Универсальная система крепления инструмента для центра механической обработки относится к инструментальным средствам станков с ЧПУ, которые применяются в машиностроении для механической обработки деталей и заготовок из различных материалов. Существующие инструментальные средства токарно-револьверных станков с ЧПУ ограничены количеством, ассортиментом и конструкцией инструментов, установленных в соответствующих револьверных головках, что обусловлено их компоновкой. Существующий тип компоновки инструментов и число инструментов, расположенных в головках, ограничивает время, в течение которого токарный станок может оставаться в состоянии продуктивной эксплуатации. Это обусловлено необходимостью замены изношенных режущих инструментов, которые оказывают отрицательное влияние на рабочие допуски и качество поверхностной отделки обрабатываемой детали или заготовки. В результате замены и переустановки нового комплекта режущих инструментов в указанных станках и последующего возобновления производственного цикла имеют место потери производственного времени, причем данные операции последовательно повторяются в течение всего срока службы станков такого типа.
Ограниченное число инструментов, которые могут быть размещены во всех существующих токарно-револьверных конструкциях с ЧПУ, ограничивает переналаживаемость и типовой набор режущих инструментов, устанавливаемых в револьверной головке, что в свою очередь ограничивает ее способность к механической обработке сложных деталей в определенных условиях. Компоновка инструментов в существующих револьверных головках токарных станков также ограничивает возможность установки специализированных инструментальных систем, имеющих изменяемые конфигурации установки инструмента, а также их функции. Ограниченное число инструментов в токарно-револьверном станке с ЧПУ обычно приводит к необходимости настройки станка на единовременную обработку только одной детали, что ограничивает функциональные возможности конструкции данного типа.
Основной задачей универсальной системы крепления инструмента для центра механической обработки является обеспечение установки выполненных с возможностью пошагового перемещения гнезд под инструментальную головку в главном барабане с созданием основания для прикрепления, установки и перестановки инструментальных головок в каждом гнезде, причем в каждой инструментальной головке установлено несколько инструментов, а также выполнение пошагового перемещения главного барабана так, что гнезда под инструментальную головку и любая прикрепленная и установленная инструментальная головка или другой установленный в главном барабане инструмент могут быть переведены в заданное положение путем поворота. Инструменты в каждой инструментальной головке выбирают, прикрепляют, устанавливают и переставляют в соответствии с рабочими процедурами механической обработки, выполняемыми на деталях и заготовках. Кроме того, в гнездах под инструментальную головку могут быть использованы и установлены инструментальные головки с функциями вращения инструмента, известные как фрезы. Выбранный набор инструментальных головок может конструироваться, изготавливаться и продаваться в виде приложения к станку. Кроме того, инструментальные головки для установки в гнездах под инструментальную головку могут быть сконструированы и выполнены на заказ. Внутренние узлы и компоненты, установленные в выбранном положении в универсальной системе крепления инструмента для центра механической обработки, обеспечивают выполнение гнездом под инструментальную головку, когда оно вставлено в главный револьверный барабан, двух главных функций. Первая функция обеспечивает пошаговое перемещение прикрепленной инструментальной головки в заданное угловое положение. Вторая функция обеспечивает приводные средства для любой закрепленной инструментальной головки с функциями вращения инструмента, так что инструменты, установленные в указанной головке, приводятся в круговое перемещение с заданной скоростью механической обработки.
Дополнительной задачей указанной универсальной системы является обеспечение установки головок с функцией вращения инструмента для многочисленных фрезерных, сверлильных, резьбонарезных инструментов в гнездах под инструментальную головку. Кроме того, в указанных гнездах может быть установлена комбинированная фрезерно-сверлильно-резьбонарезная многоинструментальная головка с функцией вращения инструмента.
Еще одной задачей универсальной системы крепления является выполнение предварительного пошагового перемещения гнезда и прикрепленной и установленной инструментальной головки, что осуществляется при помощи внутренних узлов и компонентов, установленных в определенном положении в указанной системе путем введения в нее.
Еще одной задачей универсальной системы крепления является обеспечение закрепления и установки инструментальной головки в гнезде вместе с установленным в ней выбранным набором инструментов, который обеспечивает полную механическую обработку детали с использованием только данной инструментальной головки. Универсальная система крепления вместе с прикрепленными и установленными на ней инструментальными головками обеспечивает существенное увеличение возможного количества инструментов, устанавливаемых в головке в определенной конфигурации. Такое значительное увеличение количества инструментов увеличивает продолжительность работы станка и приводит к более эффективному использованию ресурса стойкости инструмента, что обеспечивает более стабильную точность и поверхностную отделку для всех деталей и заготовок при оптимальном качестве управления и подачи.
ОБЛАСТЬ ТЕХНИКИ
Многорезцовая токарная головка М9 относится к инструментальным средствам станков с ЧПУ и обычных металлорежущих станков, которые применяются в машиностроении для обточки деталей из различных материалов.
РЕШАЕМЫЕ ПРОБЛЕМЫ
Многорезцовая токарная головка М9 обеспечивает решение следующих трех проблем.
Во-первых, в ходе токарных операций, выполняемых на металлорежущих станках, используемые инструменты настраивают на оптимальную или заданную глубину резания для обеспечения удаления материала с наружного диаметра детали. После установки глубины резания инструмент направляют в продольном направлении относительно оси заготовки с обеспечением удаления материала. Данную процедуру можно считать первым черновым проходом, выполняемым на детали или заготовке при помощи инструмента. Затем выполняют последовательные проходы для дальнейшей черновой обработки детали или заготовки с получением чернового профиля и формы перед выполнением на детали или заготовке чистовой обработки резанием.
Во-вторых, нарезание резьбы на металлорежущих станках, предпочтительно токарных, выполняют в основном способом нарезания резьбы гребенкой. При данном способе применяют инструмент, который имеет только одну зубовидную режущую кромку, профиль которой соответствует профилю нарезаемой резьбы и которую продвигают вперед в соответствии с шагом резьбы в направлении оси шпинделя заготовки. Резьбу выполняют за несколько проходов, в перерывах между которыми инструмент подают в радиальном направлении. Данный способ обеспечивает высокое качество резьбы, но требует больших временных затрат, поскольку на радиальное и осевое отведение, а также на радиальную подачу инструмента требуется период, продолжительность которого составляет больше половины рабочего времени.
В-третьих, металлорежущие станки обычно не выполняют операции по обдирке прутков, что ограничивает скорость стачивания материала с обрабатываемого диаметра детали или заготовке. При выполнении токарных операций в данных металлорежущих станках обычно применяют один инструмент, который продвигают в направлении оси шпинделя заготовки с оптимальной скоростью подачи и при оптимальной радиальной глубине с обеспечением обточки детали или заготовки.
ЦЕЛЬ
Основной целью, достигаемой с помощью многорезцовой токарной головки М9, является упрощение обтачивания различных диаметров детали, в которой за один проход указанной головки создают в продольном направлении ступенчатый профиль с разными уменьшающимися диаметрами, как показано на фиг.38.
Другой целью, достигаемой с помощью многорезцовой токарной головки М9, является скоростное нарезание резьбы на детали.
Еще одной целью, достигаемой с помощью указанной головки, является выполнение операций по обдирке прутков, во время которых применяют многорезцовые инструменты, обеспечивающие скоростное обтачивание детали с получением единого уменьшенного диаметра при очень высоких скоростях подачи, как показано на фиг.39.
ОБЛАСТЬ ТЕХНИКИ
Многорезцовая расточная головка М10 относится к инструментальным средствам станков с ЧПУ и обычных металлорежущих станков, которые применяются в машиностроении для растачивания отверстий в деталях или заготовках из различных материалов.
РЕШАЕМЫЕ ПРОБЛЕМЫ
Многорезцовая расточная головка М10 обеспечивает решение следующих трех проблем.
Во-первых, в ходе расточных операций, выполняемых на металлорежущих станках, используемые инструменты настраивают на оптимальную или заданную глубину резания для обеспечения удаления материала из внутреннего канала детали или заготовки. После установки глубины резания инструмент направляют в продольном направлении относительно оси заготовки или детали с обеспечением удаления материала.
Данную процедуру можно считать первым черновым проходом, выполняемым на детали или заготовке при помощи инструмента. Затем выполняют последовательные проходы для дальнейшего растачивания детали или заготовки с получением чернового профиля и формы перед выполнением чистовой расточки в детали или заготовке.
Во-вторых, нарезание внутренней резьбы на металлорежущих станках, предпочтительно токарных, выполняют различными способами, одним из которых является нарезание резьбы гребенкой.
При данном способе применяют борштангу, содержащую только режущую пластину с зубовидной режущей кромкой, профиль которой соответствует профилю нарезаемой резьбы и которую продвигают вперед в соответствии с шагом резьбы в направлении оси шпинделя заготовки. Внутреннюю резьбу выполняют за несколько проходов, в перерывах между которыми инструмент подают в радиальном направлении. Данный способ обеспечивает высокое качество резьбы, но требует больших временных затрат, поскольку на радиальное и осевое отведение, а также на радиальную подачу инструмента требуется период, продолжительность которого составляет больше половины рабочего времени.
В-третьих, металлорежущие станки обычно не выполняют операции по обдирке каналов, что ограничивает скорость удаления материала из внутреннего канала, выполненного в детали или заготовки. При выполнении расточных операций в данных металлорежущих станках обычно применяют один инструмент, который продвигают в направлении оси шпинделя заготовки с оптимальной скоростью подачи и при оптимальной радиальной глубине с обеспечением расточки детали или заготовки.
ЦЕЛЬ
Основной целью, достигаемой с помощью многорезцовой расточной головки М10, является упрощение растачивания ступенчатых каналов в детали или заготовке, в которой за один проход указанной головки создают в продольном направлении ступенчатый профиль с каналами различных увеличивающихся диаметров, как показано на фиг.50.
Другой целью, достигаемой с помощью многорезцовой расточной головки М10, является скоростное нарезание резьбы на частичную или полную глубину детали или заготовки.
Еще одной целью, достигаемой с помощью указанной головки, является выполнение операций по обдирке канала, во время которых применяют многорезцовые инструменты, обеспечивающие скоростное растачивание отверстия в детали или заготовке с получением единого увеличенного диаметра при очень высоких скоростях подачи, как показано на фиг.51.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено описание одного предпочтительного варианта выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 изображает вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки с прикрепленными и установленными на ней инструментальными головками и блоками коллектора охладителя.
Фиг.2 изображает вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки с прикрепленными и установленными на ней инструментальными головками и блоками коллектора охладителя.
Фиг.3 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки с прикрепленными и установленными на ней инструментальными головками и блоками коллектора охладителя и без крышек из листового металла.
Фиг.3А изображает вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки.
Фиг.4 изображает вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны отливка С с некоторыми из установленных внутри нее гидравлических цилиндров G и коническими втулками ВО, установленными в полостях перед указанными цилиндрами.
Фиг.5 изображает главным образом вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны отливка С, изображенная прозрачной, гидравлический цилиндр G, установленный в отливке С, коническая втулка ВО, установленная в отливке С перед гидравлическим цилиндром G, шпиндель В, установленный в отливке С, с прикрепленным к нему барабаном А.
Фиг.6 изображает главным образом вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны шпиндель В, установленный в отливке С, тормозной шкивной барабан BE, прикрепленный к задней поверхности шпинделя В, концевая пластина АР, гидравлические распределительные пластины AY, прикрепленные к задней поверхности отливки С, ведущий вал сервоприводного двигателя АК с прикрепленным к нему шкивом, изображенным перед плитой AZ для установки двигателя, плита AZ для установки двигателя, установленная в задней части отливки С, и линейные направляющие ВН.
Фиг.7 изображает гидравлический цилиндр G.
Фиг.8 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны шпиндель В с установленными в нем коническими втулками F, подшипник D, коническая втулка ВО и гидравлический цилиндр G с расположенным в нем коническим стопорным штифтом Е.
Фиг.9 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны барабан А с прикрепленными к его задней поверхности цилиндрами L, трубки AS, подшипники D, концевая пластина ВС и концевая пластина АР.
Фиг.10 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором показаны барабан А с прикрепленными к его задней поверхности цилиндрами L и гнездо Н под инструментальную головку, в передней части которого установлено резьбовое стопорное кольцо Q.
Фиг.11 изображает вид спереди и сбоку гидравлического цилиндра L.
Фиг.12 изображает увеличенный вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки, изображенной на фиг.1 и 2, в частично собранном виде, на котором показаны барабан А с прикрепленным к нему блоком AR коллектора охладителя и установленными внутри него коническими втулками КВ.
Фиг.13 изображает вид сзади и сбоку гнезда Н под инструментальную головку, конических втулок KB и гидравлического цилиндра L (частично собранного) в состоянии, в котором они были бы собраны в барабане А, при этом сам барабан А, располагаемый между ними, не показан.
Фиг.14 изображает гнездо Н под инструментальную головку, при этом основной корпус AU гнезда изображен прозрачным.
Фиг.15 изображает вид сзади фрезерной инструментальной головки с функцией вращения инструмента и вид спереди гнезда Н под инструментальную головку, которые показывают конфигурацию LC для размещения и присоединения.
Фиг.16 изображает вид спереди и сбоку приводного узла W шпинделя и пошагового перемещения.
Фиг.17 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором главным образом показан приводной узел W шпинделя и пошагового перемещения, размещенный на линейных направляющих ВН, установленных в отливке С, при этом основной корпус AW узла не показан. На данном чертеже также показаны серводвигатель AD, поликлиновый ремень АС, гидравлические распределительные пластины AY, шпиндель В, барабан А, гидравлический цилиндр L и положение VA.
Фиг.18 изображает увеличенный фрагмент фиг.17, показывающий нижнюю часть приводного узла W шпинделя и пошагового перемещения и заднюю часть гнезда Н под инструментальную головку, при этом основной корпус AU гнезда установлен в барабане А.
Фиг.19 изображает вид спереди приводного узла АЕ пошагового перемещения.
Фиг.20 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором главным образом показан приводной узел АЕ пошагового перемещения, размещенный на соответствующих ему линейных направляющих ВН, установленных на отливке С, при этом основной корпус АХ узла не показан. На данном чертеже также показаны гидравлические распределительные пластины AY, гидравлический цилиндр L, барабан А, гнездо Н под инструментальную головку с его основным корпусом AU и положение VB.
Фиг.21 изображает вид сзади и сбоку универсальной системы крепления инструмента для центра механической обработки, показанной на фиг.1 и 2, в частично собранном виде, на котором главным образом показан магнитный тормозной барабанный узел, установленный на стержнях АО, размещенных на гидравлических распределительных пластинах AY, установленных на задней поверхности отливки С. На данном чертеже также показаны в собранном виде тормозной шкивной барабан BE, поликлиновый ремень AJ, сервоприводной двигатель АК и трубка BW для охладителя.
Фиг.22 изображает вид сзади и сбоку диска ЕА для распределения охладителя.
Фиг.23 изображает режущую головку М1.
Фиг.24 изображает отрезную головку М2.
Фиг.25 изображает 90-градусную фрезерную головку М3.
Фиг.26 изображает режущую головку М4.
Фиг.27 изображает фрезерную головку М5.
Фиг.28 изображает токарную головку М6.
Фиг.29 изображает фрезерную головку М7.
Фиг.30 изображает многоинструментальную головку М8.
Фиг.31 изображает вид спереди и сбоку универсальной системы крепления инструмента для центра механической обработки с инструментами FA, установленными в соответствующих держателях, которые показаны прикрепленными к боковой поверхности барабана А.
Фиг.32 изображает вид спереди и сбоку модифицированного варианта выполнения барабана А, в котором гнезда под инструментальную головку установлены на передней поверхности барабана А и на его периферии.
Фиг.33 изображает вид спереди и сбоку многорезцовой токарной головки М9.
Фиг.34 изображает вид спереди и сбоку многорезцовой токарной головки М9.
Фиг.35 изображает вид снизу и сбоку многорезцовой токарной головки М9, показанной на фиг.33 и 34, в частично собранном виде, на котором показаны стойка СЕ, винт CQ для вертикальной регулировки стоек, Т-образный блок СС и регулировочный винт Cl.
Фиг.36 изображает вид спереди и сбоку многорезцовой токарной головки М9, на которой установлены удерживающее кольцо CS и винты СТ.
Фиг.37 изображает вид спереди и сбоку многорезцовой токарной головки М9, на которой установлены удерживающее кольцо CS, упрочняющая стойка CV, винты СТ и винты CU.
Фиг.38 иллюстрирует результат обтачивания различных диаметров на детали или заготовке, в которой за один проход многорезцовой токарной головки М9 создают в продольном направлении ступенчатый профиль с различными уменьшающимися диаметрами.
Фиг.39 иллюстрирует результат операции обдирки прутков, выполненной на детали или заготовке при помощи многорезцовой токарной головки М9.
Фиг.45 изображает вид спереди и сбоку многорезцовой расточной головки М10.
Фиг.46 изображает вид спереди и сбоку многорезцовой расточной головки М10.
Фиг.47 изображает вид спереди и сбоку многорезцовой расточной головки М10 с узлом удерживающего кольца, который содержит удерживающее кольцо DH, кронштейны DI борштанги и винты, удерживающие все указанные элементы прикрепленными к борштангам.
Фиг.48 изображает вид спереди и сбоку многорезцовой головки М10, показанной на фиг.45 и 46, в частично собранном виде, на котором показаны Т-образный блок CL, держатель DA борштанги и потайные виты DD.
Фиг.49 изображает вид снизу и сбоку многорезцовой головки М10, показанной на фиг.45 и 46, в частично собранном виде, на котором показаны Т-образный блок CL, регулировочный винт CD, держатель DA борштанги, потайные винты DD, пластина DB вертикальной регулировки и винт DC вертикальной регулировки.
Фиг.50 иллюстрирует результат растачивания различных диаметров в детали или заготовке, в которой за один проход многорезцовой расточной головки М10 создают в продольном направлении ступенчатый профиль каналов с различными увеличивающимися диаметрами.
Фиг.51 иллюстрирует результат операции обдирки канала, выполненной в детали или заготовке при помощи многорезцовой расточной головки М10.
Фиг.52 изображает вид с торца универсальной системы крепления инструмента для центра механической обработки, к которой прикреплены инструментальные головки и которая установлена на примерной конструкции токарного станка с ЧПУ. В данном случае указанная система размещена на линейных направляющих IE на расстоянии от передней бабки и прикрепленного зажимного патрона заготовки.
Фиг.53 изображает тот же вид, что показан на фиг.52, за исключением того, что на универсальной системе крепления инструмента не прикреплены и не установлены инструментальные головки.
Фиг.54 изображает вид с торца универсальной системы крепления инструмента для центра механической обработки, на которой прикреплены и установлены инструментальные головки, в конструкции токарного станка с ЧПУ. В данном случае указанная система размещена на линейных направляющих IE так, что концевая кромка инструмента, установленного в инструментальной головке в положении VA (указанная головка расположена на минимальном расстоянии от зажимного патрона заготовки и передней бабки), находится на оси поворота указанных патрона и бабки.
Фиг.55 изображает вид с торца универсальной системы крепления инструмента для центра механической обработки, на которой прикреплены и установлены инструментальные головки, в конструкции токарного станка с ЧПУ. В данном случае указанная система размещена на линейных направляющих так, что ось поворота головки в положении VA находится на оси поворота зажимного патрона заготовки и передней бабки.
Фиг.56 изображает вид с переднего торца системы, показанной на фиг.55.
Фиг.57 изображает вид с торца универсальной системы крепления инструмента для центра механической обработки, которая установлена в конструкции токарного станка с ЧПУ и в которой один из дополнительных инструментов установлен в положении механической обработки.
Другой вариант выполнения многорезцовой токарной головки М9 описан со ссылкой на фиг.40-43, на которых:
Фиг.40 изображает вид спереди и сбоку многорезцовой токарной головки М9.
Фиг.41 изображает вид спереди и сбоку многорезцовой токарной головки М9.
Фиг.42 изображает вид спереди и сбоку многорезцовой токарной головки М9, на котором основной кожух GA и инструменты GK не показаны для более подробного изображения внутренних компонентов головки.
Фиг.43 изображает сборочный узел из всех компонентов, необходимых для установки дополнительного инструмента GI в конический паз GB, а также изображает компоненты, применяемые для регулировки радиального прохода инструмента GI.
Еще один вариант выполнения многорезцовой токарной головки М9 описан со ссылкой на фиг.44, при этом:
Фиг.44 изображает вид спереди и сбоку многорезцовой токарной головки М9.
В варианте выполнения универсальной системы крепления инструмента для центра механической обработки, изображенной на фиг.1, 2, 3 и 3А, имеется 7 основных узлов, а именно гидравлический цилиндр G, блоки AR коллектора охладителя, гидравлический цилиндр L, гнездо Н под инструментальную головку, приводной узел W шпинделя и пошагового перемещения, приводной узел АЕ пошагового перемещения и магнитный тормозной барабанный узел. Кроме того, имеется 13 основных компонентов, а именно барабан А, шпиндель В, отливка С, сервоприводной двигатель АК, линейные направляющие ВН, серводвигатель AD, гидравлические распределительные пластины AY, тормозной шкивной барабан BE, стержни АО, трубки AS, концевая пластина АР, концевая пластина ВС и крышка BJ из листового металла. В гнездах Н под инструментальную головку в указанной системе закрепляют и устанавливают, а также переставляют инструментальные головки. Указанные головки изображены на фиг.23-30, 33-44 и 45-51. Может быть спроектирован и изготовлен выбранный набор из данных инструментальных головок, в который могут входить головки следующих типов, показанных в 10 узлах: режущая инструментальная головка М1, отрезная головка М2, 90-градусная фрезерная головка М3, режущая инструментальная головка М4, фрезерная головка М5, токарная головка М6, фрезерная головка М7, многоинструментальная головка М8, многорезцовая токарная головка М9 и многорезцовая расточная головка М10. Все указанные компоненты изготовлены из подходящего металла или материала, который полностью удовлетворяет конструктивным требованиям, предъявляемым к универсальной системе крепления инструмента для центра механической обработки. Указанная система может содержать более одного из вышеперечисленных компонентов и узлов.
Вариант выполнения универсальной системы крепления инструмента для центра механической обработки также изображен установленным в конструкции токарного станка с ЧПУ на фиг.52-57, где показаны следующие компоненты и узлы: основание IA, передняя бабка IB, зажимной патрон IC заготовки, линейная направляющая ID, линейная направляющая IЕ, каретка IF и универсальная система крепления инструмента для центра механической обработки. Отливка С указанной системы представляет собой основной корпус всего узла, изображенного на фиг.1, 2, 3 и 3А, в котором и на котором объединены воедино все другие компоненты и подузлы. Ниже приведено описание некоторых особенностей отливки С. Имеется главное отверстие BQ, которое проходит через отливку С и в котором установлен шпиндель В, при этом в передней и задней поверхностях отливки С имеются две полости для установки подшипников D. На задней поверхности отливки С выполнено отверстие ВК, предназначенное для установки сервоприводного двигателя АК, при этом по двум окружностям расчетного диаметра относительно центра главного центрального отверстия BQ для установки шпинделя В выполнено несколько отверстий, расположенных произвольным образом или с равным разнесением. Указанные отверстия служат для крепления гидравлических распределительных пластин AY к задней поверхности отливки С (окружность под отверстия представляет собой окружность, заданную положением отверстия (положениями отверстий), при этом центр каждого отверстия расположен на указанной окружности). На задней поверхности отливки С выполнены отверстия BR, расположенные произвольным образом или с равным разнесением по двум окружностям расчетного диаметра относительно центра главного отверстия BQ. Указанные отверстия BR проходят внутри отливки С до гидравлических цилиндров G, установленных на передней поверхности указанной отливки С.
На передней поверхности отливки С выполнены отверстия ВР, расположенные произвольным образом или с равным разнесением по окружности расчетного диаметра относительно центра главного отверстия BQ, выполненного в отливке С. В указанных отверстиях ВР установлен гидравлический цилиндр G. Кроме того, перед отверстием (отверстиями) ВР выполнено резьбовое отверстие BS в виде круглой полости, в наружном диаметре которого выполнена резьба и перед которым расположено отверстие для установки конических втулок ВО. На верхней части отливки С расположены направляющие для линейных направляющих ВН. Ссылка сделана главным образом на фиг.4, 5 и 6. Гидравлический цилиндр G совместно с установленным в нем коническим стопорным штифтом Е служит для блокирования поворотного перемещения шпинделя В и соединенного с ним барабана А. Гидравлический цилиндр G содержит три основных компонента, а именно гидравлический цилиндр ВМ, конический стопорный штифт Е, а также удерживающие их вместе гидравлическую заглушку и винт BN. Конический стопорный штифт Е также известен как поршень, сужающийся на том конце, где он выходит из гидравлического цилиндра G. В отверстии (отверстиях) ВР, выполненном в отливке С, установлены один или более гидравлических цилиндров G, перед каждым из которых установлена коническая втулка ВО.
Коническое отверстие, выполненное во втулке ВО, соответствует конусу задней половины штифта Е. Гидравлический цилиндр G закреплен в отверстии (отверстиях) ВР при помощи резьбы, выполненной на концевом винте BN, который соответствующим образом затягивается в резьбовом отверстии BS, выполненном в отливке С. Цилиндр G работает под воздействием гидравлической среды, которая может содержать воздух и гидравлическую текучую среду. В цилиндр(ы) G подается гидравлическая среда, которая протекает через отверстия BR, проходящие от задней поверхности отливки С к местоположению закрепленного цилиндра G. Ссылка сделана главным образом на фиг.4, 5 и 7. Шпиндель В установлен в главном отверстии BQ, выполненном в отливке С, и проходит в подшипники D. Шпиндель В изготовлен в виде цельного элемента и имеет три основных круглых прилива разного диаметра. В переднем приливе расположены конические втулки F и отверстия ВХ, при этом его передняя поверхность и конусный участок ВА служат для установки барабана А.
Средний прилив посажен в отливку С, при этом задний прилив выходит из заднего конца отливки С на конце ВВ. Кроме того, на заднем приливе выполнена резьба, запирающая шпиндель В в отливке С с установленными на нем концевой пластиной ВС и тормозным шкивным барабаном BE. Центральная часть шпинделя В выполнена полой с обеспечением удаления ненужного материала и обеспечения пространства для установки дополнительных компонентов, в том числе трубок AS. Благодаря тому, что подшипники D установлены в соответствующих гнездах, выполненных в передней и задней поверхностях отливки С, а шпиндель В установлен в подшипниках D, обеспечивается возможность свободного вращения шпинделя В в указанных подшипниках и его запирание на месте в отливке С при помощи гаек подшипника, расположенных в задней части шпинделя В, по их резьбе на конце ВВ, причем при соответствующем затягивании в подшипниках отсутствует зазор, что ограничивает любое боковое и осевое перемещение шпинделя В и обеспечивает узел с нулевым зазором. На поверхности BG шпинделя В, в предназначенных для этого отверстиях, установлены конические втулки F. Указанные отверстия расположены таким же произвольным образом или с таким же равным разнесением по окружности такого же диаметра, что и все отверстия ВР, выполненные в отливке С, при этом конические втулки ВО установлены перед отверстиями ВР таким образом, что оба конуса во втулках F и ВО выровнены по одной линии, так что конический стопорный штифт Е может взаимодействовать с ними и запирать шпиндель В с предотвращением его поворота. Коническое отверстие, выполненное в конической втулке F, соответствует конусности передней половины конуса стопорного штифта Е. Когда шпиндель В занимает надлежащее угловое положение относительно отливки С, происходит его запирание на месте путем приведения в действие гидравлического цилиндра G, толкающего штифт Е в коническую втулку F с приведением их во взаимодействие. Когда штифт Е перемещается в состояние взаимодействия, он запирает переднюю половину конуса штифта Е в конической втулке F, установленной в шпинделе В. При этом задняя половина конуса конического стопорного штифта Е заперта в конической втулке ВО, установленной в отливке С перед гидравлическим цилиндром G. Это блокирует шпиндель В в определенном угловом положении с нулевым зазором и ограничивает его поворотное перемещение во всех направлениях. Для предотвращения полного запирания конических штифтов Е при их введении во втулки F и ВО имеется концевой ограничитель, размещенный в нижней части отверстия, в котором установлена втулка F, так что концевая поверхность каждого штифта Е будет сталкиваться с указанным ограничителем. Для выведения конического стопорного штифта Е из взаимодействия с конической втулкой F, выполняют то же самое в обратной последовательности, так что конец штифта Е освобождается от конца втулки F. При этом выходе из взаимодействия происходит высвобождение шпинделя В, так что он снова может свободно поворачиваться в направлении по часовой стрелке и против часовой стрелки. Ссылка сделана главным образом на фиг.4, 5, 6, 8 и 9.
