Известны способы обработки деталей резанием с помощью инструмента со специальной режущей кромкой. К таким известным методам обработки относятся сверление, точение, фрезерование и строгание. Соответствующие инструменты имеют одну или более четко определенных и четко описываемых режущих кромок. Механическая обработка резанием осуществляется посредством движения режущего инструмента, в частности его режущей кромки, относительно заготовки (движение резания). Определенная скорость снятия металла при определенном износе инструмента позволяет добиться поверхности с предсказуемыми в определенной степени свойствами. При сверлении, движение совершает, как правило, режущий инструмент. При точении, движение сообщается, как правило, заготовке. При фрезеровании, как правило, вращательное движение получает фреза, а движение подачи в продольном направлении - фреза или заготовка. При строгании поступательное движение совершает либо инструмент, либо заготовка. Сама заготовка может представлять собой инструмент, изготовленный с помощью описанного инструмента.
Далее известны способы механической обработки деталей с помощью вибрационных инструментов без специальных режущих кромок. Вибрационные инструменты обладают шероховатой поверхностью и предназначены для шлифования при относительно высоких частотах (частотах вибрации), к примеру, на частотах свыше 5 кГц или свыше 10 кГц или свыше 20 кГц. По причине высоких частот вибрации, которые могут быть недоступны человеческому слуху, такой вид обработки часто называется ультразвуковой обработкой, а станок называется ультразвуковым станком. Движение инструмента может представлять собой поступательную или вращательную вибрацию. Инструмент может двигаться параллельно заготовке, а затем снимать материал путем шлифования. Однако он также может воздействовать на заготовку ударным способом.
В DE 102008048638 А1 описаны инструменты со специальной режущей кромкой, осуществляющие сверление, на которое налагается вибрация.
Недостаток известных инструментов заключается в том, что, как считается, инструменты большого диаметра неудобно использовать в вибрационных операциях из-за их размера и массы.
Задачей изобретения является создание инструмента относительно большого диаметра, который можно успешно применять в вибрационных операциях.
Данная задача достигается с помощью характерных признаков независимых пунктов формулы изобретения. Зависимые пункты формулы изобретения основаны на предпочтительных вариантах осуществления настоящего изобретения.
Инструмент имеет на стороне станка приспособление (например, оправку HSK или оправку в форме конуса) для крепления инструмента на станке, инструментальную головку на стороне заготовки с одной или более специальными режущими кромками для механической обработки заготовки, при этом диаметр инструментальной головки превышает 20 мм, а режущие кромки инструмента могут быть размещены таким образом, чтобы во время работы они покрывали и обрабатывали площадь перпендикулярно оси вращения, узел вибрации, выполненный с возможностью сообщать инструментальной головке вращательную вибрацию вокруг оси вращения, и устройство приема питания для приема питания, которое подается беспроводным образом и обеспечивает питание узла вибрации.
Амплитуда вибрации вращения зависит от диаметра. При больших радиусах, недостаток больших амплитуд частично нивелируется благодаря механическому поступательному движению. Амплитуду можно увеличить определенным образом с помощью эффектов резонанса.
Устройство приема питания содержит индукционную катушку, которая прямым или непрямым образом соединена с одним или более вибромеханизмами (например, пьезоэлементами) узла вибрации. Она может иметь форму кольца и располагаться концентрически по отношению к оси вращения и может быть приспособлена для совместной работы со стационарной катушкой, обращенной к ней в осевом направлении. Направление поступательного движения инструмента может быть перпендикулярным (торцевая фреза) или параллельным (сверло) оси вращения. Часть инструментальной головки, входящая во взаимодействие с заготовкой, может иметь диаметр свыше 25 мм или свыше 30 мм и (или) меньше 150 мм, или меньше 100 мм, или меньше 80 мм.
Инструмент может содержать удлиненную вибрационную часть, пролегающую вдоль оси вращения, и на ведомом конце - узел вибрации, на ведущем конце - инструментальную головку, а между двух концов - промежуточную часть, закрепленную на станочном креплении.
Инструмент можно наладить и использовать таким образом, чтобы частота вибрации равнялась торсионной резонансной частоте вибрационной части или была ей кратной, при этом ведомый конец и (или) ведущий конец могут находиться в пределах ±20%, или ±10%, или ±5% от резонансной длины волны вокруг максимального значения вибрации (пучность), и/или в котором промежуточная часть, и в особенности ее крепящаяся часть возле крепления, может находиться в пределах ±20%, или ±10%, или ±5% от резонансной длины волны вокруг узловой точки колебаний.
Станок имеет станину, на которой монтируется стол для крепления заготовки, станочный шпиндель, который монтируется на станине, в котором крепится инструмент, как описано выше, устройство подачи электропитания для подачи питания беспроводным образом на устройство приема питания инструмента, и устройство управления, выполненное с возможностью управления станком, в частности - шпинделем и устройством подачи питания.
