Настоящее изобретение относится к спеченной твердосплавной детали и к способу ее получения. Изобретение относится также к применению спеченной твердосплавной детали в инструментах.
В цементированных карбидах повышение содержания связующего обычно ведет к повышению ударной вязкости, но к снижению твердости и износостойкости. Кроме того, размер зерна карбида вольфрама обычно влияет на свойства таким образом, что более мелкий размер зерна дает более твердый, более износостойкий материал, чем более крупный размер зерна, но менее ударопрочный материал.
В применениях твердосплавных карбидных материалов в режущих и буровых инструментах желательна комбинация разных свойств, чтобы максимально повысить эффективность, износостойкость и срок службы инструмента. Могут также иметься разные требования к материалу в разных частях продукта, сделанного из этого материала. Например, во вставных резцах для бурения по породе и резке минералов может быть желателен ударновязкий материал внутри, чтобы свести к минимуму опасность поломки вставки, а в поверхностной зоне может быть желателен твердый материал, чтобы получить достаточную износостойкость.
Вставные резцы из цементированного карбида для горных инструментов обычно расходуются до половины их высоты или веса при их применении. Вставки подвергаются ударным нагрузкам, деформация от которых постепенно упрочняет связующую фазу по мере стирания вставки, тем самым повышая ударную вязкость. Обычно в приложениях, связанных с бурением пород и резкой минералов, исходное деформационное упрочнение связующей фазы в поверхностной зоне твердосплавных вставных резцов происходит в первой части, обычно на первых 1-5% метража проходки буровой коронки. Это повышает ударную вязкость в верхней поверхностной зоне. До этого начального деформационного упрочнения, на самой начальной стадии работы имеется риск повреждения вставки при ударной нагрузке из-за слишком низкой ударной вязкости. Было бы желательным минимизировать этот тип риска раннего повреждения, давая материал, который является ударопрочным на поверхности и части материала, ближайшей к поверхности, по меньшей мере на начальной стадии работы, без снижения общих требований к достаточной ударной вязкости внутри, твердости поверхностной зоны и износостойкости.
Вставные резцы из цементированного карбида для применения в операциях обработки металла на станке, включающих жесткие прерывистые нагрузки, как перемежающийся режим работы или ударные операции, подвергаются высоким ударным нагрузкам, которые повышают риск повреждения. Здесь также было бы желательным дать материал, являющийся ударопрочным на поверхности и части материала, ближайшей к поверхности, не снижая указанных общих требований к ударной вязкости внутри, твердости и износостойкости.
В WO 2005/056854 A1 раскрыта вставная пластина из цементированного карбида для бурения пород и резки минералов. Поверхностная часть вставки имеет более мелкий размер зерна и более низкое содержание связующей фазы, чем внутренняя часть. Вставку получают, помещая порошок агента измельчения зерна, содержащего углерод и/или азот, на прессовку до спекания.
В US 2004/0009088 A1 раскрыта неспеченная прессовка из WC и Co, которую покрывают ингибитором роста зерна и спекают.
В EP 1739201 A1 раскрыта буровая коронка, содержащая вставку, имеющую градиент связующего, образованный в результате диффузии углерода, бора или азота.
В JP 04-128330 раскрыта обработка сырой детали из WC и Co хромом.
Задачей настоящего изобретения является создание твердосплавной детали, которая предпочтительно представляет собой вставной резец для горных инструментов, который является износостойким и обеспечивает большой срок службы инструмента.
В частности, задачей настоящего изобретения является создание спеченной твердосплавной детали, имеющей высокое сопротивление повреждению при ударной нагрузке.
Настоящее изобретение предлагает способ получения спеченной твердосплавной детали, в котором размещают: (1) добавку для измельчения зерна, содержащую агент измельчения зерна и углерод и/или азот, и (2) активатор роста зерна, на по меньшей мере одной части поверхности прессовки из исходного материала на основе WC, содержащего один или более компонентов, образующих твердую фазу, и связующее, и затем спекание прессовки.
Исходный материал на основе WC имеет подходящее содержание связующего от примерно 4 до примерно 30 вес.%, предпочтительно от примерно 5 до примерно 15 вес.%. Содержание одного или более компонентов, образующих твердую фазу, в исходном материале на основе WC благоприятно составляет от примерно 70 до примерно 96 вес.%, предпочтительно от примерно 90 до примерно 95 вес.%. Благоприятно, WC составляет более 70 вес.%, предпочтительно более 80 вес.%, более предпочтительно более 90 вес.% компонентов, образующих твердую фазу. Наиболее предпочтительно, образующие твердую фазу компоненты состоят по существу из WC. Примерами образующих твердую фазу компонентов, помимо WC, являются другие карбиды, нитриды или карбонитриды, примерами которых являются TiC, TaC, NbC, TiN и TiCN. Помимо компонентов, образующих твердую фазу, и связующего, в исходном материале на основе WC могут присутствовать случайные примеси.
Подходящим связующим является одно или более из Co, Ni и Fe, предпочтительно Co и/или Ni, наиболее предпочтительно Co.
Прессовку предпочтительно получают прессованием исходного материала на основе WC в форме порошка.
Спеченная твердосплавная деталь подходит в качестве твердосплавного инструмента, предпочтительно твердосплавного вставного резца в инструменте. В одном варианте осуществления спеченная твердосплавная деталь является режущей пластиной для механической обработки металла. В одном варианте осуществления спеченная твердосплавная деталь представляет собой вставку для горного инструмента, такого как инструмент для бурения породы или инструмент для резки минералов, или для инструмента для бурения нефтяных и газовых скважин. В одном варианте осуществления спеченная твердосплавная деталь представляет собой инструмент для холодной штамповки, например инструмент для накатки резьбы, штамповки банок для напитков, болтов и гвоздей.
