Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, например продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения, атомной промышленности, изделий оборонной отрасли и т.д.
Известен способ идентификации [1], основанный на присвоении материальному ресурсу идентификационного номера. Способ создания метки состоит в том, что над электропроводящим материальным ресурсом располагают с зазором вибрирующий электрод и между ними создают электроискровой разряд, причем электрод перемещают вдоль и поперек информационной сетки по закону случайных чисел, предварительно одновременно сканируют идентификационный номер и визуальную картинку от электроразрядного процесса, а последующий процесс идентификации осуществляют путем сравнения идентификационного номера и визуальной картинки от электроразрядного процесса.
Однако такой способ идентификации производит метки, плохо хранящиеся в условиях агрессивной химической среды.
В качестве аналога выбран способ изготовления идентификационных меток [2] на металле путем осуществления электрического разряда на носитель, присвоения ему цифрового кода и виртуальной информационной сетки. Невоспроизводимую картинку создают путем разряда между меткой и составным электродом, выполненным из нанокомпозитов ультрадисперсных металлических порошков, по закону случайных чисел из всех электроразрядные пятен выделяют как минимум одно пятно, вводят в базу данных его (их) координаты на информационной сетке, с этих выделенных пятен снимают спектральную характеристику и вводят ее в базу данных, а идентификацию осуществляют в два этапа.
Однако такой способ обладает существенными недостатками, поскольку нуждается в использовании дорогостоящих спектральных приборов. Отказ от этих приборов в принципе позволяет сканером снять характеристики разрядов на металлической носителе. Главным недостатком такого способа можно признать низкую эффективность, необходимость осуществления множества искровых разрядов, что не позволяет поднять на нужный уровень производительность этого процесса. Поточечные пятна от разрядов обладают низкой информационной насыщенностью. Все эти недостатки проистекают из-за использования искрового разряда, который может создавать только ограниченные размера пятна и не может создавать идентификационные признаки без использования опасного высокого напряжения. В химически агрессивной среде такие метки практически не пригодны.
В качестве прототипа выбран способ создания идентификационной метки [3] на металл путем нанесения информационной сетки, присвоения цифрового кода и обдува ее высокоскоростным потоком газа, содержащим частицы.
Однако таким способом можно наносить частицы только на мягкие металлы. Однако надежно хранить информацию можно на твердых металлах. Однако проникнуть частицам в твердые материалы, даже со скоростями выше скорости звука не удается, в лучшем случае можно оставить следы от попадания, которые не обладают большим набором идентификационных признаков. Основная часть частиц после обдува даже не задерживаются на создаваемой метке, а создают малозаметные следы от попадания частиц. Возникшее противоречие между необходимостью использовать для хранения информации на твердых металлах и невозможностью проникновения частиц в твердые металлы решается за счет изменения свойств тонкого слоя металла под действием его разогрева, в том числе с использованием скин-эффекта от поверхностного разогрева металла в высокочастотном поле. Разогрев диэлектриков в высокочастном поле не представляется трудной задачей и может быть использовано и для изготовлении идентификационных меток из относительно твердых пластмасс.
Задачей изобретения является глубокое проникновение частиц в идентификационную метку с образованием множества невоспроизводимых идентификационных признаков.
В предлагаемом способе создания идентификационной метки на металл предлагается осуществлять путем нанесения информационной сетки, присвоения цифрового кода и обдува ее высокоскоростным потоком газа, содержащим частицы.
К особенностям предлагаемого способа можно отнести то, что перед обдувом поверхности метку из металла располагают горизонтально, а поверхность метки, обращенную к обдуваемой среде, до температур на 50-90 градусов ниже температуры плавления материала метки. Второй особенностью можно признать то, что поверхность метки разогревают в высокочастотном поле.
