Описание
Настоящее изобретение относится к режущему инструменту, содержащему основу из цементированного карбида, содержащего гамма-фазу, причем цементированный карбид имеет однородно распределенную гамма-фазу и пониженное количество аномальных зерен WC.
Уровень техники
Режущие инструменты, содержащие основу из цементированного карбида, содержащего гамма-фазу, в данной области техники известны.
Всегда стремятся к созданию инструментов, которые обладают большей износостойкостью и, соответственно, служат дольше. Однако важно также, чтобы инструменты имели прогнозируемый ресурс стойкости, т.е., чтобы инструменты могли с надежностью служить по меньшей мере некоторый период времени, чтобы облегчить планирование производства. Обычно один человек отвечает за большое число станков, которые одновременно осуществляют операции резки.
Каждому станку соответствует зеленый или красный свет на экране в зависимости от того, работает он или нет. Чтобы максимально повысить производство, режущие инструменты заменяют до того, как они сломаются. Это делается для того, чтобы избежать непредвиденных простоев. Таким образом, предсказуемый минимальный ресурс инструмента позволяет легче максимально повысить производство. Неожиданно ранняя поломка инструмента приводит к непредвиденному простою, поэтому большим преимуществом является всегда иметь зеленый цвет до запланированной замены инструментов.
Одним способом получить режущий инструмент с более предсказуемым ресурсом стойкости инструмента, тем самым, с меньшими ранними поломками, является снижение образования трещин и уменьшение скорости распространения трещин путем уменьшения числа больших дефектов.
Одной целью настоящего изобретения является получить режущий инструмент с пониженным уровнем ранних поломок в цементированном карбиде.
Другой целью настоящего изобретения является получить режущий инструмент с улучшенной стойкостью к пластической деформации для использования при механической обработке.
Краткое описание чертежей
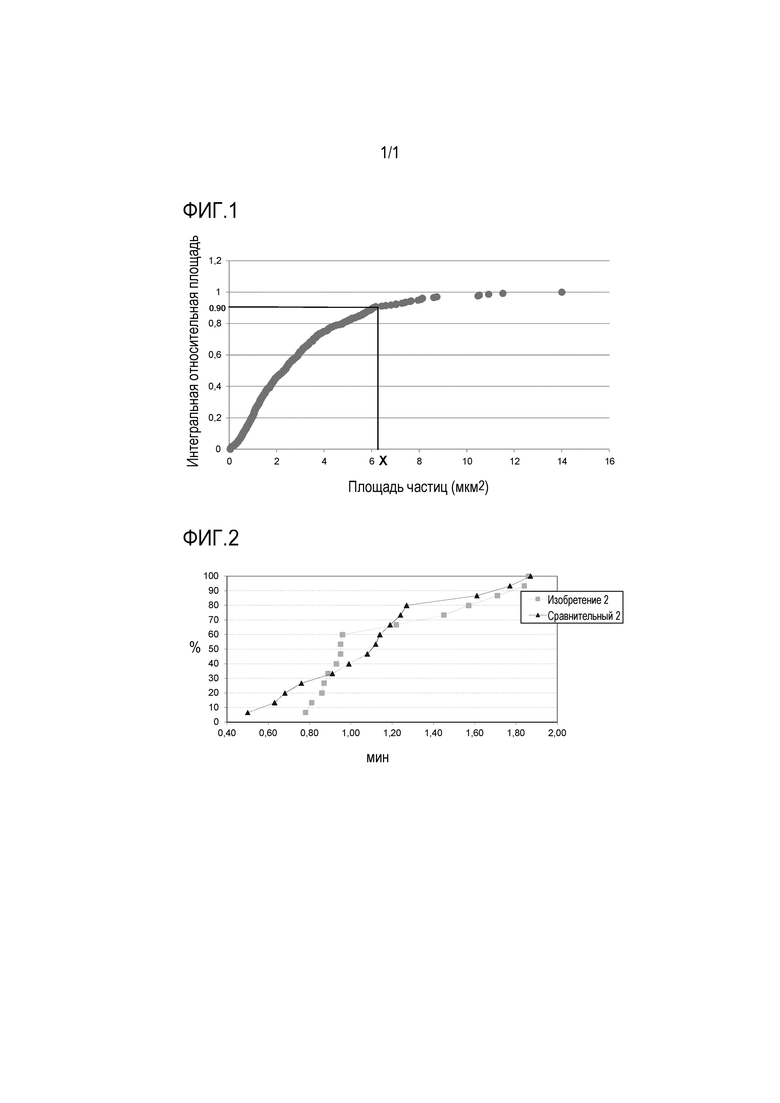
На фигуре 1 показан интегральный график, на котором приведена зависимость интегральной относительной площади (ось y) от площади частиц (ось x).
