных патентах в формулах не оговорен способ нанесения координатной сетки и цифрового кода. Оговаривалось в описании, что их можно нанести с помощью программируемой гравировочной установки, иглоударной установки, фрезерного станка и т.д. Другими словами предлагалась наносить их с помощью механических устройств.
В качестве прототипа выбран способ нанесения на идентификационную метку координатной сетки и цифрового кода [4], путем электроэрозионного копирования формы катода на аноде с использованием проволочных электродов, внесения в память компьютера координатной сетки и буквенно-цифровых кодов и последующей идентификации путем сравнения идентификационного буквенно-цифрового кода и индивидуальной картинки с ранее зарегистрированными.
Однако такой способ используется только для нанесения с помощью проволочных электродов координатной сетки. При этом проволочные электроды располагают параллельно идентификационной метке. Относительно нанесения цифр в нем утверждается, что это можно сделать с помощью электрода с зеркальным отражением индивидуального номера, но технология раскрытия изготовления такого электрода не описана и не могла быть описана, поскольку на тот период ее не существовало.
Целью предлагаемого изобретения является нанесение буквенно-цифровго кода на идентификационную метку.
В предлагаемой заявке предложен способ нанесения буквенно-цифровых кодов на идентификационную метку из металла путем электроэрозионного копирования формы катода на аноде с использованием проволочных электродов, внесения в память компьютера координатной сетки и буквенно-цифровых кодов и последующей идентификации путем сравнения идентификационного буквенно-цифрового кода и индивидуальной картинки с ранее зарегистрированными.
Особенность предлагаемого способа заключается в том, что процесс осуществляют путем предварительного изготовления электродов с буквами и цифрами путем прямого копирования анода на катод, в котором предварительно через прошитое технологическое отверстие или торец пластины вводится обрабатывающая проволока, которой под натяжением методом электроэрозионной обработки по программному обеспечению вырезают на пластине сквозную конфигурацию буквенно-цифрового кода с последующим формированием пакета буквенно-цифровых знаков и нанесение методом прямого электроискрового (электрохимического) копирования углублений на метке (в качестве метки идентифицируемой детали).
Техническим результатом является нанесение буквенно-цифрового кода шириной линий до 80 микрон. Способ осуществляют в следующей последовательности.
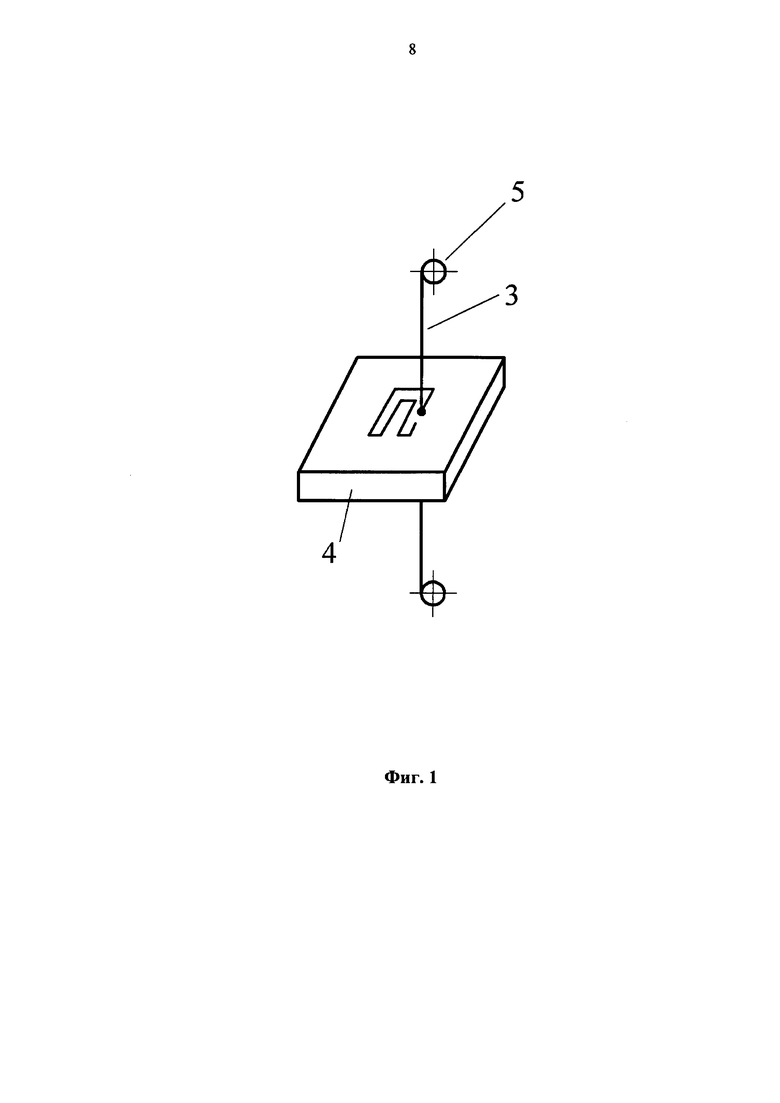
На фиг. 1 изображен процесс нанесения буквенно-цифрового кода, в котором предварительно через прошитое технологическое отверстие вводится обрабатывающая проволока 3.
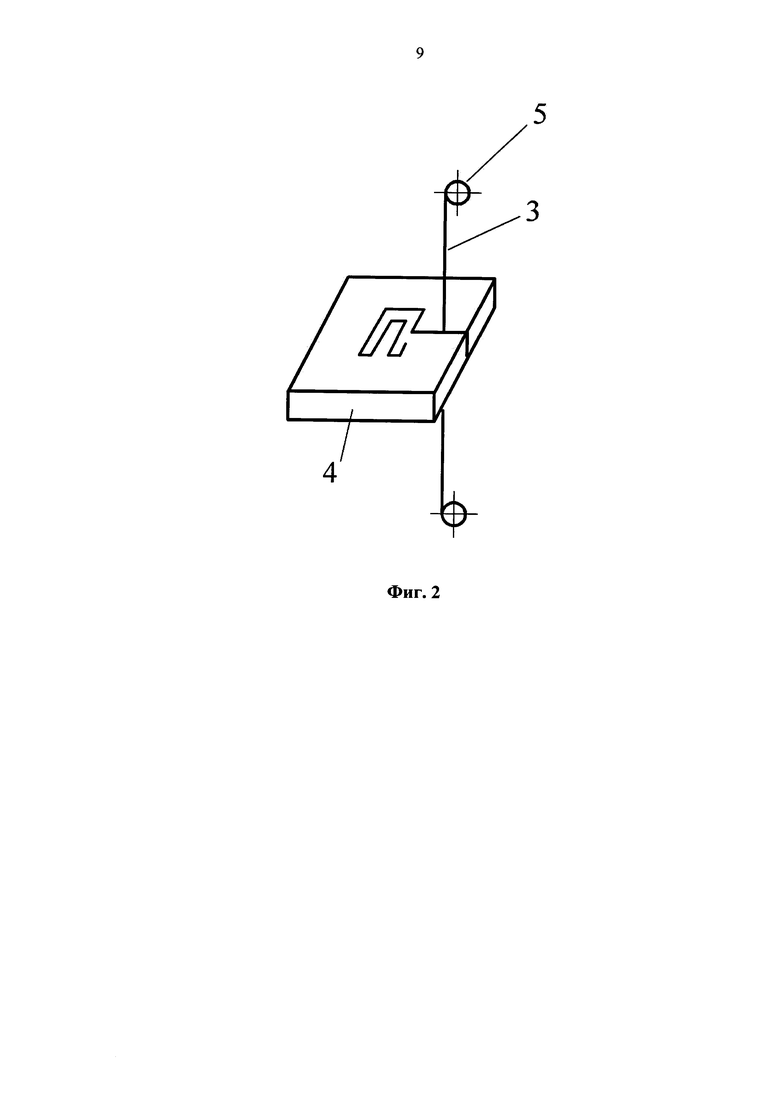
На фиг. 2 изображен процесс, в котором проволока для нанесения буквенно-цифрового кода водится через торец пластины 4.