На передней поверхности шпинделя В установлен барабан А. Барабан А представляет собой прецизионный делительный барабан, который служит для удерживания в нем и на нем гнезда (гнезд) Н под инструментальную головку, гидравлического цилиндра (цилиндров) L, блоков AR коллектора охладителя и системы распределения охладителя. Основная задача барабана А заключается в выполняемом при необходимости пошаговом перемещении в положение VA инструментальных головок, закрепленных и установленных в гнездах Н в барабане А, а также любого другого инструмента, установленного в барабане А на любой его поверхности и в любой конфигурации. Барабан А выполнен в виде круглого диска из твердого материала, и его основными конструктивными особенностями являются отверстие (отверстия) AQ, отверстие (отверстия) ВТ для конических штифтов J, отверстия для подачи охладителя, выполненные внутри барабана А, отверстия для выпуска охладителя, отверстие (отверстия) с зазором под втулку KB, коническое отверстие с коническим участком BU на задней поверхности барабана А, дисковое отверстие для распределения охладителя, а также несколько установочных отверстий, предназначенных для присоединения других компонентов и узлов. Барабан А прикреплен к шпинделю В при помощи конического отверстия с коническим участком BU на задней поверхности барабана А, устанавливаемого на переднюю поверхность шпинделя В и конический участок ВА, что приводит к соединению двух сопрягаемых конических участков и поверхностей. Барабан А закреплен в шпинделе В при помощи винтов и других дополнительных способов крепления, обеспечивающих надлежащее закрепление в заданном положении. Поскольку шпиндель В и барабан А соединены вместе, то при повороте шпинделя В барабан А поворачивается вместе с ним. В барабане А выполнены ступенчатые отверстия AQ, при этом отверстие с наименьшим диаметром, входящее в состав ступенчатого отверстия AQ, проходит через барабан А насквозь. Каждое отверстие AQ расположено на окружности расчетного диаметра относительно центра барабана А. Предпочтительно все отверстия AQ расположены произвольным образом или с равным разнесением по окружности одного диаметра относительно центра барабана А. От задней поверхности барабана А проходит глухое отверстие BD, выполненное в задней части отверстия (отверстий) AQ и предназначенное для содействия запиранию гнезд Н в барабане А. По окружности расчетного диаметра относительно центра отверстия AQ произвольным образом или с равным разнесением расположены ступенчатые отверстия ВТ, при этом отверстие с наименьшим диаметром, входящее в состав ступенчатого отверстия ВТ, проходит через барабан А насквозь. Через отверстия ВТ проходят перемещающиеся в них конические штифты J. Ссылка сделана главным образом на фиг.5, 8, 10 и 18.
В барабане А также может быть установлен любой дополнительный инструмент FA или инструменты FA путем его или их непосредственного прикрепления или прикрепления с помощью вспомогательных приспособлений к барабану, в барабан или на любую поверхность барабана в любой конфигурации. Кроме того, барабан А выполняет пошаговое перемещение любого дополнительно установленного инструмента или инструментов. Используемые инструменты могут быть выбраны из большой группы инструментов, к которым относятся сверла, фрезы, отрезные резцы, токарные инструменты, борштанги, фасонные инструменты, специальные инструменты и любые другие режущие инструменты. Ссылка сделана на фиг.31. В барабане А выполнено несколько отверстий для подачи охладителя, которые проходят от его центра до выпускных отверстий рядом с каждым отверстием AQ. Через выпускные отверстия охладитель течет к блокам AR коллектора охладителя. На фиг.12 видно отверстие с зазором, которое входит в состав ступенчатого отверстия ВТ и в котором расположена и установлена коническая втулка КВ. Кроме того, в средней от передней поверхности части барабана А выполнено отверстие для установки диска ЕА для распределения охладителя. На задней поверхности барабана А установлен гидравлический цилиндр L, который прикреплен к ней путем соответствующего затягивания расположенных в нем винтов, при этом наружный диаметр цилиндра отцентрирован относительно отверстия (отверстий) AQ. Гидравлический цилиндр L служит для запирания гнезда Н в определенном угловом положении при выполнении обработки и его отпирания с обеспечением свободного поворачивания при операциях пошагового перемещения. Цилиндр L может быть приведен в действие при помощи различных сред, которые могут содержать воздух и гидравлическую текучую среду, подаваемые по трубкам AS, проходящим внутри шпинделя В через прилив большого диаметра, из которого они выходят у отверстия ВХ. Отсюда среда подается непосредственно в гидравлический цилиндр L. Ссылка сделана главным образом на фиг.5, 8, 9, 10, 11 и 12.
Основными компонентами гидравлического цилиндра L являются задняя пластина, внутренний цилиндр, наружный цилиндр, передняя пластина, поршень, конические штифты J и пружины. Эти компоненты образуют основную часть узла цилиндра L, при этом гидравлический плунжер в цилиндре L представлен коническими штифтами J, которые установлены и соответственно прикреплены к поршню винтами по окружности расчетного диаметра относительно центра поршня произвольным образом или с равным разнесением. Конические штифты J расположены по окружности такого же расчетного диаметра и таким же произвольным образом или с таким же равным разнесением, что и все ступенчатые отверстия ВТ, выполненные в барабане А. Когда поршень, расположенный в цилиндре L, перемещается в состояние взаимодействия, он блокирует переднюю половину конусного участка штифта J в конической втулке КА, установленной в задней части гнезда Н под инструментальную головку. При этом происходит запирание задней половины конусного участка штифта J в конической втулке KB, установленной в барабане А. Это приводит к блокированию гнезда Н на месте в барабане А с обеспечением ограничения поворотного перемещения во всех направлениях и отсутствия зазора для поворота указанного гнезда. Для предотвращения полного запирания конических штифтов J при их введении во втулки КА и KB, имеется концевой ограничитель, размещенный в нижней части отверстия, в котором установлена втулка КА, так что концевая поверхность каждого из штифтов J будет сталкиваться с указанным ограничителем. Пружины давят на заднюю часть поршня и упираются в заднюю пластину цилиндров L с обеспечением содействия введению конических штифтов J во втулки КА и КВ. Кроме того, в середине гидравлического цилиндра L выполнено отверстие с зазором, обеспечивающее возможность размещения и вращения в нем вала основного корпуса AU гнезда Н. Ссылка сделана главным образом на фиг.11, 12, 13 и 14.
На передней поверхности барабана А, в отверстии (отверстиях) AQ установлено гнездо Н под инструментальную головку. Указанное гнездо Н представляет собой платформу, служащую для прикрепления и установки, а также перестановки инструментальных головок при помощи охватываемой части конфигурации для размещения и присоединения, расположенной на передней поверхности гнезда. Гнездо Н также используется для кругового пошагового перемещения закрепленных и установленных в нем инструментальных головок при помощи зубьев НА шестерни и трансмиссионного приводного вала S, установленного в середине гнезда с обеспечением перемещения всех инструментов с механическим приводом, размещенных в инструментальной головке, то есть головке с функцией вращения инструмента. Гнездо Н содержит один или более основных компонентов, а именно основной корпус AU, коническую втулку КА, подшипники I, гайки AT подшипника, резьбовое стопорное кольцо Q, центровочные штифты О, подшипники Т, трансмиссионный приводной вал S, и гайки AV подшипника.
Гнездо Н установлено и закреплено в барабане А и поворачивается в подшипниках I. Гнездо Н прикреплено к барабану А путем соответствующего затягивания гаек AT подшипника на задней части гнезда Н по резьбе, выполненной на задней поверхности основного корпуса AU указанного гнезда Н, что приводит к выдвижению задних подшипников I, расположенных на гнезде Н, в глухое отверстие BD на задней поверхности барабана А, в результате чего обеспечивается удерживание гнезда Н на месте в барабане А и устранение зазора в подшипниках, что обеспечивает получение узла с нулевым зазором и отсутствием бокового и осевого перемещения гнезда Н. При установке гнезда Н в барабане А оно может свободно поворачиваться в подшипниках 1 в направлении по часовой стрелке и против часовой стрелки, но не может перемещаться вглубь своего установочного отверстия или выходить из него. Ссылка сделана главным образом на фиг.3А, 5, 14 и 15. Конические втулки КА установлены в отверстиях, выполненных на задней поверхности основного корпуса AU гнезда Н и расположенных по окружности такого же диаметра и таким же произвольным образом или с таким же разнесением, что и все ступенчатые отверстия ВТ, выполненные в барабане А, при этом конические втулки KB установлены в отверстии большего диаметра, входящего в состав отверстия ВТ, выполненного в барабане А, так что оба конических участка втулок КА и KB расположены на одной линии. Это обеспечивает возможность введения в них конических штифтов J под действием цилиндра L и блокирование поворотного перемещения гнезда Н, установленного в барабане А. Коническое отверстие, выполненное во втулке КА, соответствует конусности передней половины конического участка штифта J. Ссылка сделана главным образом на фиг.12, 13 и 14. В середине корпуса AU гнезда Н выполнено отверстие, в котором установлен трансмиссионный приводной вал S. Указанный вал проходит в подшипники Т и заперт в корпусе AU гнезда Н при помощи гаек AV подшипника. Ссылка сделана главным образом на фиг.3А и 14.
В нижней части фиг.15 изображен вид спереди гнезда Н под инструментальную головку. На чертеже видна охватываемая часть конфигурации для размещения и присоединения, которая содержит центровочные штифты О, установленные на передней поверхности основного корпуса AU, и выступающий прилив, на котором выполнен наружный конический участок N, а также резьбовое стопорное кольцо Q. Указанное кольцо, установленное на передней поверхности гнезда под инструментальную головку, удерживается в заданном положении так, что оно может поворачиваться в направлении по часовой стрелке и против часовой стрелки, но не может перемещаться к узлу или от него. На внутренней поверхности стопорного кольца Q выполнена резьба, служащая для запирания и удерживания всех инструментальных головок в гнезде Н. В гнезде Н установлен вал S, на переднем конце которого выполнены шлицы ХС. На заднем конце указанного вала S выполнены внутренние шлицы ХВ. На задней части основного корпуса AU гнезда Н установлена зубчатая шестерня НА, служащая для кругового пошагового перемещения указанного гнезда Н в подшипниках 1 в направлении по часовой стрелке и против часовой стрелки. Ссылка сделана главным образом на фиг.3А, 14 и 15.
Благодаря коническим стопорным штифтам Е и коническим втулкам F и ВО между шпинделем В и отливкой С образуется большая поверхностная зона конусного запирающего контакта с нулевым зазором, что ограничивает их взаимное поворотное перемещение. Благодаря коническим штифтам J и коническим втулкам КА и KB между барабаном А и гнездом Н образуется большая поверхностная зона конусного запирающего контакта с нулевым зазором, что ограничивает их взаимное поворотное перемещение. Зазор между подшипниками D и I также устраняется путем затягивания гаек подшипника с обеспечением исключения любого осевого и бокового перемещения из указанных подшипников. Указанные три основных фактора обеспечивают получение неразъемного жесткого узла, который противостоит вибрации и силам, возникающим в процессе резания и механической обработки, с обеспечением увеличения срока службы инструментов, повышения качества обработки поверхности и точности обработки компонентов.
Приводной узел W шпинделя и пошагового перемещения служит для выполнения пошагового перемещения и приведения в действие шпинделя для любой инструментальной головки, закрепленной и установленной в гнезде (гнездах) Н, которое в свою очередь установлено в барабане А, в положении VA. После закрепления и установки инструментальных головок вместе с установленными на них инструментами в гнездах под инструментальную головку универсальной системы крепления инструмента для механической обработки компонентов и заготовок может использоваться широкий набор инструментов. Данные инструменты выборочно устанавливают в положение механической обработки, при этом сначала инструментальную головку вместе с установленным на ней выбранным инструментом пошагово перемещают к положению VA при помощи барабана А, а затем выполняют пошаговое перемещение инструментальной головки в положении VA при помощи приводного узла W с обеспечением перемещения выбранного инструмента в угловое положение, соответствующее положению механической обработки. Положение механической обработки представляет собой положение, в которое инструмент устанавливается для начала выполнения операций механической обработки, причем данный инструмент расположен ближе всего к шпинделю передней бабки, а зажимной патрон параллелен центральной линии, проходящей по оси вращения указанного шпинделя и оси вращения гнезда Н, так что кромка или центр инструмента расположен(а) на центральной линии.
Работа приводного узла W по приведению в действие шпинделя обеспечивает инструментальные головки с функцией вращения инструмента, расположенные в положении VA, средствами приведения в действие инструментов, установленных в указанных головках, со скоростями механической обработки, при этом вал S, расположенный в гнездах Н, обеспечивает средство приводного соединения между указанной инструментальной головкой и узлом W. Приведение в действие шпинделя и выполнение пошагового перемещения достигаются путем перемещения указанного узла W, входящего в гнездо Н с обеспечением взаимодействия с ним, при помощи шарикового винта АВ, шкивов, поликлинового ремня АС, линейных направляющих ВН и серводвигателя AD. Приводной узел W установлен на линейных направляющих ВН, расположенных под ним и установленных на боковой поверхности отливки С так, что они проходят перпендикулярно задней поверхности барабана А. Приводной узел W содержит основной корпус AW, в котором и на котором установлены все его компоненты, а именно передняя пластина и концевая пластина, серводвигатель Y, шкив, вал АА, подшипники, поликлиновый ремень Z, шариковый винт АВ, а также вал с выполненными в нем шлицами ХА. Серводвигатель Y установлен в полости, выполненной в задней части основного корпуса AW, и прикреплен к внутренней стенке в указанном корпусе AW, при этом приводной вал двигателя проходит через указанную внутреннюю стенку. На приводном валу серводвигателя Y, перед полостью корпуса AW установлен шкив. В нижней части корпуса AW выполнено отверстие для установки вала АА и его подшипников. При установке подшипников и вала АА в указанном отверстии вал вращается в подшипниках либо по часовой стрелке, либо против часовой стрелки. Перед валом АА установлена зубчатая шестерня НВ, в центре которой выполнено отверстие, в котором установлен вал со шлицами ХА, причем все указанные компоненты закреплены и заблокированы на месте в указанном отверстии. В среднюю часть вала АА встроен шкив.
Вал АА приводится во вращение путем активации серводвигателя Y, который представляет собой двигатель с ЧПУ и соединен с главным блоком управления станком, благодаря чему обеспечивается вращение шкива на валу двигателя и шкива на валу АА вследствие их соединения при помощи поликлинового ремня Z.
Приводной узел W перемещается вдоль линейных направляющих ВН в направлении к барабану А и от него при помощи шарикового винта АВ, поворачивающегося в направлении по часовой стрелке или против часовой стрелки в его установочном блоке, который закреплен в канале, являющемся частью наружной поверхности основного корпуса AW указанного узла W. Шариковый винт АВ приводится в действие серводвигателем AD, приводящим в действие шкив, установленный на приводном валу указанного двигателя, в результате чего при помощи поликлинового ремня АС приводится в действие шкив, установленный на конце шарикового винта. Серводвигатель AD представляет собой двигатель с ЧПУ и соединен с главным блоком управления станков. Серводвигатель AD установлен на регулировочной раме, которая прикреплена к верхней части отливки С и регулирует натяжение поликлинового ремня АС. Шариковый винт АВ прикреплен к гидравлической распределительной пластине AY, расположенной в задней части отливки С, причем указанный винт может свободно поворачиваться в подшипниках в направлении по часовой стрелке или против часовой стрелки, но не может перемещаться от указанной пластины AY. После установки всех компонентов в приводном узле W основной корпус AW закрывают с обоих концов передней пластиной и концевой пластиной, которые закрепляют соответствующим образом при помощи винтов. Ссылка сделана главным образом на фиг.3, 6, 16, 17 и 18.
Приводной узел АЕ пошагового перемещения служит в качестве блока предварительного пошагового перемещения, обеспечивающего выполнение предварительного пошагового перемещения любой инструментальной головки, закрепленной и установленной в гнезде (гнездах) Н, расположенном в барабане А, в положение VB. Предварительное пошаговое перемещение выполняют в положении VB таким образом, что необходимый инструмент, установленный в головке, которая закреплена и установлена в гнезде Н в положении VB, пошагово перемещается так, что при пошаговом перемещении барабана А он оказывается в положении механической обработки при достижении соответствующим ему гнездом Н положения VA. Это позволяет немедленно приступить к механической обработке заготовки или детали при помощи указанного инструмента. Указанный процесс происходит вследствие перемещения приводного узла АЕ, введенного в гнездо Н, находящееся в положении VB, при помощи гидравлического цилиндра AF и линейных направляющих ВН. Указанный узел АЕ установлен на линейных направляющих ВН, расположенных под ним и установленных в верхней части отливки С так, что они проходят перпендикулярно боковой поверхности барабана А.
Путем модификации и использования дополнительных компонентов приводной узел АЕ пошагового перемещения может быть преобразован в еще один приводной узел W шпинделя и пошагового перемещения. Указанный узел АЕ содержит основной корпус АХ, в котором установлены все его компоненты, а именно передняя пластина, концевая пластина, серводвигатель AG, вал АН, шкивы, подшипники, поликлиновый ремень АI, гидравлический цилиндр AF и блоки коллектора для впускных и выпускных гидравлических трубок. Серводвигатель AG установлен в полости, расположенной в задней части основного корпуса АХ, и прикреплен к внутренней стенке в указанном корпусе АХ, при этом приводной вал двигателей проходит через указанную внутреннюю стенку. На конце приводного вала двигателей перед полостью корпуса АХ установлен шкив. В корпусе АХ узла АЕ, как показано на фиг.20, расположен вал АН, в который встроен шкив. Указанный вал вращается в подшипниках в направлении либо по часовой стрелке, либо против часовой стрелки, причем перед валом расположена зубчатая шестерня НС. Вал АН приводится во вращение путем активации серводвигателя AG, который представляет собой электродвигатель с ЧПУ и соединен с главным блоком управления станков, благодаря чему обеспечивается вращение шкива на валу двигателя и шкива на валу АН вследствие их соединения при помощи АI. Приводной узел АЕ перемещается вдоль линейных направляющих ВН в направлении к барабану А или от него под воздействием гидравлического цилиндра AF. Цилиндр AF установлен в корпусе АХ с его задней стороны и приводится в действие при помощи разнообразных сред, которые могут содержать воздух и гидравлическую текучую среду. Выбранная среда подается в цилиндр AF и выводится из него при помощи впускных и выпускных гидравлических трубок, соединенных с блоком коллектора у боковой поверхности корпуса АХ узла. Плунжер гидравлического цилиндра AF прочно соединен с гидравлической распределительной пластиной AY. После установки всех компонентов в приводном узле АЕ основной корпус АХ закрывают с обоих концов передней пластиной и концевой пластиной, которые закрепляют соответствующим образом при помощи винтов. Ссылка сделана главным образом на фиг.3, 6, 19 и 20.
Кроме того, предусмотрено независимое приведение в действие и пошаговое перемещение гнезда (гнезд) Н под инструментальную головку при помощи других средств, содержащих управляемый двигатель, без использования приводного узла W шпинделя и пошагового перемещения и приводного узла АЕ пошагового перемещения. На задней поверхности отливки С установлены две гидравлические распределительные пластины AY. Пластины прикреплены при помощи винтов и штифтов, которые вставлены в указанные пластины и в отверстия, выполненные на задней поверхности отливки С. Пластины имеют ряд отверстий и канавок для проведения гидравлической среды, обеспечивающей работу гидравлического цилиндра G. Подача указанной среды в пластины AY и ее выпуск из нее осуществляется при помощи впускных и выпускных соединительных заглушек, расположенных вблизи верхней части пластины, в максимальной близости к магнитному тормозному барабанному узлу. Поток гидравлической среды, питающей цилиндр(ы) G, регулируется при помощи насоса с ЧПУ, который подает гидравлическую среду по трубкам к впускному и выпускному соединителю, установленному на пластинах AY.
На задней поверхности гидравлических распределительных пластин AY выполнен ряд отверстий, которые точно соответствуют отверстиям BR в отливке С, так что когда указанные пластины прикреплены к отливке С, указанные отверстия расположены на одной линии. Под действием насоса с ЧПУ гидравлическая среда поступает по трубкам к впускному и выпускному соединителю на пластинах AY, затем проходит через указанные пластины AY в отверстия BR и достигает цилиндра (цилиндров) G. Средняя часть обеих пластин AY выполнена полой, так что задняя часть шпинделя В на конце ВВ может входить в указанную часть. Сервоприводной двигатель АК представляет собой двигатель с ЧПУ и соединен с главным блоком управления станков, при этом он закреплен на установочной пластине AZ, которая в свою очередь установлена в специальном отверстии ВК в задней части отливки С и прикреплена к ней. Шпиндельный вал двигателя АК проходит через установочную пластину AZ, на которой установлен шкив. Когда шпиндель В заперт на месте в соответствующих подшипниках внутри отливки С, а гидравлические распределительные пластины AY прикреплены к задней поверхности отливки С, на заднюю поверхность шпинделя В у конца ВВ при помощи винтов и шпилек устанавливается тормозной шкивной барабан BE. На конце BF барабана BE, имеющем наибольший диаметр, имеются поликлиновые канавки, причем диаметр барабана уменьшается от указанного конца к средней части. Коническая средняя часть представляет собой коническую тормозную поверхность В1 барабана BE и является тормозной поверхностью для тормозного барабана AL. Шкив барабана BE соединен со шкивом сервоприводного двигателя АК при помощи поликлинового ремня AJ. Для пошагового перемещения барабана А в направлении по часовой стрелке и против часовой стрелки приводятся в действие двигатель АК и соединенный с ним шкив, что обеспечивает приведение в действие шкива барабана BE при помощи ремня AJ.
В задней части пластин AY установлены и закреплены круглые стержни АО, которые произвольно или равномерно разнесены по окружности расчетного диаметра относительно центра отверстий, выполненных в пластинах, и закреплены на месте при помощи затянутых соответствующим образом винтов. На стержни АО посажен магнитный тормозной барабанный узел, основными компонентами которого являются тормозной барабан AL, магнитный тормозной диск AM и концевая пластина AN. Тормозной барабан AL является тормозом для тормозного шкивного барабана BE и установлен на стержнях АО перед поликлиновым ремнем AJ, при этом в средней части тормозного барабана AL выполнено отверстие, имеющее коническую форму и такой же размер, что и коническая тормозная поверхность ВI на барабане BE, так что указанные отверстие и поверхность входят в сопряжение с созданием тормозной поверхности. Следующим компонентом, установленным на стержнях АО, является магнитный тормозной диск AM, который представляет собой узел с ЧПУ. Внутри указанного диска AM расположены магниты, которые приводятся в действие с обеспечением торможения барабана BE и отключаются с обеспечением высвобождения барабана BE, причем управление обоими указанными процессами осуществляется при помощи главного блока управления станков. Диск AM закреплен на месте вблизи тормозного барабана AL, установленного на стержнях АО, так что размещенные в нем магниты могут надлежащим образом воздействовать на тормозной барабан AL с обеспечением его торможения и удерживания на месте. Концевая пластина AN установлена непосредственно на конце стержней АО и закреплена при помощи затянутых соответствующим образом винтов, при этом указанная пластина удерживает в собранном виде магнитный тормозной барабанный узел и стержни АО. Ссылка сделана главным образом на фиг.5, 6 и 21.
К задней поверхности шпинделя В, у конца ВВ прикреплена концевая пластина ВС, в которой выполнен ряд отверстий, проходящих через нее насквозь так, что местоположение всех указанных отверстий соответствует положению трубок AS. Таким образом, трубки AS внутри шпинделя В присоединяются к указанной пластине. Данные трубки являются трубками, обеспечивающими подачу гидравлической среды к цилиндрам L. Концевая пластина ВС прикреплена к шпинделю В при помощи винтов и шпилек. Ссылка сделана главным образом на фиг.5 и 9. К внутренней части концевой пластины AN прикреплена концевая пластина АР, соединенная с концевой пластиной ВС и подающая гидравлическую среду к цилиндру (цилиндрам) L, установленному в задней части барабана А в положении VA и VB. Указанный процесс имеет место, когда концевая пластина АР прикреплена к концевой пластине AN и все время остается неподвижной, тогда как концевая пластина ВС зафиксирована и прикреплена к шпинделю В и вращается вместе с ним с обеспечением контакта концевой пластины АР и концевой пластины ВС при вращении. В пластине АР выполнено четыре отверстия, которые расположены на одной линии и также проходят через концевую пластину AN насквозь. Два из указанных отверстий обеспечивают подачу гидравлической среды в цилиндр L в положении VA, а два других отверстия обеспечивают подачу гидравлической среды в цилиндр L в положении VB.
Когда шпиндель В поворачивается к следующему положению пошагового перемещения, происходит выравнивание отверстий трубок, проходящих к положению VA и положению VB, и подача по ним в цилиндр L гидравлической среды. Положение VA и VB всегда остается постоянным при пошаговом повороте барабана А, изменяется лишь положение гидравлических цилиндров L, поскольку они поворачиваются вместе с барабаном А, и, таким образом, набор цилиндров L, в которые подается гидравлическая среда. Две группы, содержащие по два отверстия, выполненных в концевой пластине AN, соединены с двумя блоками коллектора, которые установлены в ее задней части и в которые по подсоединенным к ним гибким трубкам поступает гидравлическая среда, питающая цилиндр(ы) L. Подача гидравлической среды по гибким трубкам регулируется насосом с ЧПУ, который соединен с главным блоком управления. Каждый блок коллектора может быть запитан независимо от других, что обеспечивает автономную подачу гидравлической среды к каждому из цилиндров L, расположенных в положении VA и VB. Ссылка сделана главным образом на фиг.5, 6, 9, 17, 20 и 21. Описанные ниже инструментальные головки М1-М10 приведены для иллюстрации конструкторской и промышленной линейки головок, которые могут быть прикреплены, установлены и переустановлены в гнездах Н в универсальной системе крепления инструмента для центра механической обработки. Указанные инструментальные головки при необходимости могут быть изготовлены на заказ и переконструированы. В гнездах Н также могут быть закреплены и установлены инструментальные головки, спроектированные и изготовленные на заказ.
Режущая головка М1 предназначена для удерживания режущего инструмента любого типа, требуемого во время механической обработки деталей, установленных в неподвижном положении в соответствующем держателе (держателях), при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Режущая головка не имеет функций вращения установленного в ней инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки, а вместо этого она обеспечивает круговое пошаговое перемещение к следующему или любому другому инструменту, установленному в головке и готовому к началу выполнения операций механической обработки, с использованием приводного узла W для пошагового перемещения указанных инструментов при нахождении в положении VA. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструмент(ы), задействованный в головке, устанавливается по усмотрению оператора. Некоторыми из используемых инструментов могут быть борштанги, канавочные резцы, резьбонарезные инструменты, фасонные инструменты и специальные инструменты. Режущая головка М1 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения. Режущая головка М1 имеет опорное основание, на котором установлены все другие основные компоненты, в том числе держатель инструмента и режущие инструменты.
В верхней части опорного основания выполнено одно или более отверстий, в которые посажены один или более держателей инструмента. В середине нижней части каждого из отверстий под держатель инструмента выполнено выпускное отверстие для охладителя, через которое подается охладитель для инструментов, при этом охладитель подается к инструментам через ряд связующих отверстий, которые проходят к боковой стороне основания, где они снабжаются охладителем при помощи блока коллектора охладителя. В задней части опорного основания расположена охватывающая часть конфигурации LC, которая служит для установки режущей головки М1 в гнездо Н. В отверстиях под держатели инструмента, выполненных в верхней части опорного основания, установлены держатели инструмента. Указанные держатели прикреплены к основанию винтами, затянутыми соответствующим образом, и имеют отверстие, которое проходит точно через центр держателя и служит для размещения инструментов. Все инструменты, установленные в держателе головки, затянуты соответствующим образом при помощи винтов, расположенных по боковой поверхности верхней части держателей инструмента.
В инструментах, устанавливаемых в данной головке, должна быть предусмотрена возможность сквозного прохождения охладителя, подаваемого через отверстия, выполненные в нижней части отверстий под держатели инструмента, хотя также возможно использование инструментов, не предусматривающих сквозного прохождения через них охладителя. Инструменты закупают у различных мировых производителей, причем для концевых режущих пластин различного типа предусмотрены свои собственные держатели. Закупаемые инструменты представлены различными диаметрами и длинами, и выбор инструментов для выполнения механической обработки деталей делает оператор, устанавливающий данную головку. Если диаметр инструмента меньше соответствующего ему установочного отверстия, вокруг инструмента располагают манжету, и затем инструмент вместе с манжетой устанавливают в отверстие под держатель. Ссылка сделана главным образом на фиг.23 и 15.
Отрезная головка М2 предназначена для удерживания в держателе пластинчатых резцов различных типов с достижением функций механической обработки, соответствующих указанным инструментам, при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Отрезная головка не имеет функций вращения установленного в ней инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки, а вместо этого она обеспечивает круговое пошаговое перемещение к следующему или любому другому пластинчатому резцу, установленному в головке и готовому к началу выполнения операций механической обработки, с использованием приводного узла W для пошагового перемещения указанных инструментов при нахождении в положении VA. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Резцы, задействованные в головке, устанавливаются по усмотрению оператора. Отрезная головка М2 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения.
Отрезная головка М2 имеет опорное основание, в котором и на котором установлены все основные компоненты головки, а именно пластинчатый резец и зажимная пластина. В верхней части опорного основания выполнено одно или более отверстий, в которые задвигаются пластинчатые резцы, а также отверстия под винты для прижатия зажимной пластины. В задней части опорного основания расположена охватывающая часть конфигурации LC, которая служит для установки головки М2 в гнездо Н. Пластинчатые резцы устанавливаются в пазы, выполненные в верхней части основания указанной головки, и зажимаются с помощью зажимной пластины (пластин), соответствующим образом затянутой винтами. Установку пластинчатых резцов, применяемых в головке для механической обработки деталей, в пазы основания выполняет оператор. Таким образом, радиус установки пластинчатых резцов относительно центра опорного основания будет меняться. Типы пластинчатых резцов, применяемых в головке, изменяются в зависимости от используемых концевых режущих пластин и размера резцов, закупаемых у мировых поставщиков. Ссылка сделана главным образом на фиг.24 и 15.