Далее описаны варианты осуществления изобретения со ссылкой на чертежи, где
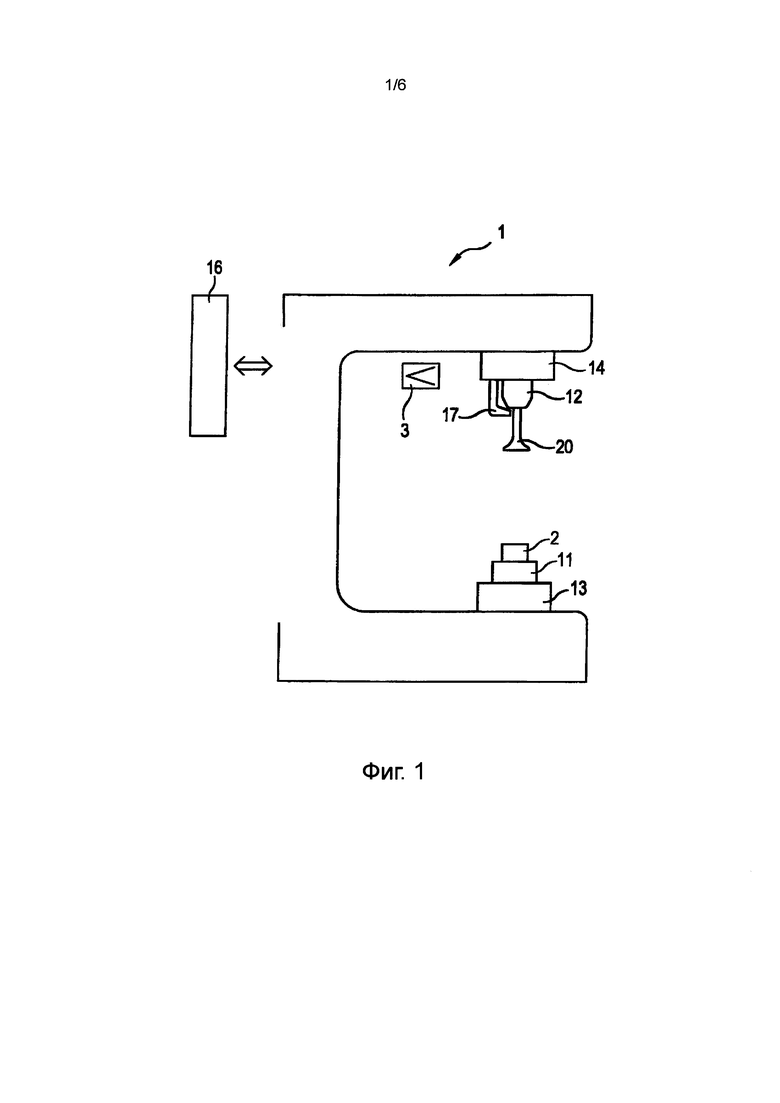
на фиг. 1 схематически изображен вид станка,
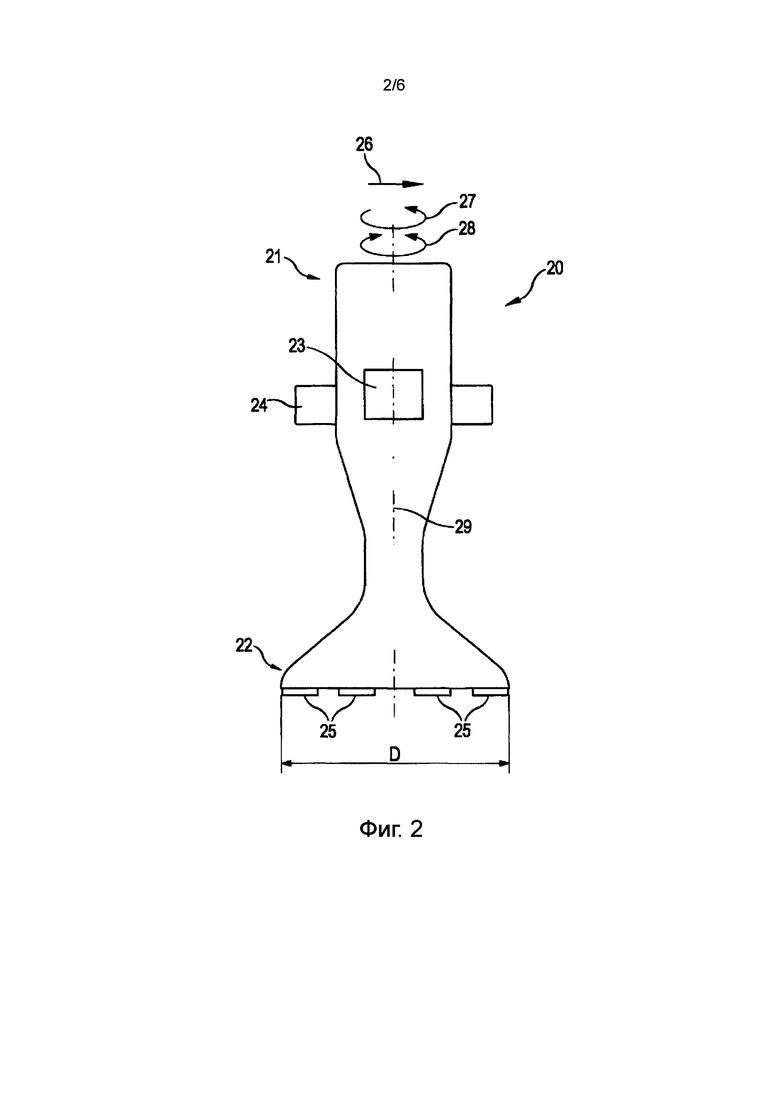
на фиг. 2 схематически изображен инструмент,
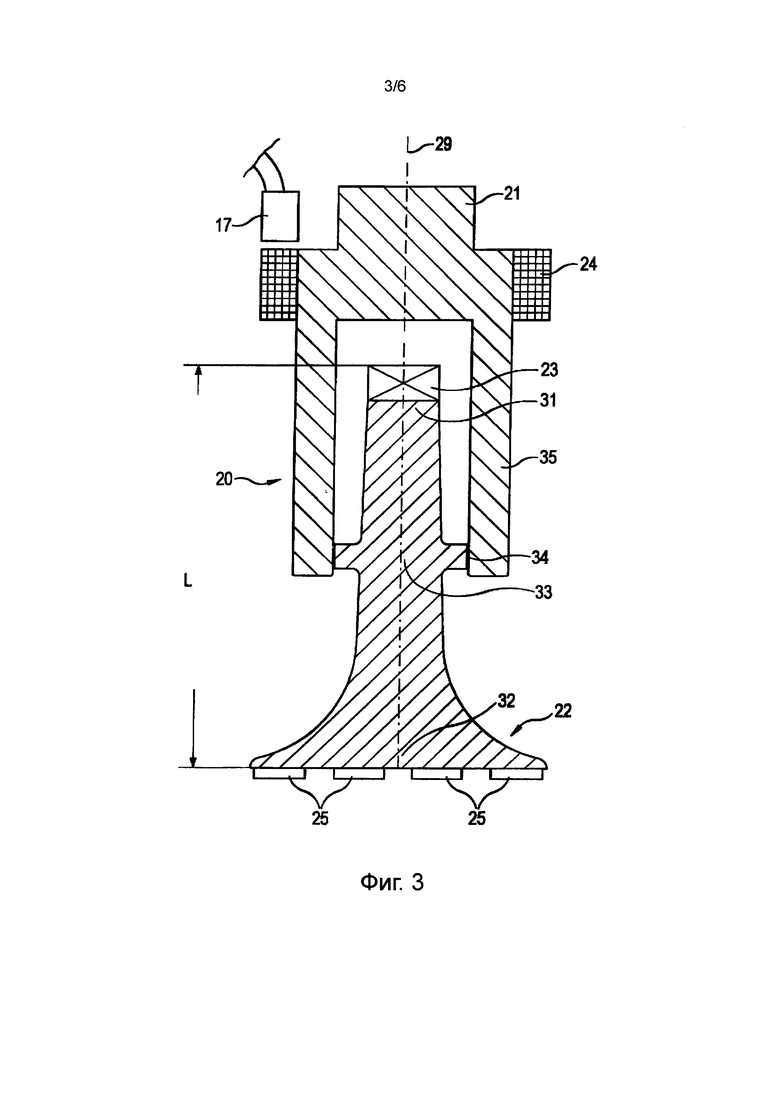