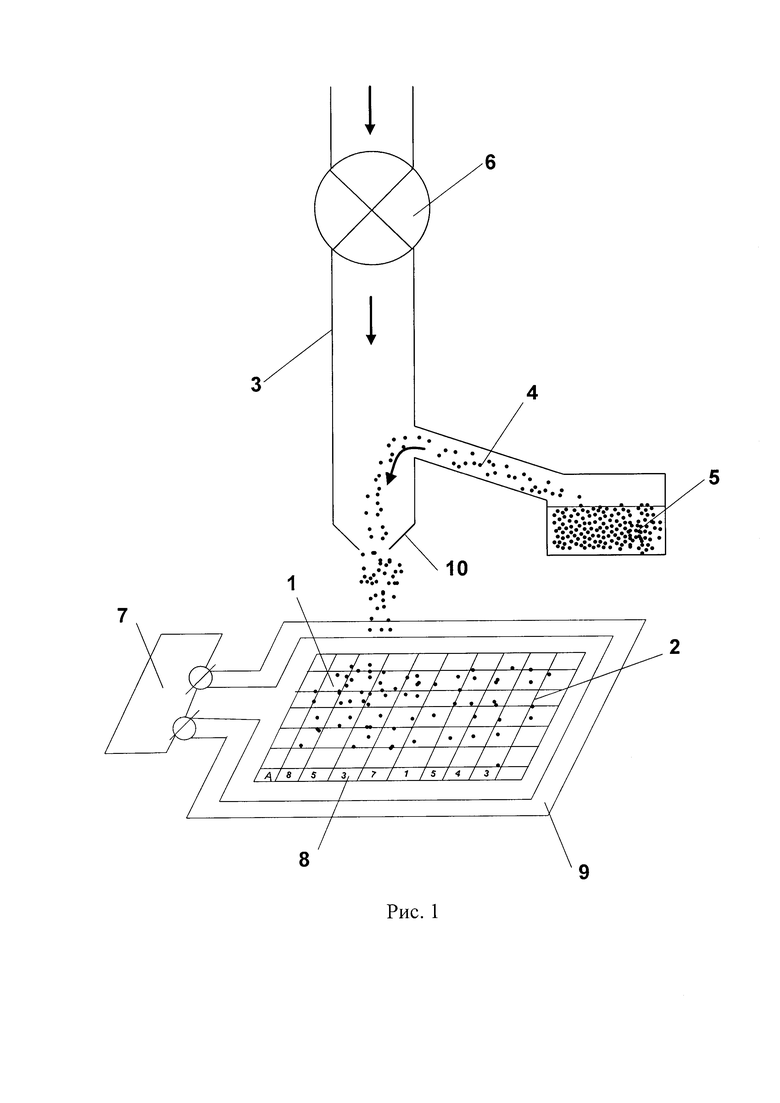
На рис. 1 схематично изображено устройство, работающее по предлагаемому способу. Оно содержит идентификационную метку 1, содержащую информационную сетку 2 и газодинамическое устройство 3, разгоняющее твердые частицы 4 до высоких скоростей. 5 - контейнер с частицами, 6 – компрессор, 7 - высокочастотный источник, разогревающий ту сторону метки 1, которая обращена к потоку твердых частиц 4, 8 - буквенно-цифровые коды, наносимые на идентификационную метку 1, 9 - условно показан охлаждаемый виток, подключенный к высокочастотному источнику 7, а 10 - сопло.
Техническим результатом можно признать формирование множества идентификационных признаков от попадания частиц на поверхность идентификационной метки.
Способ осуществляют в следующей последовательности. Пластина из металла как будущая основа идентификационной метки разогревается в горизонтальном положении до температур на 50-90 градусов ниже температуре плавления материала. Разогрев может осуществляться как в обычной нагревательной печи, так и с помощью высокочастотного источника. Разогревать всю металлическую пластину экономически нецелесообразно, поскольку для внедрения твердых частиц необходим только разогрев поверхностного слоя. Целесообразней разогревать пластину в высокочастотном поле, для которого характерен скин-эффект - разогрев тонкого поверхностного слоя металла. Во внутренние слои металла высокочастотное поле не проникает. Разогрев должен быть не длительным во времени, иначе благодаря теплопроводности разогреваться будут и внутренние слои металла. Пластина может иметь размеры, позволяющие делать одновременно несколько сотен идентификационных меток. После разогрева поверхностного слоя включается компрессор 6 и твердые частицы 4 благодаря газодинамическому устройству 3 разгоняются до скоростей, обеспечивающих их внедрение в относительно мягкий поверхностный слой, разогретый идентификационной метки 1. Газодинамическое устройство 3 при этом перемещается вдоль всех будущих идентификационных меток 1.
После остывания пластины ее разрезают механическими устройствами на сотни меток, на каждой из меток выбирают участок с максимальным числом внедренных частиц и на этот участок или на всю метку 1 наносится информационная сетка 2 и буквенно-цифровые коды 8. 9 - условно показан охлаждаемый виток, подключенный к источнику 7. Поверхность сканируется, и ее состояние, вместе с буквенно-цифровым кодом, вносится в базу данных. Поиск идентификационной метки в базе данных ведется по буквенно-цифровому коду, а процесс идентификации осуществляется путем сравнения набора твердых частиц 4 на метке с аналогичным набором в базе данных. Неповторимость идентификационной метки осуществляется за счет сильно турбулизированного газового потока, который выполняет функцию шифровального устройства. Повторить дважды один и тот же набор внедренных твердых частиц невозможно.
В случае несовпадения расположения твердых частиц идентификационная метка 1 признается контрафактной, как и то изделие, на котором оно установлено.