Девяностоградусная фрезерная головка М3 предназначена для удерживания в ней сверл и фрез различных типов с достижением функций механической обработки, соответствующих указанным инструментам, при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Указанная фрезерная головка имеет функции вращения установленного в ней инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки при помощи трансмиссионного приводного вала S и приводного узла W шпинделя и пошагового перемещения. При затуплении рабочего режущего инструмента головка М3 совершает круговое пошаговое перемещение к следующему или любому другому инструменту, установленному в ней в положении VA и готовому к началу выполнения операций механической обработки, также при помощи приводного узла W. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструменты), задействованный в головке, устанавливается по усмотрению оператора. Фрезерная головка М3 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения.
Девяностоградусная фрезерная головка М3 имеет опорное основание, в котором и на котором установлены основные компоненты, а именно ведущая шестерня, ведомые шестерни, подшипники, цанга, гайка цанги, передняя пластина, сверла, фрезы, упорный диск и инструменты. В опорном основании выполнено сквозное центральное отверстие, а также одно или более отверстий, которые расположены вблизи передней поверхности под углом 90° к указанному центральному отверстию. В задней части опорного основания расположена охватывающая часть конфигурации LC, служащая для установки головки М3 в гнездо Н. В центральном отверстии основания установлен вал ведущей шестерни, проходящий в подшипники. Спереди на валу ведущей шестерни расположена шестерня, а сзади - вал. Вал ведущей шестерни выступает из задней части основного корпуса фрезерной головки с обеспечением возможности взаимодействия шлицов U, выполненных на задней поверхности вала, со шлицами ХС, выполненными на трансмиссионном приводном валу S. В указанных одном или более отверстиях, расположенных под углом 90° к центральному отверстию основания головки, установлены валы ведомых шестерен, проходящие в подшипники. Сзади на валу (валах) ведомых шестерен расположена шестерня, а спереди - вал. В передней части указанного вала выполнено коническое отверстие под цангу и резьба под гайку цанги. Шестерня на валу (валах) ведомых шестерен соединена с ведущей шестерней, расположенной на валу ведущей шестерни, который приводит один или более валов ведомых шестерен во вращение с заданными скоростями механической обработки, при этом другой конец указанного вала, в котором выполнено отверстие под цангу, выступает наружу из боковой поверхности основного корпуса головки и проходит в подшипники. На передней поверхности отверстий, расположенных под углом 90° к центральному отверстию, на наружном диаметре основного корпуса, установлен упорный диск, который удерживает вал ведомой шестерни на месте внутри указанного корпуса. Цанга установлена в коническом отверстии под цангу, выполненном на конце вала ведомой шестерни.
Указанные цанги производятся компаниями по всему миру и представлены различными размерами и большим диапазоном размеров отверстий под цангу. В центральном отверстии цанги устанавливаются сверла и резцы различных размеров, типов и длины. Применяемые в указанной головке инструменты и цанги выбирает оператор, устанавливающий головку М3, с обеспечением возможности выполнения указанными инструментами механической обработки необходимых деталей. Запирание сверл и резцов в цангах и фрезерных головках обеспечивают гайки цанги, соответствующим образом затянутые по резьбе цанги и расположенные спереди вала ведомой шестерни. В передней полости, выполненной на передней поверхности основного корпуса фрезерной головки, установлена передняя пластина, действующая в качестве уплотнения и крышки. Внутри фрезерной головки М3 имеется смазочное вещество, предназначенное для смазывания всех подвижных компонентов в головке в процессе ее использования при механической обработке. Девяностоградусная фрезерная головка М3 представляет собой узел, уплотненный с обеспечением предотвращения проникновения в него каких-либо загрязнений извне и повреждения под их действием головки. Другой причиной необходимости уплотнения головки является удерживание внутри нее смазки. Ссылка сделана главным образом на фиг.25 и 15.
Режущая головка М4 предназначена для удерживания режущего инструмента любого типа, необходимого при механической обработке деталей, в неподвижном положении в соответствующем держателе, при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Режущая головка не имеет функций вращения установленного в ней инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки, а вместо этого она обеспечивает круговое пошаговое перемещение к следующему или любому другому инструменту, установленному в головке и готовому к началу выполнения операций механической обработки, с использованием приводного узла W для пошагового перемещения указанных инструментов при нахождении в положении VA. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструмент(ы), задействованный в головке, устанавливается по усмотрению оператора с использованием сменных цанг, соответствующих диаметру инструмента. К примерам используемых в головке инструментов относятся сверла, резцы, фасонные инструменты и специальные инструменты. Режущая головка М4 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения. Режущая головка М4 имеет опорное основание, на котором и в котором установлены все другие основные компоненты, а именно держатель цанги, цанга, гайка цанги и инструменты.
В верхней части опорного основания выполнено одно или более отверстий, в которые посажены один или более держателей цанги. В середине нижней части каждого из отверстий под держатель цанги выполнено выпускное отверстие для охладителя, через которое подается охладитель для инструментов, при этом охладитель подается к инструментам через ряд связующих отверстий, которые проходят к боковой стороне основания, где они снабжаются охладителем при помощи блока коллектора охладителя. В задней части головки М4 расположена охватывающая часть конфигурации LC, которая служит для установки режущей головки М4 в гнездо Н. Держатели цанги установлены в отверстия под держатели цанги, выполненные в верхней части опорного основания. Указанные держатели прикреплены к основанию винтами, затянутыми соответствующим образом, и имеют отверстие, которое проходит точно через центр держателя и служит для размещения инструментов. Цанга установлена в коническом отверстии держателя цанги. В отверстиях цанг установлены инструменты, которые могут отличаться по размерам, длинам и типам. Инструменты, устанавливаемые в держатель (держатели) выбирает оператор в зависимости от обрабатываемой детали. Запирание инструментов в цангах и цанговом держателе обеспечивают гайки цанги, соответствующим образом затянутые по резьбе цангового держателя и расположенные спереди держателем цанги. В инструментах, применяемых в головке, должна быть предусмотрена возможность прохождения охладителя, однако также могут использоваться инструменты без такой возможности. Устанавливаемые в данной головке инструменты закреплены в соответствующих им цангах и не поворачиваются, а остаются в неподвижном положении в соответствующих держателях. Ссылка сделана главным образом на фиг.26 и 15.
Фрезерная головка М5 и М7 предназначена для удерживания сверл, фрез и других инструментов различных типов с достижением функций механической обработки, соответствующих указанным инструментам, при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Конструкция фрезерной головки М5 и М7 предусматривает двойную функцию. Первая функция заключается в обеспечении выполнения требуемой операции механической обработки с использованием одного инструмента, а вторая функция заключается в одновременном использовании нескольких инструментов для механической обработки детали с обеспечением выполнения различных операций сверления и нарезания резьбы. Фрезерные головки имеют функции вращения установленного в них инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки, с использованием трансмиссионного приводного вала S и приводного узла W шпинделя и пошагового перемещения. В случае выполнения первой функции, при затуплении рабочего режущего инструмента головка совершает круговое пошаговое перемещение к следующему или любому другому инструменту, установленному в ней в положении VA и готовому к началу выполнения операций механической обработки, при помощи приводного узла W. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструмент(ы), задействованный в головке, устанавливается по усмотрению оператора. Фрезерная головка М5 и М7 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения.
Фрезерная головка М5 и М7 имеет основной корпус, в котором и на котором установлены основные компоненты, а именно вал ведущей шестерни, вал ведомой шестерни, подшипники, цанга, гайка цанги, передняя пластина, шестерни, сверла, фрезы, и инструменты. В основных корпусах выполнено сквозное центральное отверстие, а также одно или более отверстий, которые расположены на передней поверхности указанных корпусов по окружности расчетного диаметра относительно центра корпуса. В задней части каждого из корпусов головки расположена охватывающая часть конфигурации LC, служащая для установки головки М5 и М7 в гнездо Н. В центральном отверстии корпуса установлен вал ведущей шестерни, проходящий в подшипники, причем в средней части указанного вала, на задней поверхности которого выполнены шлицы U, установлена шестерня. Вал ведущей шестерни выступает из заднего конца фрезерных головок с обеспечением возможности взаимодействия шлицов U, выполненных на задней поверхности вала, со шлицами ХС, выполненными на трансмиссионном приводном валу S. В указанных одном или более отверстиях, расположенных на передней поверхности по окружности расчетного диаметра относительно центра основного корпуса, установлен вал(ы) ведомых шестерен, проходящий в подшипники. В средней части вала (валов) ведомых шестерен расположена шестерня, а сам вал имеет резьбу для установки гайки цанги и коническое отверстие под цангу, расположенное на переднем конце указанного вала, выступающем из передней поверхности и основного корпуса головки, при этом на заднем конце указанного вала, установленном в нижнюю часть отверстия под вал ведомой шестерни, выполнена резьба для гайки подшипника. Шестерня на валу ведущей шестерни соединена с шестерней, расположенной на одном или более валах ведомых шестерен, и приводит их во вращение с заданными скоростями механической обработки. На передней поверхности основного корпуса установлена передняя пластина, действующая в качестве уплотнения и крышки. Цанга установлена в коническом отверстии под цангу, выполненном в вале приводной шестерни, причем указанные цанги производятся компаниями по всему миру и представлены различными размерами и большим диапазоном размеров отверстий под цангу.
В центральном отверстии цанги устанавливаются инструменты различных размеров, длины и типов. Инструменты и цанги выбирает оператор, устанавливающий любую из указанных фрезерных головок, с обеспечением выполнения механической обработки компонентов. Запирание инструментов в цангах и фрезерных головках обеспечивают гайки цанги, соответствующим образом затянутые по резьбе, выполненной на передней поверхности вала ведомой шестерни. Внутри фрезерной головки М5 и М7 имеется смазочное вещество, предназначенное для смазывания всех подвижных компонентов в головке в процессе ее использования при механической обработке. Фрезерная головка М5 и М7 представляет собой узел, уплотненный с обеспечением предотвращения проникновения в него каких-либо загрязнений извне и повреждения под их действием головки. Другой причиной необходимости уплотнения головки является удерживание внутри нее смазки. Ссылка сделана главным образом на фиг.27, 29 и 15. Токарная головка М6 предназначена для удерживания токарных инструментов различных типов в держателе с достижением функций механической обработки, соответствующих указанным инструментам, при этом к основанию головки непосредственно или с помощью дополнительных приспособлений прикреплен любой другой инструмент в любой конфигурации. Токарная головка М6 не имеет функций вращения установленного в ней инструмента, при которых инструменты приводятся во вращение со скоростями механической обработки, а вместо этого она обеспечивает круговое пошаговое перемещение к следующему или любому другому инструменту, установленному в головке и готовому к началу выполнения операций механической обработки, с использованием приводного узла W для пошагового перемещения указанных инструментов при нахождении в положении VA. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструмент(ы), задействованный в головке, устанавливается по усмотрению оператора.
Токарная головка М6 присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения. Токарная головка М6 имеет опорное основание, в котором и на котором установлены все ее основные компоненты, а именно токарные инструменты, зажимная колодка и инструменты. На верхней поверхности опорного основания выполнен один или более карманов, в которые установлены токарные инструменты. Вдоль одного края кармана выполнен конус, который служит для запирающего взаимодействия с зажимной колодкой с обеспечением блокирования токарных инструментов в основании. В задней части основания головки расположена охватывающая часть конфигурации LC, которая служит для установки токарной головки М6 в гнездо Н.
Зажимная колодка установлена в полости кармана, выполненной на верхней поверхности опорного основания, рядом с токарными инструментами, при этом вдоль одной стороны указанной колодки выполнена утоненная кромка. Токарные инструменты устанавливаются в основание токарной головки М6 и запираются на месте путем соответствующего затягивания винтов зажимной колодки в основании, вследствие чего происходит сжатие друг с другом утоненных кромок основания и зажимной колодки, которая действует в качестве клина, обеспечивающего блокирование поверхности токарных инструментов зажимной колодкой. Токарные инструменты, применяемые в головке, выбирает и устанавливает в карманы оператор, использующий указанную головку для выполнения механической обработки компонентов. Радиус установки токарных инструментов относительно центра опорного основания меняется в зависимости от используемых инструментов и способа их установки. Применяемые токарные инструменты содержат держатель инструмента и концевую режущую пластину. Держатель инструмента может быть изготовлен на заказ, либо в указанную головку вместе с концевыми режущими пластинами могут быть вставлены стандартные держатели от мировых производителей. Каждой концевой режущей пластине конкретной формы и типа, как правило, соответствует свой держатель инструмента. Ссылка сделана главным образом на фиг.28 и 15.
Многоинструментальная головка М8 предназначена для удерживания инструментов различного типа путем их установки в указанной головке. Это обеспечивает возможность полной или частичной механической обработки деталей при помощи указанной головки без необходимости пошагового перемещения барабана А к следующей установленной в нем инструментальной головке. Используемые инструменты могут быть представлены широким ассортиментом, в который входят сверла, фрезы, отрезные резцы, токарные инструменты, борштанги, фасонные инструменты, специальные инструменты и любые другие режущие инструменты. Многоинструментальная головка может сочетать функции вращения инструмента, при которых инструмент приводится во вращение с определенной скоростью механической обработки, а также функции неподвижного инструмента, в зависимости от того, какой инструмент необходим для полной или частичной механической обработки детали.
Многоинструментальная головка совершает круговое пошаговое перемещение, и при необходимости инструменты с функцией вращения приводятся в действие с использованием приводного узла W для пошагового перемещения при нахождении в положении VA. Кроме того, узел АЕ может обеспечивать пошаговое перемещение головки, находящейся в положении VB. Инструменты), задействованный в головке, устанавливается по усмотрению оператора. Многоинструментальная головка присоединена к гнезду Н универсальной системы крепления инструмента, изображенной на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения. В задней части многоиинструментальной головки расположена охватывающая часть конфигурации LC, служащая для установки указанной головки в гнездо Н.
Основание инструментальной головки имеет карманы, полости, пазы и отверстия, выполненные механической обработкой, так что в указанное основание могут быть установлены держатели с установленными в них инструментами. При использовании нескольких многоинструментальных головок, установленных в барабане А, предложенная система может обеспечивать одновременную механическую обработку нескольких различных деталей. Например, если в барабане А установлено десять многоинструментальных головок, то имеется возможность полной или частичной механической обработки десяти различных деталей в любой последовательности в зависимости от того, как запрограммирован станок. Ссылка сделана главным образом на фиг.15 и 30.
Многорезцовая токарная головка не имеет функций вращения установленных в ней инструментов, при которых они приводятся во вращение со скоростями механической обработки. Многорезцовая головка установлена в универсальной системе крепления инструмента при помощи гнезда Н, установленного в барабане А. Многорезцовая головка может совершать круговое пошаговое перемещение независимо от барабана А при помощи гнезда под инструментальную головку либо может оставаться в неподвижном положении. Многорезцовая головка также может быть установлена на станках с ЧПУ или обычных металлорежущих станках с обеспечением выполнения тех же предусмотренных функций. Головка содержит держатель инструмента, который выполнен как часть конструкции и в который вставлены концевые режущие пластины, причем выбор конкретной пластины, используемой при механической обработке детали, осуществляет оператор. Кроме того, многорезцовая токарная головка М9 упрощает установку дополнительных режущих инструментов, прикрепленных любым другим способом, непосредственно или с помощью дополнительных приспособлений, к основанию головки в любой конфигурации. При установке многорезцовой токарной головки М9 в универсальной системе крепления инструмента она присоединяется к гнезду Н, показанному на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения, показанной на фиг.15.
Для полного понимания конструкции многорезцовой токарной головки М9 приведено ее описание со ссылкой на фиг.33-39. В узел, изображенный на фиг.33, 34, 36 и 37, входят шестнадцать основных частей, а именно основание СА, Т-образный блок СС, регулировочный винт CI, стойка СЕ, блок CF выдвижения инструмента, концевая режущая пластина CG, винт CQ вертикальной регулировки стойки, потайной винт CR, винт CJ, наконечник СК для подачи охладителя, впускной разъем CN, блоки СО направляющих, удерживающее кольцо CS, винт СТ, винт CU и упрочняющая стойка CV. Указанные элементы изготовлены из соответствующего металла или материала, обеспечивающего полное удовлетворение конструктивным требованиям. При необходимости в указанный узел может входить более одного из вышеуказанных компонентов. Многорезцовая токарная головка установлена в предложенной системе при помощи основания СА. Многорезцовая токарная головка также может быть установлена в других станках с ЧПУ или обычных металлорежущих станках путем модификации основания СА или использования такого же основания. Основание СА по наружному диаметру имеет круглую поверхность, от которой отходят полукруглые выступы. В основании СА расположены один или более Т-образных пазов СВ, которые расходятся от центра основания и проходят через центр полукруглых выступов к их наружной поверхности. Полукруглые выступы, выходящие из наружного диаметра основания СА, служат для продолжения Т-образных пазов СВ с обеспечением увеличения диапазона регулировки стойки СЕ вдоль Т-образного паза. В середине паза СВ выполнено резьбовое отверстие СМ, используемое для регулировки. На передней поверхности основания СА установлены один или более наконечников СК для подачи охладителя, которые регулируются шаровым элементом, расположенным в нижней части указанного наконечника и перемещающимся в сферической выемке, выполненной в основании. Это обеспечивает направление охладителя под высоким давлением к концевой режущей пластине CG в зависимости от ее местоположения относительно основания. В задней части опорного основания СА расположена конфигурация LC, служащая для установки головки в гнездо Н.
Охладитель под высоким давлением поступает в основание через впускной разъем CN. Отсюда указанный охладитель направляется к наконечнику (наконечникам) СК через ряд отверстий, выполненных в основании СА. Т-образный блок СС имеет полость, которая выполнена в его нижней части и размер которой достаточен для размещения регулировочного винта CI, a также два отверстия с зазором под торцевой ключ. В верхней части блока СС выполнено глухое резьбовое отверстие, предназначенное для ввинчивания в него винта CJ. Блок СС скользит внутри Т-образного паза СВ, выполненного в основании СА, и регулируется путем поворота регулировочного винта СI, соединенного с резьбовым отверстием СМ, по часовой стрелке или против часовой стрелки. Это обеспечивает перемещение Т-образного блока вдоль оси Т-образного паза или пазов. Стойка СЕ имеет круглую поверхность, проходящую по ее наружному диаметру, полость для винта CJ, проходящую через центр указанной стойки, резьбу CW, выполненную в верхней части указанной полости, карман для узла регулировочной пластины, выполненный в верхней части стойки, нижний круглый прилив, прилив с параллельными проходами, выполненный в нижней части указанного нижнего круглого прилива, и три плоские поверхности, расположенные на круглой поверхности стойки. Кроме того, круглая поверхность стойки используется таким образом, что все отходы обработки, ударяющие в указанную поверхность, соскальзывают и отпадают с обеспечением высокого качества удаления отходов обработки из многорезцовой токарной головки.
Стойка СЕ соединена с основанием СА и закреплена на нем при помощи прилива с параллельными проходами, выполненного в нижней части круглого прилива, присоединенного к верхней части Т-образного паза, в котором он установлен, с помощью винта CJ, установленного внутри стойки СЕ вкручиванием в глухое резьбовое отверстие, выполненное в Т-образном блоке СС, с обеспечением удерживания указанной стойки в основании СА. Для перемещения стойки СЕ винт CJ ослабляют, а затем регулировочный винт СI, расположенный в нижней части Т-образного блока, поворачивают в направлении по часовой стрелке или против часовой стрелки, в результате чего происходит перемещение стойки вдоль оси Т-образного паза от центра основания СА к заданному радиальному проходу. Когда стойка СЕ установлена у заданного радиального прохода, винт CJ соответствующим образом затягивают в Т-образном блоке СС, так что происходит надежное прикрепление стойки в заданном положении к основанию СА. Сверху на стойке СЕ установлен узел регулировочной пластины. К указанному узлу присоединена верхняя часть винта CQ вертикальной регулировки стойки, который является частью указанного узла и может поворачиваться внутри него, но не выходить из своего положения. Поворот винта CQ в обоих направлениях осуществляется при помощи торцевого ключа, устанавливаемого в отверстие под указанный ключ в верхней части резьбы. Блок CF выдвижения инструмента предназначен для облегчения удерживания концевых режущих пластин CG. Указанные пластины выполняют машинную обработку материала с получением деталей и компонентов. Указанный CF блок может быть выполнен с возможностью удерживания одной или более концевых режущих пластин.
Блок CF имеет центральное отверстие, одно или более глухих отверстий, выполненных в указанном центральном отверстии для установки в них блоков СО направляющих, отверстия под потайной винт, резьбовое отверстие для ввинчивания винта CQ, и утопленный карман для установки концевой режущей пластины CG. Каждое из отверстий под потайной винт, выполненных в блоке выдвижения инструмента, проходит от наружной поверхности и сообщается с карманами под блоки СО направляющих. Блоки направляющих установлены в блоке CF. Блоки СО направляющих удерживаются на месте в блоке CF при помощи стойки СЕ и потайных винтов CR. Как блок CF выдвижения инструмента, так и блоки направляющих установлены на стойке СЕ. Высота концевых режущих пластин CG, установленных в блоке CF, проходящем от основания СА, регулируется при помощи винта CQ, установленного в резьбовом отверстии блока CF, напротив которого установлена концевая режущая пластина. Блок выдвижения инструмента может быть установлен в любом положении вдоль стойки, причем после его установки на заданной высоте относительно основания потайные винты CR соответствующим образом затягиваются, так что направляющие блоки запираются на плоской поверхности стойки с обеспечением жесткого соединения между ними. Различные мировые фирмы-производители изготавливают концевые режущие пластины различных типов, которые закупаются для обеспечения соответствия материалу обрабатываемого компонента, условиям резания, а также скоростям вращения и подачи механических инструментов. Таким образом, конструкция блока CF выдвижения инструмента должна соответствовать различным типам концевых режущих пластин либо должна быть модифицирована с обеспечением возможности простого прикрепления концевых режущих пластин любого типа.
Стойка и все другие прикрепленные к ней компоненты при необходимости могут совершать поворот на 180° на основании СА, так что концевая режущая пластина CG становится обращена от центра основания СА.
На фиг.36 изображено удерживающее кольцо CS, установленное в верхней части стойки (стоек) СЕ. Удерживающее кольцо CS имеет паз, предназначенный для регулировки стойки (стоек) СЕ. Удерживающее кольцо CS применяют для надежного удерживания верхней части стойки (стоек) СЕ после проведения ее (их) регулировки с приведением в заданное положение. Для надежной фиксации удерживающего кольца в заданном положении на верхней поверхности стойки (стоек) СЕ применяют винты СТ. Винты СТ проталкивают через пазы, выполненные в кольце CS, завинчивают по резьбе CW и затягивают с обеспечением удерживания кольца CS на стойке (стойках) СЕ. Удерживающее кольцо CS, изображенное на фиг.37, аналогично удерживающему кольцу, изображенному на фиг.36, за исключением выполненных в нем дополнительных отверстий под винты CU. Кроме того, к узлу добавлена упрочняющая стойка CV. Нижняя часть упрочняющей стойки CV установлена в основание СА и закреплена. В верхней части стойки CV выполнено резьбовое отверстие, в которое ввинчивают винты CU. Винты CU проводят через удерживающее кольцо CS и устанавливают в резьбовое отверстие в верхней части стойки CV. При затягивании винтов CU обеспечивается надежное прикрепление кольца CS к упрочняющей стойке CV.
Назначение удерживающего кольца CS заключается в существенном ограничении перемещения верхней части стойки СЕ при воздействии на нее нагрузки от сил резания в процессе эксплуатации многорезцовой токарной головки. Это уменьшает вибрацию всей головки и улучшает ее рабочие характеристики благодаря достижению улучшенных режимов резания для концевых режущих пластин CG. Упрочняющая стойка CV также придает большую конструктивную жесткость многорезцовой токарной головке, что дополнительно снижает вибрацию в концевых режущих пластинах CG при токарной обработке детали. Форма и размер удерживающего кольца CS не обязательно должны соответствовать форме и размеру, изображенным на фиг.36 и 37, поскольку они зависят от окончательных параметров настройки многорезцовой токарной головки.
Другой вариант выполнения многорезцовой токарной головки М9 описан со ссылкой на фиг.40-43. В данном варианте выполнения многорезцовой токарной головки дополнительно предусмотрена возможность регулировки каждого инструмента по двум осям, причем указанная головка обеспечивает функции, аналогичные функциям многорезцовой токарной головки, изображенной фиг.33-37, и устанавливается в станках с ЧПУ и обычных металлорежущих станках, применяемых в машиностроительной отрасли. В варианте выполнения, изображенном фиг.40-43, кожух GA заменяет следующие компоненты, показанные на фиг.33-37: основание СА, стойку СЕ, упрочняющую стойку CV, удерживающее кольцо CS, винт СТ и винт CU.
Кожух GA выполнен из подходящего материала и может быть изготовлен различными способами, одним из которых является отливка и последующая механическая обработка. Кожух GA имеет круглую поверхность, проходящую по наружному диаметру, расположенное в середине глухое отверстие, выполненные на боковой поверхности один или более конических пазов GB, проходящих в указанное глухое отверстие, а также один или более утопленных карманов GC, выполненных на боковой поверхности кожуха и расположенных между коническими пазами GB. Конические пазы GB, выполненные в кожухе GA, имеют два наружных конических участка и два внутренних конических участка. В каждом коническом пазу GB кожуха GA установлены два блока GD и GE держателя инструмента. Каждый из указанных блоков преимущественно имеет две конические боковые поверхности, центральное сквозное отверстие для установки инструмента GI и отверстия, в которые вставлены потайные винты GL, предназначенные для запирания инструментов GI в блоках GD и GE. Указанные две конические боковые поверхности каждого блока GD и GE соответствуют двум внутренним и двум наружным коническим участкам на боковых поверхностях конических пазов GB кожуха GA.
В карманах GC, расположенных между коническими пазами GB, установлены один или более регулировочных винтов GF, к верхней части которых прикреплена измерительная круговая шкала. Регулировочный винт GF и прикрепленная к нему измерительная круговая шкала могут выполнять только поворотное перемещение в направлении по часовой стрелке или против часовой стрелки в отверстии кожуха GA, в котором они установлены. К указанным винтам GF прикреплены одна или более регулируемых опор GG оправки.
Регулируемые опоры GG оправки прикреплены при помощи винтов GH к блокам GD и GE держателя инструмента, в которых имеются отверстия с зазором под указанные винты GH, которые проходят через блок GD насквозь, а затем ввинчиваются в блок GE. Для размещения инструмента GI вдоль оси конического паза GB выполняют регулировку винта GF в направлении по часовой стрелке или против часовой стрелки. Это достигается в результате установки инструмента GI в блоках GD и GE, установки регулируемой опоры GG в блоках GD и GE при помощи винтов GH и прикрепления указанной опоры GG к регулировочному винту GF с помощью выполненного в нем резьбового отверстия.
В опоре GG установлен регулировочный винт GJ, к верхней части которого прикреплена измерительная круговая шкала. Винт GJ и прикрепленная к нему измерительная круговая шкала могут выполнять только поворотное перемещение в направлении по часовой стрелке или против часовой стрелки в отверстии опоры GG, в котором они установлены. Регулировочный винт GJ ввинчивается в резьбовое отверстие, выполненное в задней части инструмента GI. Таким образом, при повороте винта GJ в направлении по часовой стрелке или против часовой стрелки происходит регулирование радиального прохода инструмента GI.
После позиционирования каждого инструмента GI с регулировкой по двум осям его запирают на месте по обеим осям с обеспечением надежного и жесткого удерживания в кожухе GA. Первая регулировочная ось обеспечивает размещение инструмента GI вдоль конических пазов GB. После регулировки инструмента GI по данной оси его запирают на месте путем затягивания винтов GH. Это обеспечивает взаимодействие двух конических участков блока GE с двумя внутренними коническими участками в пазах GB кожуха GA, взаимодействие двух конических участков блока GD с двумя наружными коническими участками кожуха GA и надежное удерживание регулируемой опоры GG оправки на блоке GD. Вторая установочная ось обеспечивает изменение радиального прохода инструментов GI. После регулировки инструмента по данной оси его запирают на месте путем затягивания винтов GL в блоке GD и блоке GE держателя инструмента.
Многорезцовая токарная головка М9 также может предусматривать установку нескольких инструментов GI в конических пазах GB путем добавления необходимых компонентов, которые показаны на фиг.43 и к которым относятся блок GE и блок GD держателя инструмента и регулируемая опора GG оправки. На передней поверхности кожуха GA установлен один или более инструментов GK, которые могут использоваться для протачивания чистового прохода в детали или заготовке либо для выполнения основных токарных операций. При установке на передней поверхности кожуха GA одного или более инструментов GK, многорезцовая токарная головка выполняет круговое пошаговое перемещение для начала выполнения токарных операций с помощью инструмента GK. Другой вариант выполнения многорезцовой токарной головки М9 описан со ссылкой на фиг.44. Данный вариант выполнения многорезцовой токарной головки предназначен для выполнения одной из трех функций многорезцовой токарной головки, изображенной фиг.33-37, и устанавливается в станках с ЧПУ и обычных металлорежущих станках, применяемых в машиностроительной отрасли.