на фиг. 3 схематически изображен инструмент,
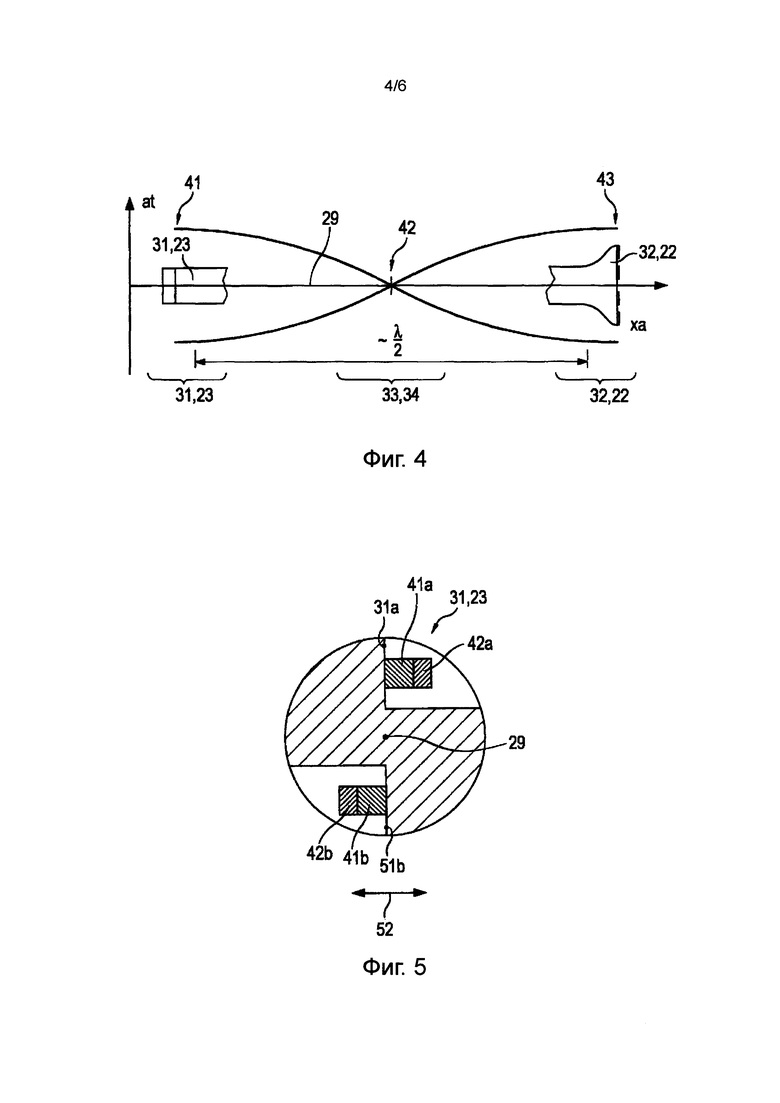
на фиг. 4 отображены пояснения поведения вибрации,
на фиг. 5 отображен вариант осуществления привода вибрации,
на фиг. 6 отображены дальнейшие варианты осуществления инструмента.