На фигуре 2 приведен график, показывающий результаты испытания на ударную вязкость в примере 5.
Подробное описание изобретения
Настоящее изобретение относится к режущему инструменту, содержащему основу из цементированного карбида, содержащую WC, металлическую связующую фазу и гамма-фазу, причем цементированный карбид имеет хорошо распределенную гамма-фазу. Распределение гамма-фазы таково, что параметр N, определяемый как

меньше 80 мкм2, причем X (в мкм2) означает площадь частиц (ось x) при интегральной относительной площади, равной 0,90 (ось y), на интегральном графике (от 0 до 1), на котором интегральная относительная площадь частиц гамма-фазы (ось y) изображена в зависимости от площади частиц (ось x), и где Y есть поправочный коэффициент

причем интегральный график относительной площади и поверхностные доли получены из EBSD-анализа.
Далее, цементированный карбид имеет сниженное количество аномальных зерен WC, так что поверхностная доля аномальных зерен WC, полученная из EBSD-анализа, определенная как

составляет от 0 до 0,03.
Характеризация цементированного карбида согласно настоящему изобретению осуществляется с использованием дифракции обратного рассеяния электронов (electron backscatter diffraction, EBSD). EBSD представляет собой метод сканирующей электронной микроскопии (SEM), при котором пучок сканирует поверхность образца с определенным расстоянием (длина шага) и определяет фазу и кристаллографическую ориентацию образца на каждом шаге из дифракционной картины, полученной, когда образец наклонен под 70° к горизонтали. Эту информацию можно использовать для картрирования микроструктуры образца, которую можно легко оценить, используя кристаллографическую информацию для определения размера и относительного расположения межзеренных границ, фаз и зерен.
Цементированный карбид должен иметь как можно меньше аномальных зерен WC. Под аномальными зернами WC обычно понимаются зерна WC, размер которых в несколько раз больше, чем средний размер зерен WC. В настоящем документе количество аномальных зерен WC определено из EBSD-анализа материала цементированного карбида.
Поверхностная доля аномальных зерен WC определена как площадь зерен WC, которая более чем в 10 раз больше средней площади всех зерен WC, aWCav, отнесенная к полной площади зерен WC

Согласно настоящему изобретению, поверхностная доля аномальных зерен составляет от 0 до 0,03, предпочтительно от 0 до 0,025, более предпочтительно от 0 до 0,02.
Гамма-фаза, представляющая собой твердый раствор кубических карбидов и/или карбонитридов, образуется при спекании кубических карбидов и/или карбонитридов и WC и может быть описана как (W,M)C или (W,M)(C,N), где M является одним или более из Ti, Ta, Nb, Hf, Zr, Cr и V.
Количество гамма-фазы благоприятно составляет от 3 до 25 об.%, предпочтительно от 5 до 17 об.%. Его можно измерить разными способами, например, путем анализа изображений, используя снимок со помощью светового микроскопа (Light Optical Microscope, LOM) или микроснимок со сканирующего электронного микроскопа (Scanning Electron Microscope, SEM) сечения основы, чтобы рассчитать среднюю долю гамма-фазы. Когда цементированный карбид имеет градиент в поверхностной зоне, количество гамма-фазы, указываемое в настоящем документе, измерено в объеме. Количество гамма-фазы можно также вывести из EBSD-анализа.
В одном варианте осуществления настоящего изобретения количество Nb составляет от 0,2 до 1 вес.%, количество Ta от 2 до 3 вес.% и количество Ti от 1,6 до 2,1 вес.% от полного количества цементированного карбида.
Распределение гамма-фазы должно быть как можно более однородным. EBSD-анализ гамма-фазы был проведен на частицах гамма-фазы, т.е., не на зернах гамма-фазы. Посредством обработки данных EBSD можно выбрать, что следует измерять, частицы или зерна. При этом под зерном понимается монокристалл, тогда как частица содержит 2 или более зерен, находящихся в прямом контакте друг с другом.
Согласно настоящему изобретению, гамма-фаза является хорошо распределенной с контролируемым размером частиц.