В данном случае инструменты установлены в кожухе, при этом каждый инструмент постоянно установлен в заданном положении с обеспечением выполнения одной из трех предусмотренных функций. Кожух выполнен из соответствующего материала и может быть изготовлен различными способами, одним из которых является отливка и последующая механическая обработка. Многорезцовая расточная головка М10 не имеет функций вращения установленного в ней инструмента, при которых инструменты приводятся во вращение при скоростях механической обработки. Многорезцовая расточная головка установлена в универсальной системе крепления инструмента при помощи гнезд Н, установленных в барабане А. Кроме того, указанная головка может совершать круговое пошаговое перемещение при помощи выполненного в барабане А гнезда Н, в котором она закреплена и установлена.
Многорезцовая расточная головка также может быть установлена в станках с ЧПУ и обычных металлорежущих станках с обеспечением выполнения той же предусмотренной функции. Головка содержит держатели борштанги, которые выполнены как часть конструкции и установлены в держателях, причем борштанги, необходимые для механической обработки компонентов, выбираются по усмотрению устанавливающего их оператора. Кроме того, головка М10 упрощает установку дополнительных режущих инструментов, прикрепленных любым другим способом, непосредственно или с помощью дополнительных приспособлений, к основанию головки в любой конфигурации. Кроме того, в держателе борштанги указанной головки может удерживаться любой другой инструмент наряду со специализированными инструментами для механической обработки компонентов. При установке многорезцовой расточной головки М10 в универсальной системе крепления инструмента она присоединяется к гнезду Н, показанному на фиг.1, 2, 3 и 3А, при помощи конфигурации LC для размещения и присоединения, показанной на фиг.15. Для полного понимания конструкции многорезцовой расточной головки М10 приведено ее описание со ссылкой на фиг.45-51. В узел, изображенный на фиг.45-47, входит пятнадцать основных компонентов, а именно основание СА, Т-образный блок CL, регулировочный винт CD, держатель DA борштанги, пластина DB вертикальной регулировки, винт DC вертикальной регулировки, борштанги DG, потайной винт DD, винты DE, наконечник СК для подачи охладителя, концевая режущая пластина DF, впускной разъем CN, кронштейн DI борштанги, удерживающее кольцо DH и винты DJ. Указанные компоненты изготовлены из соответствующего металла или материала, обеспечивающего полное удовлетворение конструктивным требованиям. При необходимости в указанный узел может входить более одного из вышеуказанных компонентов. Многорезцовая расточная головка установлена в предложенной системе при помощи основания СА. Многорезцовая расточная головка также может быть установлена в других станках с ЧПУ или обычных металлорежущих станках путем модификации основания СА или использования такого же основания. Основание СА по наружному диаметру имеет круглую поверхность, от которой отходят полукруглые выступы. В основании СА расположен один или более Т-образных пазов СВ, которые расходятся от центра основания и проходят через центр полукруглых выступов к их наружной поверхности. Полукруглые выступы, выходящие из наружного диаметра основания СА, служат для продолжения Т-образных пазов СВ с обеспечением увеличения диапазона регулировки держателей борштанги вдоль Т-образного паза. В середине паза СВ выполнено резьбовое отверстие СМ, используемое для регулировки. На передней поверхности основания СА установлены один или более наконечников СК для подачи охладителя, которые регулируются шаровым элементом, расположенным в нижней части указанного наконечника и перемещающимся в сферической выемке, выполненной в основании. Это обеспечивает направление охладителя под высоким давлением к концевой режущей пластине DF в зависимости от ее местоположения относительно основания.
В задней части опорного основания расположена конфигурация LC, служащая для установки головки в гнездо Н. Охладитель под высоким давлением поступает в основание через впускной разъем CN. Отсюда указанный охладитель направляется к наконечнику (наконечникам) СК через ряд отверстий, выполненных в основании СА. Т-образный блок CL имеет полость, которая выполнена в его нижней части и размер которой достаточен для размещения регулировочного винта CD, а также два отверстия с зазором под торцевой ключ. В верхней части блока CL выполнены два глухих резьбовых отверстия, предназначенных для ввинчивания в них винтов DE. Блок CL скользит в Т-образном пазу СВ, выполненном в основании СА, и регулируется путем поворота регулировочного винта CD, соединенного с резьбовым отверстием СМ. Это обеспечивает перемещение Т-образного блока CL вдоль оси Т-образного паза или пазов. Держатель DA борштанги прикреплен к блоку CL и имеет три отверстия, выполненных в его верхней части, отверстия под потайной винт, расположенные вдоль боковой поверхности и сообщающиеся с отверстием СР для установки борштанг, а также прилив с параллельными проходами, выполненный в нижней части. Отверстие СР в верхней части представляет собой отверстие для установки борштанг, а указанные два других отверстия используются для установки в них винтов DE, применяемых для прикрепления держателя DA борштанги к блоку CL в основании СА. В верхней части среднего отверстия DE под винт также выполнена резьба СН. В отверстия под потайной винт, расположенные вдоль боковой поверхности держателя борштанги, введены потайные винты DD, подтягиваемые к установленным в их отверстиях борштангам DG с обеспечением их надежного закрепления на месте.
Держатель DA борштанги соединен с основанием СА при помощи прилива с параллельными проходами, выполненным в нижней части указанного держателя и соединенным с верхней частью Т-образного паза СВ, в который он установлен, при помощи винтов DE, ввинчиваемых в два глухих резьбовых отверстия в Т-образном блоке CL с обеспечением удерживания указанного держателя в основании СА. Для перемещения держателя DA винты DE ослабляют, а затем регулировочный винт CD, расположенный в нижней части Т-образного блока CL, поворачивают, в результате чего происходит перемещение держателя DA вдоль оси Т-образного паза от центра основания СА к заданному радиальному проходу. Когда держатель DA установлен у заданного радиального прохода, винты DE соответствующим образом затягивают, так что происходит надежное прикрепление держателя DA в заданном положении к основанию СА. В пластине DB вертикальной регулировки выполнено отверстие для установки борштанги, отверстие под винт DC вертикальной регулировки и резьбовое отверстие под потайной винт, выполненное на боковой поверхности и проходящее сквозь наружную стенку указанной пластины. Винт DC установлен в пластине вертикальной регулировки и закреплен в соответствующем отверстии таким образом, что он может поворачиваться в направлении по часовой стрелке и против часовой стрелки, но не может перемещаться вверх и вниз в направлении, заданном отверстием, в котором он установлен. Указанный многокомпонентный узел прикрепляют к держателю DA борштанги путем завинчивания винта DC по резьбе СН.
Надлежащее угловое положение соответствует положению, при котором отверстие под борштангу, выполненное в пластине DB, расположено на одной линии с отверстием под борштанги, отверстием СР, выполненным в держателе DA. Винт DC имеет резьбовой участок, проходящий по его наружной поверхности, центральное отверстие, обеспечивающее возможность установки в него торцевого ключа для затягивания или ослабления винта DE в соответствующих отверстиях, выполненных в нижней части держателя DA, и полость под торцевой ключ, расположенную в верхней части и применяемую для регулирования пластины вертикальной регулировки в направлении к держателю борштанги или от него при помощи торцевого ключа. Используемые в данной головке борштанги могут иметь различные размеры и формы и содержать различные концевые режущие пластины в зависимости от режимов резания и условий их эксплуатации. Как борштанга DG, так и концевые режущие пластины DF производятся различными компаниями по всему миру, при этом большая их часть может быть применена в многорезцовой расточной головке М10. При растачивании отверстий в компонентах держатели DA борштанги при необходимости могут быть развернуты на 180°, при этом в многорезцовой расточной головке также могут быть размещены выполненные на заказ и специализированные инструменты путем их установки в держателе DA либо при помощи специально разработанного держателя, установленного в основании.
На фиг.47 изображен узел удерживающего кольца, присоединенный к многорезцовой расточной головке. Узел удерживающего кольца содержит кронштейны DI борштанги, прикрепленные к борштангам DG. Удерживающее кольцо DH прикреплено к кронштейнам DI и винтам DJ для их надежного совместного удерживания на месте. Указанный узел не обязательно выполнен из отдельных компонентов, а может быть выполнен в виде одного компонента. Форма указанного узла может отличаться от формы, изображенной на фиг.47, при условии обеспечения выполнения заданной функции.
Назначение узла удерживающего кольца заключается в существенном уменьшении вибрации борштанги в процессе растачивания компонента. Расстояние вдоль борштанг, на котором установлен узел удерживающего кольца, зависит от типа применяемых борштанг и высоты, на которую они выступают из держателя DA. Если эти данные известны, узел удерживающего кольца может быть прикреплен на заданном расстоянии вдоль борштанг с обеспечением ограничения перемещения борштанг, установленных в соответствующих держателях, путем их совместного удерживания на месте.
Конфигурация LC содержит охватываемую конфигурацию для размещения и присоединения и охватывающую конфигурацию для размещения и присоединения, которые предназначены для закрепления, установки и перестановки инструментальных головок в гнездах Н. Указанная охватываемая конфигурация расположена на передней поверхности гнезда Н, как показано на нижнем чертеже фиг.15, и содержит следующие основные компоненты и элементы: основной корпус AU, центровочные штифты О, резьбовое стопорное кольцо Q и центральный прилив с коническим участком N, выполненный на корпусе AU. Указанная охватывающая конфигурация расположена на заднем конце основного корпуса инструментальной головки, как показано на верхнем чертеже фиг.15, и содержит следующие элементы: отверстия Р под центровочные штифты, резьбу R и центральное коническое отверстие с коническим участком NA.
Указанные охватываемая и охватывающая конфигурации входят во взаимодействие вследствие размещения штифтов О в их установочных отверстиях Р путем их точного совмещения, а также вследствие соединения центрального прилива с коническим участком N, выполненного в корпусе AU, и центрального конического отверстия с коническим участком NA путем продвижения участка NA по участку N. При соединении охватываемой и охватывающей конфигураций друг с другом резьба R и резьба на внутренней поверхности кольца Q свинчиваются до достижения соответствующего натяжения, обеспечивающего удерживание инструментальной головки в гнездах Н, установленных в барабане А. Ссылка сделана главным образом на фиг.15. Все подвижные узлы гидравлического цилиндра и приводные системы, в том числе приводной узел W шпинделя и пошагового перемещения и приводной узел АЕ пошагового перемещения, входящие в состав универсальной системы крепления инструмента, также могут быть приведены в действие или движение при помощи эквивалентных заменяющих устройств при условии достижения ими таких же функциональных характеристик, как и те, которые они обеспечивают при обычных перемещениях. В этом случае некоторые конструктивные особенности универсальной системы крепления инструмента могут быть изменены или устранены для обеспечения соответствия эквивалентным заменяющим элементам или электрическим устройствам. Блоки AR коллектора индивидуально спроектированы с обеспечением соответствия каждой спроектированной и изготовленной инструментальной головке и установлены на передней поверхности барабана А рядом с соответствующей инструментальной головкой, к которой они должны подавать охладитель. Из блоков AR поток охладителя поступает к инструменту, находящемуся в положении механической обработки.
Подача охладителя к блокам AR коллектора осуществляется по трубке BW, которая зафиксирована и прикреплена к концевой пластине AN таким образом, что она не может поворачиваться в направлении по часовой стрелке или против часовой стрелки. Указанная трубка проходит от концевой пластины AN насквозь через центр шпинделя В к задней поверхности барабана А, где она присоединена к диску ЕА для распределения охладителя, установленному в барабане А. Диск ЕА изготовлен из круглой обточенной заготовки из соответствующего материала и имеет одно центральное глухое отверстие ЕВ, которое проходит от задней поверхности диска и в которое входит трубка BW для охладителя. Кроме того, в диске ЕА выполнены два отверстия, проходящие через его боковую поверхность и соединенные с центральным отверстием ЕВ. Указанные два отверстия расположены в средней и верхней частях диска ЕА, причем среднее отверстие ЕС обеспечивает подачу охладителя к одному из нескольких отверстий для подачи охладителя, выполненных внутри барабана А, которое расположено на уровне положения VA, а верхнее отверстие ED обеспечивает подачу охладителя к диску BV коллектора охладителя, установленному перед барабаном А. Угловое положение указанных двух боковых отверстий таково, что они обращены к положению VA для обеспечения подачи охладителя к работающему режущему инструменту, установленному в используемой инструментальной головке. Диск BV изготовлен из соответствующего материала и имеет глухое отверстие, которое выполнено в центре его нижней части и в которое вставлена верхняя часть диска ЕА, а также несколько отверстий, расположенных на наружном диаметре и сообщающихся с центральным отверстием, причем каждое отверстие направлено к гнезду под инструментальную головку и к закрепленной на барабане А инструментальной головке (головкам).
После выполнения пошагового перемещения барабана А в следующее установочное положение, одно из нескольких отверстий для подачи охладителя в барабане А выставляется по одной линии со средним отверстием ЕС, выполненным в диске ЕА и обращенным к положению VA, так что обеспечивается возможность подачи охладителя к данному положению. Одно из отверстий в диске BV коллектора охладителя также расположено на одной линии с верхним отверстием DA, выполненным в диске ЕА и обращенным к положению VA, так что любой дополнительный или требуемый охладитель вытекает из него к инструментальной головке, находящейся в положении VA, или в нее. Охладитель, поступающий из одного из нескольких отверстий для подачи охладителя, выполненных в барабане А, которое расположено на уровне положения VA, выходит из них через выпускное отверстие, расположенное рядом с отверстием (отверстиями) AQ, выполненным под блоками AR коллектора охладителя, а затем поступает в указанные блоки AR. Каждый блок коллектора обеспечивает направление охладителя под высоким давлением к установленному в инструментальной головке инструменту, используемому в данный момент, с обеспечением смывания всей стружки с обрабатываемой детали. Трубка для подачи охладителя, проходящая через шпиндель В, содержит гибкую трубку, которая присоединена к концу шпинделя у конца магнитного тормозного барабанного узла станка и соединена с насосом с ЧПУ, установленным в накопительном резервуаре для охладителя. Ссылка сделана главным образом на фиг.2, 21 и 22.
Компоненты и узлы станка, управляемые ЧПУ, управляются компьютером блока управления с ЧПУ, использующим компьютерную программу. Указанная программа создается устройством программирования с ЧПУ, обычно с помощью компьютерного программного обеспечения или наладчика станка, обеспечивает машинную обработку детали с ее помощью и дает команды на перемещения станка во всех направлениях для выполнения заданных операций механической обработки. Крышки BJ из листового металла выполнены с возможностью установки на наружный диаметр барабана А по направлению к его задней поверхности и на отливку С с обеспечением покрытия всех узлов и компонентов, установленных за барабаном А. Это является необходимым, поскольку крышки BJ обеспечивают уплотнение и предотвращают попадание под них стружки, охладителя, нежелательных загрязнений и мусора, которые могут существенно повредить компоненты и узлы предложенной универсальной системы. Ссылка сделана главным образом на фиг.1, 2 и 3А.
При установке предложенной системы в примерной конфигурации токарного станка, изображенной на фиг.52-57, имеют место следующие характерные особенности и принципы позиционирования и выполняемых рабочих операций. Основной особенностью, характерной для конфигурации, изображенной на фиг.52-57, является общая центральная линия IG, на которой в данном случае расположены, в различных положениях вдоль нее, ось вращения шпинделя, установленного в передней бабке, и ось вращения установленного перед ним зажимного патрона заготовки, ось вращения шпинделя, установленного в пиноли задней бабки (не показана), и ось вращения установленного перед ним зажимного патрона заготовки (не показан), ось вращения барабана А, ось вращения гнезда Н под инструментальную головку в положении VA. Положение VA также находится на центральной линии IG.
Поддающаяся изменению конструкция инструментальной головки позволяет изменять местоположение установленных в ней инструментов. Когда инструментальная головка закреплена и установлена в гнезде Н в положении VA, в большинстве случаев один из установленных в ней инструментов, расположенный на минимальном расстоянии от шпинделя передней бабки и прикрепленного зажимного патрона заготовки, проходит параллельно центральной линии IG, так что край или центр инструмента расположен на указанной линии IG. В данном случае инструмент находится в положении механической обработки и готов к началу выполнения операций. Инструменты размещены и установлены в заданном положении в инструментальной головке таким образом, что при пошаговом перемещении указанной головки с помощью соответствующего гнезда следующий установленный в ней используемый инструмент поворачивается с установкой в положение механической обработки.
Поворотное пошаговое перемещение барабана А обеспечивает средства поворотного пошагового перемещения выбранной инструментальной головки, закрепленной и установленной в гнезде Н, установленном в барабане А, или инструмента (то есть центра или края инструмента), установленного в барабане А, в положение VA, в котором он может приступить к операциям механической обработки. Примерная конфигурация токарного станка с ЧПУ, в котором установлена универсальная система крепления инструмента для центра механической обработки, в целом аналогична конфигурации, изображенной на фиг.52-57, при этом токарный станок содержит станину IА, на которой установлена передняя бабка IВ с размещенным в ней шпинделем IН, зажимной патрон IC заготовки, прикрепленный к шпинделю IН передней бабки. На станине токарного станка установлены линейные направляющие ID, соединенные с кареткой IF, которая перемещается по указанным направляющим. На верхней части каретки IF установлены направляющие IЕ, соединенные с отливкой С указанной универсальной системы.
Универсальная система крепления инструмента направленным образом позиционирована с обеспечением выполнения машинной обработки деталей в осевом направлении при помощи линейных направляющих ID и в радиальном направлении при помощи линейных направляющих IЕ, причем перемещение и контроль обоих комплектов направляющих ID и IЕ осуществляются вспомогательным средством и блоком управления с ЧПУ путем программирования.
Между фиг.52-57 имеются следующие отличия. Изображенная на фиг.52 универсальная система крепления инструмента для центра механической обработки с прикрепленными и установленными инструментальными головками расположена на линейных направляющих IЕ, на расстоянии от передней бабки и прикрепленного зажимного патрона заготовки.
Фиг.53 аналогична фиг.52, за исключением того, что в указанной универсальной системе не прикреплены и не установлены инструментальные головки. Гнезда Н под инструментальную головку хорошо видны на фиг.53, причем гнездо Н в положении VA выполнено с возможностью поворота на месте на центральной линии IG.
Изображенная на фиг.54 универсальная система крепления инструмента с прикрепленными и установленными инструментальными головками расположена на линейных направляющих IЕ так, что край инструмента, установленного в головке в положении VA (инструмент в инструментальной головке, ближайшей к зажимному патрону IC заготовки и шпинделю IН передней бабки), расположен на оси вращения зажимного патрона заготовки и шпинделя передней бабки.
На фиг.55 барабан А выполнил пошаговое перемещение, так что многоинструментальная фрезерно-сверлильная-резьбонарезная головка находится в положении VA. При этом указанная система расположена на линейных направляющих IЕ так, что ось вращения инструментальной головки находится на оси вращения зажимного патрона заготовки, который установлен в шпинделе передней бабки.
На фиг.56 изображен вид спереди и сбоку, соответствующий фиг.55.
На фиг.57 изображен один из дополнительных инструментов FA, установленных на барабане А в положении машинной обработки.
В варианте выполнения предложенной системы, которая установлена в конфигурации токарного станка с ЧПУ, изображена на фиг.52-57 и описана выше и инструментальная головка которой находится в положении VA, а установленный в ней инструмент находится в положении машинной обработки, обеспечен максимальный зазор между другими инструментами, установленными в инструментальной головке в положении VA, барабаном А и шпинделем передней бабки, барабаном А и зажимным патроном заготовки в шпинделе передней бабки, барабаном А и пинолью задней бабки (не показана), барабаном А и зажимным патроном заготовки в пиноле задней бабки (не показан), барабаном А и передней бабкой, барабаном А и задней бабкой (не показана), двумя инструментальными головками с обеих сторон головки в положении VA, установленными в барабане А, что предотвращает их сталкивание и соударение с любым узлом передней и задней бабок или с любыми другими компонентами токарного станка. Ссылка сделана главным образом на фиг.52-57 и фиг.17 и 18.
Предложенная система также может содержать модифицированный вариант барабана А, изображенный на фиг.32 и служащий в качестве альтернативной замены барабану А, изображенному на фиг.1-31. В барабане, изображенном на фиг.32, выполнена комбинация из гнезд под инструментальную головку, установленных на передней поверхности барабана А, и гнезд, расположенных по его периферии, причем в указанных гнездах происходит закрепление, установка и перестановка инструментальных головок. Модифицированный вариант барабана А, изображенный на фиг.32, обладает всеми характерными особенностями, присущими барабану А, изображенному на фиг.1-31, а также содержит дополнительные компоненты, обеспечивающие его функциональность для надлежащей работы фрезерных головок и гнезд.
Одним из главных отличий модифицированного барабана А является то, что гнезда под инструментальную головку и основная часть их компонентов собирают внутри гильзы. После этого указанные собранные гильзы располагают и устанавливают в барабане А. Угол периферии барабана А может изменяться в любых пределах, в зависимости от того, каким образом обеспечено соответствие барабана А, изображенного на фиг.32, процессу механической инструментальной обработки.
Одна конфигурация предложенной системы может содержать барабан А, в котором гнезда под инструментальную головку расположены только по периферии барабана А. В модифицированном барабане А, изображенном на фиг.32, также может быть размещен любой дополнительный инструмент или инструменты FA путем его или их установки непосредственно или с помощью вспомогательных приспособлений на барабане, в барабане или на любой его поверхности в любой конфигурации, подобной изображенной на фиг.31. Ссылка сделана главным образом на фиг.1, 2, 3, 3А, 31 и 32.
Универсальную систему крепления инструмента для центра механической обработки приводят в действие и контролируют при помощи блока управления с ЧПУ, который посылает команды всем подвижным компонентам и узлам станка. Работа указанной системы лучше всего представлена приведенными ниже последовательными этапами, описывающими действия разных узлов и компонентов со ссылкой на фиг.1-31.
1. Универсальную систему крепления инструмента, изображенную на фиг.1, 2 и 3А, устанавливают на специализированном станке с ЧПУ, в котором ей соответствуют различные оси перемещения, так что она может переместиться в заданное положение и начать выполнение операций механической обработки деталей или заготовок, закрепленных в станке.
2. Когда указанная система вместе с прикрепленными к ней и установленными в ней инструментальными головками перемещается по направлению к детали или заготовке для выполнения их механической обработки, барабан А совершает пошаговое перемещение путем поворота с обеспечением размещения следующей требуемой инструментальной головки, установленной на нем, в положение VA или размещения дополнительного инструмента (инструментов) FA, установленного непосредственно или с помощью вспомогательных приспособлений в барабане А, в положение механической обработки.
Пошаговое перемещение барабана А происходит вследствие выполнения следующих операций.
2А) Конические стопорные штифты Е, установленные в гидравлическом цилиндре (цилиндрах) G, освобождают конические втулки F, установленные в шпинделе В, так что концевая поверхность указанных штифтов Е перемещается внутри цилиндра (цилиндров) G и освобождает концевую поверхность конических втулок F. Одновременно с этим тормоз магнитного тормозного барабанного узла приводится в действие и удерживает шпиндель В и барабан А на месте с предотвращением их поворотного перемещения.
2В) Затем указанный барабанный узел отключается, а сервоприводной двигатель АК приводится в действие, что обеспечивает пошаговое перемещение барабана А и шпинделя В вследствие поворота в направлении по часовой стрелке или против часовой стрелки при помощи поликлинового ремня AJ для размещения любой из инструментальных головок, установленных в гнездах в барабане А, или дополнительного инструмента (инструментов) FA, установленного непосредственно или с помощью вспомогательных приспособлений в барабане А, в положение VA или положение механической обработки. Приводной узел W шпинделя и пошагового перемещения и узел АЕ пошагового перемещения расположены вблизи заднего конца отливки С, так что все их компоненты освобождают заднюю поверхность гидравлического цилиндра L, обеспечивая возможность поворота барабана А без его столкновений с какими-либо элементами.
2С) После поворота следующей требуемой инструментальной головки или следующего требуемого дополнительного инструмента FA, установленного в барабане А, при помощи барабана А в положение VA или положение механической обработки тормоз магнитного тормозного барабанного узла снова приводится в действие и конические стопорные штифты Е, расположенные в гидравлических цилиндрах G, входят во втулки F. Штифты Е удерживаются на месте вследствие постоянного гидравлического давления, прикладываемого гидравлическим цилиндром (цилиндрами) G, что содействует созданию контакта с нулевым зазором для блокирования поворотного перемещения между отливкой С и шпинделем В. Это обеспечивает запирание и удерживание шпинделя В и соединенного с ним барабана А на месте после выполнения кругового пошагового перемещения.
3. Когда гнездо Н вместе c прикрепленной к нему и установленной в нем головкой находится в положении VA, приводной узел W перемещается в направлении барабана А с обеспечением вхождения в заблокированное для поворотного перемещения гнездо Н на линейных направляющих ВН путем приведения в действие серводвигателя AD, перемещающего шариковый винт АВ при помощи шкивов и соединительного поликлинового ремня АС. Это необходимо для введения шлицов ХА во взаимодействие с внутренними шлицами ХВ и последующего введения зубьев НВ шестерни, расположенной на валу АА, во взаимодействие с зубьями НА шестерни, расположенной в задней части гнезда Н с обеспечением их соединения друг с другом. Затем приводится в действие гидравлический цилиндр L, и конические штифты J выходят из взаимодействия с коническими втулками КА в гнезде Н, освобождая их, что приводит к разблокированию гнезда под инструментальную головку и обеспечивает возможность поворотного перемещения в направлении по часовой стрелке или против часовой стрелки. Затем приводится в действие серводвигатель Y, который вращает вал АА вследствие его соединения с поликлиновым ремнем Z. Это обеспечивает поворот гнезда под инструментальную головку, так что один из инструментов указанной головки, присоединенный к ней, выполняет пошаговое перемещение к положению механической обработки для начала выполнения операций.
4. Затем снова приводится в действие гидравлический цилиндр L, и штифты J опять входят во втулки КА. Штифты J удерживаются на месте вследствие постоянного гидравлического давления, прикладываемого гидравлическим цилиндром L, что содействует созданию контакта с нулевым зазором для блокирования поворотного перемещения между барабаном А и гнездом Н. Это обеспечивает запирание и удерживание гнезда под инструментальную головку после выполнения кругового пошагового перемещения.
5. Затем станок начинает выполнять все операции механической обработки детали или заготовки при помощи используемого инструмента до завершения использования указанного инструмента, после чего происходит переход к другому инструменту путем выполнения последовательности вышеописанных этапов в результате пошагового перемещения инструментальной головки и/или барабана А.
6. Если одна из инструментальных головок с функцией вращения инструмента находится в положении VA, она совершает круговое пошаговое перемещение путем поворота к следующему инструменту или любому другому установленному в ней инструменту, выполняя процедуры, аналогичные вышеописанным. Затем установленные в держателе инструменты приводятся в действие с обеспечением вращения с заданной скоростью механической обработки при помощи приводного узла W, втянутого таким образом, что зубья НА и НВ шестерни выходят из взаимодействия друг с другом, но при этом шлицы ХА и внутренние шлицы ХВ остаются в состоянии взаимодействия. Затем серводвигатель Y приводного узла W приводится в действие и вращает вал АА с заданной скоростью механической обработки. Это запускает трансмиссионный приводной вал S при помощи внутренних шлицов ХВ. Перед указанным валом S расположены шлицы ХС, которые соединены со шлицами U, расположенными в конце главного ведущего вала с зубчатой передачей, проходящего во всех инструментальных головках с функцией вращения инструмента.
7. Когда инструментальная головка, находящаяся в положении VA, заканчивает выполнение механической обработки, приводной узел W шпинделя и пошагового перемещения втягивается по линейным направляющим ВН при помощи шарикового винта АВ, перемещающего его в направлении поликлинового ремня АС в задней части отливки С, так что все компоненты указанного узла снова освобождают заднюю поверхность гидравлического цилиндра L, что обеспечивает возможность поворотного перемещения барабана А без его столкновения с какими-либо элементами.
8. В положении VB происходит предварительное пошаговое перемещение, так что требуемый инструмент инструментальной головки, закрепленной и установленной в гнезде Н в положении VB, выполняет пошаговое перемещение так, что при пошаговом перемещении барабана А данный инструмент располагается в положении механической обработки при достижении соответствующим ему гнездом Н положения VA. Данная операция совершается при перемещении предложенной системы по направлению к детали или заготовке для выполнения ее механической обработки, либо в процессе выполнения механической обработки, либо в любой другой момент времени, когда станок с ЧПУ может выполнить указанную операцию. Данная особенность позволяет приступить к выполнению операций механической обработки сразу после того, как инструментальная головка выполнит пошаговое перемещение в положение VA. Предварительное пошаговое перемещение происходит при перемещении приводного узла АЕ по направлению к барабану А по линейным направляющим ВН в положение VB путем приведения в действие гидравлического цилиндра AF. Это приводит к взаимодействию зубьев НС шестерни, установленной на валу АН, с зубьями НА шестерни, установленной в задней части гнезда Н под инструментальную головку.
9. Когда приводной узел АЕ пошагового перемещения входит в заднюю часть гнезда под инструментальную головку, находящегося в положении VB, приводится в действие гидравлический цилиндр L, находящийся в положении VB, и конические штифты J выходят из взаимодействия с коническими втулками КА в гнезде Н, освобождая их, что приводит к разблокированию указанного гнезда и обеспечивает возможность поворотного перемещения в направлении по часовой стрелке или против часовой стрелки. Затем приводится в действие серводвигатель AG, который вращает вал АН вследствие его соединения с поликлиновым ремнем АI. Это в свою очередь обеспечивает поворот гнезда под инструментальную головку, находящегося в положении VB, так что инструменты, установленные в указанной головке, выполняют круговое пошаговое перемещение к следующему инструменту или любому другому установленному в держателе инструменту, готовому к началу выполнения операций механической обработки, когда барабан А выполнит пошаговое перемещение в положение VA.