На фиг. 1 схематически изображен станок 1. Он содержит станину 10. Во время работы, заготовка 2 и инструмент 20 прикреплены к станине 10 при помощи различных промежуточных деталей. В целях статической регулировки поступательных и/или вращательных положений инструмента 20 и/или заготовки 2 могут быть предусмотрены множественные оси управления 13, 14. Для вращения инструмента 20 предусмотрен шпиндель 12. Между станиной 10 и столом крепления заготовки 11 могут быть предусмотрены оси регулировки 13, и/или между станиной 10 и инструментом 20 или шпинделем 12 могут быть предусмотрены оси регулировки 14. Во время работы одна или более осей регулировки 13 могут также обеспечивать поступательное или вращательное движение инструмента 20 относительно заготовки 2.
Как правило, станок 10 может содержать датчики 3 для определения параметров процесса. Датчики могут содержать один или множество датчиков, размещенных по всему станку. Сигналы передаются по проводам к контроллеру/контроллеру обратной связи 16 и вносятся в запоминающее устройство и/или выводятся и/или используются для привода различных компонентов станка (осей 13, 14, привода шпинделя 12, блока питания 17). Кроме того, может быть предусмотрено устройство вывода для оператора (не показано).
Инструмент 20 может представлять собой фрезерную головку, в особенности - торцевую фрезу, которая, в процессе обработки заготовки, приводится во вращательное движение электричеством. Однако это может быть и сверло.
Инструмент 2 может быть сменным при использовании стандартной оправки для обеспечения быстрой и автоматической замены. Оправка 21 может представлять собой коническое крепление (конусная оправка, HSK) с сопряженными элементами на стороне инструмента и на стороне шпинделя.
Станок, представленный на фиг. 1, выполнен с возможностью выполнять операции с помощью инструмента, как схематически показано на фигурах 2, 3 или 6. В частности, устройство управления 16 выполнено с возможностью управления работой инструмента. Помимо обычных функций, таких как управление осями 13, 14, управляющими шпинделем, может также иметь место управление устройством подачи питания 17 с помощью соответствующих сигналов определенной амплитуды и/или определенной частоты и/или в определенное время. Данные об амплитуде и частоте могут храниться в контроллере 16 в зависимости от инструмента, или могут храниться как часть в программе управления.
На фиг. 2 схематически изображен инструмент 20, вид сбоку. Схематически представлены ось вращения 29, вращение 27 передается шпинделем 12, направление движения 26 инструмента 20 относительно заготовки 2, которое задается осью 13 и/или 14, и вибрация вращения 28 (торсионная вибрация), которая задается вибрационным приводом 23.
21 схематически изображает крепление инструмента на станке 1. Станочное крепление 21 может быть стандартным. Это может быть оправка HSK подходящего диаметра или конусная оправка, или аналогичное крепление. На фиг. 2 станочное крепление изображено только схематически.
Номером 22 обозначена инструментальная головка с режущими кромками в направлении заготовки 2. Режущие кромки - это специальные режущие кромки 25, которые могут быть сформированы фиксированным образом на инструментальной головке 22 или добавляться посредством сменных режущих пластин, например, пластин с винтовым креплением. Буквой D обозначен диаметр инструмента, в котором он отвечает диаметру инструмента, т.е. расстоянию между наиболее удаленными частями режущих кромок 25 или режущих пластин в радиальном направлении. Диаметр D - относительно большой и превышает значение 20 мм, предпочтительно свыше 25 мм или свыше 30 мм.
Благодаря относительно большому радиусу, торсионная вибрация, по меньшей мере, в радиальных внешних частях инструментальной головки, имеет приемлемую амплитуду. Трудность передачи вибрации достаточной амплитуды большому инструменту большой массы частично нивелируется увеличением амплитуды с увеличением расстояния от оси 29 торсионной вибрации. Диаметр D может быть меньше 150 мм или меньше 100 мм.
Диаметр инструмента 20 может быть уменьшен, чтобы станочное крепление 21 и, возможно, также инструментальная головка 25, имели больший диаметр, чем промежуточные элементы между ними. Режущие кромки 25 покрывают, в сочетании, при вращении вокруг оси 29, предпочтительно лицевую зону (зону перпендикулярную оси вращения 29) инструмента. Как показано на фиг. 2, они могут лежать в зоне плоскости. Однако это может быть и иначе. В других вариантах осуществления режущие кромки могут быть сформированы таким образом, чтобы оказывать воздействие на периферийную поверхность (относительно оси вращения 29).
23 - узел вибрации, выполненный с возможностью передачи инструментальной головке вибрации вращения (показано стрелкой 28). Он может содержать пьезоэлементы. Им передаются электрические сигналы переменного тока. Частота вибрации может сразу соответствовать частоте электрического сигнала переменного тока.
Номером 24 обозначено устройство приема питания. Оно может представлять собой индукционную катушку, погруженную в сгенерированное магнитное переменное поле, генерирующее на своих клеммах индуцированное напряжение, подавая, таким образом, электрическое питание, необходимое для приведения в действие узла вибрации 23. В зависимости от общей схемы, катушка устройства приема питания 24 может непосредственно сопрягаться с пьезоэлементами узла вибрации 23, однако подобным образом, элементы цепи могут находиться посередине в целях формирования подачи питания пьезоэлементами (выпрямление, инвертирование, управление амплитудой, …).
