ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ, И ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0001] Настоящее изобретение относится к твердосплавному обжимному штампу из цементированного карбида, имеющему более низкую плотность, более высокую твердость и более близкое к инструментальной стали тепловое расширение, для вариантов применения в промышленном производстве банок.
УРОВЕНЬ ТЕХНИКИ
[0002] Каждый год во всем мире производятся свыше 280 миллиардов банок для напитков. Во время обработки верхнюю секцию банки уменьшают в операции сужения для согласования с крышкой. В операции сужения обычно используют штампы. Вследствие большого количества изготавливаемых банок решающее значение имеет срок службы штамповочного инструмента.
[0003] Соответственно этому, материал обжимного штампа должен удовлетворять требованиям наиболее желательных вариантов применения. Цементированный карбид, который получают с использованием современных технологий порошковой металлургии, обеспечивает уникально сочетание прочности, твердости и ударной вязкости. Цементированный карбид, как используемый здесь, определяется как твердая карбидная фаза, составляющая от 70 до 97 вес.% композита, и связующая фаза. Цементированные карбиды включают стандартный сплав WCCo, металлокерамические материалы и гибриды. Карбид вольфрама (WС) является наиболее распространенной твердой фазой, и кобальт (Со) представляет собой наиболее широко применяемую связующую фазу. Эти два материала формируют базовую структуру цементированного карбида. В рамках этой базовой концепции были разработаны цементированные карбиды многих других типов. В дополнение к WС-Со-композициям могут быть использованы карбид титана (TiС), карбид тантала (ТаС) или карбид ниобия (NbС) или прочие в переменных пропорциях. Кроме того, кобальтовая связующая фаза может быть легирована или полностью заменена никелем (Ni), хромом (Cr), железом (Fe), молибденом (Mo) или сплавами этих элементов.
[0004] Вариацией состава полученные физические и химические свойства могут быть точно приспособлены для обеспечения максимального сопротивления износу, деформации, растрескиванию, коррозии, окислению и прочим повреждающим воздействиям. Доступные уникальные составы цементированного карбида делают его идеальным инструментальным материалом для формования и штампования в процессе изготовления банок. Один пример известного штампа 10 проиллюстрирован на Фиг. 1. Типичные обжимные штампы действуют с выталкивателем, который обычно изготавливают из инструментальной стали по соображениям снижения стоимости. Зазор в сопряжении между выталкивателем и обжимными штампами должен выдерживаться настолько постоянным, насколько возможно, во время пускового режима и в условиях эксплуатации обжимной установки, и поэтому чем более близки характеристики теплового расширения обжимного штампа и инструментальной стали, тем лучше.
[0005] Патентный документ EP2439294, принадлежащий авторам настоящего изобретения, раскрывает пуансон из цементированного карбида, используемый для изготовления металлических банок для напитков. Конкретный представленный цементированный карбид имеет твердую фазу из WС и связующую фазу на основе Со и Ni. Композиция включает в вес.%: от 50 до 70 WС, от 15 до 30 TiС (карбида титана) и от 12 до 20 Со+Ni. Применение в качестве штампа особенно подходит для этого конкретного состава, так как может быть снижен вес штампа и повышаются скорости изготовления.
[0006] Патентный документ WO2008079083, также принадлежащий авторам настоящего изобретения, представляет штамп из цементированного карбида, применяемый в операциях холодного формования и вытяжки, в частности, в изготовлении банок для напитков. Цементированный карбид, главным образом, состоит, в вес.%, из: 70-90 WС; 2-8 TiС, 1-9 NbС, 0-3 ТаС и 5-20 связующей фазы из Со с добавлением Cr и, возможно, одного или более элементов, выбранных из Ni, Fe и Mo. Более конкретно, связующая композиция состоит, также в вес.%, из: 10-98 Со, 0-50 Ni, 2-15 Cr, 0-50 Fe и 0-10 Mo.