10. Затем снова приводится в действие гидравлический цилиндр L, и штифты J опять входят во втулки КА в положении VB, что обеспечивает запирание и удерживание гнезда Н в определенном угловом положении.
11. После завершения инструментальной головкой в положении VB пошагового перемещения приводной узел АЕ путем приведения в действие гидравлического цилиндра AF втягивается по линейным направляющим ВН в положение вблизи задней части отливки С, так что все его компоненты снова освобождают заднюю поверхность гидравлического цилиндра L, что обеспечивает возможность поворотного перемещения барабана А без его столкновения с какими-либо элементами.
12. Затем, после завершения всех поставленных задач механической обработки, система крепления инструмента удаляется от детали или заготовки и находится в состоянии ожидания до тех пор, пока станок и операторы не завершат выполнение дополнительных задач перед повторным запуском цикла механической обработки.
В процессе операций механической обработки охладитель нагнетается при помощи насоса с ЧПУ по магистральному трубопроводу в центре шпинделя В и через барабан А к блокам коллектора AR охладителя. При этом к диску BV коллектора охладителя тоже подается охладитель. Затем из указанных элементов охладитель под высоким давлением нагнетается к рабочим инструментам при помощи приспособлений с отверстием для подачи охладителя, трубок для подачи охладителя или регулируемых трубок для охладителя, расположенных на блоках коллектора охладителя. Вышеуказанные процедуры описывают возможный порядок работы, однако окончательный порядок действий будет постоянно отличаться от вышеописанного, поскольку он зависит от того, как предложенная система запрограммирована разработчиком и как оператор запрограммировал станок на изготовление детали (деталей) или заготовок.
Многорезцовая токарная головка предназначена для упрощения выполнения обтачивания детали ступенчатого типа, в которой за один продольный проход головки создают ступенчатый профиль с разными уменьшающимися диаметрами, или для скоростного нарезания резьбы на детали, или для выполнения обдирки прутков с получением единого уменьшенного диаметра при очень высоких скоростях подачи. Это достигается приведенными ниже способами после выполнения настройки. Материал поворачивается и перемещается к зафиксированной и неподвижной многорезцовой токарной головке с обеспечением его расположения между режущими частями инструмента, так что центральная ось вращения, по которой установлены радиальные проходы каждого инструмента/концевой режущей пластины, расположена на оси вращения заготовки или детали, либо закрепленная многорезцовая токарная головка перемещается и проходит за вращающуюся заготовку или деталь, так что центральная ось вращения, по которой установлены радиальные проходы каждого инструмента/концевой режущей пластины, расположена на оси вращения заготовки или детали, либо многорезцовая токарная головка вращается с заданной скоростью резания/механической обработки и проходит за зафиксированную и неподвижную деталь, так что центральная ось вращения, по которой установлены радиальные проходы каждого инструмента/концевой режущей пластины, расположена на оси вращения заготовки или детали.
Детали, обрабатываемые с использованием данной головки, могут быть выполнены с различными формами и размерами и из различных материалов, в том числе из обработанных материалов, таких как отливки. Любой обтачиваемый пруток также может иметь гексагональную форму. Все описанные способы работы обеспечивают получение круглой концентрической поверхности, как это предусмотрено во всех областях применения токарной обработки. При выполнении механической обработки заготовки или детали с помощью многорезцовой токарной головки каждый инструмент/концевая режущая пластина, в зависимости от места установки, вводится в последовательное взаимодействие до тех пор, пока все инструменты, задействованные в головке, не войдут в состояние взаимодействия и не выполнят токарную обработку детали или заготовки с получением заданного ступенчатого профиля. Для полного понимания работы многорезцовой токарной головки М9 приведено описание ее работы со ссылкой на фиг.33-39. Принцип работы многорезцовой токарной головки по удалению материала аналогичен операции по обдирке прутков, во время которой для снятия материала с прутковой заготовки применяют один или более инструментов.
В конструкции многорезцовой токарной головки также используют одну или более режущих частей или инструментов, обеспечивающих снятие лишнего материала, но с той разницей, что каждая режущая часть или инструмент (если используют более одной режущих частей или более одного инструмента) установлена таким образом, что каждая из них может быть полностью отрегулирована по двум осям. Сначала по оси радиального прохода, на который настроена каждая режущая часть или инструмент, определяют количество материала, снимаемого с детали или заготовки. Затем путем регулировки высоты, на которой каждая режущая часть или инструмент расположены относительно основания, определяют местоположение, в котором происходит изменение диаметра обтачиваемой детали, или местоположение установки каждого инструмента для обеспечения их размещения в соответствии с шагом нарезаемой резьбы.
Обе указанные регулировки выполняют вручную, но при дополнительном включении в многорезцовую токарную головку серводвигателей с ЧПУ они могут происходить под управлением контроллера с ЧПУ и программирования. Высоту прохождения регулируют путем ослабления потайных винтов CR в блоке CF выдвижения инструмента. Затем указанный блок CF перемещают в направлении к основанию СА или от него путем установки торцевого ключа в полость под торцевой ключ, расположенную в верхней части винта CQ вертикальной регулировки стоек, и поворота ключа по часовой стрелке или против часовой стрелки, в результате чего происходит перемещение блока выдвижения инструмента вдоль стойки СЕ. После установки высоты прохождения блока CF с концевой режущей пластиной CG все потайные винты CR соответствующим образом подтягивают к блокам СО направляющих с обеспечением их прижатия к плоским поверхностям стоек СЕ и прочного удерживания на месте.
Местоположение радиального прохода, в котором устанавливают блоки CF выдвижения инструмента и прикрепленные концевые режущие пластины относительно центра основания СА, достигают путем перемещения стойки СЕ.
Для перемещения стойки СЕ ослабляют винт CJ, затем регулировочный винт СI, расположенный в нижней части Т-образного блока СС и соединенный со сквозным резьбовым отверстием СМ, поворачивают в направлении по часовой стрелке или против часовой стрелки при помощи торцевого ключа, который размещают в торце регулировочного винта СI. Это обеспечивает перемещение стойки СЕ, соединенного с ней блока CF с концевой режущей пластиной CG и Т-образного блока СС вдоль Т-образного паза СВ в заданном направлении. Когда стойка СЕ расположена у заданного радиального прохода, винты соответствующим образом затягивают, в результате чего блок СС выдвигается к верхней части паза СВ и надежно удерживает стойку на месте. При регулировке многорезцовой токарной головки не важно, что регулировать первым: высоту прохождения блока CF выдвижения инструмента или ось радиального прохода путем перемещения стойки (стоек) СЕ вдоль Т-образного паза.
Когда многорезцовая токарная головка настроена и установлена для выполнения одной из поставленных задач, наверху стойки (стоек) СЕ располагают удерживающее кольцо CS. Затем удерживающее кольцо CS прикрепляют к верхней части стойки (стоек) СЕ при помощи винтов СТ. При введении в многорезцовую токарную головку также упрочняющих стоек CV, удерживающее кольцо CS прикрепляют к ним при помощи дополнительных винтов CU.
После установки многорезцовой токарной головки выполняют регулировку наконечников СК подачи охладителя, расположенных в основании СА, так что они направляют охладитель под высоким давлением к концевым режущим пластинам CG, установленным в блоке CF выдвижения инструмента. На данном этапе многорезцовая токарная головка полностью настроена на окончательное выполнение одной из задач за один проход головки. Скорости подачи, скорости вращения и направленное позиционирование многорезцовой токарной головки М9 задают ручным вводом или при помощи ЧПУ программирования инструментов станка с ЧПУ и инструментов обычного металлорежущего станка. Когда головка настроена, инструменты/концевые режущие пластины могут быть расположены и установлены в заданном положении с обеспечением сбалансированного резания заготовки или детали.
Если одна многорезцовая токарная головка не может обеспечить полное завершение всех операций черновой обработки детали или заготовки за один проход, то для завершения операции могут быть использованы и настроены несколько головок такого же типа. Результат обтачивания детали или заготовки, в которой за один проход головки создают в продольном направлении ступенчатый профиль с разными уменьшающимися диаметрами, показан на фиг.38. В случае, проиллюстрированном на фиг.38, каждую отдельную режущую часть или инструмент настраивают по двум осям перемещения и устанавливают таким образом, что указанная часть или инструмент обеспечивает обтачивание одного из уменьшающихся диаметров, изображенных на чертеже, по заданной длине.
Результат выполнения операции по обдирке прутка с обеспечением быстрого обтачивания детали или заготовки до единого уменьшенного диаметра при очень высоких скоростях обработки показан на фиг.39. В случае, проиллюстрированном на фиг.39, каждую отдельную режущую часть или инструмент настраивают по двум осям перемещения с обеспечением их установки у одного и того же радиального прохода и на одной высоте относительно основания. В данной конфигурации несколько режущих частей или инструментов взаимодействуют одновременно с обеспечением обтачивания одного и того же уменьшенного диаметра на детали или заготовке, что позволяет существенно увеличить скорость прохода при резании многорезцовыми токарными головками. Многорезцовую токарную головку настраивает и устанавливает оператор с обеспечением ее соответствия операции, выполняемой на детали или заготовке.