В качестве прототипа при рассмотрении устройств рассматривается устройство [4] по созданию электрода с буквенно-цифровым кодом, содержащее ванну с диэлектрической жидкостью и установленный в ней катод, выполненный в виде проволоки.
Особенность предлагаемого электроэрозионного устройства заключается в том, что катод в виде проволоки, расположенный перпендикулярно пластине и натянутый между двумя бобинами, установленными с возможностью перемотки проволоки, снабжен двухкоординатным блоком регулировки зазора для перемещения проволоки по траектории формирования нужного знака и регулятора зазора между катодом и пластиной.
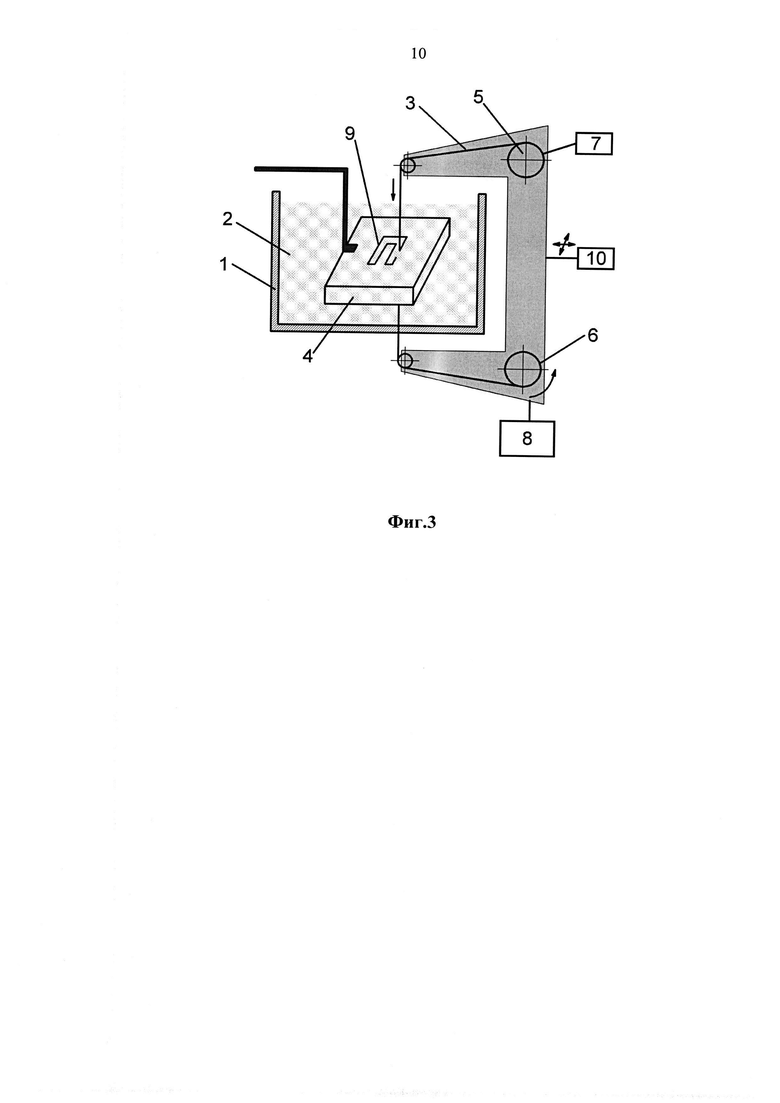
На фиг. 3 приведена схема такого устройства по созданию электродов с буквенно-цифровыми кодами. Она содержит ванну 1 с диэлектрической жидкостью 2 и установленный в ней катод 3, выполненный в виде проволоки 3. Проволока 3 натянута на две бобины 5 и 6, с возможностью перемотки располагается перпендикулярно пластине 4 и к проволоке-катоду 3 подключен генератор электрических импульсов 7. Устройство снабжено двухкоординатным блоком 8 для перемещения проволоки 3 по траектории формирования нужного знака 9 и регулятором 10 зазора между катодом 3 и пластиной 4.