Распределение гамма-фазы определяется путем EBSD-анализа и задается параметром N (мкм2), где
Строится график интегральной относительной площади частиц гамма-фазы (ось y), определенной из EBSD-анализа, от площади частиц (ось x), смотри фигуру 1. Из интегрального графика определяют площадь частиц (ось x), соответствующая интегральной относительной площади, равной 0,90 (ось y), т.е. параметр X (мкм2). Если никакое значение не совпадает точно с 0,90, в качестве X используется среднее двух значений ниже и выше 0,90.
Параметр Y является поправочным коэффициентом для поправки на разные количества гамма-фазы в цементированном карбиде. Y представляет собой отношение поверхностной доли кубических карбидов и кубических карбонитридов (гамма-фаза) к полному количеству карбидов и карбонитридов, т.е., как в WC (гексагональные), так и в гамма-фазе (кубические). Поверхностные доли получают из данных EBSD.

Согласно настоящему изобретению, распределение гамма-фазы, N, благоприятно составляет менее 80 мкм2, предпочтительно от 15 до 75 мкм2, более предпочтительно от 35 до 70 мкм2.
В одном варианте осуществления настоящего изобретения основа из цементированного карбида имеет поверхностную зону, обогащенную связующей фазой и обеденную гамма-фазой.
Толщина поверхностной зоны благоприятно составляет от 10 до 35 мкм. Эта толщина измеряется между поверхностью основы и границей между объемом, содержащим гамма-фазу, и поверхностной зоной, которая обеднена гамма-фазой. На изображениях SEM или LOM эту границу легко идентифицировать, так как она вполне различима. Измерение толщины поверхностной зоны предпочтительно следует делать на плоской поверхности, предпочтительно на боковой поверхности, не слишком близко к режущей кромке. Под этим понимается, что измерения следует проводить по меньшей мере на 0,3 мм от режущей кромки.
Под обогащением связующим в настоящем документе понимается, что содержание связующей фазы в поверхностной зоне по меньшей мере в 1,3 раза выше содержания связующей фазы в объеме. Содержание связующей фазы в поверхностной зоне удобно измерять на глубине, соответствующей половине от полной толщины/глубины поверхностной зоны. Объем определен здесь как область, не являющаяся поверхностной зоной. Все измерения, проводимые на объеме, следует проводить в области, не слишком близкой к поверхностной зоне. Здесь это означает, что любое измерение микроструктуры объема следует проводить на глубине по меньшей мере 200 мкм от поверхности.
Под обеднением гамма-фазой в настоящем документе понимается, что поверхностная зона совсем не содержит или содержит очень мало частиц гамма-фазы, т.е., менее 0,5% площади.
Связующая фаза предпочтительно выбрана из одного или более из Fe, Co и Ni, предпочтительно Co, в количестве от 2 до 20 вес.% спеченного изделия, предпочтительно от 4 до 12 вес.% спеченного изделия.
В одном варианте осуществления настоящего изобретения содержание Co составляет от 4 до 9 вес.%, предпочтительно от 4,5 до 8 вес.% спеченного изделия.
В одном варианте осуществления настоящего изобретения, когда в цементированном карбиде присутствует Cr, некоторые атомы Cr растворены в связующей фазе.
Цементированный карбид может также содержать другие компоненты, обычные в области цементированных карбидов. Когда используется вторичный материал (PRZ), в малых количествах могут также присутствовать Zr, V, Zn, Fe, Ni и Al.
В одном варианте осуществления настоящего изобретения количество Nb составляет от 0,2 до 1 вес.%, количество Ta от 2 до 3 вес.%, количество Ti от 1,6 до 2,1 вес.%, и содержание Co составляет от 4,5 до 8 вес.% от полного количества цементированного карбида. Далее, N составляет менее 80 мкм2, а поверхностная доля аномальных зерен составляет от 0 до 0,03.
В одном варианте осуществления настоящего изобретения твердосплавная режущая кромка выполнена с износостойким покрытием, полученным химическим осаждением из паровой фазы (Chemical Vapor Deposition, CVD) или физическим осаждением из паровой фазы (Physical Vapor Deposition, PVD).
В другом варианте осуществления настоящего изобретения твердосплавная режущая кромка выполнена с износостойким CVD-покрытием.
В еще одном варианте осуществления настоящего изобретения твердосплавная режущая кромка выполнена с износостойким CVD-покрытием, содержащим несколько слоев, предпочтительно по меньшей мере слой карбонитрида металла и слой Al2O3, предпочтительно по меньшей мере один слой Ti(C,N) и слой α-Al2O3 и, факультативно, наружный слой TiN.
Покрытие можно также подвергнуть дополнительным обработкам, известным в данной области, таким, как очистка щеткой, пескоструйная очистка и т.д.