В качестве агента измельчения зерна подходит хром, ванадий, тантал или ниобий, предпочтительно хром или ванадий, наиболее предпочтительно хром.
В качестве добавки для измельчения зерна подходит карбид, смешанный карбид, карбонитрид или нитрид. Добавка для измельчения зерна благоприятно выбрана из группы карбидов, смешанных карбидов, карбонитридов или нитридов ванадия, хрома, тантала и ниобия. Предпочтительно, добавка для измельчения зерна представляет собой карбид или нитрид хрома или ванадия, например Cr3C2, Cr23C6, Cr7C3, Cr2N, CrN или VC, наиболее предпочтительно карбиды хрома, такие как Cr3C2, Cr23C6 или Cr7C3.
Активатор роста зерна предпочтительно облегчает миграцию связующего внутрь спеченной твердосплавной детали. В качестве активатора роста зерна подходит углерод. Углерод, находящийся на поверхности прессовки, может быть в форме углерода, осажденного из науглероживающей газовой среды, аморфным углеродом, который присутствует, например, в углеродной копоти и саже, или графитом. Предпочтительно, углерод находится в форме сажи или графита.
Весовое отношение добавки для измельчения зерна к активатору роста зерна благоприятно составляет от примерно 0,05 до примерно 50, предпочтительно от примерно 0,1 до примерно 25, более предпочтительно от примерно 0,2 до примерно 15, еще более предпочтительно от примерно 0,3 до примерно 12, наиболее предпочтительно от примерно 0,5 до примерно 8.
Добавка для измельчения зерна благоприятно помещается на поверхность или поверхности в количестве от примерно 0,1 до примерно 100 мг/см2, предпочтительно в количестве от примерно 1 до примерно 50 мг/см2. Активатор роста зерна благоприятно помещается на поверхность или поверхности в количестве от примерно 0,1 до примерно 100 мг/см2, предпочтительно в количестве от примерно 0,5 до примерно 50 мг/см2.
Добавкой для измельчения зерна и активатором роста зерна могут быть снабжены одна часть или несколько отдельных частей прессовки.
В одном варианте осуществления способ включает в себя размещение добавки для измельчения зерна и активатора роста зерна на поверхности прессовки, сначала получая прессовку и затем размещая добавку для измельчения зерна и активатор роста зерна на по меньшей мере одной части поверхности прессовки. Добавка для измельчения зерна и/или активатор роста зерна могут быть размещены путем нанесения в форме отдельных или комбинированных жидких дисперсий или взвесей на прессовку. В таком случае жидкая фаза благоприятно является водой, спиртом или полимером, таким как полиэтиленгликоль. Альтернативно, добавка для измельчения зерна и активатор роста зерна могут быть размещены путем нанесения на прессовку в форме твердых веществ, предпочтительно в форме порошка. Нанесение добавки для измельчения зерна и активатора роста зерна на прессовку благоприятно делается путем нанесения добавки для измельчения зерна и активатора роста зерна на прессовку методом погружения, напыления, окрашивания или нанесением любым другим путем. Когда активатор роста зерна является углеродом, он может альтернативно быть доставлен к прессовке из науглероживающей газовой среды. Науглероживающая газовая среда благоприятно содержит одно или более из моноксида углерода или C1-C4 алкана, т.е. метана, этана, пропана или бутана. Науглероживание благоприятно проводится при температуре от примерно 1200 до примерно 1550°C.
В одном варианте осуществления способ содержит размещение добавки для измельчения зерна и активатора роста зерна на поверхности прессовки путем объединения добавки для измельчения зерна и активатора роста зерна с исходным порошковым материалом на основе WC, который затем прессуют с получением прессовки. Размещение добавки для измельчения зерна и активатора роста зерна на поверхности прессовки благоприятно делается введением добавки для измельчения зерна и активатора роста зерна в пресс-форму до введения исходного порошкового материала на основе WC, с последующим прессованием. Добавка для измельчения зерна и активатор роста зерна благоприятно вводятся в пресс-форму как дисперсия или взвесь. В таком случае жидкая фаза, в которой диспергирована или растворена добавка для измельчения зерна, благоприятно является водой, спиртом или полимером, таким как полиэтиленгликоль. Альтернативно, одно или оба из добавки для измельчения зерна и активатора роста зерна вводятся в пресс-форму как твердое вещество.
Площадь охватывающей поверхности, снабженной агентом измельчения зерна и активатором роста зерна, благоприятно составляет от примерно 1 до примерно 100% всей площади охватывающей поверхности прессовки, предпочтительно от примерно 5 до примерно 100%.
В случае получения вставного резца в горных инструментах, например, как вставки в буровую коронку, часть прессовки, снабженная агентом измельчения зерна и активатором роста зерна, благоприятно находится на верхнем участке коронки. Площадь охватывающей поверхности, снабженная агентом измельчения зерна и активатором роста зерна, благоприятно составляет от примерно 1 до примерно 100% от всей площади охватывающей поверхности прессовки, предпочтительно от примерно 5 до примерно 80%, более предпочтительно от примерно 10 до примерно 60%, наиболее предпочтительно от примерно 15 до примерно 40%.
Во время спекания внутрь от поверхности прессовки благоприятно формируются градиенты содержания агента измельчения зерна и содержания связующего.
При спекании агент измельчения зерна диффундирует от поверхности или поверхностей, снабженных добавкой для измельчения зерна, тем самым благоприятно образуя зону с содержанием агента измельчения зерна, в среднем снижающимся вглубь детали.