Работает предлагаемое электроэрозионное устройство следующим образом. При подключении катода 3 к генератору электрических импульсов серия периодически блуждающих вдоль проволоки 3 разрядов сопровождается ионизационным туннелем в диэлектрической жидкости 2 и снятием тончайшей прорези материала на пластине 4. Внешне это выглядит как работа электроэрозионного лобзика, у которого вместо механической пилы установлена проволока 3. При наличии двухкоординатного блока 8 для перемещения проволоки 3 по траектории формирования нужного знака 9 и регулятора 10 зазора между катодом 3 и пластиной 4, на пластине 4 формируется нужный знак 9.
Контур буквенно-цифрового кода 9 может как не замыкаться полностью с оставлением определенного зазора (доказано на рис. 1 и рис. 2), так и замыкаться. В этом случае буквенно-цифровой код 9 может отделяться отдельно от пластины 4 и наноситься на электрод-инструмент в электрохимическом исполнении.
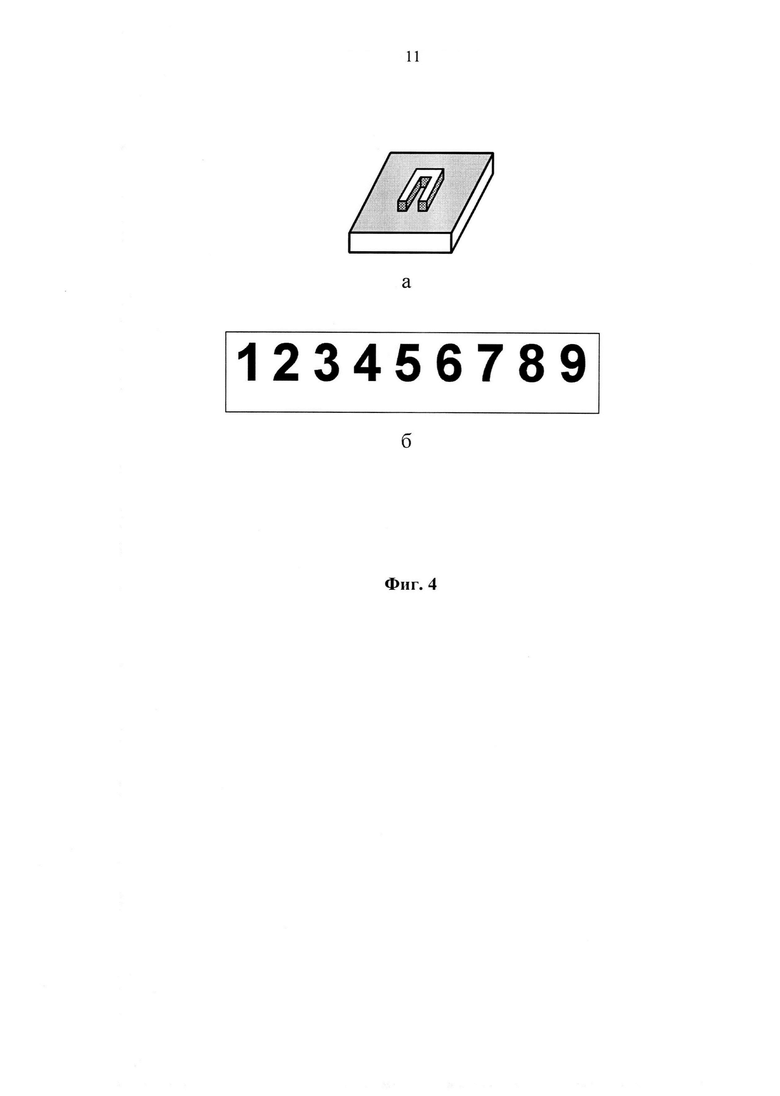
На фиг. 4 приведен ряд знаков (цифр и букв) 9, полученных на пластине 4. На 4а показан буквенный вариант, на 4б - цифровой. Часть из них формировалось путем пропускания проволок через изначально сделанное отверстие в пластине 4, а часть через торец пластины 4. После формирования знаков, они отрезались от остальной части пластины и закреплялись на торце катода электрохимического устройства. Закрепление осуществляется в зеркальном положении буквенно-цифрового кода, для того, чтобы на идентификационной метке он проявился в привычном для нас виде.