Под режущим инструментом здесь подразумевается режущая кромка, торцевая фреза или сверло.
В одном варианте осуществления настоящего изобретения режущий инструмент представляет собой режущую кромку, предпочтительно режущую кромку для токарной обработки.
В одном варианте осуществления настоящего изобретения основа из цементированного карбида применяется для токарной обработки стали, чугуна или нержавеющей стали.
Пример 1
Основы из цементированного карбида были изготовлены, сначала подвергая вторичный цементированный карбидный материал (PRZ, переработанный с использованием Zn-процесса) предварительному измельчению вместе с (Ta,Nb)C, (Ti,W)C, Ti(C,N) в рабочем растворе из этанола и воды (9 вес.% воды). Соотношение между порошком и рабочим раствором составляло 4524 г порошка на 1л рабочего раствора. Измельчение осуществляли в мельнице с мешалкой LABSTAR, фирма Netzsch, которая представляет собой мельницу с горизонтальным перемешиванием, в которой суспензия циркулирует между измельчающей камерой и накопительной емкостью. Суспензию измельчали на 1500 об/мин до накопленной энергии 0,36 кВт-ч.
Количество PRZ, т.е., вторичного материала составляет 40 вес.% от полного веса порошка. В таблице 2 указан состав (в вес.%) используемого PRZ. Остальные исходные материалы добавляли в таких количествах, чтобы получить состав, указанный в таблице 1.
После стадии предварительного измельчения в суспензию добавляли порошки WC и Co и полиэтиленгликоль (PEG), а рабочий раствор добавляли в суспензию в таком количестве, чтобы получить 10 кг порошка на 2,3 л рабочего раствора, и затем все порошки измельчали вместе на 1500 об/мин до накопленной энергии 1,18 кВт-ч. Количество PEG составляло 2 вес.% от полного сухого веса порошка (PEG не учитывался в полном сухом весе порошка).
В качестве порошка WC использовали коммерческий порошок WC от фирмы Wolfram Bergbau und Hütten AG под наименованием HTWC030, который представлял собой WC, полученный высокотемпературной цементацией. Средний размер частиц (FSSS) после измельчения согласно стандарту ASTM составлял 2,9 мкм.
Потом суспензию сушили распылением с получением агломератов, которые затем подвергали операции прессования в гидравлическом прессе фирмы Fette для образования полуфабриката.
Затем полуфабрикат спекали, сначала осуществляя депарафинизацию в H2 до 450°C, нагревание в вакууме до 1350°C. После этого вводили защитную атмосферу (поток 20 мбар Ar и 20 мбар CO) и затем температуру поддерживали на уровне 1450°C в течение 1ч.
Полученный цементированный карбид обозначен ниже как "Изобретение 1".
Для сравнения основы из цементированного карбида были изготовлены таким же образом, как "Изобретение 1", но с теми отличиями, что вес порошка на стадии предварительного измельчения составлял 4425 г, проводился второй этап измельчения до накопленной энергии 1,02 кВт-ч, и что использовался обычный WC (не цементированный при высокой температуре) со средним размером частиц (FSSS) после измельчения, определенный согласно ASTM, 7,15 мкм. Полученный цементированный карбид называется ниже "Сравнительный 1".
Оба полученных материала: "Изобретение 1" и "Сравнительный 1", имели поверхностную зону, обогащенную связующей фазой и обедненную гамма-фазой, толщиной 19,8 и 22,3 мкм, соответственно.
Таблица 1
Таблица 2
Остальная часть порошка PRZ (до 100%) представляет собой следовые количества Fe, Ni и Al.
Пример 2 (Микроструктура)
Микроструктуру спеченных материалов также анализировали методом EBSD. Использовали 4 изображения размером 60*100 мкм.
Режущие кромки готовили для характеризации методом дифракции обратного рассеяния электронов (EBSD) путем шлифования сечения массивного материала, применяя механическое полирование с использованием алмазной суспензии с размером алмазов 1 мкм с последующей стадией ионного полирования, осуществляемой на машине Hitachi E3500.