При спекании также благоприятно образуется зона с повышающимся в среднем содержанием связующего по глубине детали.
Температура спекания благоприятно составляет от примерно 1000°C до примерно 1700°C, предпочтительно от примерно 1200°C до примерно 1600°C, наиболее предпочтительно от примерно 1300°C до примерно 1550°C. Время спекания благоприятно составляет от примерно 15 минут до примерно 5 часов, предпочтительно от примерно 30 минут до примерно 2 часов.
Кроме того, настоящее изобретение относится к спеченной твердосплавной детали, которая может быть получена способом по изобретению.
Далее, настоящее изобретение дает спеченную твердосплавную деталь, содержащую твердую фазу на основе WC и связующую фазу, причем деталь содержит верхнюю поверхностную зону и промежуточную поверхностную зону, причем по меньшей мере одна часть промежуточной поверхностной зоны имеет более низкое среднее содержание связующего, чем часть, находящаяся более глубоко в детали, и по меньшей мере одна часть верхней поверхностной зоны имеет в среднем больший средний размер зерна WC, чем промежуточная поверхностная зона.
Верхняя поверхностная зона благоприятно имеет протяженность от уровня поверхности до глубины d1. Промежуточная поверхностная зона благоприятно распространяется от d1 до глубины d2. Отношение d1 к d2 благоприятно составляет от примерно 0,01 до примерно 0,8, предпочтительно от примерно 0,03 до примерно 0,7, наиболее предпочтительно от примерно 0,05 до примерно 0,6.
Объемная зона находится (необязательно) ниже глубины d2. В объемной зоне цементированный карбид благоприятно является по существу однородным, без значительных градиентов или колебаний имеющихся содержания связующего или твердости.
Глубина d1 благоприятно составляет от примерно 0,1 до 4 мм, предпочтительно от примерно 0,2 до 3,5 мм. Глубина d2 благоприятно составляет от примерно 4 до примерно 15 мм, предпочтительно от примерно 5 до примерно 12 мм, или до наиболее удаленной части от уровня поверхности, смотря по тому, что достигается первым.
В одном варианте осуществления эта, по меньшей мере одна, часть верхней поверхностной зоны имеет в среднем больший средний размер зерна WC, чем объемная зона.
Спеченная твердосплавная деталь благоприятно имеет полное среднее содержание связующего от примерно 4 до примерно 30 вес.%, предпочтительно от примерно 5 до примерно 15 вес.%. Полное среднее содержание твердой фазы на основе WC в спеченной твердосплавной детали благоприятно составляет от примерно 70 до примерно 96 вес.%, предпочтительно от примерно 85 до примерно 95 вес.%. Твердая фаза на основе WC благоприятно содержит более чем примерно 70 вес.% WC, предпочтительно более чем 80 вес.%, более предпочтительно более чем 90 вес.%. Наиболее предпочтительно, твердая фаза на основе WC по существу состоит из WC. Примерами компонентов твердой фазы, помимо WC, являются другие карбиды, нитриды или карбонитриды, например TiC, TaC, NbC, TiN и TiCN. Кроме твердой фазы на основе WC и связующего, в спеченной твердосплавной детали могут присутствовать случайные примеси.
В качестве связующего подходят одно или более из Co, Ni и Fe, предпочтительно Co и/или Ni.
Спеченная твердосплавная деталь благоприятно имеет градиент содержания агента измельчения зерна. Агент измельчения зерна благоприятно может быть хромом или ванадием, предпочтительно хромом. Содержание агента измельчения зерна благоприятно в среднем снижается от уровня поверхности внутрь через промежуточную поверхностную зону в спеченной твердосплавной детали. Если имеется объемная зона, содержание агента измельчения зерна благоприятно в среднем снижается в направлении от уровня поверхности внутрь объемной зоны спеченной твердосплавной детали.
Содержание агента измельчения зерна в верхней поверхностной зоне благоприятно составляет от примерно 0,01 до примерно 5 вес.%, предпочтительно от примерно 0,05 до примерно 3 вес.%, наиболее предпочтительно от примерно 0,1 до примерно 1 вес.%.
Спеченная твердосплавная деталь благоприятно имеет градиент содержания связующего. Содержание связующего благоприятно в среднем повышается в направлении от промежуточной поверхностной зоны в спеченную твердосплавную деталь. Если имеется объемная зона, градиент содержания подразумевает, что содержание связующего благоприятно в среднем повышается в направлении через промежуточную поверхностную зону в объемную зону. Весовое отношение концентрации связующего в объемной зоне к концентрации связующего на глубине 1 мм от уровня поверхности благоприятно составляет от примерно 1,05 до примерно 5, предпочтительно от примерно 1,1 до примерно 3,5, наиболее предпочтительно от примерно 1,3 до примерно 2,5. Если объемной зоны не имеется, весовое отношение концентрации связующего в наиболее удаленной от уровня поверхности части к концентрации связующего на глубине 1 мм от уровня поверхности благоприятно составляет от примерно 1,05 до примерно 5, предпочтительно от примерно 1,1 до примерно 4, наиболее предпочтительно от примерно 1,2 до примерно 3,5.
Средний размер зерна WC, понимаемый как средний диаметр эквивалентной сферы, благоприятно составляет от примерно 0,5 до примерно 10 мкм, предпочтительно от примерно 0,75 до примерно 7,5 мкм.
Твердость (HV10) в разных частях спеченной твердосплавной детали благоприятно находится в диапазоне от примерно 1000 до примерно 1800.
У спеченной твердосплавной детали по меньшей мере один максимум ее твердости благоприятно расположен ниже уровня поверхности.