На фиг. 5 приведена символика, с использованием предлагаемой технологии, на фоне спичечной головки, позволяющая продемонстрировать возможность нанесения буквенно-цифровых (знаковых) кодов на относительно крупные изделия микроэлектроники.
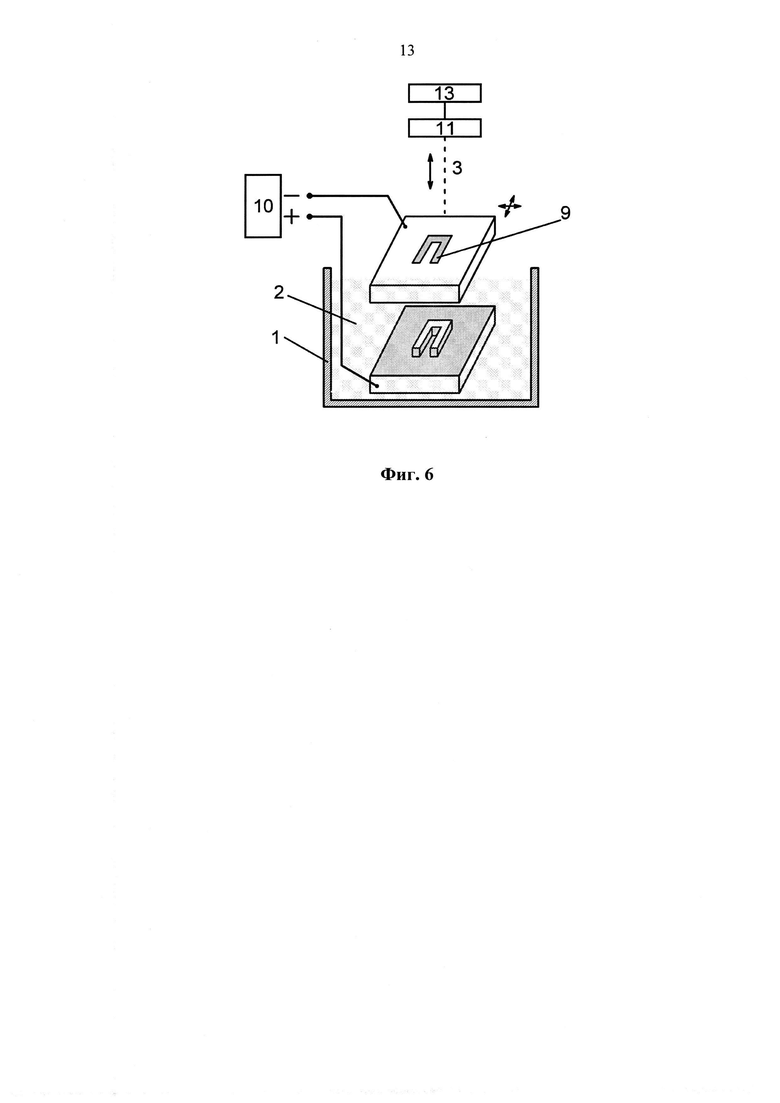
На фиг. 6 приведено предлагаемое электрохимическое устройство по нанесению буквенно-цифровых кодов на идентификационную метку.
В качестве прототипа электрохимического устройства выбрано устройство для нанесения буквенно-цифровых кодов на идентификационную метку [4].
Оно содержит ванну 1 с электролитом 2 и установленный в ней катод 3 с заранее сформированным знаком 9.