Полученные образцы устанавливали в держатель образцов и вставляли в сканирующий электронный микроскоп (SEM). Образцы наклоняли под 70° к горизонтальной плоскости и к EBSD-детектору. Для определения характеристик использовался SEM-микроскоп Zeiss Supra 55 VP с апертурой объектива 240 мкм, использованием режима "сильный ток", работающий в режиме высокого вакуума (HV). В качестве EBSD-детектора использовали детектор Oxford Instruments Nordlys, работающий с программным обеспечением Oxford Instruments "Aztec", версия 3,1. Сбор данных EBSD осуществляли, направляя сфокусированный пучок электронов на полированные поверхности и последовательно собирая данные EBSD, используя шаг 0,1 мкм для точек замера 1000×600 мкм. При проведении EBSD-анализа для этой цели число изображений следует выбирать так, чтобы полная площадь, с которой собирали EBSD-данные, была не меньше 12000 мкм2.
Установки SEM
Эталонными фазами были:
- WC (гексагональный), 59 отражателей, Acta Crystallogr., [ACCRA9], (1961), vol. 14, pp 200-201;
- Co (кубический), 68 отражателей, Z. Angew. Phys., [ZAPHAX], (1967), vol. 23, pp 245-249;
- Co (гексагональный), 50 отражателей, Fiz. Met. Metalloved, [FMMTAK], (1968), vol. 26, pp 140-143;
- фаза кубического карбида, TiC, 77 отражателей, J. Matter. Chem. [JMACEP], (2001), vol. 11, pp 2335-2339.
Так как эти цементированные карбиды содержат две кубические фазы, связующую фазу Co и гамма-фазу, необходимо позаботиться, чтобы идентифицировать фазы правильно, т.е., чтобы индексация была точной. Это можно сделать разными способами, один из способов состоит в том, чтобы для сравнения на одном и том же образце получить EDS-снимок (энергодисперсионная спектроскопия) или получить изображение в обратнорассеянных лучах, которое зависит от химического состава фаз и, таким образом, показывает разницу между связующей фазой и гамма-фазой.
Данные EBSD вводили в программу AZtec и анализировали в HKL Channel5 (HKL Tango, версия 5.11,20201.0), фирма Oxford instruments. Подавление шума осуществляли, удаляя неправдоподобные выбросы и осуществляя экстраполяцию к нулевому решению, уровень 5. Зерна WC определяли при критическом угле разориентировки 5°. Межзеренные границы между зернами гамма-фазы устраняли, так что анализировали только частицы гамма-фазы. Это было сделано в Channel 5, устанавливая критическую разориентировку 90 градусов. Все частицы меньше 4 пикселей (0,04 мкм2) удаляли как шум.
Распределение гамма-фазы определяется из EBSD-анализа и задается параметром N (мкм2), где:
Строится график интегральной относительной площади частиц гамма-фазы (ось y), определенной из EBSD-анализа, в зависимости от площади частиц (ось x). Из интегрального графика определяется площадь частиц (ось x), соответствующая интегральной относительной площади, равной 0,90 (ось y), это и есть значение X (мкм2). Если никакое значение не совпадает точно с 0,90, в качестве X используется среднее двух значений ниже и выше 0,90.
Параметр Y является поправочным коэффициентом для поправки на разные количества гамма-фазы в цементированном карбиде. Y представляет собой отношение поверхностной доли кубических карбидов и кубических карбонитридов (гамма-фаза) к полной доле всех карбидов и карбонитридов, т.е., как в WC (гексагональные), так и в гамма-фазе (кубические). Поверхностные доли получают из данных EBSD.

Поверхностная доля аномальных зерен WC определена как поверхностная доля зерен WC, которые более чем в 10 раз крупнее средней площади всех зерна WC, aWCav, связанной с полной площадью зерен WC.

Результаты можно видеть в таблице 3.
В таблице 3 приведены коэрцитивность (Hc) и удельная намагниченность насыщения.
Коэрцитивность и удельную намагниченность насыщения измеряли на приборе Foerster Koerzimat CS1.096.
Таблица 3
(10-6 Тм3/кг)
Пример 3
Основы из цементированного карбида были изготовлены, сначала подвергая вторичный цементированный карбидный материал (PRZ) предварительному измельчению вместе с (Ta,Nb)C, (Ti,W)C, Ti(C,N) в рабочем растворе из этанола и воды (9 вес.% воды). Соотношение между порошком и рабочим раствором составляло 5481 г порошка на 1,35 л рабочего раствора. Измельчение осуществляли в мельнице с мешалкой под названием LABSTAR, фирма Netzsch, которая представляет собой мельницу с горизонтальным перемешиванием, в которой суспензия циркулирует между измельчающей камерой и накопительной емкостью. Суспензию измельчали на 1500 об/мин до накопленной энергии 0,56 кВт-ч.