Максимальная твердость благоприятно находится на глубине от поверхности от примерно 0,1 до примерно 4 мм, предпочтительно на глубине от примерно 0,2 до примерно 3,5. В одном варианте осуществления в детали имеется более одного максимума твердости на этой глубине.
Если максимальная твердость (HV10) больше или равна 1300 HV10, то максимум твердости благоприятно находится на глубине от поверхности от примерно 0,2 до примерно 3 мм, предпочтительно на глубине от примерно 0,3 до примерно 2 мм.
Если максимальная твердость (HV10) меньше 1300 HV10, то максимум твердости благоприятно находится на глубине от поверхности от примерно 0,5 до примерно 4 мм, предпочтительно на глубине от примерно 0,7 до примерно 3,5 мм.
Отношение максимальной твердости (HV10) спеченной твердосплавной детали к твердости (HV10) детали на уровне поверхности, ближайшей к максимуму твердости, благоприятно составляет от примерно 1,001 до примерно 1,075, предпочтительно от примерно 1,004 до примерно 1,070, более предпочтительно от примерно 1,006 до примерно 1,065, еще более предпочтительно от примерно 1,008 до примерно 1,060, даже более предпочтительно от примерно 1,010 до примерно 1,055, наиболее предпочтительно от примерно 1,012 до примерно 1,050. Из практических соображений за твердость на уровне поверхности благоприятно принимается значение, измеренное на глубине 0,2 мм, за исключением случая, когда максимум твердости находится на глубине ≤0,2 мм, тогда может быть принято любое значение, измеренное на глубине <0,1 мм.
Разность максимальной твердости (HV10) спеченной твердосплавной детали и твердости (HV10) в объемной зоне благоприятно составляет по меньшей мере примерно 50 HV10, предпочтительно по меньшей мере 70 HV10.
Если средний размер зерна в спеченной твердосплавной детали, измеренный способом диаметра эквивалентной сферы, <4 мкм, то разность максимальной твердости (HV10) спеченной твердосплавной детали и твердости (HV10) в объемной зоне благоприятно составляет по меньшей мере примерно 100 HV10, предпочтительно по меньшей мере 130 HV10.
Предпочтительно, по меньшей мере одна точка поверхности, ближайшая к максимальной твердости спеченной твердосплавной детали, находится в верхнем участке вставного резца в горный инструмент.
На по меньшей мере одной части спеченной твердосплавной детали отношение размера зерна на глубине 0,3 мм к размеру зерна на глубине 5 мм или в объемной зоне благоприятно составляет от примерно 1,01 до примерно 1,5, предпочтительно от примерно 1,02 до примерно 1,4, более предпочтительно от примерно 1,03 до примерно 1,3, наиболее предпочтительно от примерно 1,04 до примерно 1,25. Размер зерна измеряется как средний диаметр эквивалентной сферы.
На по меньшей мере одной части спеченной твердосплавной детали отношение размера зерна на глубине 0,3 мм к размеру зерна на глубине 3 мм благоприятно составляет от примерно 1,01 до примерно 1,5, предпочтительно от примерно 1,02 до примерно 1,3, более предпочтительно от примерно 1,03 до примерно 1,2, наиболее предпочтительно от примерно 1,04 до примерно 1,15. Размер зерна измеряется как средний диаметр эквивалентной сферы.
Спеченная твердосплавная деталь может быть покрыта одним или более слоями согласно способам, известным в данной области. Например, на спеченной твердосплавной детали можно предусмотреть слои TiN, TiCN, TiC и/или оксидов алюминия.
Спеченная твердосплавная деталь благоприятно является твердосплавным инструментом, предпочтительно твердосплавным вставным резцом инструмента. В одном варианте осуществления спеченная твердосплавная деталь является вставной режущей пластиной для механической обработки металла. В одном варианте осуществления спеченная твердосплавная деталь является вставным резцом для горного инструмента, такого как инструмент для бурения породы или инструмент для резки минералов, или для инструмента для бурения нефтяных и газовых скважин. В одном варианте осуществления спеченная твердосплавная деталь является инструментом для холодной штамповки, таким как инструмент для накатки резьбы, штамповки банок для напитков, болтов и гвоздей.
Для вставных резцов в горных инструментах геометрия вставки типично является баллистической, сферической или конической, но в настоящем изобретении годятся также форма долота и другие геометрии. Пластина благоприятно имеет нижний цилиндрический участок с диаметром D и длиной L и верхний участок. Отношение L/D благоприятно составляет от примерно 0,5 до примерно 4, предпочтительно от примерно 1 до примерно 3.
Кроме того, настоящее изобретение относится к применению твердосплавных вставок в инструменте для работ по бурению породы или резке минералов.
Далее изобретение иллюстрируется на следующих неограничивающих примерах.
ПРИМЕРЫ
Пример 1
Порошковая смесь цементированного карбида была сделана, используя стандартные исходные материалы, имеющие состав 94 вес.% WC и 6 вес.% Co.
Прессовки делались в форме режущих вставок в горные инструменты в форме буровой коронки длиной 16 мм, имеющей цилиндрическое основание диаметром 10 мм и сферическую (полусфера) головку.
Средний размер зерна, измеренный как средний диаметр эквивалентной сферы, составлял около 1,25 мкм.