Как правило, настройка радиального прохода определяется оптимальной глубиной обтачивания диаметра детали или заготовки, которое может быть выполнено инструментом. В многорезцовой токарной головке М9 может быть одновременно установлено столько режущих частей, на сколько она максимально рассчитана, в зависимости от требований, предъявляемых к механической обработке, и количества операторов, выполняющих настройку головки. В процессе операций механической обработки через наконечники для подачи охладителя, установленные в основании головки, нагнетают охладитель под высоким давлением с обеспечением сдувания стружки с режущих кромок концевых режущих пластин и многорезцовой токарной головки.
Многорезцовая расточная головка М10 предназначена для упрощения растачивания ступенчатых отверстий в детали или заготовке, в которой за один проход указанной головки создают в продольном направлении ступенчатый профиль с отверстиями различных увеличивающихся диаметров, или для скоростного нарезания резьбы в детали или заготовке на ее частичную или полную глубину, или для выполнения операций по обдирке канала для скоростного растачивания отверстия в детали или заготовке с получением единого увеличенного диаметра при очень высоких скоростях подачи. Это достигается приведенными ниже способами после выполнения настройки. Материал поворачивается и перемещается к зафиксированной и неподвижной многорезцовой расточной головке, так что ось вращения, по которой установлен радиальный проход каждой борштанги, расположена на оси вращения заготовки или детали, либо многорезцовая расточная головка перемещается и проходит за вращающуюся заготовку или деталь, так что центральная ось вращения, по которой установлен радиальный проход каждой борштанги, расположена на оси вращения заготовки или детали, либо многорезцовая расточная головка вращается с заданной скоростью резания/механической обработки и проходит за зафиксированную и неподвижную деталь, так что центральная ось вращения, по которой установлен радиальный проход каждой борштанги, расположен на оси вращения заготовки или детали.
Детали, обрабатываемые с использованием данной головки, могут быть выполнены с различными формами и размерами и из различных материалов, в том числе из обработанных материалов, таких как отливки. Все описанные способы работы обеспечивают получение круглой концентрической расточенной поверхности, как это предусмотрено во всех областях применения обработки растачиванием. При выполнении механической обработки заготовки или детали с помощью многорезцовой расточной головки каждая борштанга, в зависимости от места установки, вводится в последовательное взаимодействие до тех пор, пока все борштанги или инструменты, задействованные в головке, не войдут в состояние взаимодействия и не выполнят расточную обработку детали или заготовки с получением заданного ступенчатого профиля. Для полного понимания работы многорезцовой расточной головки М10 приведено описание ее работы со ссылкой на фиг.45-51. Принцип работы многорезцовой расточной головки М10 по удалению материала аналогичен операции по обдирке прутков, во время которой для снятия материала с прутковой заготовки применяют один или более инструментов.
В конструкции многорезцовой расточной головки также используют один или более инструментов/борштанг, обеспечивающих снятие лишнего материала, но с той разницей, что каждая борштанга или инструмент (если используют более одной борштанги или более одного инструмента) установлена таким образом, что каждая из них может быть полностью отрегулирована по двум осям.
Сначала по оси радиального прохода, на который настроена каждая борштанга или инструмент, определяют количество материала, снимаемого с детали или заготовки. Затем путем регулировки высоты, на которой каждая борштанга или инструмент расположены относительно основания, определяют местоположение, в котором происходит изменение диаметра растачиваемой детали или заготовки, или местоположение установки каждой борштанги или инструмента для обеспечения их размещения в соответствии с шагом нарезаемой резьбы. Обе указанные регулировки выполняют вручную, но при дополнительном включении в многорезцовую расточную головку серводвигателей с ЧПУ они могут происходить под управлением контроллера с ЧПУ и программирования.
Высоту прохождения регулируют путем установки борштанг DG в отверстие СР с прохождением через отверстие в пластине DB вертикальной регулировки, путем ослабления потайных винтов DD в держателе DA борштанги и подтягивания потайных винтов DD в пластине DB к борштанге (борштангам). Затем указанную пластину DB перемещают в направлении к держателю DA с прикрепленной к нему борштангой DG или от него путем установки торцевого ключа в полость под торцевой ключ, расположенную в верхней части регулировочного винта DC, и поворота ключа по часовой стрелке или против часовой стрелки. После выполнения регулировки и установки высоты борштанг(и) относительно основания СА винты DD в держателе DA соответствующим образом подтягивают к борштанге с обеспечением ее прочного удерживания на месте.
Местоположение радиального прохода, в котором устанавливают борштанги относительно центра основания СА, достигают путем перемещения держателя DA борштанги. Для перемещения держателя DA ослабляют винты DE внутри него, после чего регулировочный винт CD, расположенный в нижней части Т-образного блока CL и соединенный со сквозным резьбовым отверстием СМ, поворачивают в направлении по часовой стрелке или против часовой стрелки при помощи размещаемого в нем торцевого ключа. Это обеспечивает перемещение держателя DA, установленной в нем борштанги DG, пластины вертикальной регулировки, винта CD вертикальной регулировки и Т-образного блока CL вдоль Т-образного паза СВ в заданном направлении. Когда борштанги расположены у заданного радиального прохода, винты DE в держателе DA соответствующим образом затягивают, в результате чего блок CL втягивается к верхней внутренней части паза СВ и надежно удерживает борштангу на месте.
При регулировке многорезцовой расточной головки не важно, что регулировать первым: высоту прохождения борштанг или ось радиального прохода держателя DA борштанги вдоль Т-образного паза. Когда многорезцовая расточная головка настроена и установлена для выполнения одной из поставленных задач, к борштангам присоединяют и прикрепляют узел удерживающего кольца (в случае его использования). После установки многорезцовой расточной головки выполняют регулировку наконечников СК подачи охладителя, расположенных в основании СА, так что они направляют охладитель под высоким давлением к концевым режущим пластинам DF, установленным в борштангах DG. На данном этапе многорезцовая расточная головка полностью настроена на окончательное выполнение одной из задач за один проход головки. Скорости подачи, скорости вращения и направленное позиционирование многорезцовой расточной головки М10 задают ручным вводом для инструментов обычного металлорежущего станка или при помощи ЧПУ программирования для инструментов станка с ЧПУ.
Когда головка настроена, борштанги или инструменты могут быть расположены и установлены в заданном положении с обеспечением сбалансированного резания заготовки или детали. Если одна многорезцовая расточная головка не может обеспечить полное завершение всех операций черновой обработки детали или заготовки за один проход, то для завершения операции могут быть использованы и настроены несколько головок такого же типа. Результат растачивания различных каналов в детали или заготовке, в которой за один проход указанной головки создают в продольном направлении ступенчатый профиль с каналами различных увеличивающихся диаметров, показан на фиг.50. В случае, проиллюстрированном на фиг.50, каждую отдельную борштангу или инструмент настраивают по двум осям перемещения и устанавливают таким образом, что указанная борштанга или инструмент обеспечивает растачивание одного из каналов увеличенного диаметра, изображенных на чертеже, по заданной длине. Результат выполнения операции по обдирке канала для быстрого растачивания канала увеличенного диаметра в детали или заготовке с получением единого увеличенного диаметра при очень высоких скоростях обработки показан на фиг.51, на которой канал с меньшим внутренним диаметром является каналом, выполненным в ходе предварительного растачивания или механической обработки, а канал большего увеличенного диаметра является результатом операции по обдирке канала. В случае, проиллюстрированном на фиг.51, каждую отдельную борштангу или инструмент настраивают по двум осям перемещения и устанавливают таким образом, что все борштанги или инструменты установлены у одного и того же радиального прохода и на одной высоте относительно основания. В данной конфигурации несколько борштанг или инструментов взаимодействуют одновременно с обеспечением растачивания одного и того же канала увеличенного диаметра в детали или заготовке, что позволяет существенно увеличить скорость прохода при резании многорезцовыми расточными головками.