Фиг. 2 не следует воспринимать так, как будто инструмент содержит твердый цельный корпус. Инструмент может изготавливаться из множественных отдельных частей, например, размещенных вдоль осевого направления. В этом случае отдельные части соединяются между собой соответствующим образом, например, с помощью винтового соединения, пайки, сварки, прессовки или аналогичных видов соединения.
На фиг. 3 показан вид в разрезе варианта осуществления инструмента, в котором инструмент содержит вибрационную часть 31-34, которая крепится к станочному креплению через соединительную часть 35. Вибрационная часть имеет определенную длину L, пролегающую по существу параллельно оси вращения 29. Вибрационная часть имеет ведомый конец 31 и ведущий конец 32, а посередине - промежуточную часть 33, 34. На ведомом конце 31 предусмотрен вибрационный привод 23. Инструментальная головка 22 и, в частности, режущие кромки 25 или режущие пластины, размещены на ведущем конце 32. Промежуточная часть 33, 34 находится между ведомым концом 31 и ведущим концом 32. Она содержит соединительную часть 34, через которою вибрационная часть 31-34 крепится к станочному креплению 21. Соединение является жестким и подходит для надежной передачи сил, создаваемых во время использования.
Соединительная часть 35 между соединительной частью 34 и станочным креплением 21 может иметь трубчатую или цилиндрическую конструкцию 35, окружающую ведомый конец 31 и вибрационный привод 23, и пролегающую в осевом направлении от станочного крепления 21 к соединительной части 34. Соединительная часть 35 может представлять собой полный цилиндр, т.е. закрытый вокруг периферии, или он может содержать отверстия или лишь несколько опор для соединения соединительной части 34 вибрационной части 31-34 со станочным креплением 21.
На фиг. 4 схематически представлен рабочий режим инструмента, показанного на фиг. 3. На фигуре представлена схема, на которой в качестве абсциссы выступает осевое положение ха вдоль оси вращения 29, а в качестве ординаты - амплитуда торсионной вибрации вокруг оси 29. На схеме также представлены различные части вибрационной части 31-34.
Конструкция и работа могут быть выполнены таким образом, чтобы вдоль вибрационной части вибрационный режим 42 с низкой амплитудой торсионной вибрации (приблизительно 0) возрастал. В зоне такой узловой точки 42 (минимальная амплитуда торсионной вибрации) может находиться промежуточная часть 33 и, в частности, соединительная часть 34 вибрационной части 31-34.
Размещая промежуточную часть 33 и, в частности, соединительную часть 34 в пределах вибрационной узловой точки 42, можно достигнуть преимущества, заключающегося в сведении к минимуму возвратного действия вибрационной системы на станок. Вибрационная часть удерживается там, где ее вибрация является минимальной. Затем, аналогично, вибрации, которая может распространяться через станочное крепление 21 в направлении станка 1, также являются минимальными, так что неблагоприятные действия на станок сводятся к минимуму.
Как видно вдоль осевой длины, длина волны торсионной вибрации равна λ, что определяется узловыми точками и пучностями амплитуды торсионной вибрации. На фиг. 4 представлен вариант осуществления, в котором длина L вибрационной части 31-34 инструмента равна приблизительно половине длины волны λ, т.е. λ/2 от торсионной вибрации. Слева и справа от узловой точки 42 находятся торсионные пучности 41 и 43, вибрирующие с противоположными фазами. Можно предположить, что две противоположные кривые, пересекающиеся в узловой точке 42, аналогичны огибающим, но следует помнить, что описываются торсионные вибрации.
В районе пучности 41 может быть расположен ведомый конец 31 вибрационной части 31-41, в частности, вибрационный привод 23. В районе другой пучности 43 может находиться инструментальная головка 22 и, в частности, ведущий конец 32 вибрационной части 31-34 вместе с режущими кромками 25 или режущими пластинами.
На фиг. 4 представлена симметрическая конструкция пучностей в отношении узловой точки 42. Это - возможный вариант, но не единственно возможный. Все зависит от конкретной механической конструкции инструмента в месте, где присутствуют узловые точки вибрации и пучности вибрации. Иными словами, длина волны λ не обязательно должна быть постоянной вдоль длины вибрационной части, а может изменяться в зависимости от свойств вибрационной части, изменяющейся вдоль осевой длины, таких как, массы по длине, локальной жесткости и подобных свойств. Относительные величины вычисляются или моделируются в числовом виде, либо могут определяться эмпирически. Таким образом, конструкция также может быть выполнена так, что одна из пучностей находится ближе к узловой точке, чем другая пучность.
На фиг. 4 изображена ситуация при базовой вибрации. Однако также можно представить, что инструмент 20 приводится в действие при более высоких узловых точках (гармониках, других резонансах, …). Также вдоль абсциссы 29 между ведомым концом 31 и ведущим концом 32 могут быть расположены две или более узловых точек. Однако во многих случаях по меньшей мере инструментальная головка 22 и, в частности, также вибрационный привод 23 будут размещены на вибрационной пучности, т.е. вокруг λ/4 перемещенного от узла в целях оптимизации амплитуды торсионной вибрации.
Можно предположить, что указания на размещение ведомого конца 31 и/или ведущего конца 32 или промежуточных частей 33, 34 или соединительной части 34 относительно узловых точек вибрации или пучностей вибрации являются допусками с максимальным значением ±20%, или ±10%, или ±5% от резонансной длины волны λ на соответствующей местной узловой точке или пучности, соответственно.