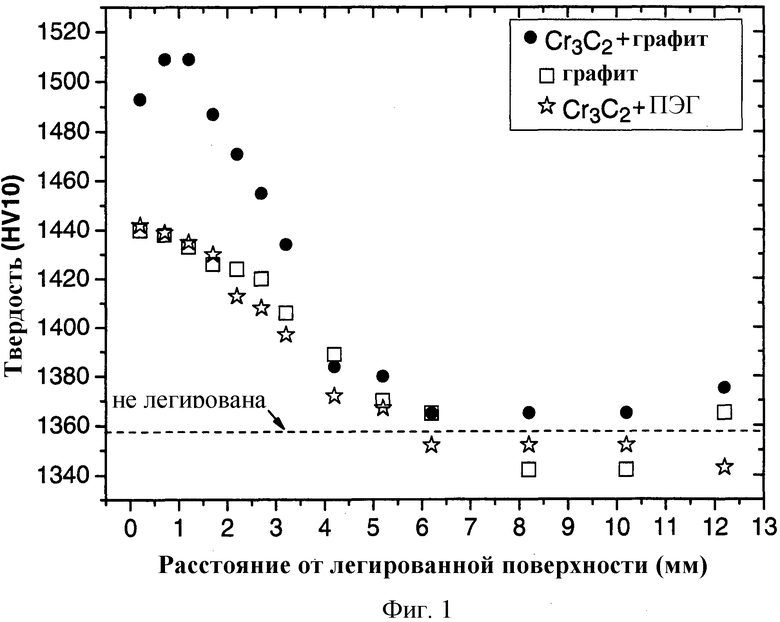
Головки покрывались ("легировались") Cr3C2 как добавкой для измельчения зерна, графитом как активатором роста зерна или их комбинацией, согласно таблице 1. Как дополнительный контроль одна вставка ничем не покрывалась, т.е. является нелегированной.
Добавка для измельчения зерна Cr3C2 наносилась самостоятельно путем погружения головки в дисперсию 25 вес.% Cr3C2 в полиэтиленгликоле. Активатор роста зерна графит наносился самостоятельно путем погружения головки во взвесь 10 вес.% графита в воде с последующей сушкой. Комбинацию Cr3C2 и графита наносили, соединяя дисперсию, содержащую 25 вес.% Cr3C2 и 7,5 вес.% графита в воде. Для всех образцов около 20 мг взвеси или дисперсии наносили на примерно 1,6 см2 головки.
Вставки сушили и затем спекали при 1410°C в течение 1 часа обычным способом спекания под давлением газа.
Твердость вставок по Виккерсу измеряли на разных глубинах, т.е. расстояниях от поверхности.
На фиг.1 показана твердость (HV10), измеренная на разных расстояниях ниже поверхности. Видно, что применение графита с Cr3C2 создает отличные градиенты твердости. Легирование раствором графита повышает твердость поверхности примерно на 80 единиц HV по сравнению с нелегированными образцами. Образцы, легированные Cr3C2 в жидком ПЭГ, имеют почти такое же повышение твердости, около 80 HV, по сравнению с нелегированными образцами. Образцы с Cr3C2 в растворе графита дают повышение твердости более 150 HV. Видно, что твердость падает сразу под поверхностью.
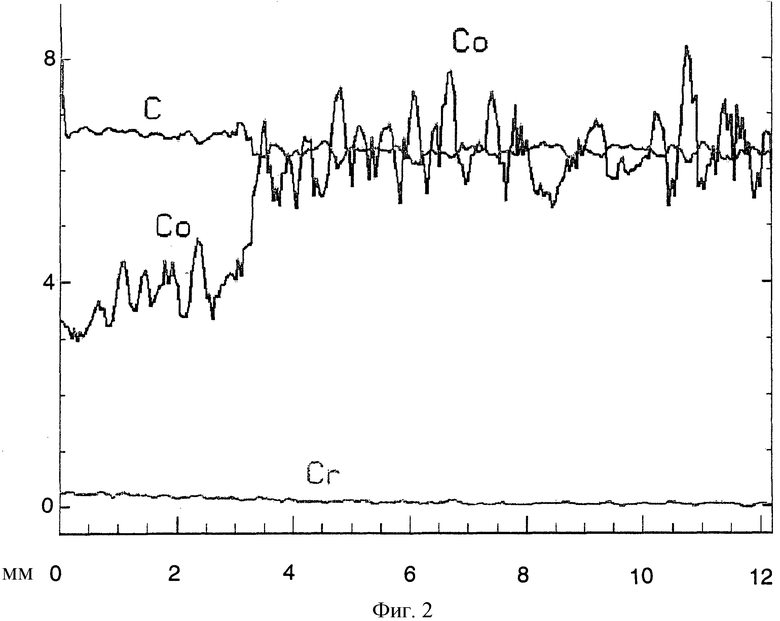
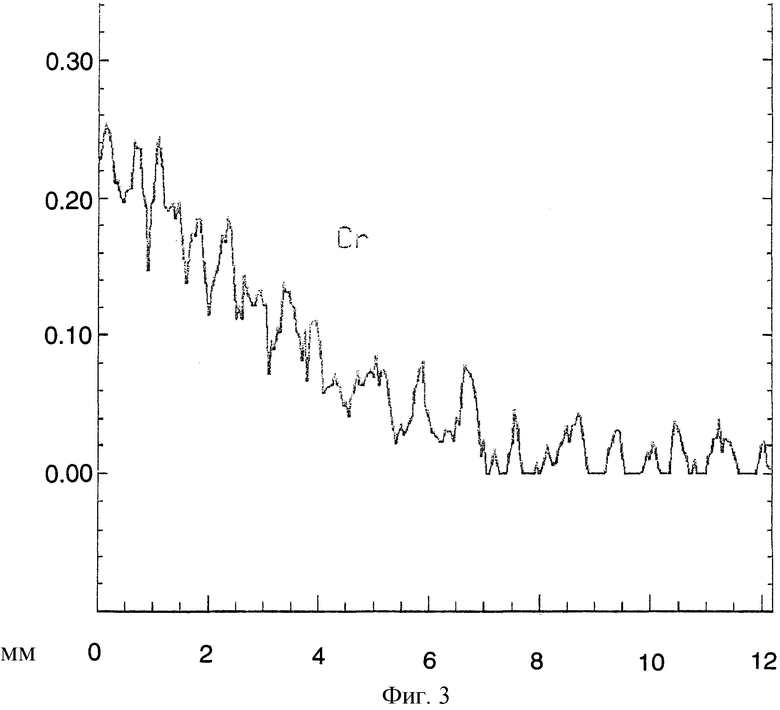
На фиг.2 показано содержание кобальта, углерода и хрома в образце 3 на разных расстояниях ниже поверхности. Кроме того, на фиг.3 показан детальный вид градиента хрома. Присутствуют четкие градиенты кобальта и хрома.