[0007] Кроме того, марки с содержанием связующего материала в диапазоне от 3 до 10 вес.% и размерами зерен ниже 1 мкм имеют наивысшую твердость и прочность на сжатие в сочетании с высокой износостойкостью и высокой безотказностью в отношении поломки. Как используемая здесь, марка может быть определена как карбид вольфрама (WС) в комбинации со связующей фазой из кобальта (Со) и/или никеля (Ni) и любой другой одиночной фазой или комбинацией карбидных фаз (TiС, Та/NbС и т.д.). Однако связующая фаза цементированных карбидов чувствительна к коррозии во влажных условиях, обусловливающей проблемы износа. Соответственно этому, в WС-Со-карбидных штампах применялись субмикронные зерна карбида в сочетании с подходящим связующим материалом.
[0008] Однако такие материалы ранее не использовались для обжимных штампов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] В одном аспекте представлен обжимной штамп для изготовления металлических банок для напитков, причем обжимной штамп составлен цементированным карбидом, содержащим в вес.%: 18-63 WС; 21-30 TiС; 0-27 TiN; 0-12 NbС; 0-2 Cr3С2; 8-14 Со и 0-6 Ni.
[0010] Согласно еще одному аспекту, представлен обжимной штамп для изготовления металлических банок для напитков, причем обжимной штамп состоит из цементированного карбида, содержащего в вес.%: менее 63 WС; 21 TiС; 2 Cr3С2; 8 Со; и менее 6 Ni.
[0011] В еще одном дополнительном аспекте представлен обжимной штамп для изготовления металлических банок для напитков, причем обжимной штамп составлен цементированным карбидом, включающим в вес.%: 18 WС; менее 30 TiС; менее 27 TiN; менее 12 NbС и 14 Со.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Эти и другие цели, признаки, аспекты и преимущества настоящего изобретения станут более очевидными из нижеследующего подробного описания предпочтительного варианта исполнения относительно сопроводительных чертежей, на которых:
[0013] Фиг. 1 представляет перспективный вид известного обжимного штампа, используемого в изготовлении металлических банок для напитков.
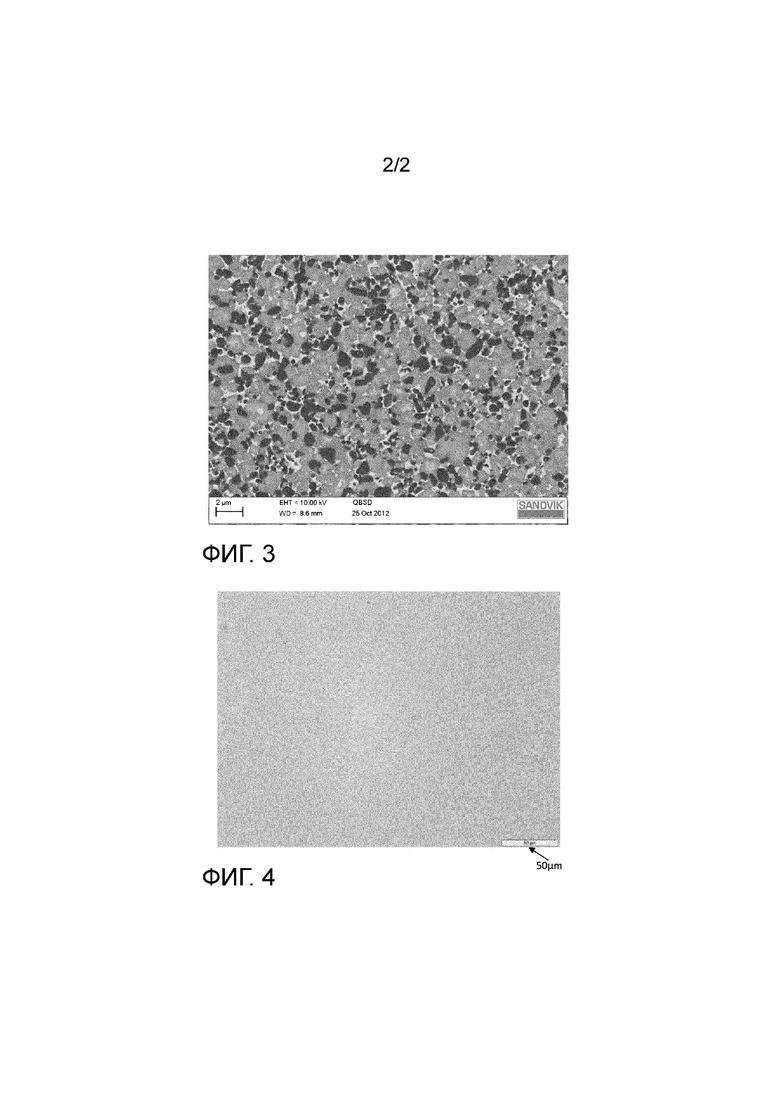
[0014] Фиг. 2 представляет полученное в сканирующем электронном микроскопе (SEM) изображение первого материала обжимного штампа согласно настоящему изобретению.