Особенность предлагаемого электрохимического устройства (фиг 6) заключается в том, что ванна 1 с электролитом 2, катод 3 подключен не к импульсному источнику тока как в электроэрозионном устройстве, а к низковольтному постоянному источнику тока 10. К другим особенностям можно отнести то, что рабочая часть катода 3 снабжена буквенно-цифровым знаком 9, а сам катод снабжен двухкоординатным устройством 11 позицирования катода 3 относительно информационной сетки 12 (на рис. не показана), который позволяет располагать каждый знак в центре ячейки информационной сетки и опускаемого в рабочее положение относительно информационной сетки 12. Регулятор зазора 13, расположен на двухкоординатном устройстве 11. В электрохимическом устройстве предназначение двух-координатного устройства 11 чуть другое - нанести буквенно-цифровой знак 9 в выделенную ячейку информационной сетки 12.
Регуляторы зазора 10 в электроэрозионном и регулятор 13 в электрохимическом устройстве работают в различных средах и имеют свою специфику.
В принципе процесс формирования знака 9 может быть использован как в электроэрозионном, так и в электрохимическом варианте. Однако в случае использования электроэрозионного варианта быстро изнашивается электрод - инструмент со знаком 9. В электрохимическом исполнении электрод-инструмент со знаком 9 практически вечен. Поэтому экономически целесообразней электрод-инструмент со знаком 9 создавать с помощью электроэрозионной технологии, а наносить его на информационную сетку из металла с помощью электрохимической технологии.
Источники патентной информации
1. Способ идентификации изделий. Патент Республики Молдова №3390.
2. Способ идентификации электропроводящего объекта. Патент Республики Молдова №3389.
3. Способ идентификации электропроводящего объекта. Патент Республики Молдова №3992.
4. Способ нанесения на идентификационную метку координатной сетки и цифрового кода. Патент Республики Молдова №4071.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ трехмерной идентификации твердого объекта | 2016 |
|
RU2654460C1 |
| Способ идентификации электропроводящего объекта и устройство для его осуществления | 2016 |
|
RU2653377C2 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ И ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИДЕНТИФИКАЦИОННОЙ МЕТКИ | 2016 |
|
RU2657261C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| Способ изготовления штрихкода для металлических изделий | 2016 |
|
RU2657252C2 |
| Способ идентификации металлической детали | 2016 |
|
RU2661128C2 |
| Способ идентификации объектов из металла и устройство для его осуществления | 2017 |
|
RU2679177C1 |
| ДЕНЕЖНАЯ КУПЮРА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ПОДТВЕРЖДЕНИЯ ЕЕ ИСТИННОСТИ И ИНДИВИДУАЛЬНОСТИ | 2016 |
|
RU2647375C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| Способ создания идентификационной метки | 2016 |
|
RU2656622C2 |