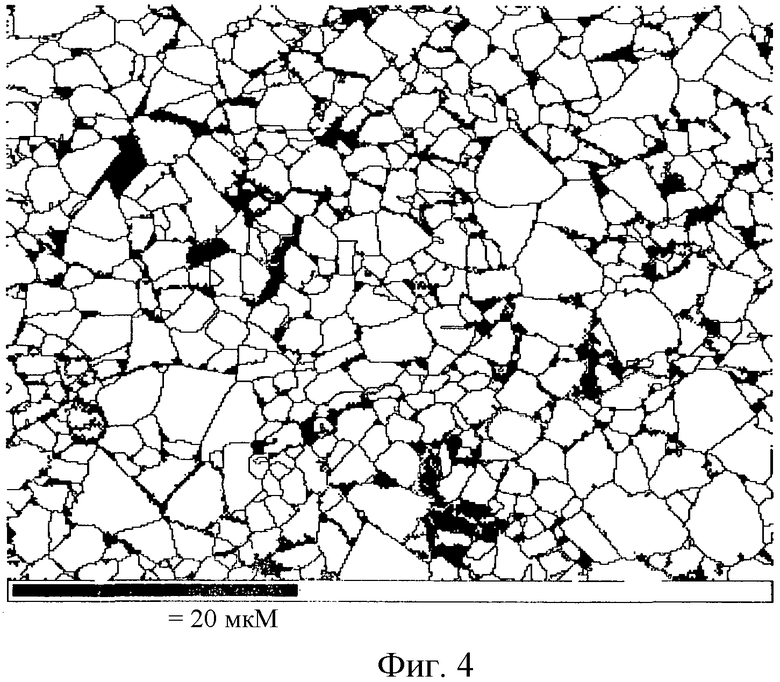
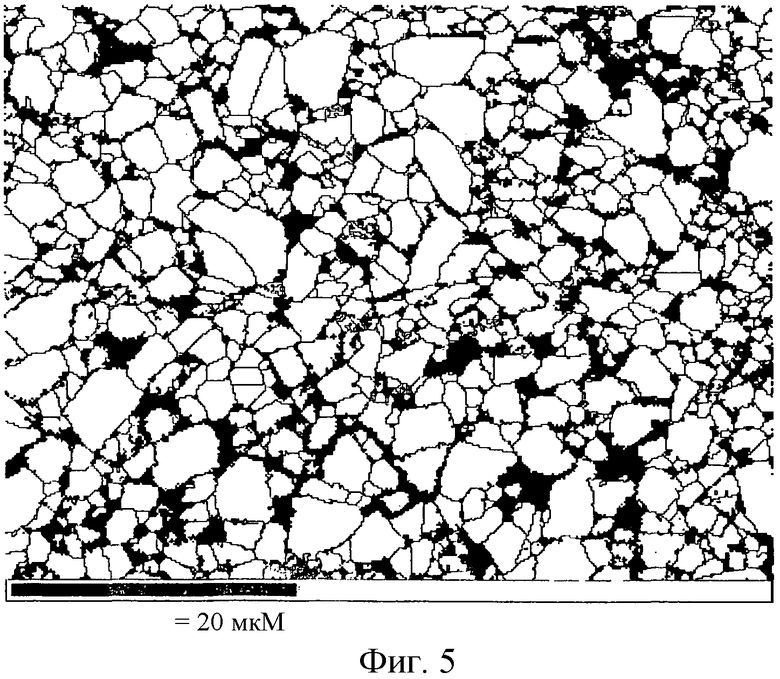
Размер зерен был рассчитан из снимков обратной дифракции электронов (EBSD).
На фиг.4-5 показаны типичные EBSD-снимки для образца 3 (согласно изобретению) на глубинах 0,3 и 10 мм соответственно.
В таблице 2 приведено сравнение размера зерна (диаметр эквивалентной сферы) между образцом 1 (легированным Cr3C2) и образцом 3 (легированный Cr3C2 и графитом).
Самые крупные зерна были обнаружены вблизи поверхности. Максимум твердости обнаружен на расстоянии примерно 1 мм ниже поверхности.
Пример 2
Прессовки того же размера и состава, что в примере 1, были покрыты ("легированы") Cr2N или CrN как добавками для измельчения зерна и/или графитом как активатором роста зерна, согласно таблице 3.
Активатор роста зерна графит наносился самостоятельно путем погружения головки во взвесь 10 вес.% графита в воде с последующей сушкой. Комбинацию Cr2N или CrN и графита наносили, соединяя дисперсию, содержащую 20 вес.% Cr2N, и 8 вес.% графита или 22 вес.% CrN и 8,8 вес.% графита соответственно. Для всех образцов около 20 мг взвеси или дисперсии наносили на примерно 1,6 см2 головки.