[0015] Фиг. 3 представляет SEM-изображение второго материала обжимного штампа согласно настоящему изобретению.
[0016] Фиг. 4 представляет SEM-изображение уровня пористости Образца В согласно Фиг. 3.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0017] Настоящее изобретение относится к цементированному карбиду, включающему гибридные и металлокерамические материалы, для вариантов применения с сужением в промышленном производстве банок. Преимущества, связанные с этими новыми материалами, могут проявиться в более высокой твердости, меньшей плотности, в более близком к выталкивателю из инструментальной стали тепловом расширении и в повышенной ударной вязкости, сравнительно с существующим керамическим материалом, используемым для обжимных штампов.
[0018] Марки цементированного карбида с составами в вес.% согласно приведенной ниже Таблице 1 были получены известными способами. Образцы цементированного карбида были получены из порошков, составляющих твердые компоненты, и порошков, образующих связующий материал, которые были подвергнуты совместному мокрому измельчению, высушиванию, спрессовыванию в формовки с желательной формой и спеканию.
Таблица 1
[0019] Известный цементированный карбид, Sandvik grade H12N (Sandvik AB, Сандвикен, Швеция), применяемый в промышленности по производству оснастки для банок, был использован в качестве сравнительного образца. Сравнительный образец содержит в вес.%: менее чем около 88 WС; около 12 Со и около 1 Cr3С2, предпочтительно 87,5% WС, 12% Со и 0,5 Cr3С2. Кроме того, сравнительный образец имеет средний размер зерен карбида, коррозионную стойкость около 3 по субъективной шкале от 1 до 10, износостойкость около 5 по субъективной шкале от 1 до 10, прочность на сжатие около 4600 МПа и вязкость разрушения, согласно методу Палмквиста, около 16 МПа м1/2.
[0020] Пример
[0021] Были приготовлены и охарактеризованы две формовки из цементированного карбида согласно настоящему изобретению (Образцы А и В), как показано в Таблице 1. Образцы были проанализированы с помощью электронной микроскопии. SEM-микрофотография Образца А показана на Фиг. 2 и Образца В - на Фиг. 3. Как показано, можно видеть, что морфология и распределение твердой и матричной фаз являются однородными.
[0022] Оба Образца А и В имеют размер зерен от 0,5 мкм до 1 мкм. Содержание связующего материала в обоих образцах составляет приблизительно 14%. Предпочтительно от 6 до 18% Со/Ni.
[0023] Согласно одному аспекту, обжимной штамп изготовлен из цементированного карбида, включающего в вес.%: 18-63 WС; менее 30 TiС; 0-27 TiN; 0-12 NbС; 0-2 Cr3С2; 8-14 Со и 0-6 Ni.
[0024] Согласно еще одному аспекту, обжимной штамп изготовлен из цементированного карбида, включающего в вес.%: менее 63 WС, более предпочтительно 62,8 WС; 21 TiС; 2 Cr3С2; 8 Со, более предпочтительно 8,3 Со; и менее 6 Ni, более предпочтительно 5,7 Ni. Соответственно этому, связующая фаза состоит из Со и Ni, и имеет содержание приблизительно 14 вес.%.
[0025] В еще одном аспекте обжимной штамп изготовлен из цементированного карбида, включающего в вес.%: 18 WС, более предпочтительно 18,08 WС; менее 30 TiС, более предпочтительно 29,66 TiС; менее 27 TiN, более предпочтительно 26,46 TiN; менее NbС, более предпочтительно 11,63; и 14 Со, более предпочтительно 14,17 Со.