Количество PEG составляло 2 вес.% от полного сухого веса порошка (PEG не учитывался в полном сухом весе порошка)
После стадии предварительного измельчения в суспензию добавляли порошки WC и Co добавляли в суспензию, а рабочий раствор добавляли в суспензию в таком количестве, чтобы получить 10 кг порошка на 2,3 л рабочего раствора, и затем все порошки измельчали на 1500 об/мин до накопленной энергии 1,15кВт-ч.
Потом суспензию сушили распылением с получением агломератов, которые затем подвергали операции прессования в гидравлическом прессе фирмы Fette с образованием полуфабриката.
Количество PRZ, т.е., вторичного материала составляет 50 вес.% от полного веса порошка. В таблице 5 указан состав (в вес.%) PRZ партии 611. Остальные исходные материалы добавляли в таких количествах, чтобы получить состав, указанный в таблице 4.
Затем полуфабрикат спекали, сначала осуществляя депарафинизацию в H2 до 450°C, нагревание в вакууме до 1350°C. После этого вводили защитную атмосферу (поток 20 мбар Ar и 20 мбар CO) и затем температуру поддерживали на уровне 1450°C в течение 1ч.
В качестве порошка WC использовали коммерческий порошок WC от фирмы Wolfram Bergbau und Hütten AG под наименованием HTWC040, который представлял собой WC, полученный высокотемпературной цементацией. Средний размер частиц (FSSS) после измельчения согласно стандарту ASTM составлял 3,9 мкм.
Полученный цементированный карбид обозначен ниже как "Изобретение 2".
Для сравнения изготавливали основу "Сравнительный 2", с самого начала измельчая все исходные порошковые материалы в обычной шаровой мельнице в течение 14 ч, т.е., без проведения предварительного измельчения.
Исходные материалы были такими же, как для образца "Изобретение 2", с теми отличиями, что использовали другую партию PRZ (партия 576, смотри таблицу 5), и что использовали обычный WC (не цементированный при высокой температуре) со средним размером (FSSS) после измельчения согласно стандарту ASTM 4,80 мкм. Остальные исходные материалы добавляли в таких количествах, чтобы получить состав, указанный в таблице 4.
Потом суспензию сушили распылением с получением агломератов, которые затем подвергали операции прессования в гидравлическом прессе фирмы Fette с образованием полуфабриката, который потом спекали таким же образом как для образца "Изобретение 2". Этот режущий инструмент обозначен как "Сравнительный 2".
Обе основы: "Изобретение 2" и "Сравнительный 2", снабжали затем идентичным CVD-покрытием, содержащим слой TiCN и слой α-Al2O3, осажденные обычными методами.
Обе полученные основы "Изобретение 2" и "Сравнительный 2", имеют поверхностную зону, обогащенную связующей фазой и обедненную гамма-фазой, толщиной 23 и 25 мкм, соответственно, измеренной на режущих кромках с покрытием.
Таблица 4
Таблица 5
n.a. -нет данных
Остальную часть PRZ-порошка (до 100%) составляют следовые количества Fe, Ni и Al.
Пример 4 (Микроструктура)
Микроструктуру спеченных материалов из примера 3 анализировали аналогично примеру 2, с тем отличием, что использовали 6 изображений 60*40 мкм.
Результаты измерений можно видеть в таблице 6 ниже.
В таблице 6 приведены также коэрцитивность (Hc) и удельная намагниченность насыщения.
Таблица 6
(10-6 Тм3/кг)
Пример 5 (рабочий пример)
Режущие инструменты из примеров 3 и 4 испытывали также в операции продольной обточки на стали SS1312 с использованием смазочно-охлаждающей жидкости. Использовали следующие параметры:
Vc=80 м/мин
f=0,15 мм/об, увеличение с I=1,0
ap=1,5 мм
Количество испытанных режущих кромок составляло 15.
Критерием ресурса стойкости инструмента была поломка кромки.
Результаты приведены в таблице 7.
Таблица 7
Результаты показывают, что время до первой поломки режущей кромки (для 15 исследованных кромок) повысилось. На фигуре 2, где показаны результаты для всех 15 кромок, можно видеть, что для образца "Изобретения 2" большое число режущих кромок ломалось в пределах секунд друг за другом, тогда как ресурс стойкости инструмента для образца "Сравнительный 2" имел больший разброс.
Пример 6 (рабочий пример)
Режущие инструменты из примеров 3 и 4 испытывали также на прерываемую токарную обработку на стали SS1672 со смазочно-охлаждающей жидкостью. Использовали следующие параметры:
Vc=220 м/мин
f=0,3 мм/об
ap=3 мм
Количество испытанных режущих кромок составляло 3. Кромки исследовали после 7, 8 и 9 циклов, соответственно, и износ классифицировали как хороший, т.е., не сильный износ, небольшой отлом мелких кусочков и затем выкрашивание режущей кромки.