Вставки сушили и затем спекали при 1410°C в течение 1 часа обычным способом спекания под давлением газа.
Твердость вставок по Виккерсу измеряли на разных глубинах, т.е. расстояниях от поверхности.
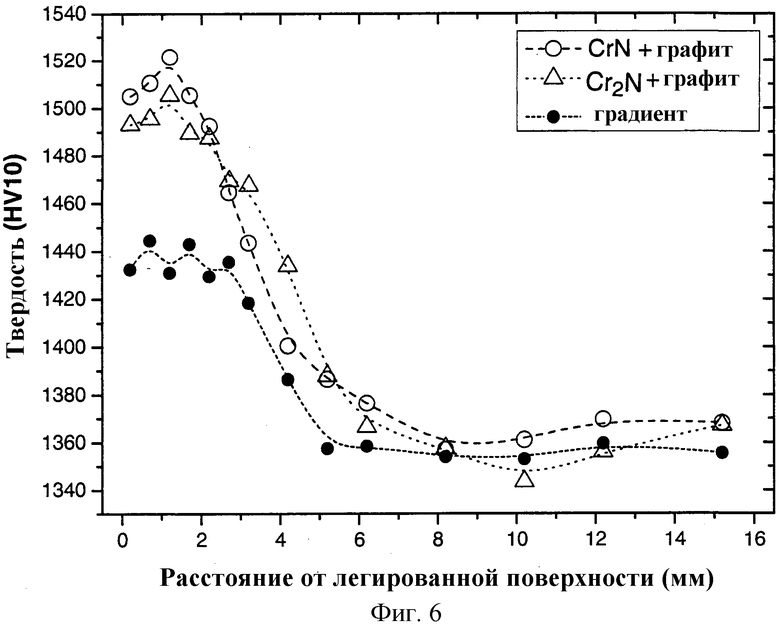
На фиг.6 показана твердость (HV10) (для образцов 5, 6 и 7), измеренная под легированной поверхностью. Видно, что использование графита с Cr2N или CrN создает отличные градиенты твердости.
В таблице 4 приведена твердость для образца 6 (легирован Cr2N и графитом) и образца 7 (легирован CrN и графитом) на разных расстояниях от поверхности.
Для образцов согласно изобретению имеется повышение твердости примерно на 140-160 единиц HV по сравнению с незатронутым объемным материалом (глубина 8,2 мм). Образец, который был легирован только графитом, показывает повышение твердости всего на примерно 90 единиц HV. Для образцов согласно изобретению максимум твердости был обнаружен на глубине примерно 1,2 мм от поверхности.
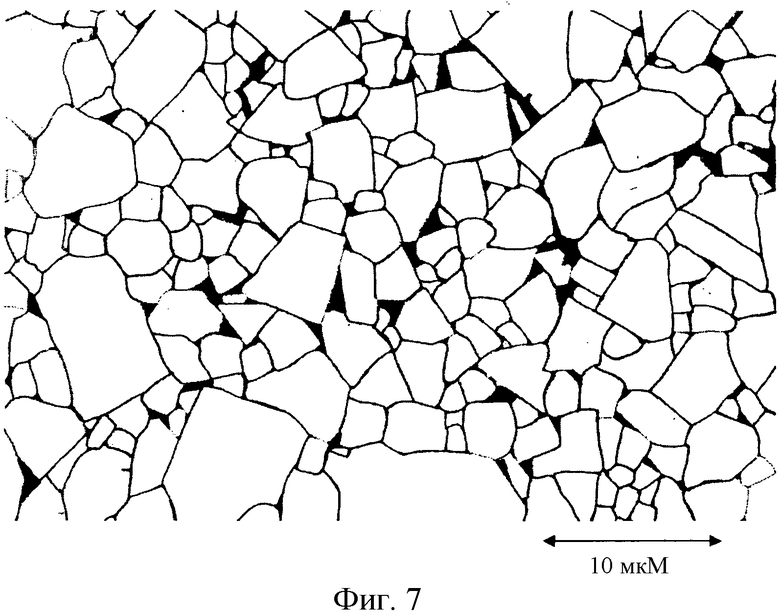
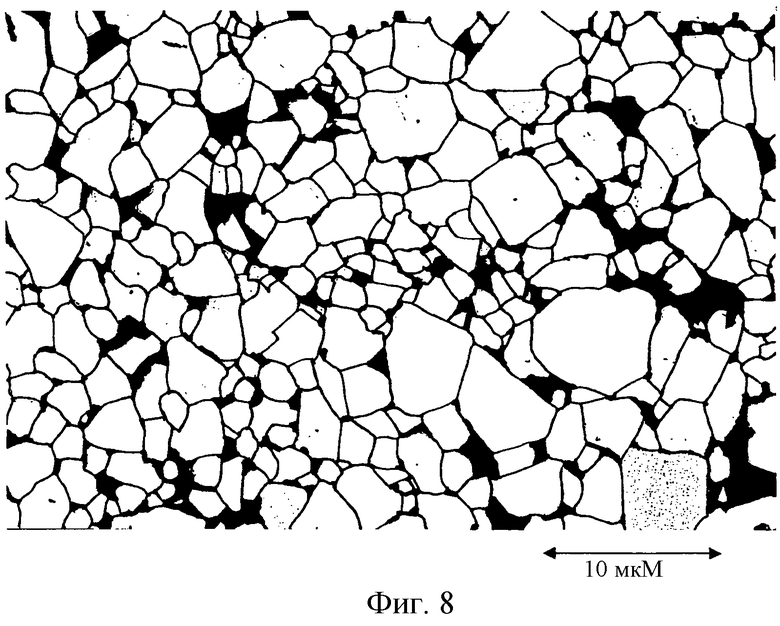
На фиг.7 показаны типичные СЭМ-снимки образца 6 на глубине 0,3 мм. Фиг.8 представляет собой снимок незатронутой объемной части (10 мм) образца 6.