Кроме того, поскольку желателен небольшой размер конструкции, длина вибрационной части L может быть меньше чем λ, т.е. 0,4λ<L<0,5λ. Таким образом, ведущая часть и ведомая часть все равно находятся вблизи пучностей и, следовательно, расположены в районе достаточно больших амплитуд, так что размер уменьшается более чем пропорционально амплитуде вибрации.
Что касается резонансов, то они могут возникать на холостом ходу (инструмент не взаимодействует с заготовкой) или под нагрузкой (усилие приложено на инструментальную головку).
Частота вибрации и механическая конструкция инструмента зависят друг от друга и настроены друг на друга, когда нужно использовать эффект резонанса. Привод станка выполнен с возможностью обеспечивать подходящую частоту инструменту через устройство подачи питания 17. Однако, подобным образом, конструкция может быть выполнена так, что станок будет создавать произвольное магнитное переменное поле в целях получения индукционных эффектов в месте работы устройства подачи питания 24 инструмента. Затем напряжение для работы пьезоприводов 23, 41, в отношении частоты и амплитуды, может формироваться с помощью соответствующей цепи, которую будет обеспечивать сам инструмент 20.
На фиг. 3 схематически представлено устройство приема питания 23. Оно может иметь форму кольца и может полностью окружать инструмент. Также схематически представлено устройство подачи питания 17. Оно может находиться от устройства приема питания 24 на определенном расстоянии в осевом направлении и быть отделено тонкой щелью. Оно может иметь форму сегмента кольца и быть обращено к катушке устройства приема питания 24 только вдоль определенной части окружности кольца, и не затрагивать другие части, так чтобы механизм смены инструмента мог захватывать инструмент. Устройство подачи питания 17 формирует магнитное переменное поле, в котором полностью размещена катушка устройства приема питания 24, генерирующая индуцированное напряжение. Устройство подачи питания 17 жестко закреплено на станке.
На фиг. 5 схематически представлена возможная конструкция вибрационного привода 23 на ведомом конце 31 (на виде сверху в разрезе) перпендикулярно оси вибрации 29 через ведомый конец 31 вибрационной части. 41а и 41b - вибрационный приводы, установленные эксцентрично относительно оси вращения 29, где они могут представлять собой пьезоэлементы. Их ось вибрации расположена перпендикулярно к установочной поверхности 51, что соответствует стрелке 52 на фигуре. Их соответствующий один конец установлен на установочных поверхностях, а угол его наклона можно изменять с помощью винтов.
Другой конец пьезоэлементов 41 (не предусмотрен на установочной поверхности 51) может вибрировать свободно или может крепиться к элементу противовеса 42а, 42b. В зависимости от конструкции он может быть меньшего или большего размера. На Фигуре представлены отдельные элементы противовеса 42а и 42b. Однако, аналогичным образом, в осевом обратном направлении (в сторону от заготовки и в направлении станка) они могут быть соединены друг с другом и образовывать, и в этом случае, тяжелую и жесткую конструкцию. Элемент противовеса 42а, 42b образует плавающий стык. Благодаря своей инерции он достаточно эффективен, в особенности на более высоких частотах.
На фиг. 5 представлены два пьезоэлемента 41а, 41b, но их может быть больше (3, 4, 5, 6 или более). На фигуре не показаны электрические провода для подачи электрического питания от устройства подачи питания 24.
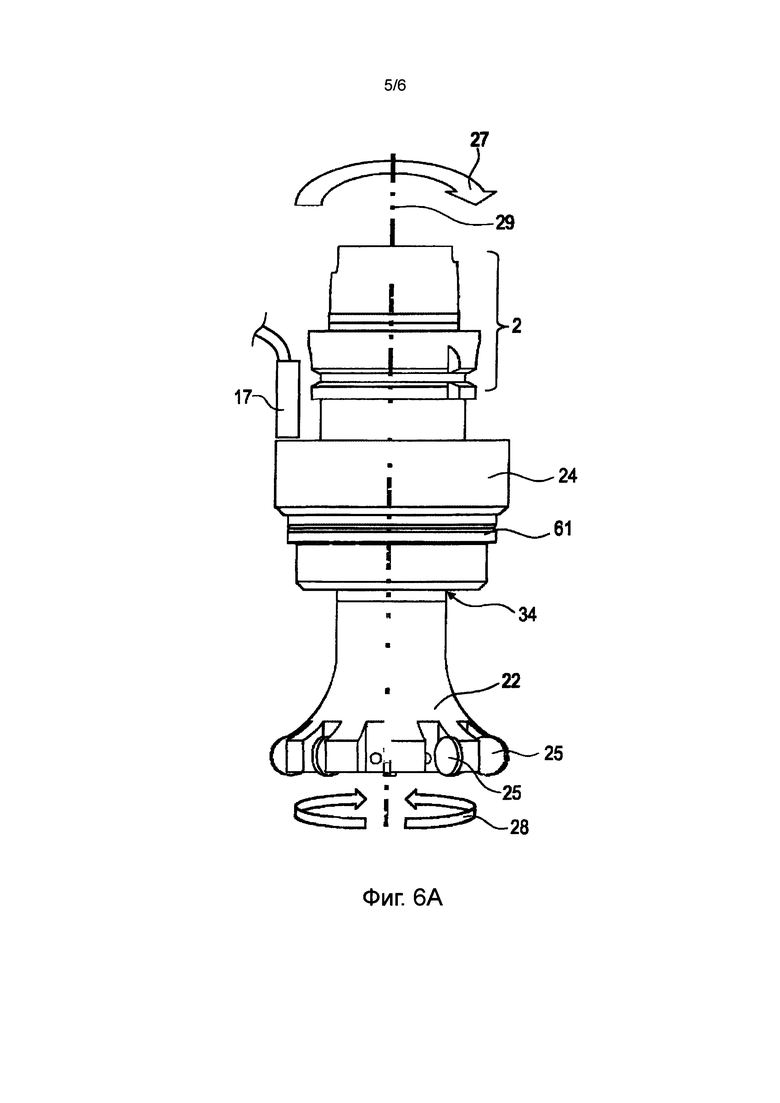
На фиг. 6 представлен особый вариант исполнения инструмента, в котором фиг. 6А - это вид сбоку, а фиг. 6В - вид в перспективе, частично обрезанный. 21 - оправка HSK. 24 - устройство приема питания, выполненное в форме индукционной катушки, у которой, в направлении противоположном осевому, имеется устройство подачи питания 17, жестко закрепленное на станке. Как показано на фигуре, инструментальная головка 22 содержит несколько режущих пластин 25. Они могут крепиться на соответствующих частях крепления. В нижнем направлении инструментальная головка выполнена в форме гриба, в том смысле, что ближе к низу ее диаметр увеличивается. 61 - балансировочное кольцо, из которого можно удалять материал в целях балансировки инструмента.