Изобретение относится к области информационных технологий и может быть использовано при создании информационных систем с идентификацией материальных ресурсов, выполненных из электропроводящих материалов, например деталей машин, отдельных узлов транспортных средств, артиллерийских стволов. Технический результат заключается в повышении точности нанесения метки. В способе осуществляют предварительное изготовление электродов с буквами и цифрами путем прямого копирования анода на катод, в котором через прошитое технологическое отверстие или торец пластины вводят обрабатывающую проволоку, которой под натяжением методом электроэрозионной обработки с использованием программного обеспечения вырезают на пластине сквозную конфигурацию буквенно-цифрового кода с последующим формированием пакета буквенно-цифровых знаков и нанесение методом прямого электроискрового или электрохимического копирования углублений на метке в качестве метки идентифицируемой детали. 3 н.п. ф-лы, 6 ил.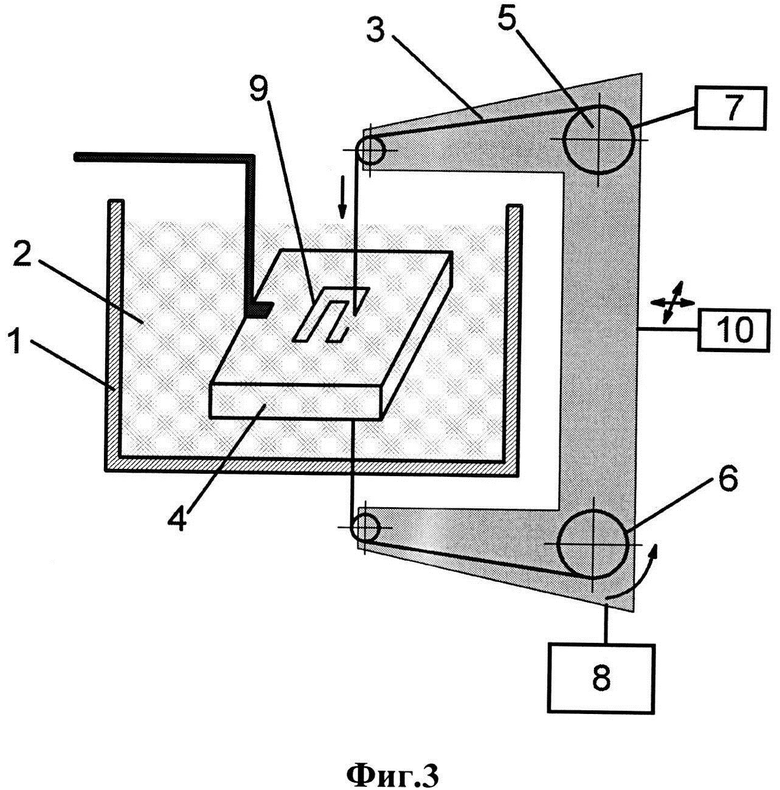
1. Способ нанесения буквенно-цифровых кодов на идентификационную метку из металла путем электроэрозионного копирования формы катода на аноде с использованием проволочных электродов, внесения в память компьютера координатной сетки и буквенно-цифровых кодов и последующей идентификации путем сравнения идентификационного буквенно-цифрового кода и индивидуальной картинки с ранее зарегистрированными, отличающийся тем, что процесс осуществляют путем предварительного изготовления электродов с буквами и цифрами путем прямого копирования анода на катод, в котором предварительно через прошитое технологическое отверстие или торец пластины вводится обрабатывающая проволока, которой под натяжением методом электроэрозионной обработки по программному обеспечению вырезают на пластине сквозную конфигурацию буквенно-цифрового кода с последующим формированием пакета буквенно-цифровых знаков и нанесение методом прямого электроискрового или электрохимического копирования углублений на метке в качестве метки идентифицируемой детали.
2. Устройство по созданию электрода с буквенно-цифровым кодом, содержащее ванну с диэлектрической жидкостью и установленный в ней катод, выполненный в виде проволоки и подключенный к импульсному источнику тока, отличающееся тем, что катод расположен перпендикулярно пластине и натянут на две бобины, установленные с возможностью перемотки проволоки, снабжен двухкоординатным устройством для перемещения проволоки по траектории формирования нужного знака и регулятора зазора между катодом и пластиной.
3. Устройство для нанесения буквенно-цифровых кодов на идентификационную метку, содержащее ванну с электролитом, установленный в ней катод, подключенный к низковольтному источнику постоянного тока, отличающийся тем, что рабочая часть катода снабжена буквенно-цифровым кодом, а сам катод снабжен двухкоординатным устройством позицирования катода относительно информационной сетки и регулятором зазора, расположенном на двухкоординатном устройстве.
| Устройство для автоматического пуска в ход и остановки асинхронного трехфазного двигателя | 1926 |
|
SU4071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕЙ ПОВЕРХНОСТИ НА ПОЛИМЕРНОМ РУЛОННОМ МАТЕРИАЛЕ | 2012 |
|
RU2516008C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| US 6176434 B1, 23.01.2001 | |||
| US 5714234 A, 03.02.1998. | |||