Результаты приведены в таблице 8.
Таблица 8
Четко видно, что образец "Изобретение 2" имеет более высокое сопротивление выкрашиванию, чем "Сравнительный 2".
Пример 7
Основы из цементированного карбида были изготовлены, сначала подвергая вторичный цементированный карбидный материал (PRZ) предварительному измельчению вместе с (Ta,Nb)C, (Ti,W)C, Ti(C,N) в рабочем растворе из этанола и воды (9 вес.% воды). Соотношение между порошком и рабочим раствором составляло 232 кг порошка на 80 л рабочего раствора в мельнице с мешалкой под названием LMZ10, фирма Netzsch, которая представляет собой мельницу с горизонтальным перемешиванием, в которой суспензия циркулирует между измельчающей камерой и накопительной емкостью. Суспензию измельчали на 650 об/мин до накопленной энергии 30 кВт-ч.
Количество PRZ, т.е., вторичного материала, составляет 20 вес.% от полного веса порошка. В таблице 10 указан состав (в вес.%) используемого PRZ, партия 828. Остальные исходные материалы добавляли в таких количествах, чтобы получить состав, указанный в таблице 9.
После стадии предварительного измельчения в суспензию добавляли порошки WC и Co и полиэтиленгликоль (PEG), а рабочий раствор добавляли в суспензию в таком количестве, чтобы получить 800 кг порошка на 160 л рабочего раствора, и затем все порошки измельчали на 650 об/мин до накопленной энергии 90 кВт-ч.
Количество PEG составляло 2 вес.% от полного сухого веса порошка (PEG не учитывался в полном сухом весе порошка).
В качестве порошка WC использовали цементированный при высокой температуре WC от фирмы Wolfram Bergbau und Hütten AG под наименованием HTWC040. Средний размер частиц (FSSS) после измельчения согласно стандарту ASTM составлял 3,9 мкм.
Потом суспензию сушили распылением с получением агломератов, которые затем подвергали операции прессования в гидравлическом прессе фирмы Fette с образованием полуфабриката.
Затем полуфабрикат спекали, сначала осуществляя депарафинизацию в H2 до 450°C, нагревание в вакууме до 1350°C. После этого вводили защитную атмосферу (поток 20 мбар Ar и 20 мбар CO) и затем температуру поддерживали на уровне 1450°C в течение 1ч.
Полученный цементированный карбид обозначен ниже как "Изобретение 3".
Для сравнения изготавливали основу "Сравнительный 3", с самого начала измельчая все исходные порошковые материалы в обычной шаровой мельнице в течение 11 ч, т.е., без проведения предварительного измельчения.
Исходные материалы были такими же, как для образца "Изобретение 3", с теми отличиями, что использовали 15 вес.%, от полного веса порошка, другой партии PRZ (партия 757, смотри таблицу 10), и что использовали обычный WC (не цементированный при высокой температуре) со средним размером частиц (FSSS) после измельчения согласно стандарту ASTM 7,0 мкм.
Количество остальных исходных материалов было таким, чтобы получить состав, указанный в таблице 9.
Полученный цементированный карбид обозначен ниже как "Сравнительный 3".
Таблица 9
Таблица 10
Остальную часть PRZ-порошка (до 100%) составляют следовые количества Fe, Ni и Al.
Потом суспензию сушили распылением с получением агломератов, которые затем подвергали операции прессования в гидравлическом прессе фирмы Fette с образованием полуфабриката.
Оба полученных материала: "Изобретение 3" и "Сравнительный 3", содержали поверхностную зону, обогащенную связующей фазой и обедненную гамма-фазой, толщиной 22 и 23 мкм, соответственно.
Пример 8 (микроструктура)
Микроструктуру спеченных материалов из примера 7 анализировали аналогично примеру 2.
Результаты измерений можно видеть в таблице 11 ниже.
В таблице 11 приведены также коэрцитивность (Hc) и удельная намагниченность насыщения.
Таблица 11
(10-6 Тм3/кг)
Пример 9 (рабочий пример)
Режущие кромки из примера 7 ("Изобретение 3" и "Сравнительный 3") покрывали одинаковыми CVD-покрытиями, содержащими слой TiCN и слой α-Al2O3, осажденные обычными методами. Режущие кромки с покрытием испытывали в операции обработки торца в сухих условиях. Обрабатываемым материалом была сталь SS2641, использовались следующие условия:
Vc=160 м/мин
f=0,3 мм/об
ap=2 мм
Критерием ресурса стойкости инструмента было условие Vb≥0,5 мм на основной режущей кромке.