В варианте осуществления на фиг. 6 показано, что соединительный элемент 34 располагается между ведомым концом 31 и ведущим концом 32 не симметрично, а ближе к ведомому концу. Как уже было упомянуто, это зависит от размеров и конструкции отдельных элементов вибрационного узла.
На фиг. 6В показан вариант осуществления, в котором вибрационный привод 23 содержит четыре пьезоэлемента, размещенных по всей окружности в соответствии с четырьмя отделениями приводной части вибрационной части. 62 - канал подачи жидкости, который может подавать охлаждающую жидкость или смазку.
В показанном варианте осуществления катушка устройства приема питания 24 может быть наибольшего диаметра. При этом, аналогично, инструментальная головка 22 вместе с режущими кромками 25 может также образовывать наибольший диаметр. Как уже было упомянуто, диаметр конструкции может быть уменьшен таким образом, чтобы диаметр между инструментальной головкой и станочным креплением был относительно небольшим.
Диаметр инструментальной головки (эффективный диаметр на заготовке) превышает 20 мм и может превышать 25 или 30 мм. Он может быть меньше 150 мм или меньше 100 мм.
Скорость вращения инструмента может превышать 500 об/мин, или 1000 об/мин, или 2000 об/мин. Она может быть ниже 30000 об/мин, или ниже 24000 об/мин, или ниже 20000 об/мин.
Частота торсионной вибрации может быть выше 5 кГц, или выше 10 кГц, или выше 50 кГц, или выше 20 кГц. Она может быть ниже 100 кГц, или ниже 80 кГц, или ниже 60 кГц.
Способ механической обработки заготовки содержит шаги, предусматривающие выполнение инструмента с эффективным диаметром у заготовки больше 20 мм, вращение инструмента вокруг своей оси, применение торсионной вибрации к инструменту и перемещение инструмента относительно заготовки. Параметры могут соответствовать вышеприведенному описанию.
Признаки, упомянутые в настоящем описании в отношении уровня техники или в отношении изобретения, считаются взаимосочетающимися, даже если такие сочетания явно не выражены, в той степени, в которой такое сочетание является технически возможным. Описания шагов способа также считаются средствами осуществления таких шагов способа, а описания средств и компонентов также считаются описаниями шагов способа, выполненных с помощью таких средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2017 |
|
RU2700628C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ УЛЬТРАЗВУКОВОГО КОЛЕБАНИЯ В ИНСТРУМЕНТЕ И ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ КОЛЕБАНИЯ | 2016 |
|
RU2702640C2 |
| Устройство для обработки отверстий | 1985 |
|
SU1315268A1 |
| УСТРОЙСТВО ВИБРОСВЕРЛИЛЬНОЕ | 2011 |
|
RU2478023C2 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |

Инструмент (20) имеет станочное крепление на стороне станка (21) для крепления инструмента к станку (1) для передачи вращательного движения (27) инструменту вокруг оси вращения (29) и перемещения (26) инструмента относительно заготовки, инструментальную головку (22) на стороне заготовки, имеющую одну или более режущих кромок (25) для механической обработки заготовки, причем диаметр (D) инструментальной головки превышает 20 мм, а режущие кромки (25) инструмента (20) размещаются таким образом, что они проходят над площадью, лежащей перпендикулярно оси вращения (29), узел вибрации (23), выполненный с возможностью передавать вращательную вибрацию (28) инструментальной головке вокруг оси вращения (29), и устройство приема питания (24) для беспроводного приема подаваемой энергии и подачи электрической энергии на узел вибрации (23). Достигается увеличение диаметра инструмента. 3 н. и 13 з.п. ф-лы, 7 ил.