[0026] Со ссылкой на Таблицу 1 и как можно видеть на Фиг. 3, в Образце В используется N для подавления роста зерен. Более того, зерна Ti являются сферическими, и Со как связующий материал хорошо распределен. Кроме того, как показано на Фиг. 4, оптическая микрофотография показывает уровни пористости А02/А04-типа.
[0027] Другие свойства были измерены согласно стандартам, применяемым в промышленном производстве цементированного карбида, как показано ниже в Таблице 2.
Таблица 2
[0028] Как можно видеть, Образцы А и В имеют гораздо более высокую твердость, 1450 и 1650 соответственно, и гораздо меньшую плотность, менее 10 г/см3, чем сравнительный H12N, 9,89 и 6,62 соответственно, и более близкое тепловое расширение, 7,13 и 7,49, к известной инструментальной стали.
[0029] Хотя настоящее изобретение было описано в отношении конкретных вариантов его осуществления, многие другие вариации, модификации и прочие варианты применения станут очевидными квалифицированным специалистам в этой области технологии. Поэтому предпочтительно, чтобы настоящее изобретение ограничивалось бы не конкретным приведенным здесь описанием, но только пунктами прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРРОЗИОННО-СТОЙКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2007 |
|
RU2454289C2 |
| ПУАНСОН ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2011 |
|
RU2563073C2 |
| ПУАНСОН ДЛЯ ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ | 2007 |
|
RU2451571C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1986 |
|
RU2011649C1 |
| СПЕЧЕННАЯ ТВЕРДОСПЛАВНАЯ ДЕТАЛЬ И СПОСОБ | 2009 |
|
RU2526627C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| ОБЛЕГЧЕННЫЙ ЦЕМЕНТИРОВАННЫЙ КАРБИД ДЛЯ НАХОДЯЩИХСЯ В КОНТАКТЕ С ПОТОКОМ КОМПОНЕНТОВ | 2015 |
|
RU2675432C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2758426C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления обжимных штампов для изготовления металлических банок для напитков. Обжимной штамп изготовлен из цементированного карбида, включающего в вес.%: 18-63 WС; 21-30 TiС; 0-27 TiN; 0-12 NbС; 0-2 Cr3С2; 8-14 Со и 0-6 Ni. Повышается твердость и износостойкость. 2 н. и 6 з.п. ф-лы, 2 табл.
1. Обжимной штамп для изготовления металлических банок для напитков, характеризующийся тем, что обжимной штамп изготовлен из цементированного карбида, включающего в вес.%: 18-63 WС; 21-30 TiС, 0-27 TiN; 0-12 NbС; от 0 до 2 Cr3С2; от 8 до 14 Со и от 0 до 6 Ni.
2. Обжимной штамп по п.1, в котором содержание связующего материала в цементированном карбиде составляет около 14 вес.%.
3. Обжимной штамп по п.1 или 2, в котором цементированный карбид имеет плотность менее 10 г/см3.
4. Обжимной штамп по любому из предшествующих пунктов, в котором цементированный карбид имеет коэффициент теплового расширения 7,13 1×10-6/°С.
5. Обжимной штамп по п.1 или 2, в котором содержание связующего материала в цементированном карбиде составляет 14,17 вес.%.
6. Обжимной штамп по п.1 или 2, в котором цементированный карбид имеет коэффициент теплового расширения 7,49 1×10-6/°С.
7. Обжимной штамп по п.1 или 2, в котором цементированный карбид имеет марку с размером зерен менее 1 мкм, предпочтительно от 0,5 до 1 мкм и более предпочтительно от 0,5 до 0,9 мкм.
8. Применение обжимного штампа по любому из пп.1-7 в качестве штампа для изготовления металлических банок для напитков.
| WO 2008079083 A1, 03.07.2008 | |||
| ПУАНСОН ДЛЯ ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ | 2007 |
|
RU2451571C2 |
| Способ получения горловин полых изделий и штамп для его осуществления | 1989 |
|
SU1690917A1 |