Результаты приведены в таблице 12.
Таблица 12
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2012 |
|
RU2618035C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
| ПУАНСОН ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2011 |
|
RU2563073C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2015 |
|
RU2655414C2 |
| ПОКРЫТЫЙ ОКСИДОМ АЛЮМИНИЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2015 |
|
RU2675190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО КОМПОЗИТНОГО ИЗДЕЛИЯ | 2011 |
|
RU2578339C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ TI, TI-СПЛАВОВ И СПЛАВОВ НА ОСНОВЕ NI | 2017 |
|
RU2741728C2 |
| СПЕЧЕННАЯ ТВЕРДОСПЛАВНАЯ ДЕТАЛЬ И СПОСОБ | 2009 |
|
RU2526627C2 |
Изобретение относится к порошковой металлургии, в частности к режущему инструменту, содержащему основу из цементированного карбида и нанесенное на нее покрытие. Основа из цементированного карбида содержит WC, кобальтовую связующую фазу и гамма-фазу, и имеет поверхностную зону, обогащенную связующей фазой и обедненную гамма-фазой, толщиной от 14 до 26 мкм. Цементированный карбид содержит равномерно распределенную гамма-фазу и сниженное количество аномальных зерен WC, поверхностная доля которых составляет от 0 до 0,03. Обеспечивается повышение сопротивления пластической деформации и увеличение стойкости. 8 з.п. ф-лы, 2 ил., 12 табл., 9 пр.
1. Режущий инструмент с покрытием, содержащий основу из цементированного карбида, содержащую WC, металлическую связующую фазу и гамма-фазу, отличающийся тем, что гамма-фаза распределена так, что параметр N меньше 80 мкм2, где
 ,
,
где X (мкм2), означает площадь частиц (ось х), соответствующую интегральной относительной площади, равной 0,90 (ось y) на интегральном графике, на котором интегральная относительная площадь частиц гамма-фазы (ось y) изображена в зависимости от площади частиц гамма фазы (ось х), и
где Y означает поправочный коэффициент
 ,
,
причем относительный интегральный график и поверхностные доли получены методом дифракции обратного рассеяния электронов (EBSD-анализ),
и причем поверхностная доля аномальных зерен WC, полученная из EBSD-анализа, определенна как отношение площади зерен WC, которая более чем в 10 раз больше средней площади всех зерен WC, к полной площади всех зерен WC
 ,
,
и составляет от 0 до 0,03.
2. Режущий инструмент по п. 1, в котором количество гамма-фазы составляет от 3 до 25 об.%.
3. Режущий инструмент по п. 1 или 2, в котором распределение гамма-фазы, задаваемое параметром N, составляет от 15 до 75 мкм2.
4. Режущий инструмент по любому из пп. 1-3, в котором поверхностная доля аномальных зерен WC составляет от 0 до 0,025.
5. Режущий инструмент по любому из пп. 1-4, в котором количество металлической связующей фазы составляет от 2 до 20 вес.%.
6. Режущий инструмент по любому из пп. 1-5, в котором металлическая связующая фаза представляет собой Co в количестве от 4 до 12 вес.%.
7. Режущий инструмент по любому из пп. 1-6, в котором основа из цементированного карбида имеет поверхностную зону, обогащенную связующей фазой и обедненную гамма-фазой, причем толщина поверхностной зоны составляет от 10 до 35 мкм.
8. Режущий инструмент по любому из пп. 1-7, в котором гамма-фаза представляет собой твердый раствор кубических карбидов и/или карбонитридов (W,M)C или (W,M)(C,N), где M означает один или более из Ti, Ta, Nb, Hf, Zr, Cr и V.
9. Режущий инструмент по любому из пп. 1-8, в котором основа из цементированного карбида выполнена с покрытием.
| US 2015063930 A1, 05.03.2015 | |||
| РЕЖУЩАЯ ПЛАСТИНА ИЗ ТВЕРДОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2106932C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ РЕЗЕЦ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2266346C2 |
| Металлокерамическая твердосплавная пластина | 1985 |
|
SU1604166A3 |
| US 20020114981 A1, 22.08.2002 | |||
| СПОСОБ ПРОИЗВОДСТВА ВОДКИ | 1994 |
|
RU2032731C1 |