1. Режущий инструмент (20), содержащий:
станочное крепление со стороны станка (21) для крепления инструмента к станку (1) для передачи вращательного движения (27) инструменту вокруг оси вращения (29) и перемещения (26) инструмента относительно заготовки,
инструментальную головку (22) на стороне заготовки, имеющую по меньшей мере одну режущую кромку для механической обработки заготовки, диаметр которой превышает 20 мм, причем режущие кромки размещены с возможностью прохождения над поверхностью, лежащей перпендикулярно оси вращения,
узел вибрации (23), выполненный с возможностью передачи вращательной вибрации (28) инструментальной головке вокруг оси вращения, и
устройство приема питания (24) для беспроводного приема питания и подачи электрического питания на узел вибрации,
при этом режущий инструмент выполнен с удлиненной вибрационной частью (31-34), имеющей ведущий и ведомый концы, расположенной вдоль оси вращения (29) и содержащей
(i) узел вибрации (23) на ведомом конце (31),
(ii) упомянутую инструментальную головку (22) на ведущем конце (32) и
(iii) промежуточную часть (33, 34) между двумя концами, жестко закрепленную на станочном креплении (21),
при этом режущий инструмент выполнен таким образом, чтобы
(i) рабочая частота вибрации равнялась вращательной резонансной частоте вибрационной части (31-34) или была ей кратной,
(ii) ведомый конец и/или ведущий конец были в пределах ±20%, или ±10%, или ±5% резонансной длины волны вокруг вибрационной пучности (41, 43).
2. Режущий инструмент по п. 1, отличающийся тем, что устройство приема питания (24) содержит катушку, предназначенную для размещения в магнитном поле, создаваемом стационарной катушкой устройства подачи питания станка, при этом катушка прямым или непрямым образом соединена с по меньшей мере одним вибрационным приводом (23) узла вибрации.
3. Режущий инструмент по п. 2, отличающийся тем, что катушка выполнена в форме кольца, расположена концентрически по отношению к оси вращения (29) и выполнена с возможностью совместной работы со стационарной катушкой, обращенной к ней в осевом направлении.
4. Режущий инструмент по п. 1, отличающийся тем, что часть инструментальной головки, взаимодействующая с заготовкой, имеет диаметр свыше 25 мм, и/или имеет диаметр меньше 150 мм, или меньше 100 мм, или меньше 80 мм.
5. Режущий инструмент по п. 1, отличающийся тем, что узел вибрации (23) содержит по меньшей мере один пьезоэлемент (41а).
6. Режущий инструмент по п. 1, отличающийся тем, что соединение между промежуточной частью и станочным креплением содержит трубчатую конструкцию (35), которая
(i) окружает ведомый конец (31),
(ii) один конец которой прикреплен к промежуточной части (33, 34), а
(iii) второй конец которой прикреплен к станочному креплению (21).
7. Режущий инструмент по п. 1, отличающийся тем, что упомянутый ведомый конец содержит один или более вибрационных приводов (41а, 41b) для поступательной вибрации, установленных эксцентрично относительно оси вращения с осями вибрации, направленными к периферии относительно оси вращения (29).
8. Режущий инструмент по п. 5, отличающийся тем, что один конец пьезоэлемента (41а, 41b) прикреплен к поверхности крепления на ведомом конце (31), а другой конец свободен или сопряжен с элементом противовеса (42а, 42b).
9. Режущий инструмент по любому из пп. 1-8, отличающийся тем, что он выполнен таким образом, чтобы
(i) частота вибрации равнялась вращательной резонансной частоте вибрационной части или была ей кратной,
(ii) промежуточная часть и, в частности, ее соединительная часть, направленная в сторону соединения, была в пределах ±20%, или ±10%, или ±5% резонансной длины волны вокруг вибрационной узловой точки (42).
10. Режущий инструмент по п. 1, отличающийся тем, что он выполнен таким образом, что амплитуда вибрации в периферийном направлении на внешнем диаметре инструмента превышает 0,5 мкм, или превышает 1 мкм, или превышает 2 мкм.
11. Режущий инструмент по п. 1, отличающийся тем, что станочное крепление (21) содержит стандартную соединительную часть, в частности соединительный конус или оправку HSK.
12. Режущий инструмент по п. 1, отличающийся тем, что инструментальная головка (22) содержит по меньшей мере одну отдельную съемную режущую пластину (25).
13. Станок (1), содержащий станину (10) с установленным на ней столом (11) крепления заготовки для удержания заготовки (2), шпиндель инструмента (12), установленный на станине и удерживающий режущий инструмент (20) по одному из пп. 1-12, устройство подачи питания (17) для беспроводной подачи питания на устройство приема питания (24) режущего инструмента и контроллер (16), выполненный с возможностью управления станком, оборудованным инструментом, в частности шпинделем, и устройством подачи питания.
14. Способ механической обработки заготовки, включающий использование инструмента по любому из пп. 1-12,
вращение инструмента вокруг оси вращения,
передачу вращательной вибрации на инструмент,
перемещение инструмента относительно заготовки.
15. Способ по п. 14, отличающийся тем, что обработку осуществляют с частотой вибрации режущего инструмента, превышающей 5 кГц, или превышающей 10 кГц, или превышающей 15 кГц, или ниже 100 кГц, или ниже 80 кГц, или ниже 60 кГц.
16. Способ по п. 14, отличающийся тем, что обработку осуществляют при скорости вращения режущего инструмента, превышающей 500 об/мин, или превышающей 1000 об/мин, или превышающей 2000 об/мин, или ниже 30000 об/мин, или ниже 24000 об/мин, или ниже 20000 об/мин.
| ПТИЦЫН Г.В | |||
| и др | |||
| "Ультразвуковая оснастка для обработки отверстий на сверлильных станках", журнал "Станки и инструмент", 1980, n 4, с.31, 32 | |||
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| US 20120107062 A1, 03.05.2012 | |||
| JP 07299629 A, 14.11.1995 | |||
| CN 101020244 A, 22.08.2007 | |||
| EP 1958719 A1, 20.08.2008 | |||
| WO 2010091821 A1, 19.08.2010 | |||
| WO 2012007583 A1, 19.01.2012. | |||