Электропроводящая заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (закон Джоуля-Ленца). Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка идентификационной метки является как бы вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху. На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки (поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Ниже расположенные слои металла прогреваются за счет теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока увеличивается в е раз относительно плотности тока в заготовке, при этом в скин-слое выделяется 86,4% тепла от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки. Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электропроводящая керамика и т.д.) μ примерно равна единице. Формула для вычисления глубины скин-слоя в мм:
 ,
,
где μ0=4π⋅10-7 - магнитная постоянная Гн/м, ρ - удельное электрическое сопротивление материала заготовки при температуре обработки, f - частота электромагнитного поля, генерируемого индуктором.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈0,001 мм. При разогреве пластины из железа до температуры на 50-90 градусов ниже температуры плавления частицы твердых материалов проникают вглубь пластины с образованием от каждого попадания частицы небольшого кратера с множеством идентификационных дважды неповторяемых признаков. Для надежности неповторяемой матрицы идентификационной метки достаточно на каждой метке иметь от 10 до 100 внедренных частиц. Таким образом, предложен способ изготовления идентификационной метки, позволяющий создавать информационные базы данных изделий, отличающих легальные объекты от контрафактных.
Патентная информация
1. Патент РМ №4498.
2. Патент РМ №4162.
3. Патент РМ №3389.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газодинамический способ создания идентификационной метки на диэлектрике и металле | 2016 |
|
RU2645791C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| Идентификационный патрон | 2016 |
|
RU2644183C2 |
| Способ создания идентификационной метки на металлическом носителе | 2016 |
|
RU2650460C1 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА МЕТАЛЛИЧЕСКОМ ФИЛЬТРЕ | 2016 |
|
RU2661127C2 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
| Способ идентификации объектов из металла и устройство для его осуществления | 2017 |
|
RU2679177C1 |
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| Способ трехмерной идентификации твердого объекта | 2016 |
|
RU2654460C1 |
| Способ идентификации электропроводящего объекта и устройство для его осуществления | 2016 |
|
RU2653377C2 |
Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, а именно продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения, атомной промышленности и изделий оборонной отрасли. Способ изготовления идентификационной метки включает нанесение на поверхность металлической пластины информационной сетки и буквенно-цифрового кода с получением идентификационной метки, при этом сначала осуществляют нагрев поверхности расположенной горизонтально металлической пластины до температуры на 50-90 градусов ниже температуры плавления металла упомянутой пластины, затем проводят обдув нагретой поверхности высокоскоростным потоком газа с твердыми частицами с обеспечением их внедрения в поверхностный слой нагретой поверхности пластины. После указанного нанесения на поверхность металлической пластины информационной сетки и буквенно-цифрового кода осуществляют сканирование упомянутой поверхности полученной метки и занесение в базу данных буквенно-цифрового кода и набора внедренных в поверхностный слой твердых частиц идентификационной метки. Нагрев упомянутой поверхности металлической пластины осуществляют посредством высокочастотного электромагнитного поля. Обеспечивается глубокое проникание твердых частиц в идентификационную метку с образованием множества невоспроизводимых идентификационных признаков. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления идентификационной метки, включающий нанесение на поверхность металлической пластины информационной сетки и буквенно-цифрового кода с получением идентификационной метки, отличающийся тем, что сначала осуществляют нагрев поверхности расположенной горизонтально металлической пластины до температуры на 50-90 градусов ниже температуры плавления металла упомянутой пластины, затем проводят обдув нагретой поверхности высокоскоростным потоком газа с твердыми частицами с обеспечением их внедрения в поверхностный слой нагретой поверхности пластины, а после указанного нанесения на поверхность металлической пластины информационной сетки и буквенно-цифрового кода осуществляют сканирование упомянутой поверхности полученной метки и занесение в базу данных буквенно-цифрового кода и набора внедренных в поверхностный слой твердых частиц идентификационной метки.
2. Способ по п.1, отличающийся тем, что нагрев упомянутой поверхности металлической пластины осуществляют посредством высокочастотного электромагнитного поля.
| Прибор для указания отклонений в глубине резания при обточке предметов | 1921 |
|
SU4162A1 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ МЕТОК ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ ГАЗОДИНАМИЧЕСКИМ МЕТОДОМ | 2006 |
|
RU2340705C2 |
| СПОСОБ МАРКИРОВАНИЯ ИЗДЕЛИЙ С ПОМОЩЬЮ НАБОРА МЕТОК И МЕТКА ДЛЯ МАРКИРОВАНИЯ | 2002 |
|
RU2220449C1 |
| WO 2015049281 A1, 09.04.2015. | |||