Многорезцовую расточную головку настраивает и устанавливает оператор с обеспечением ее соответствия операции, выполняемой на детали или заготовке. Как правило, настройка радиального прохода определяется оптимальной глубиной растачивания диаметра детали или заготовки, которое может быть выполнено борштангой. В многорезцовой расточной головке М10 может быть одновременно установлено столько борштанг или инструментов, на сколько она максимально рассчитана, в зависимости от требований, предъявляемых к механической обработке, и количества операторов, выполняющих настройку головки. В процессе операций механической обработки через наконечники для подачи охладителя, установленные в основании головки, нагнетают охладитель под высоким давлением с обеспечением сдувания стружки с режущих кромок борштанг и многорезцовой расточной головки. Следует понимать, что универсальная система крепления инструмента для центра механической обработки, многорезцовая токарная головка М9 и многорезцовая расточная головка М10 в целом образованы частями, элементами и конструктивными особенностями, указанными в данном описании, и предполагается, что они могут содержать любые эквиваленты, известные в данной области техники, которые при замене ими описанных элементов в целом не изменяют сущность изобретения.
Буквенные обозначения для универсальной системы крепления инструмента для центра механической обработки
Буквенные обозначения для многорезцовых головок универсальной системы крепления инструмента для центра механической обработки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| ТОКАРНЫЙ ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ РАБОТЫ С БОЛЬШОЙ ПОДАЧЕЙ | 2020 |
|
RU2809882C2 |
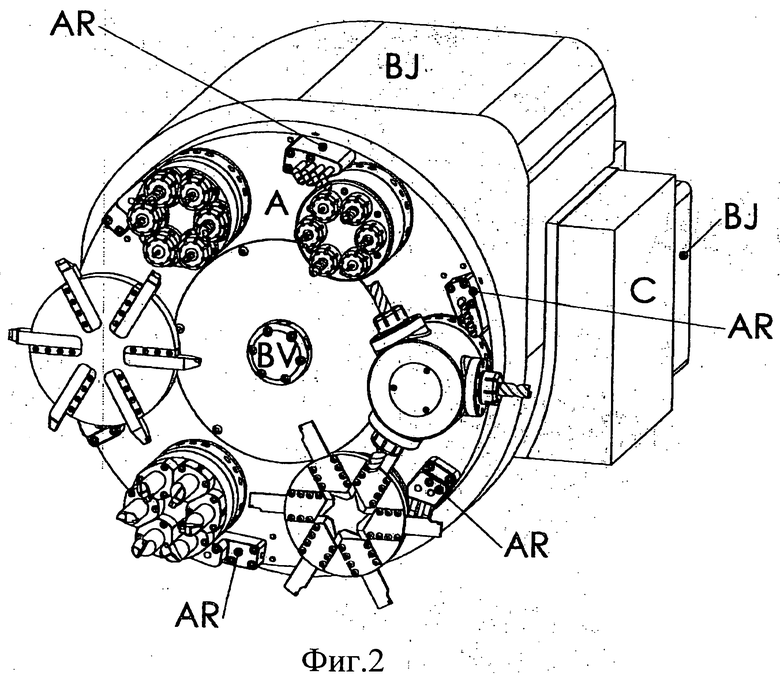
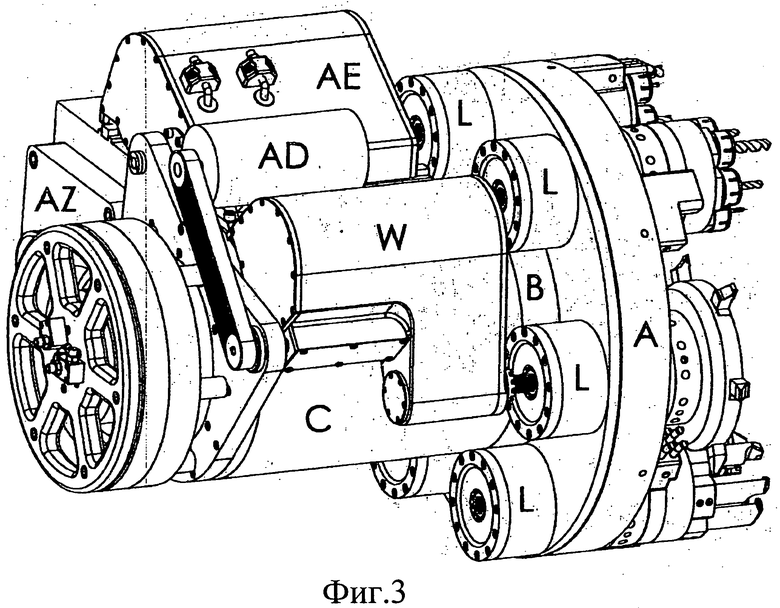



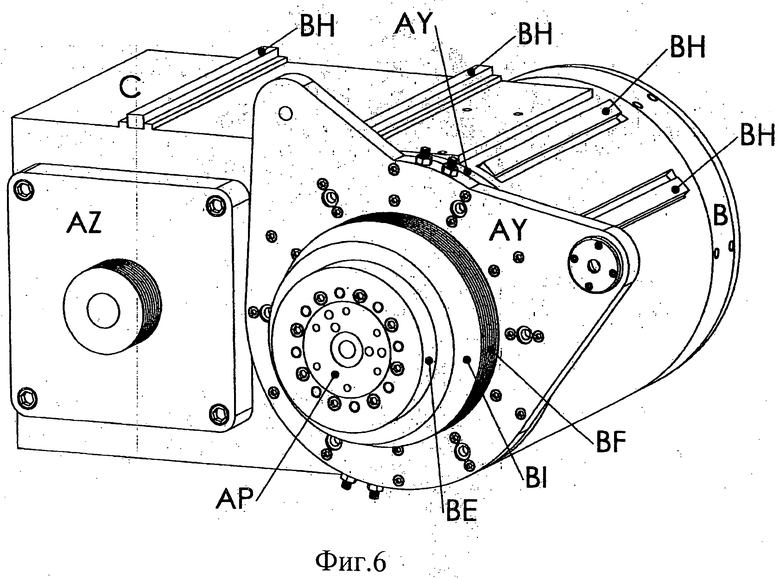
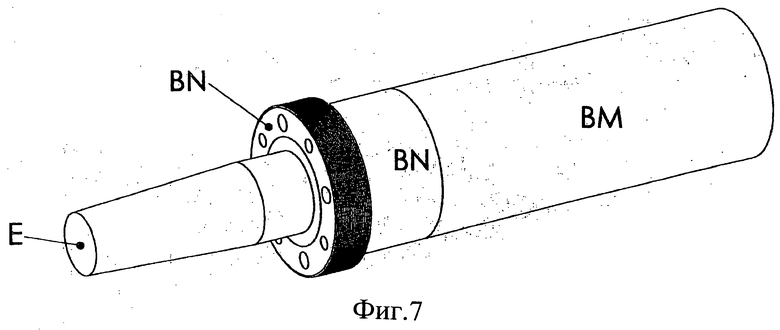
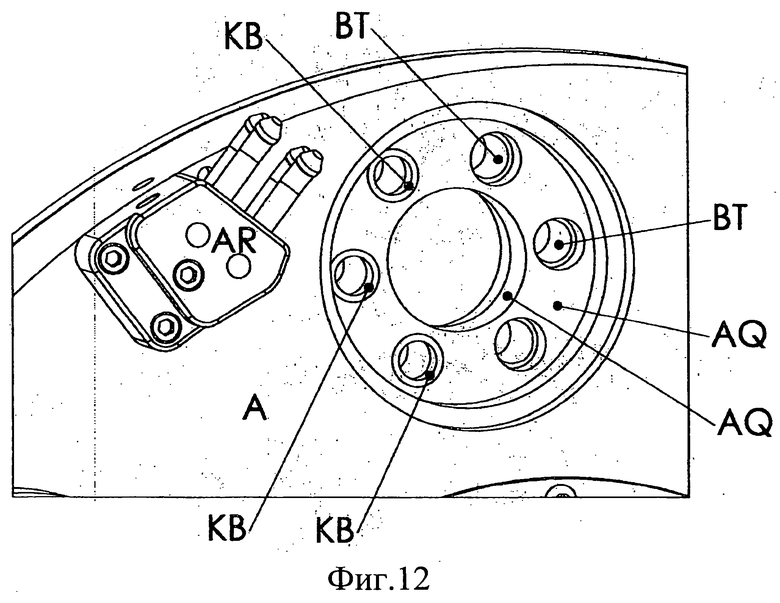
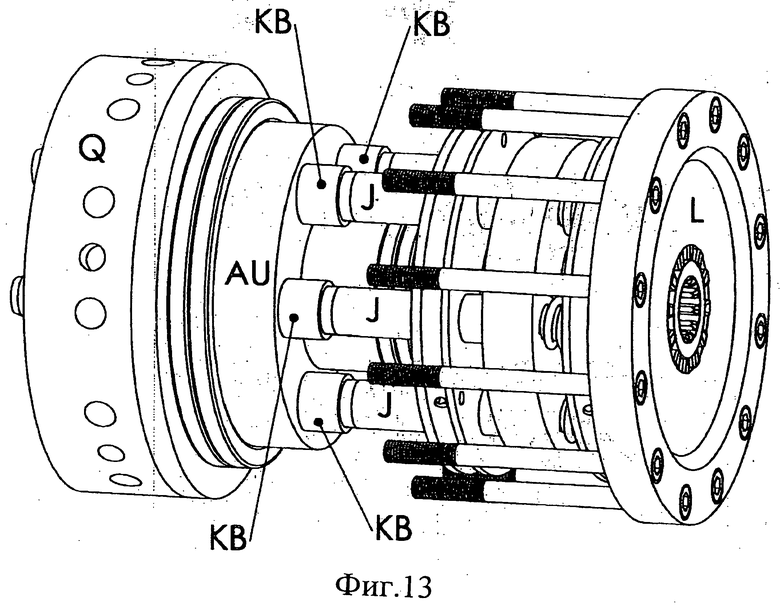
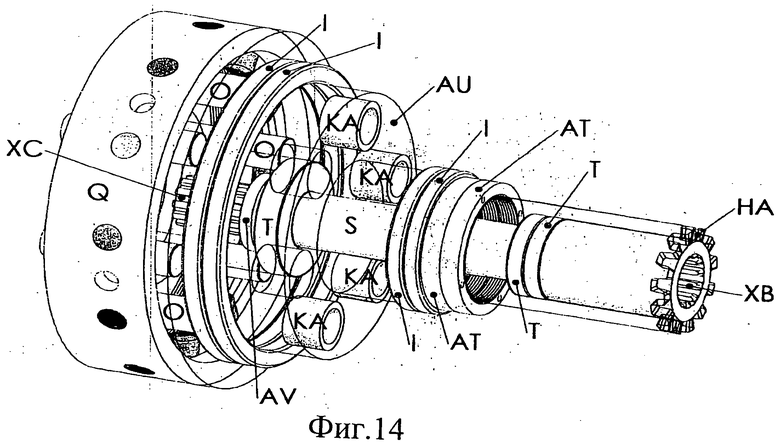

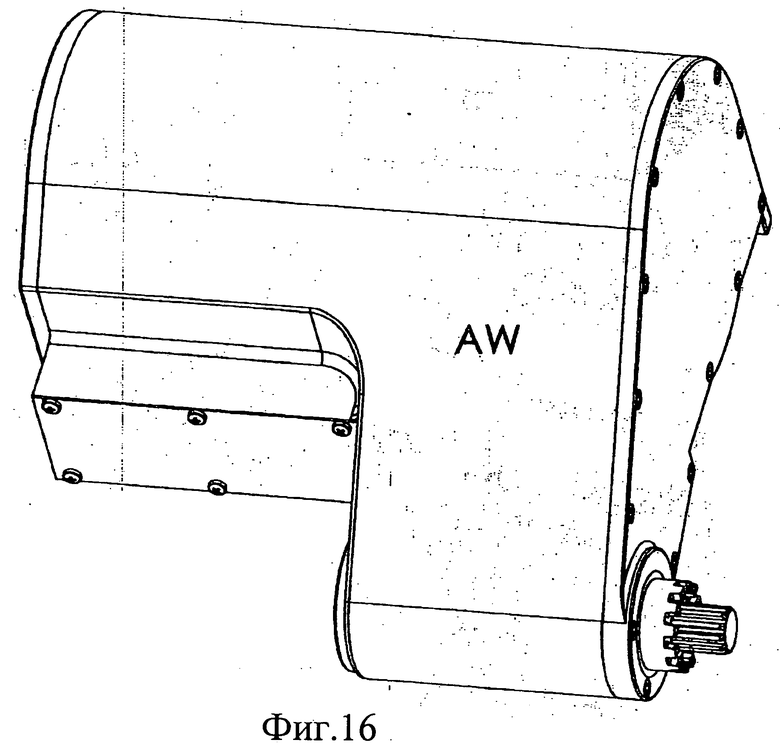

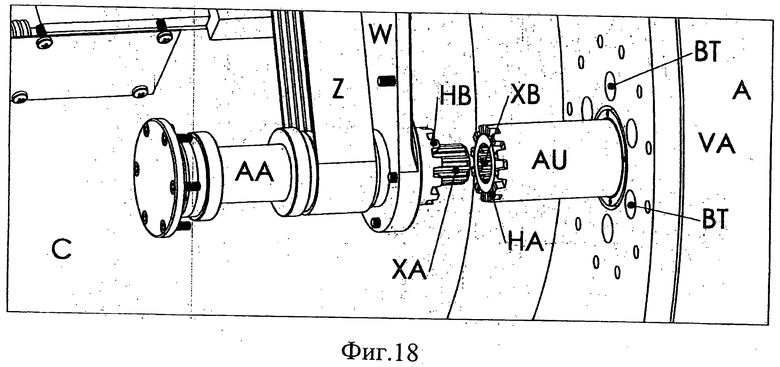
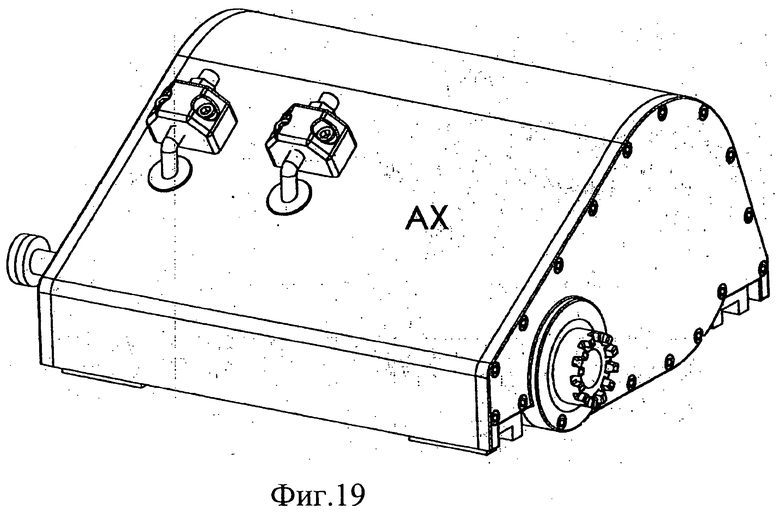
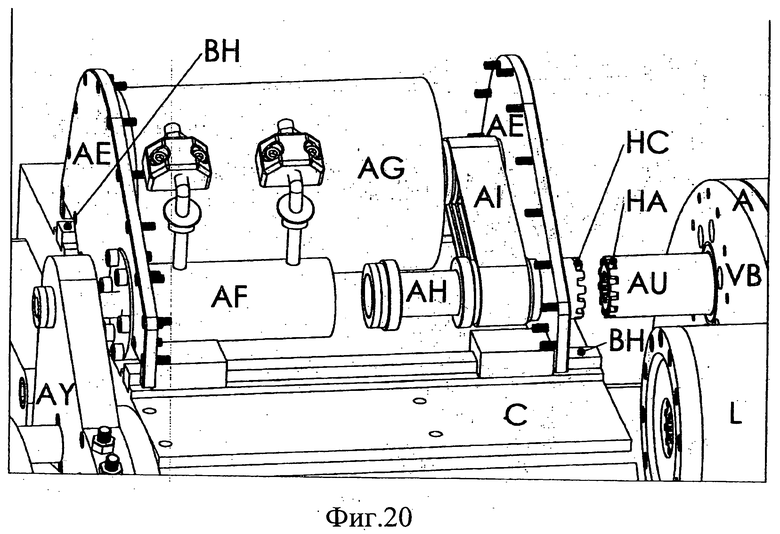
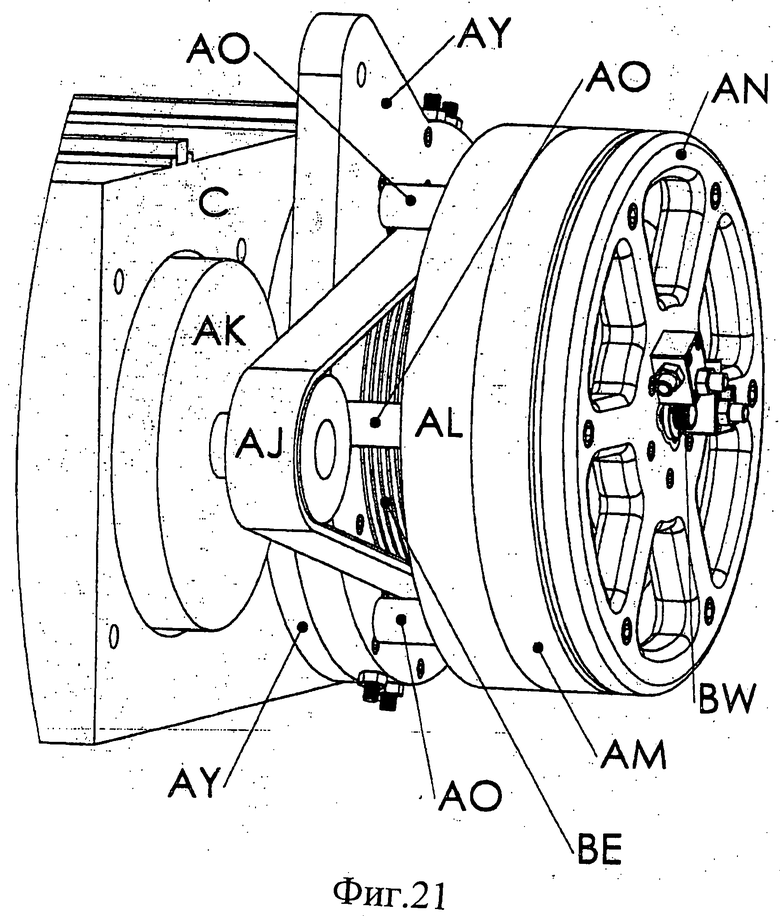
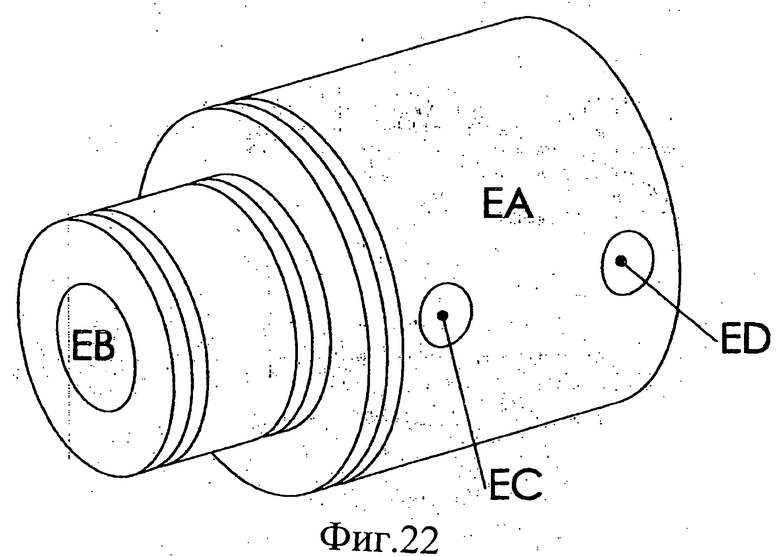
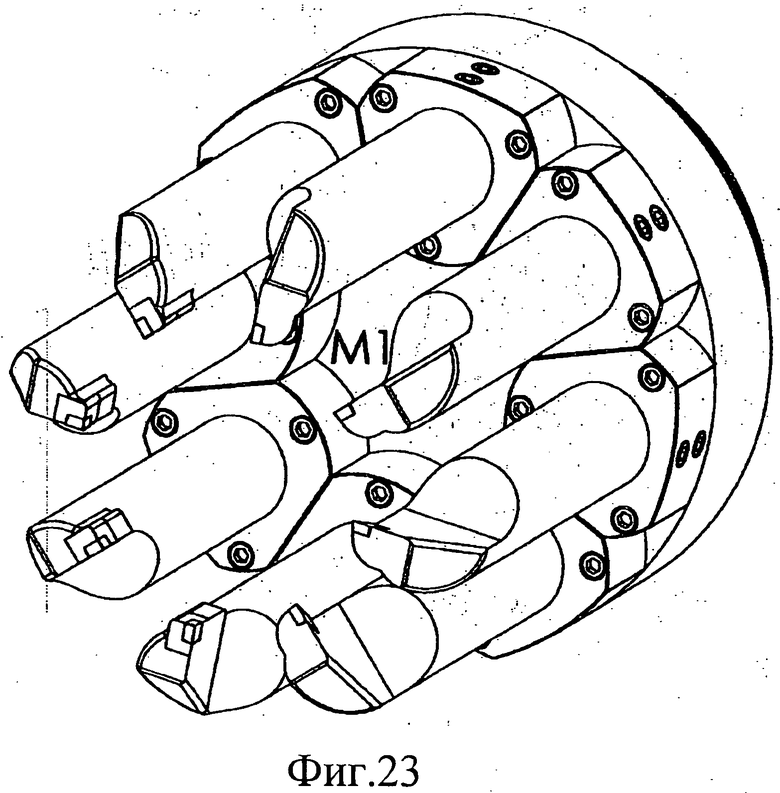
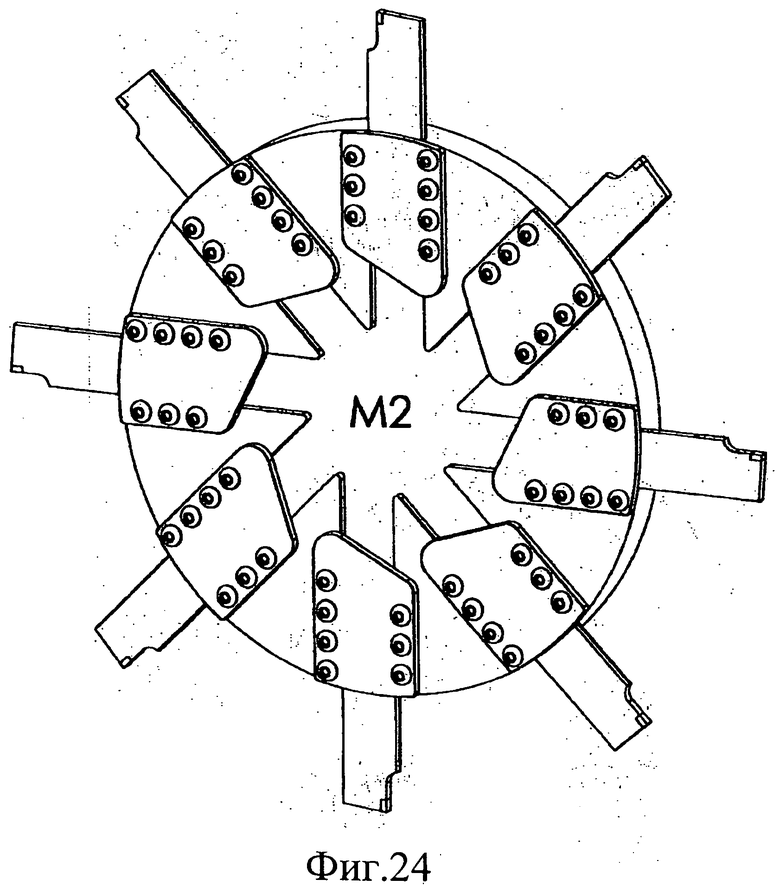
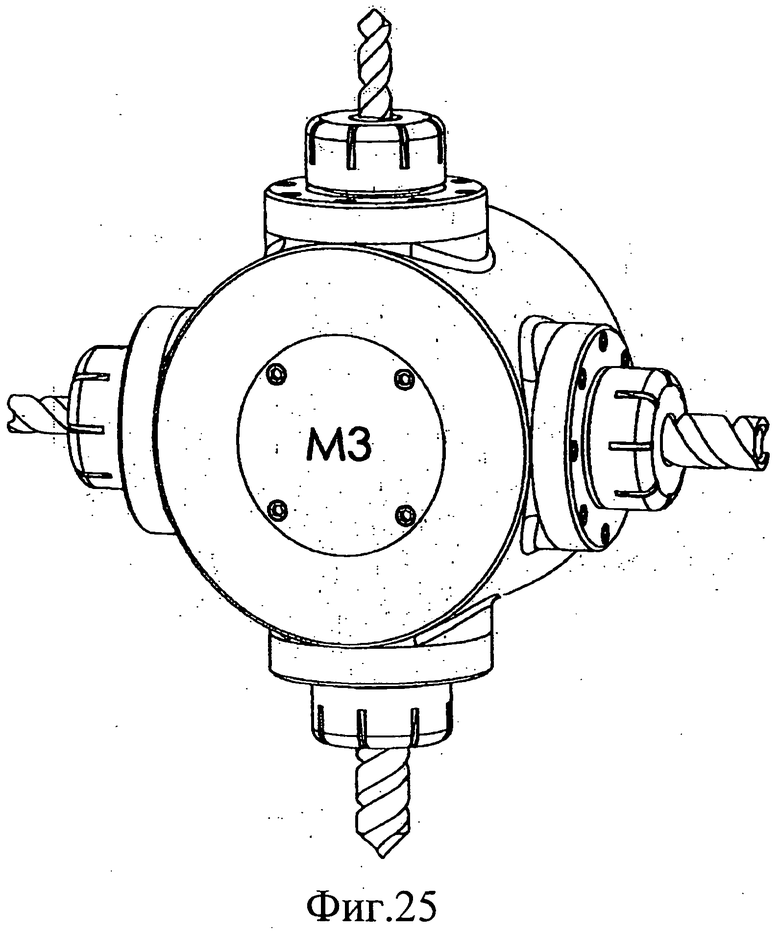
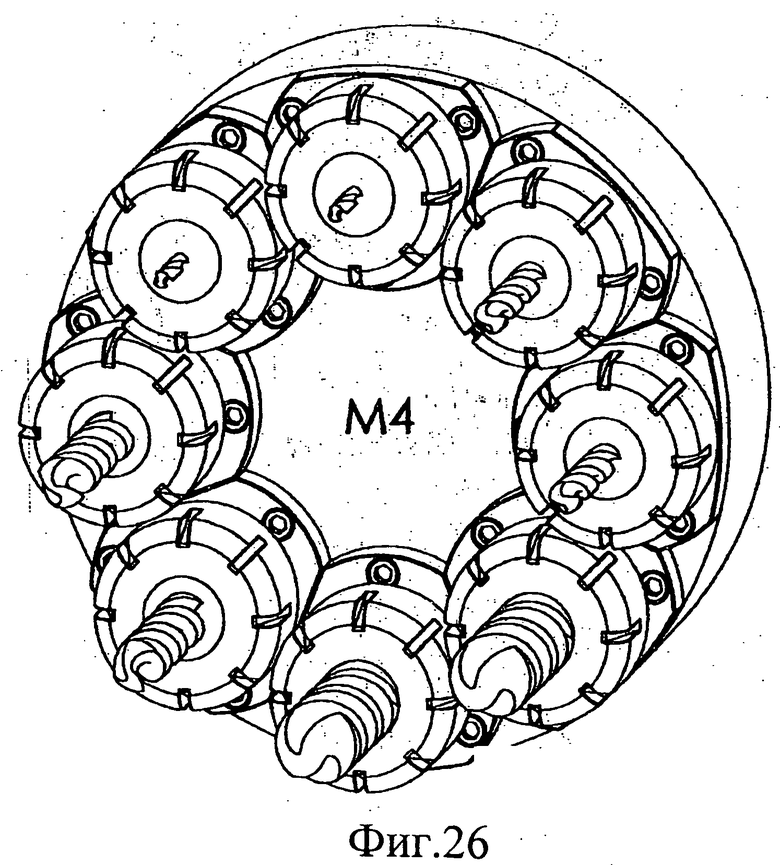
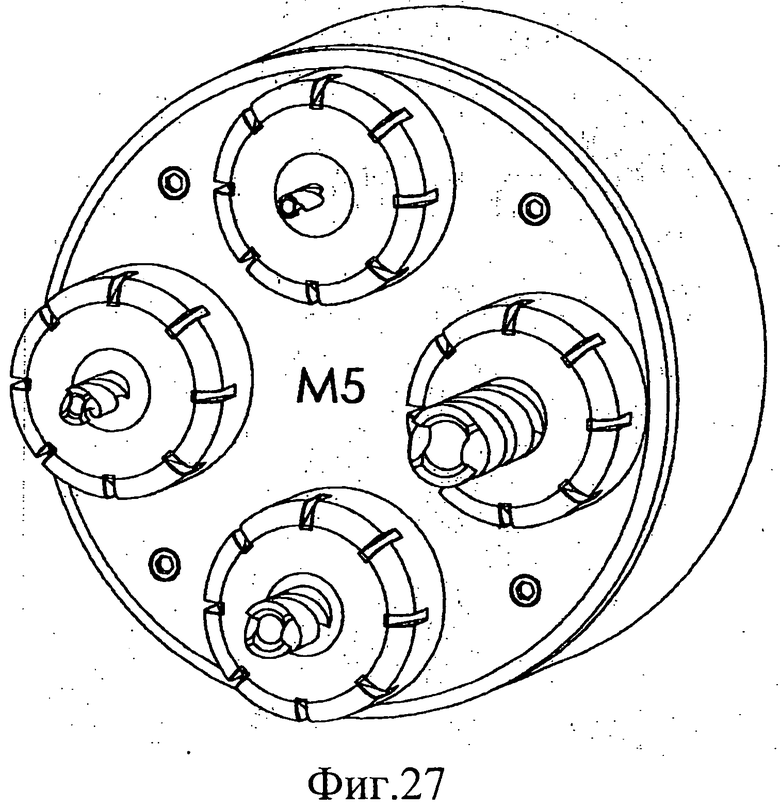
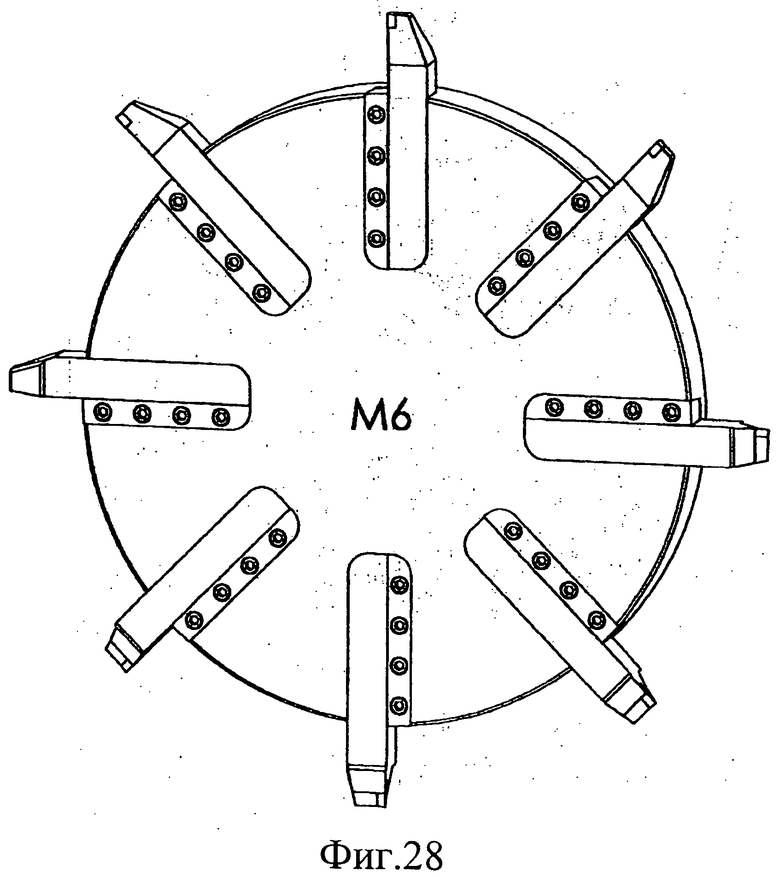
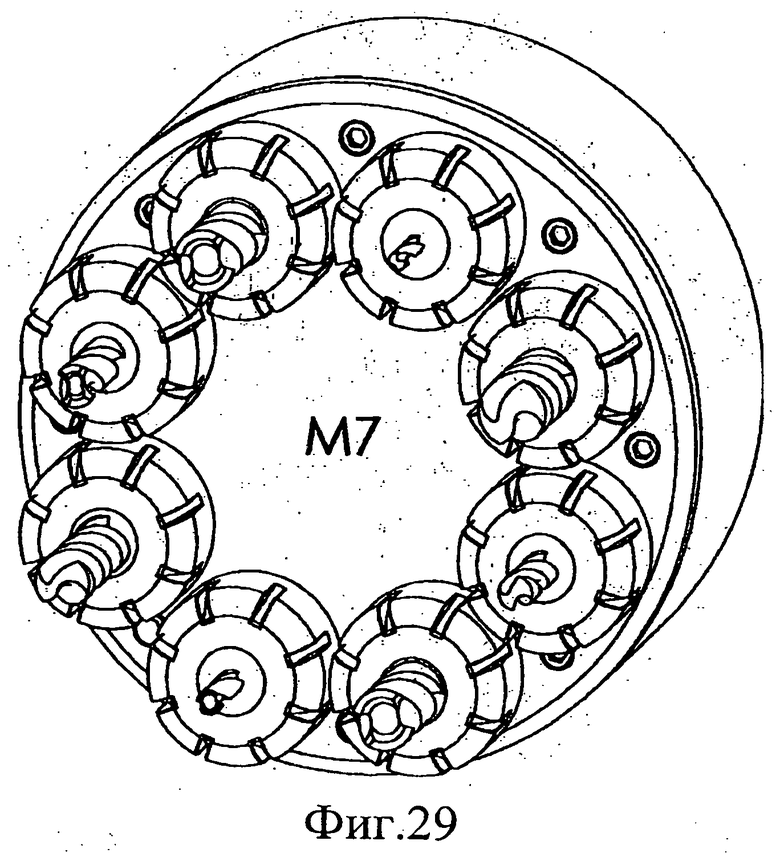
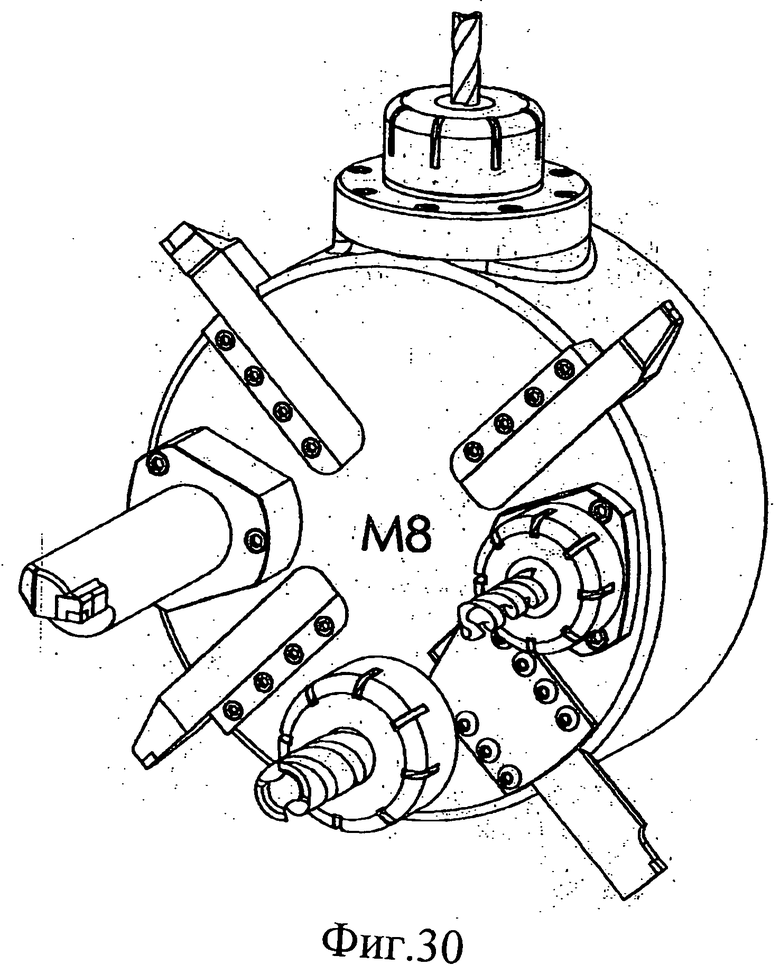
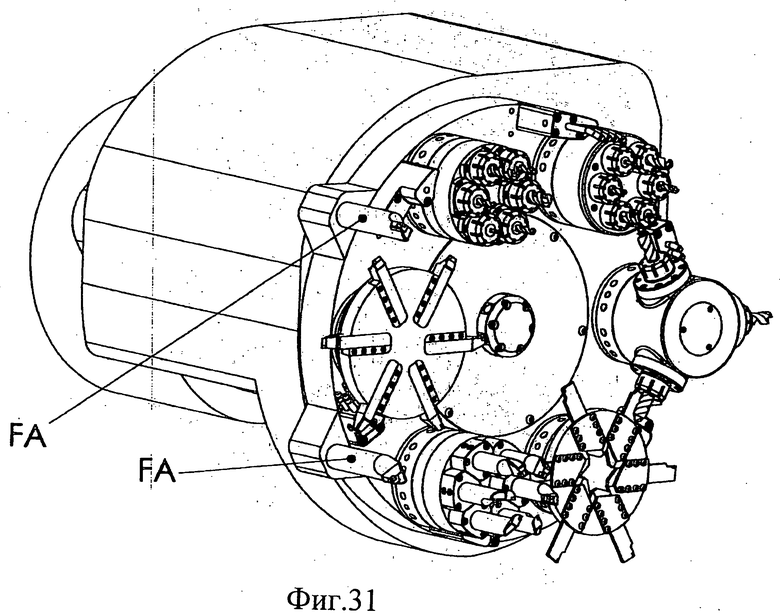
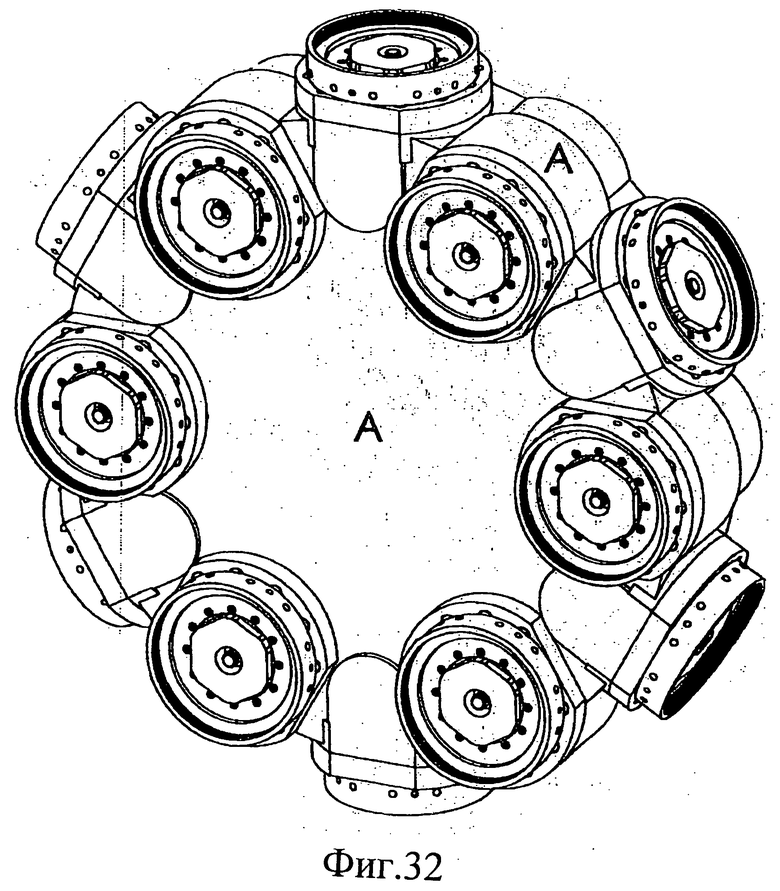
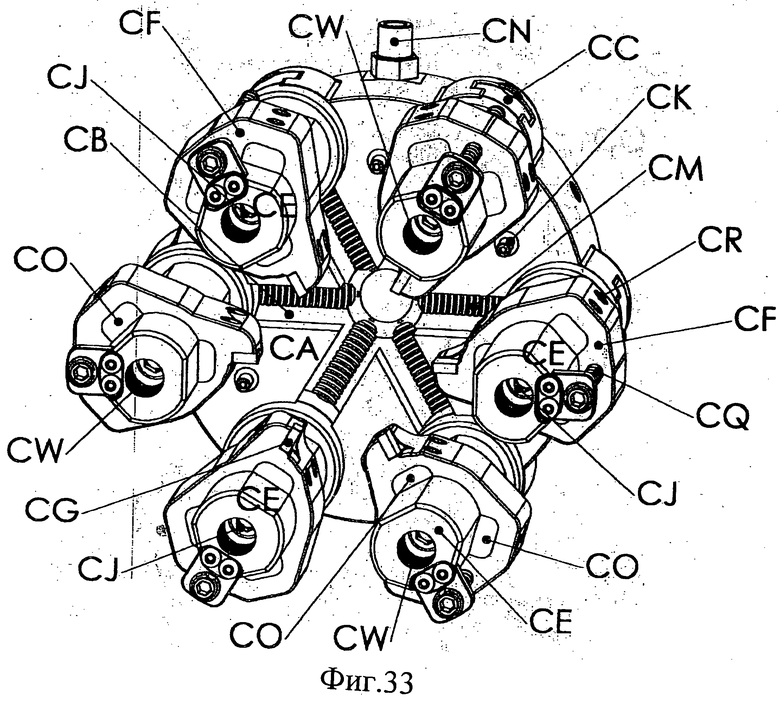

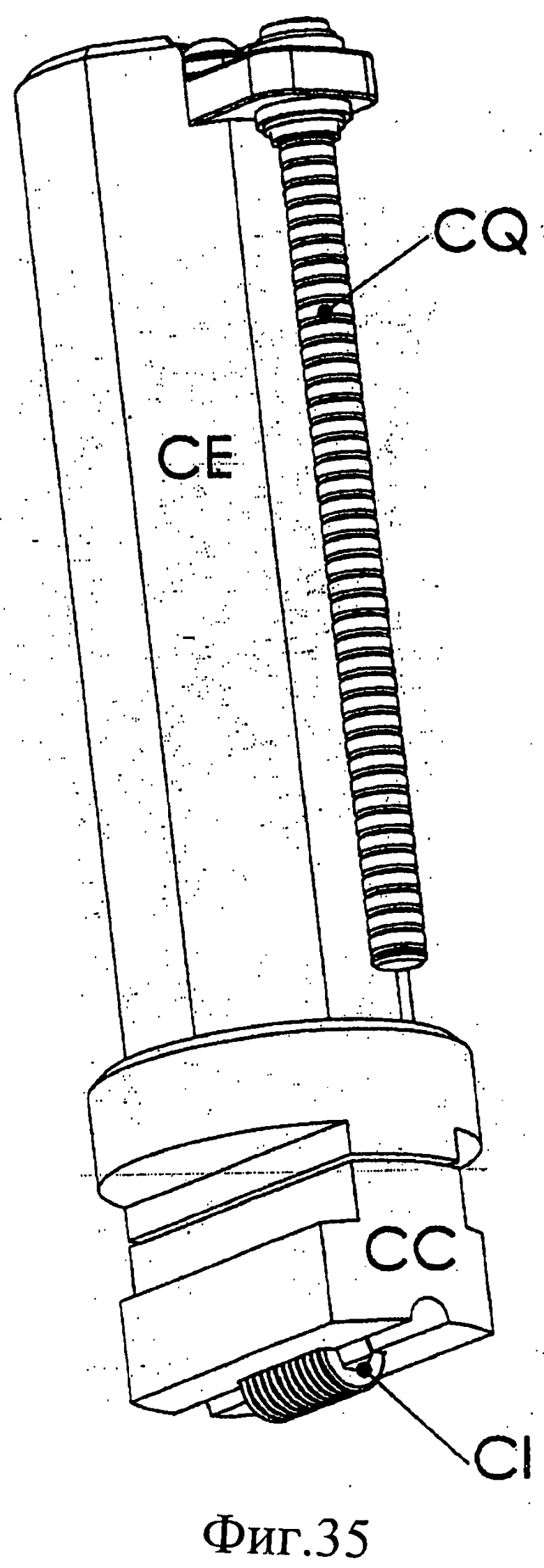
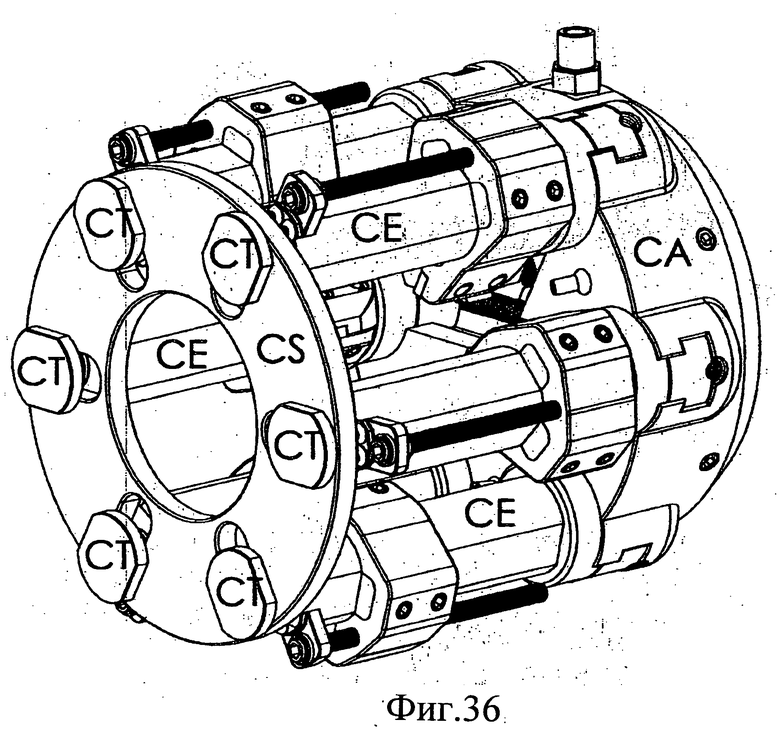
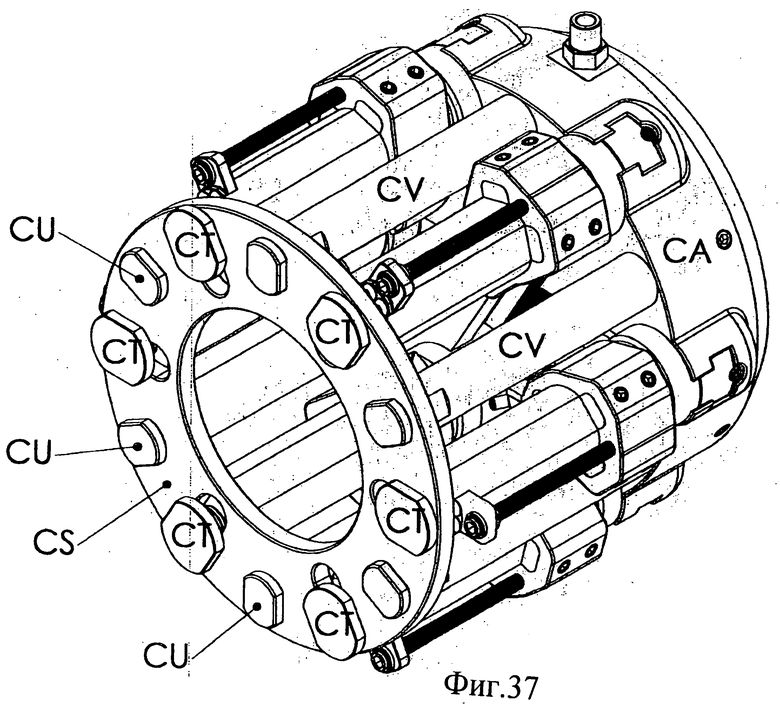
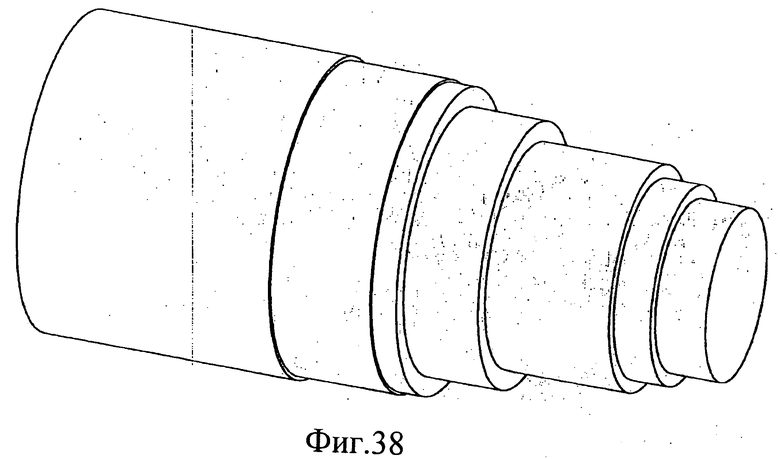
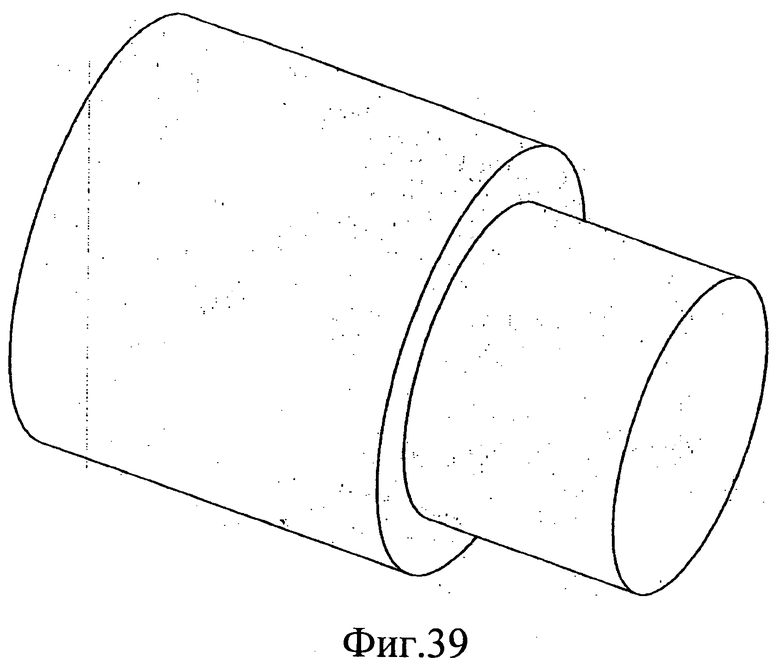
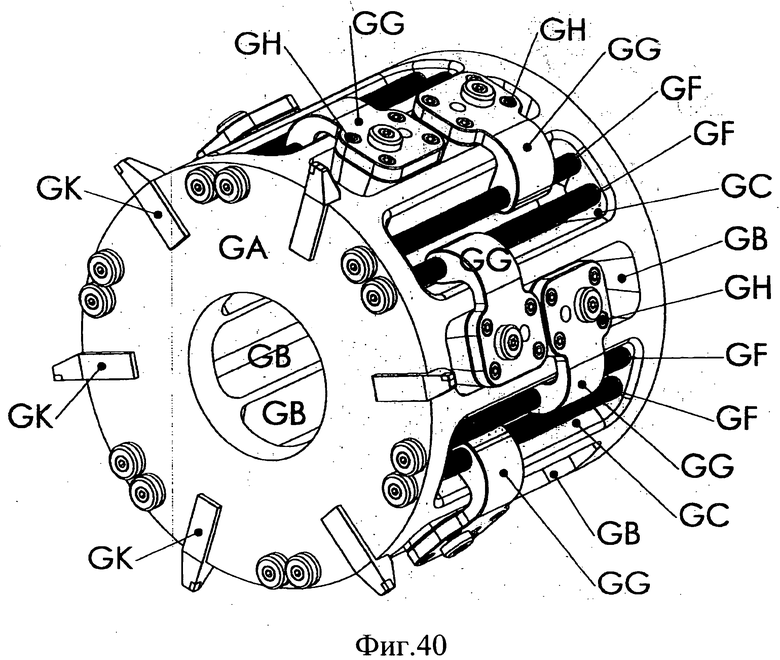

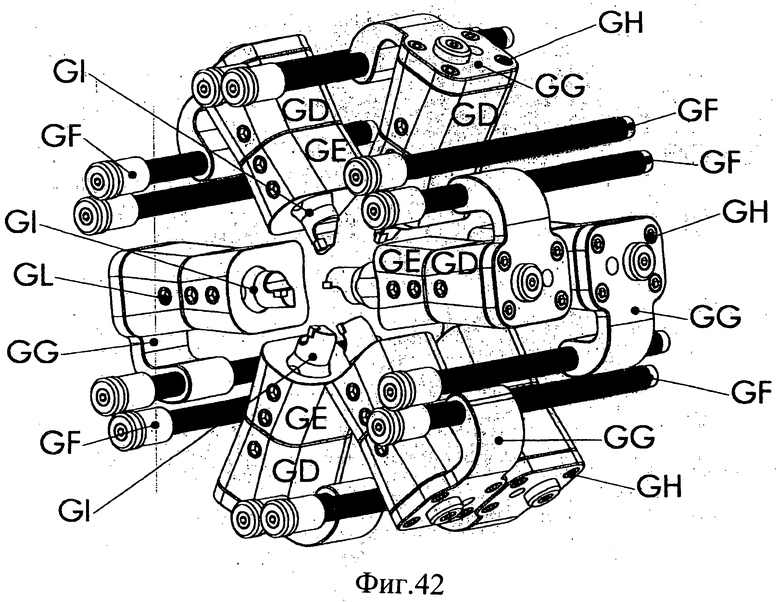
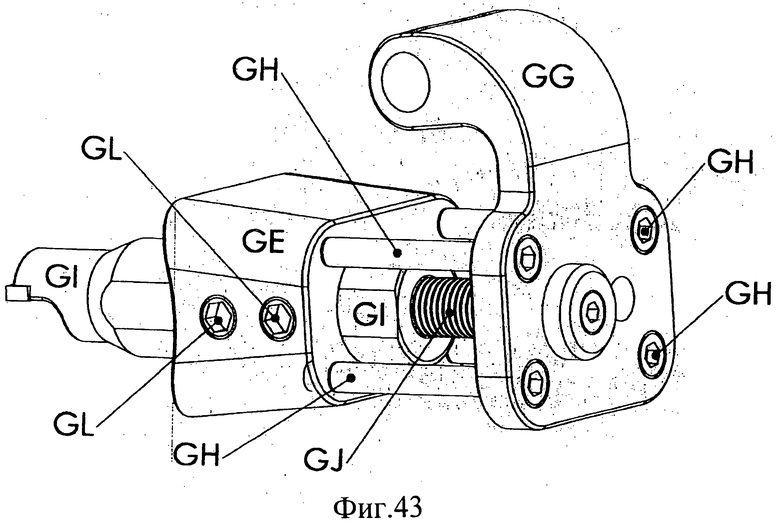
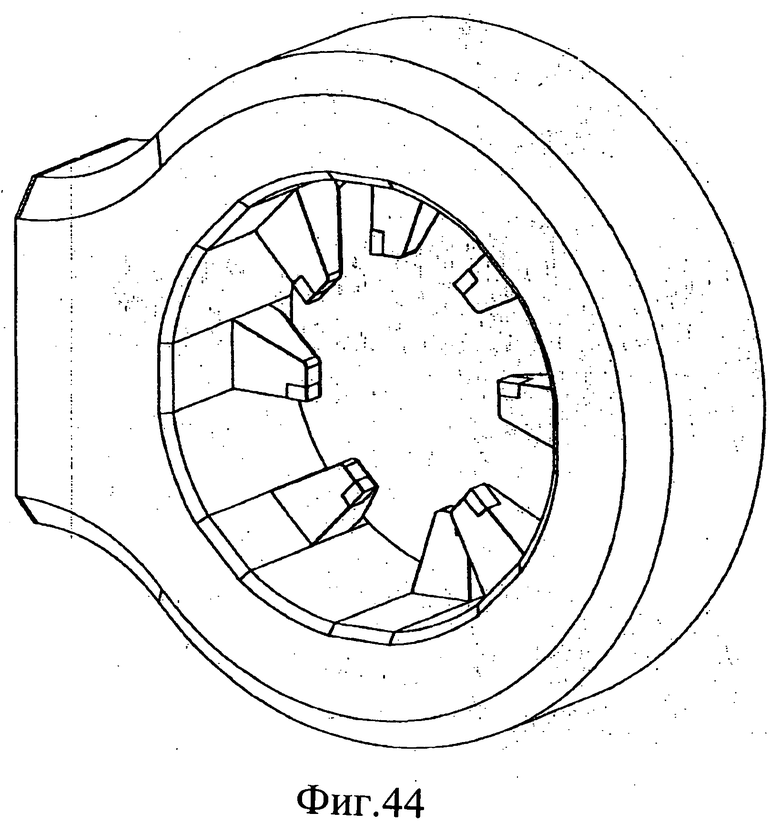
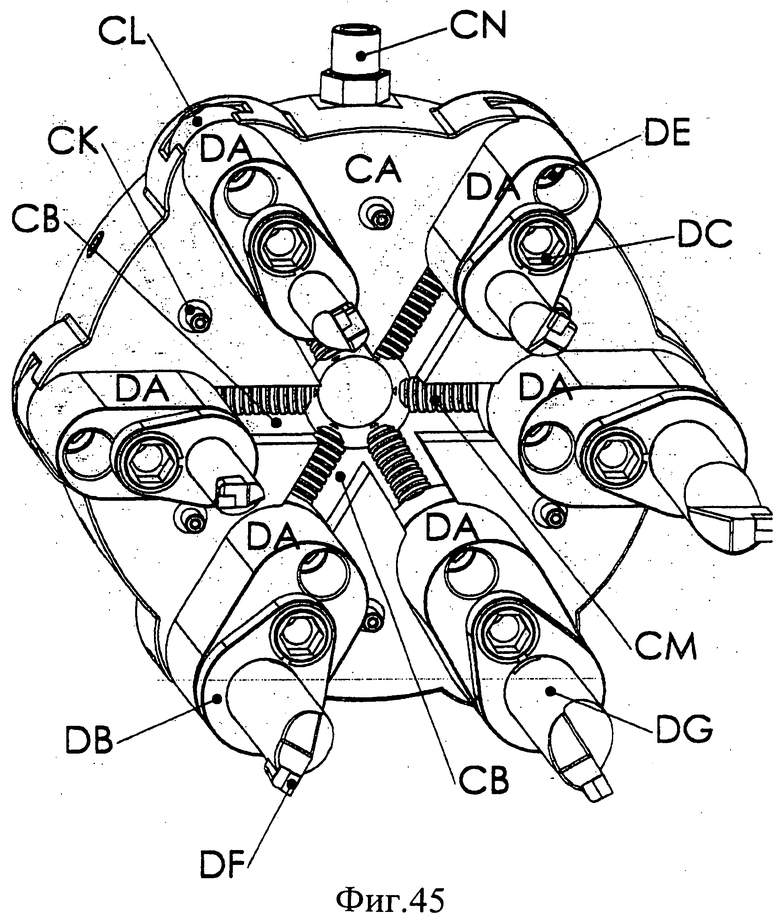
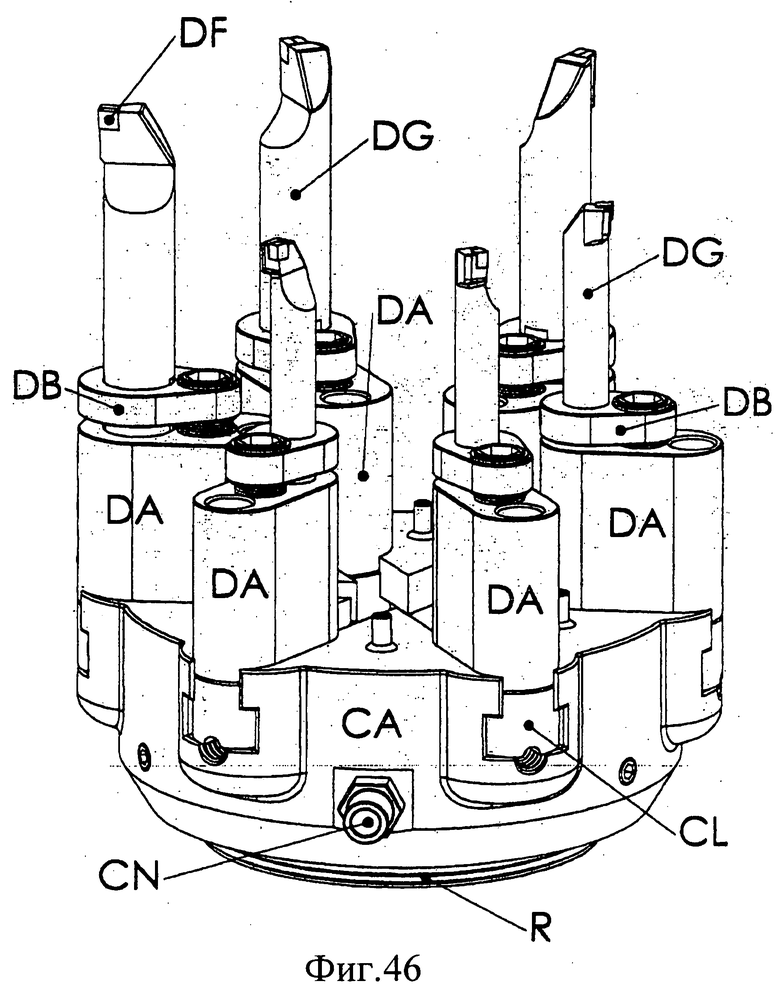
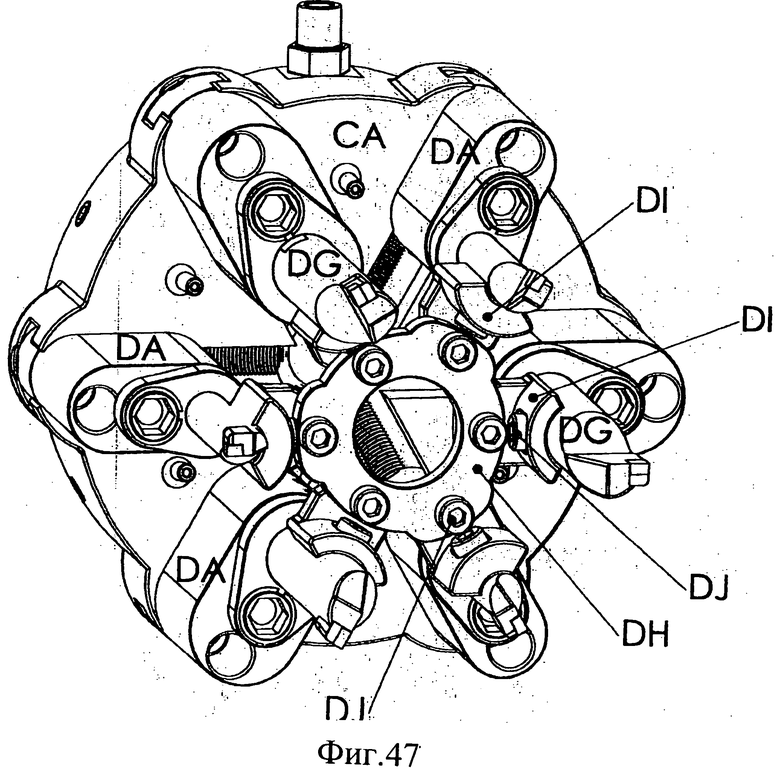
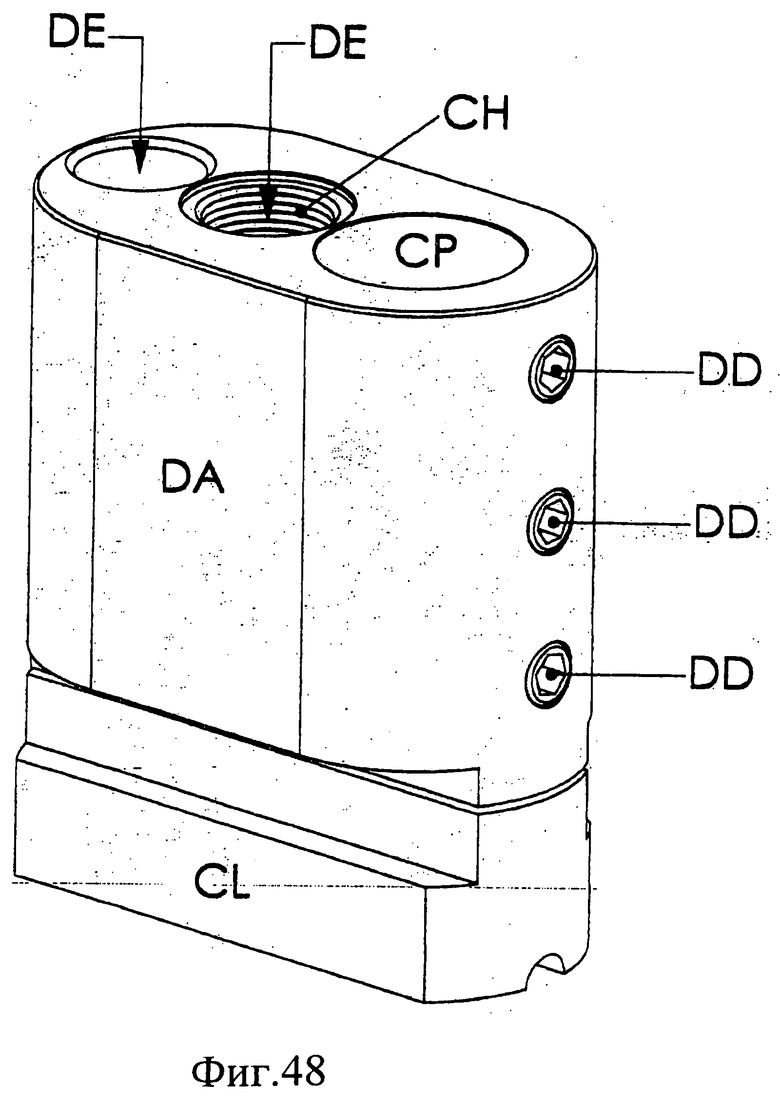
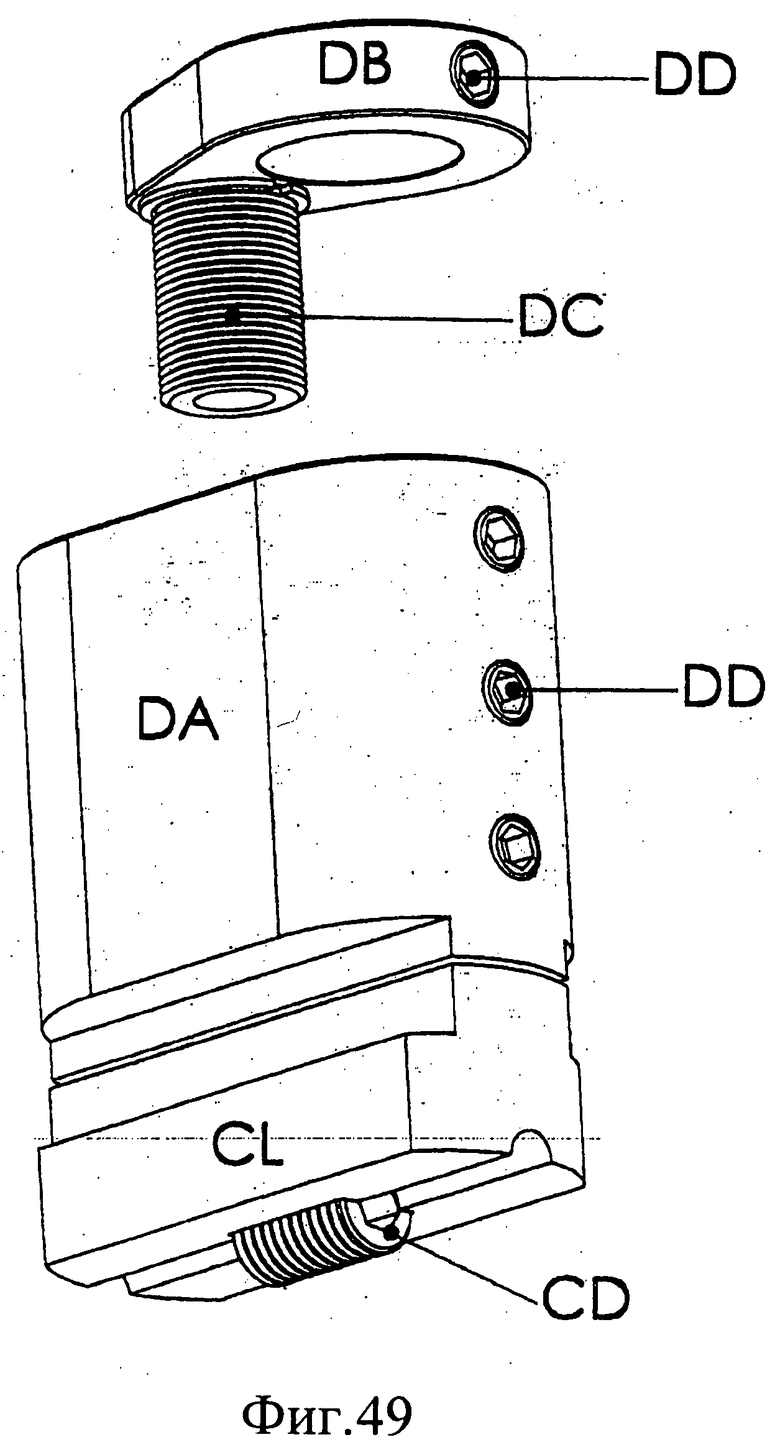
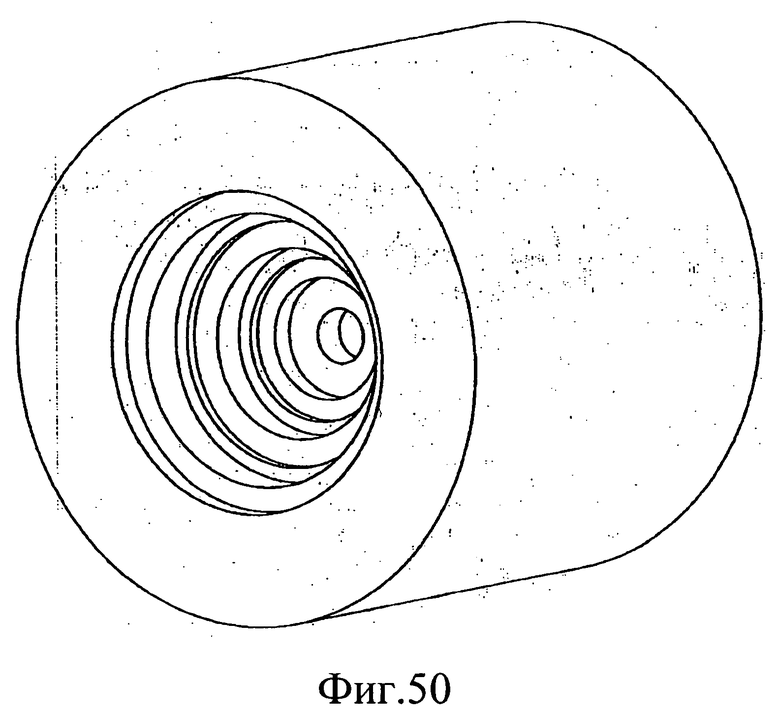
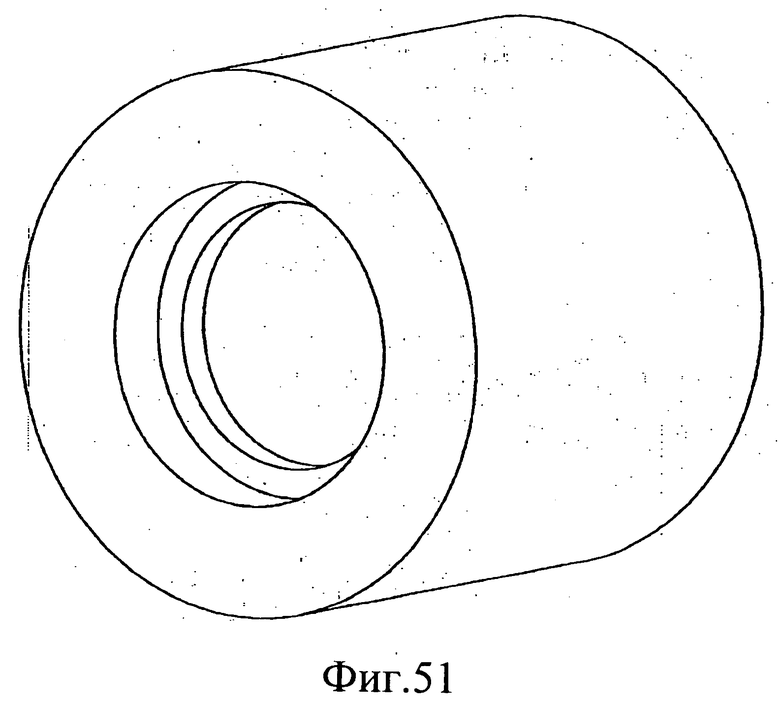
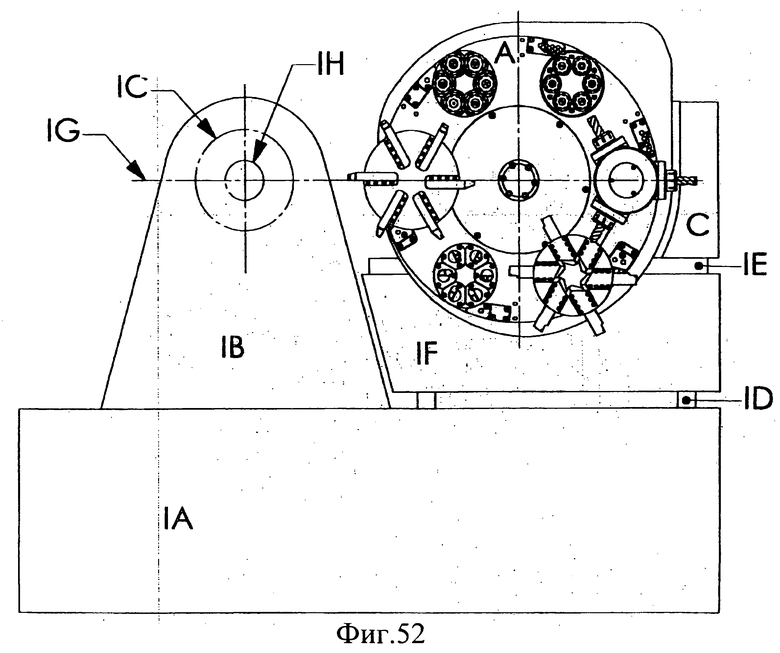
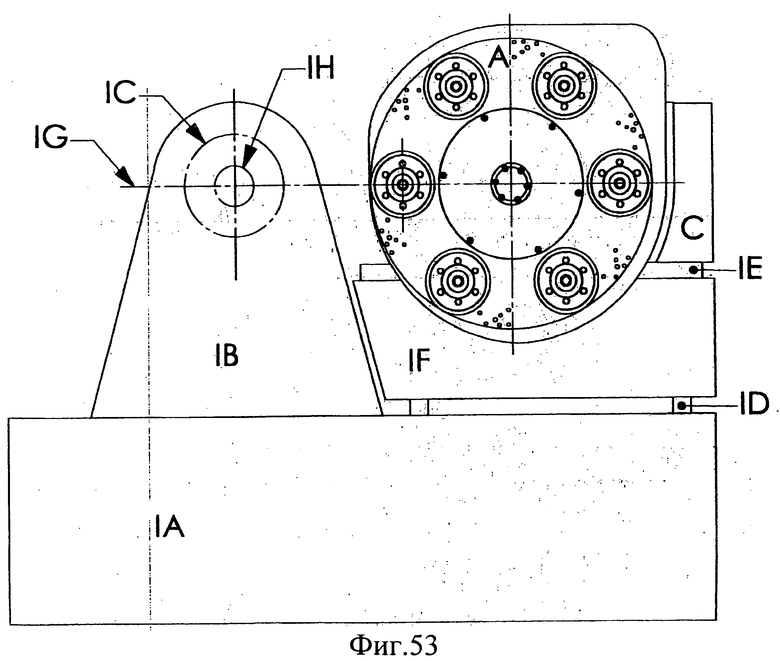
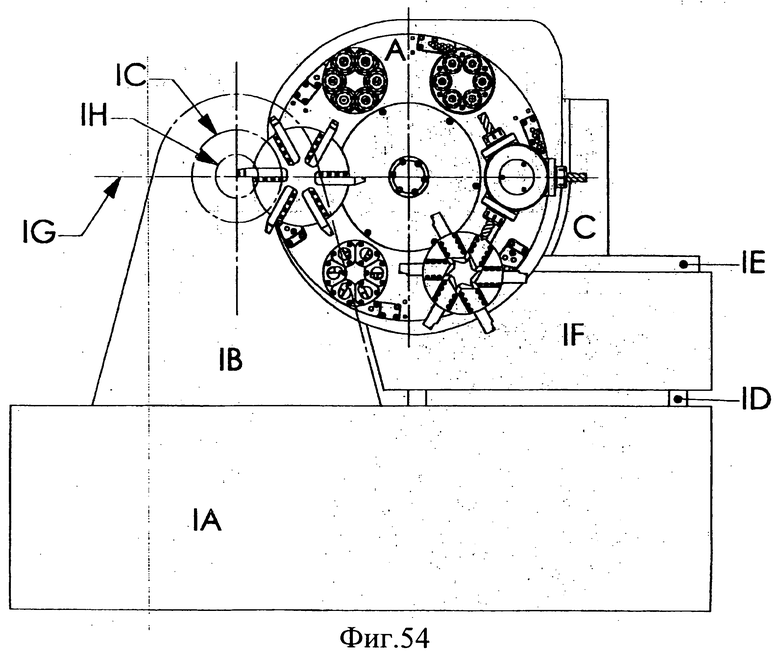
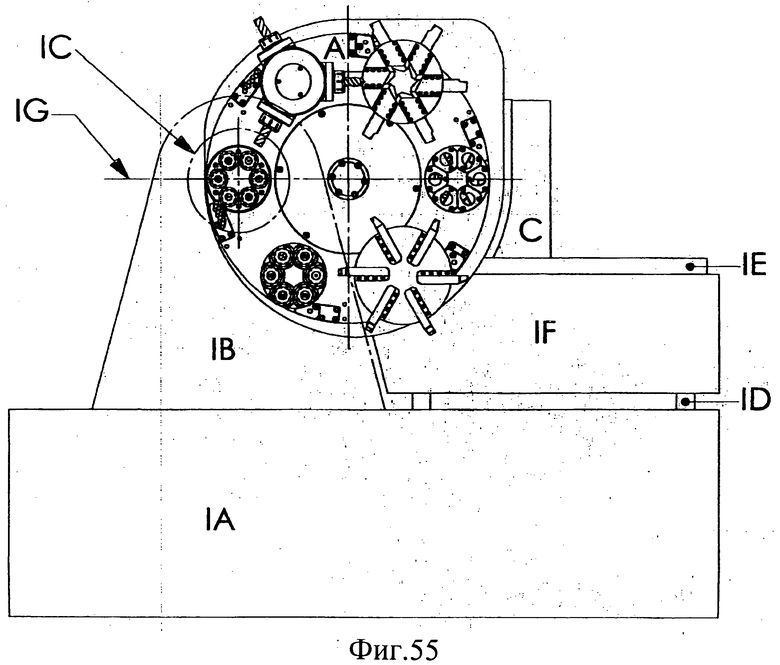
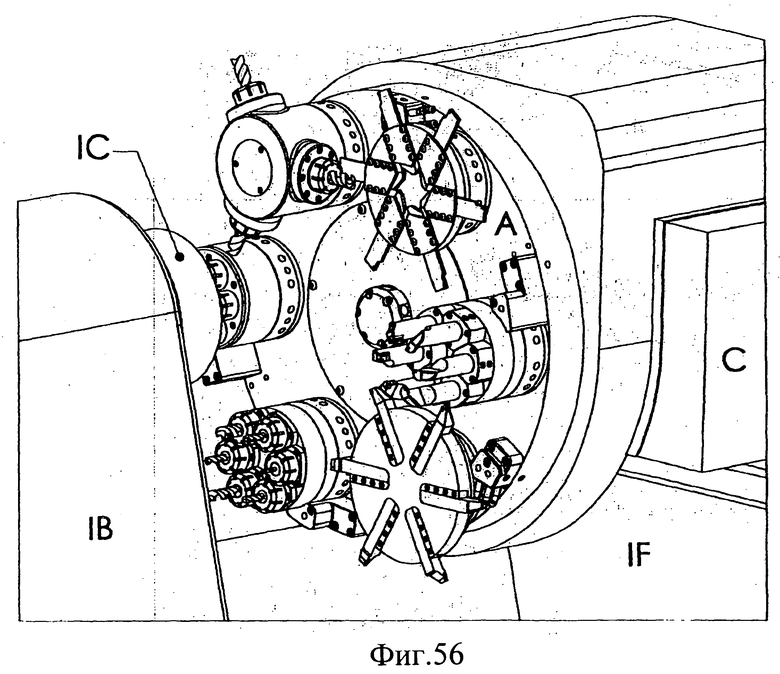
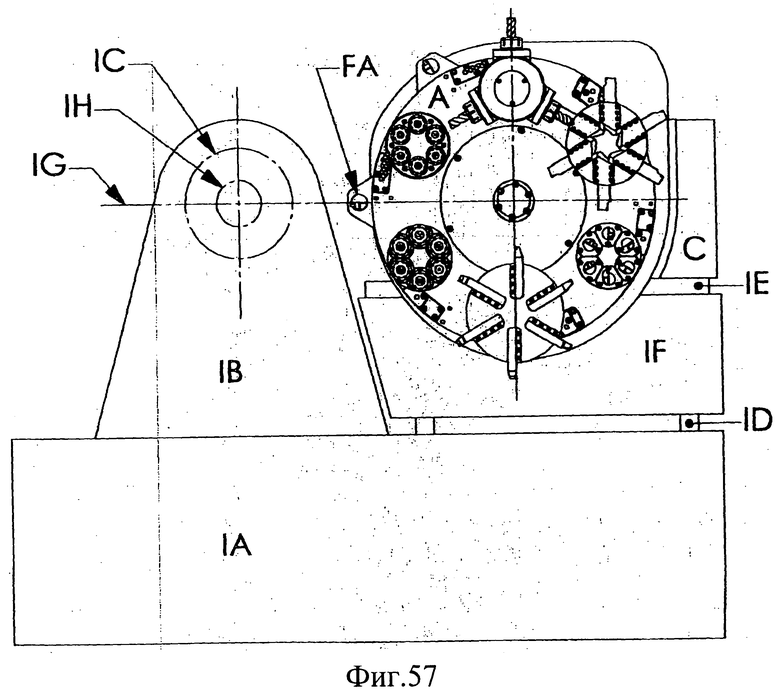
Cистема крепления инструмента для центра механической обработки относится к металлорежущим станкам с ЧПУ и содержит главный барабан, в котором установлены гнезда под инструментальную головку с основаниями для прикрепления, установки и перестановки инструментальных головок в каждом гнезде. Головки могут быть выбраны из набора головок для токарной, фрезерной обработки, растачивания, сверления и скоростной механической обработки при помощи многорезцовых инструментов, либо каждая головка может обеспечивать выполнение комбинации указанных операций, и в каждой из них установлено несколько инструментов. Главный барабан может совершать пошаговое перемещение с обеспечением размещения гнезда под инструментальную головку вместе с прикрепленной головкой в рабочем положении, после чего указанное гнездо совершает пошаговое перемещение с обеспечением размещения выбранного инструмента в положении механической обработки. Кроме того, гнезда под инструментальную головку обеспечивают функции вращения инструмента для любой прикрепленной инструментальной головки. 2 н. и 18 з.п. ф-лы, 58 ил.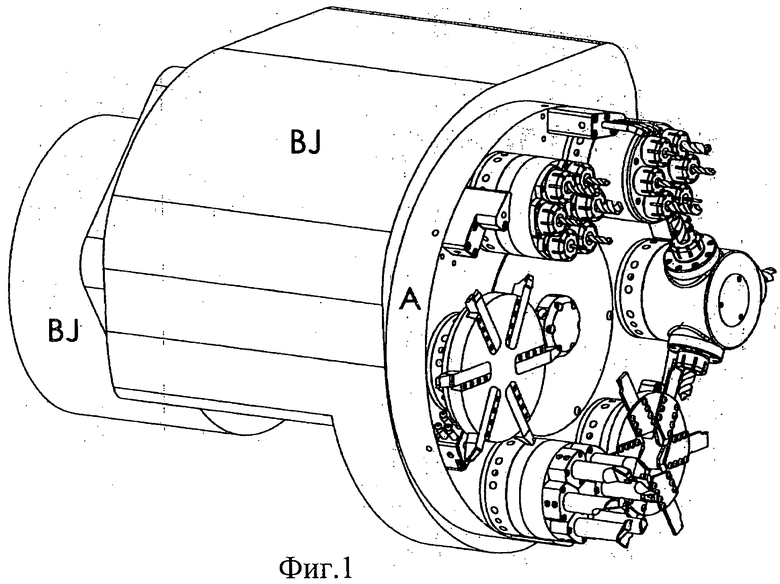
1. Система крепления инструмента для центра механической обработки, содержащая барабан А, установленный на шпинделе В, который размещен в подшипниках I, установленных в литом корпусе С, при этом в шпинделе В установлены конические втулки F, а на его задней поверхности размещен тормозной барабан BE, на передней поверхности литого корпуса С установлен гидравлический цилиндр G, на его задней поверхности смонтированы гидравлические распределительные пластины AY, по меньшей мере один гидравлический цилиндр L, установленный на задней поверхности барабана А, и по меньшей мере одно гнездо Н под инструментальную головку, размещенное на передней поверхности барабана А, причем барабан А выполнен с возможностью установки дополнительных инструментальных головок, и на нем размещены блоки AR коллектора охладителя, по меньшей мере одна инструментальная головка (М1, М2, М3, М4, М5, М6, М7, М8, М9 и М10) установлена в любом порядке и выполнена с возможностью установки в гнезде или гнездах Н, расположенных в барабане А, приводной узел W шпинделя и пошагового перемещения установлен сбоку от литого корпуса С на соответствующих ему линейных направляющих ВН, приводной серводвигатель AD установлен в верхней части литого корпуса С и предназначен для перемещения узла W по соответствующим направляющим ВН, приводной узел AE пошагового перемещения установлен в верхней части литого корпуса С на соответствующих ему линейных направляющих ВН, магнитный тормозной барабанный узел расположен на гидравлических распределительных пластинах AY, приводной серводвигатель AK размещен в задней части литого корпуса С, крышки BJ из листового металла установлены на барабане А и литом корпусе С, при этом указанные гидравлические цилиндры G и L, магнитный тормозной барабанный узел, приводной узел W шпинделя и пошагового перемещения, приводной узел AE, приводные серводвигатели AD и AK выполнены с возможностью управления и контроля по командам от блока числового программного управления.
2. Система по п.1, отличающаяся тем, что барабан А выполнен в виде прецизионного делительного барабана с коническим отверстием, расположенным на его задней поверхности и предназначенным для его установки на шпиндель B, с установочным отверстием (отверстиями) AQ для гнезда (гнезд) H под инструментальную головку, с глухим отверстием (отверстиями) BD, с отверстием (отверстиями) BT под штифты J, окружающим(и) указанные установочные отверстия, и с отверстием (отверстиями) под установку с зазором втулки KB.
3. Система по п.1, отличающаяся тем, что барабан А выполнен с возможностью точной фиксации в заданном угловом положении посредством его соединения со шпинделем В и введения конических стопорных штифтов E гидравлического цилиндра G, установленного в литом корпусе C, в конические втулки F, установленные на поверхности BG шпинделя B, с обеспечением их взаимодействия и образования между ними жесткого соединения, а также с возможностью разблокирования поворотного перемещения барабана А и совершения им кругового пошагового перемещения к следующей инструментальной головке с выставлением ряда новых используемых режущих инструментов, установленных в соответствующих держателях.
4. Система по п.1, отличающаяся тем, что гидравлический цилиндр L снабжен коническими штифтами J, установленными на расположенном внутри него поршне, который выполнен в виде гидравлического плунжера цилиндра L, с возможностью обеспечения блокировки поворотного перемещения гнезда (гнезд) под инструментальную головку, установленного в барабане A, при введении конических штифтов J в конические втулки KA.
5. Система по п.1, отличающаяся тем, что гнездо (гнезда) под инструментальную головку снабжено зубьями шестерни, расположенными на его заднем конце и предназначенными для пошагового перемещения инструментальной головки, прикрепленной к указанному гнезду.
6. Система по п.1, отличающаяся тем, что на передней поверхности гнезда под инструментальную головку выполнены охватываемые, а на задней поверхности корпусов всех инструментальных головок М1-М10 - охватывающие элементы для установки и прикрепления инструментальных головок в гнездах H.
7. Система по п.1, отличающаяся тем, что приводной узел шпинделя и пошагового перемещения выполнен с возможностью управляемых перемещений по сигналам от блока числового программного управления и с возможностью осуществления функции приводного узла пошагового перемещения путем его введения в гнездо под инструментальную головку в положении VA посредством перемещения указанного узла по его линейным направляющим в направлении барабана А и посредством приведения в действие шарикового винта AB, с возможностью взаимодействия зубьев двух шестерен друг с другом в гнезде под инструментальную головку и приводном узле W, при этом гидравлический цилиндр L выполнен с возможностью освобождения конических штифтов J, удерживающих гнездо под инструментальную головку в заданном угловом положении, для приведения в действие двигателя с числовым программным управлением, расположенного в указанном приводном узле, и выполнения кругового пошагового перемещения гнезда (гнезд) под инструментальную головку при помощи его поликлинового ремня и приводного вала с выставлением следующего или нового режущего инструмента в прикрепленной к нему инструментальной головке.
8. Система по п.1, отличающаяся тем, что приводной узел шпинделя и пошагового перемещения выполнен в виде приводного узла шпинделя для инструментальных головок с функцией вращения инструмента путем его введения в гнездо под инструментальную головку в положении VA посредством перемещения указанного узла по его линейным направляющим в направлении барабана A и посредством приведения в действие шарикового винта AB, с возможностью взаимодействия шлиц XA и XB друг с другом без взаимодействия при этом зубьев HA и HB, причем шлицы XB расположены в заднем конце приводного трансмиссионного вала S, установленного в гнезде под инструментальную головку в подшипниках и выполненного выступающим из передней поверхности гнезда с возможностью соединения с ведущим зубчатым валом, установленным во всех инструментальных головках с возможностью осуществления функции вращения инструмента и с возможностью приведения во вращение со скоростями механической обработки при помощи поликлинового ремня и приводного вала S указанного узла посредством двигателя с числовым программным управлением, установленного в приводном узле шпинделя и пошагового перемещения.
9. Система по п.1, отличающаяся тем, что приводной узел пошагового перемещения выполнен в виде блока предварительного пошагового перемещения с возможностью управляемых перемещений по сигналам блока числового программного управления и с возможностью размещения в гнезде под инструментальную головку в положении VB и выполнения его круговых пошаговых перемещений путем перемещения узла AE по его линейным направляющим в направлении барабана А посредством приведения в действие расположенного в нем гидравлического цилиндра с возможностью взаимодействия зубьев шестерни, расположенной на приводном валу указанного узла, с зубьями шестерни гнезда под инструментальную головку, освобождения конических штифтов J, удерживающих гнездо под инструментальную головку в заданном угловом положении, приведения в действие двигателя с числовым программным управлением, расположенного в узле пошагового перемещения, и выполнения кругового пошагового перемещения гнезда (гнезд) под инструментальную головку при помощи его поликлинового ремня и приводного вала к следующему заданному положению с выставлением следующего или нового режущего инструмента в прикрепленной к нему инструментальной головке.
10. Система по п.1, отличающаяся тем, что одна или более из указанных инструментальных головок М1, М2, МЗ, М4, М5, М6, М7, М8, М9 и М10 закреплены на одной или более поверхностях барабана А.
11. Система по п.1, отличающаяся тем, что головка М10 выполнена в виде многорезцовой расточной головки, содержащей основание CA с одним или более Т-образными пазами, в нижней части которых выполнено прорезное резьбовое отверстие, предназначенное для регулировки, и в которых установлен Т-образный блок (блоки) CL, регулировочный винт CD, расположенный под Т-образным блоком CL, установленный на основании CA держатель DA борштанги с установленным в нем потайным винтом DD, винт DC вертикальной регулировки, присоединенный к указанному держателю DA, пластину DB вертикальной регулировки, в которой установлены потайные винты DD, соединенные с винтом DC вертикальной регулировки, борштанги DG, установленные в держателе DA и пластине DB, винты DE, посредством которых держатель DA закреплен в основании CA при помощи T-образного блока, установленные в основании CA наконечник CK для подачи охладителя и впускной разъем CN, концевую режущую пластину DF, установленную в борштанге, кронштейн DI борштанги, установленный в борштангах DG при помощи винтов DJ, удерживающее кольцо DH, установленное в кронштейне DI при помощи винтов DJ, а также встроенную систему охлаждения.
12. Система по п.11, отличающаяся тем, что все борштанги выполнены с возможностью регулирования по двум направлениям, а именно по направлению радиального прохода посредством регулировки борштанги вдоль T-образного паза путем поворота регулировочного винта, расположенного под T-образным блоком и соединенного с прорезным резьбовым отверстием, выполненным в нижней части Т-образных пазов основания, и по высоте путем перемещения в направлении к держателю борштанги или от него поворотом винта вертикальной регулировки, при этом борштанга свободно установлена в держателе борштанги и жестко закреплена в пластине вертикальной регулировки.
13. Система по п.11, отличающаяся тем, что кронштейн борштанги прикреплен к борштангам, а удерживающее кольцо прикреплено к кронштейнам борштанги при помощи винтов для удерживания борштанг в неподвижном состоянии с обеспечением уменьшения вибрации, возникающей под действием сил резания в процессе механической обработки деталей.
14. Система по п.11, отличающаяся тем, что она выполнена с возможностью регулировки и настройки либо выполнена без регулируемых элементов с обеспечением осуществления одной из трех основных предусмотренных функций: растачивания ступенчатых каналов в детали или заготовке, в которой за один проход головки в продольном направлении создается ступенчатый профиль каналов с различными увеличивающимися диаметрами, скоростного нарезания резьбы на частичную или полную глубину детали или заготовки и выполнения операций по обдирке канала, во время которых применяется несколько инструментов для скоростного растачивания отверстия в детали или заготовке с получением единого увеличенного диаметра при высоких скоростях подачи.
15. Система по п.1, отличающаяся тем, что головка М9 выполнена в виде многорезцовой токарной головки, содержащей основание CA с одним или более T-образным пазами, в нижней части которых выполнено прорезное резьбовое отверстие, предназначенное для регулировки, и в которых установлен T-образный блок (блоки) CC, регулировочный винт CI, расположенный под Т-образным блоком CC, при этом в основании CA установлена стойка CE, в которой установлены винты CJ для ее крепления в T-образном блоке CC и основании CA, блок CF выдвижения инструмента, а также винт CQ вертикальной регулировки и блоки CO направляющих стоек, причем все указанные элементы присоединены к стойке CE при помощи потайного винта CR, прикрепляющего блок CF выдвижения инструмента к стойке CE, упрочняющую стойку CV, прикрепленную к основанию CA, удерживающее кольцо CS, прикрепленное к верхней части стойки CE и удерживаемое винтами CT, и винты CU, при этом к основанию CA прикреплены впускной разъем CN и наконечник CK для подачи охладителя, а также встроенную систему охлаждения.
16. Система по п.15, отличающаяся тем, что стойка выполнена с круглой наружной поверхностью и с одной или более плоскими боковыми поверхностями, проходящими по длине стойки и предназначенными для прижатия к ней блоков CO направляющих, а также для ограничения поворотного перемещения блока выдвижения инструмента, в котором выполнены полость для размещения концевых режущих пластин, отверстие в его центре для установки указанного блока на стойку, а также одна или более полостей, которые расположены вокруг указанного отверстия и предназначены для установки в них блоков направляющих и в которых выполнены отверстия под потайные винты для удержания блока направляющих на месте, а также удержания блока выдвижения инструмента в заданном положении по высоте на стойке.
17. Система по п.15, отличающаяся тем, что все концевые режущие пластины выполнены с возможностью регулировки по двум направлениям, а именно по направлению радиального прохода посредством регулировки стойки вдоль T-образного паза соответствующим вращением регулировочного винта, расположенного под Т-образным блоком и соединенного с прорезным резьбовым отверстием, выполненным в нижней части T-образных пазов основания, и по высоте путем соответствующего поворота винта вертикальной регулировки, прикрепленного к регулировочной пластине, которая соединена с верхней частью стойки, с обеспечением возможности скольжения блока выдвижения инструмента и соединенного с ним блока направляющих вверх и вниз по стойке с перемещением к основанию или от него.
18. Система по п.15, отличающаяся тем, что удерживающее кольцо прикреплено к верхней части стоек и зафиксировано при помощи винтов для удерживания стоек в неподвижном состоянии с обеспечением уменьшения вибрации, возникающей под действием сил резания в процессе механической обработки деталей.
19. Система по п.15, отличающаяся тем, что она выполнена с возможностью регулировки и настройки либо выполнена без регулируемых элементов с обеспечением осуществления одной из трех основных предусмотренных функций: обтачивания диаметров детали, при котором за один проход головки в продольном направлении создается ступенчатый профиль с различными уменьшающимися диаметрами, скоростного нарезания резьбы на детали и выполнения операций по обдирке прутков, во время которых применяется несколько инструментов для скоростного обтачивания детали с получением единого уменьшенного диаметра при высоких скоростях подачи.
20. Универсальный центр механической обработки, содержащий систему крепления инструмента по п.1, шпиндели, установленные в передней бабке и в пиноли задней бабки, зажимные патроны заготовки, размещенные перед шпинделями, при этом установлены с зазором относительно друг друга инструменты, размещенные в инструментальной головке в положении VA, две инструментальные головки с обеих сторон головки в положении VA, размещенные в барабане А, барабан А и передняя и задняя бабки, барабан А и шпиндели передней и задней бабок, барабан А и зажимные патроны заготовки шпинделей передней бабки и пиноли задней бабки, барабан А и пиноль задней бабки, причем величина зазоров выбрана из условия обеспечения предотвращения сталкивания компонентов центра.
| US 7143489 B1, 05.12.2006 | |||
| Многопозиционная инструментальная головка | 1990 |
|
SU1787696A1 |
| Многопозиционный инструментальный держатель | 1989 |
|
SU1779476A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| EP 1543917 A1, 22.06.2005 | |||
| US 2005091812 A1, 05.05.2005 | |||