Пример 3
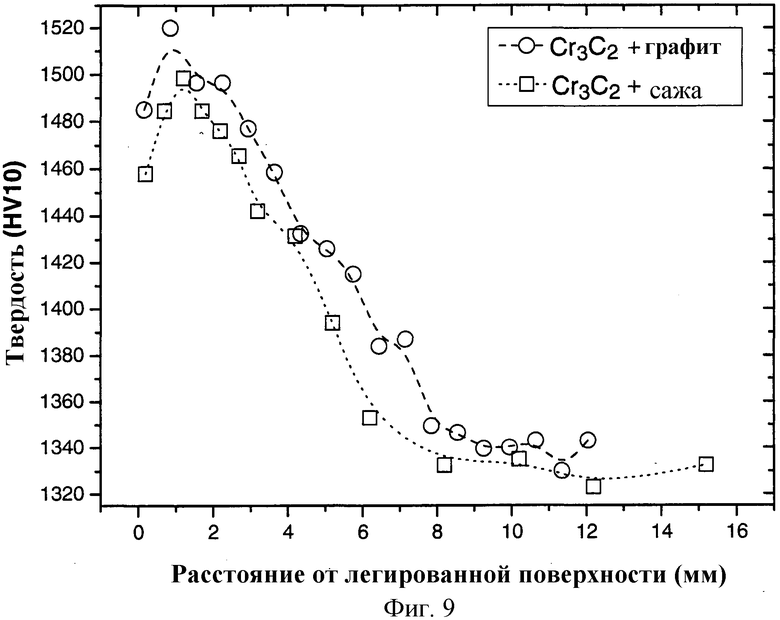
Прессовки того же размера и состава, что и в примере 1, были покрыты ("легированы") Cr3C2 как добавкой для измельчения зерна и графитом или сажей как активатором роста зерна.
Комбинацию Cr3C2 и графита или сажи наносили посредством объединенной дисперсии, содержащей 20 вес.% Cr3C2 и 10 вес.% углерода в виде графита или сажи в воде. Для всех образцов около 20 мг взвеси или дисперсии наносили на примерно 1,6 см2 головки.
Вставки сушили и затем спекали при 1410°C в течение 1 часа обычным способом спекания под давлением газа.
Твердость вставок по Виккерсу измеряли на разных глубинах, т.е. расстояниях от поверхности.
На фиг.9 показана твердость (HV10), измеренная под легированной поверхностью. Видно, что применение сажи вместе с Cr3C2 создает такие же отличные градиенты твердости, как и при применении графита с Cr3C2.
Для образцов согласно изобретению имеется повышение твердости примерно на 160 единиц HV по сравнению с незатронутым объемным материалом (глубина 8-10 мм). Максимум твердости был обнаружен на глубине примерно 2 мм от поверхности.
Пример 4
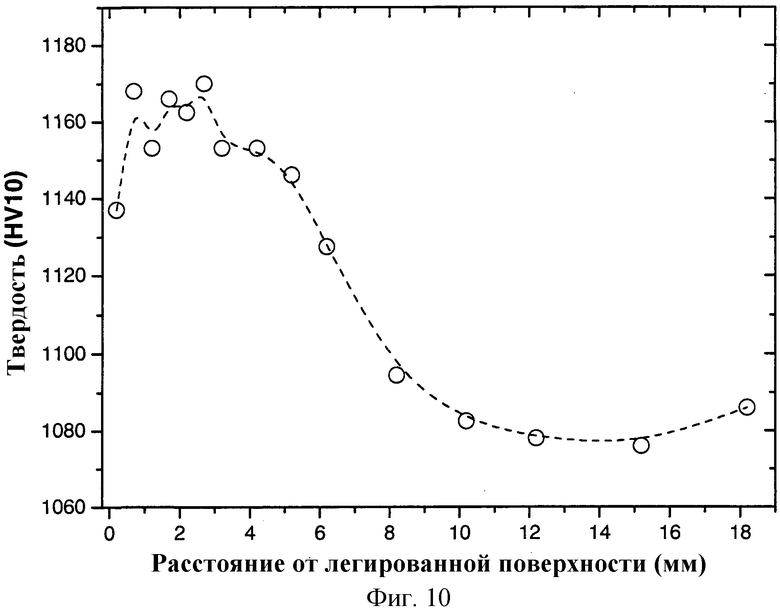
Порошковая смесь из цементированного карбида была получена при использовании стандартных сырьевых материалов, имеющих состав 93,5 вес.% WC и 6,5 вес.% Co.
Прессовки были сделаны в форме режущих вставок для горных инструментов длиной 25 мм, имеющих цилиндрическую нижнюю часть диаметром 16 см и коническую головку.
Средний размер зерна, измеренный как средний диаметр эквивалентной сферы, составлял около 6 мкм.
Головки покрывали ("легировали") комбинацией Cr3C2, как добавкой для измельчения зерна, и графита, как активатора роста зерна, в виде комбинированной дисперсии, содержащей 25 вес.% Cr3C2 и 7,5 вес.% графита в воде. Для всех образцов около 40 мг взвеси или дисперсии наносили на примерно 3,2 см2 головки.
Вставки сушили и затем спекали при 1520°C в течение 1 часа обычным способом спекания под давлением газа.
Твердость вставок по Виккерсу измеряли на разных глубинах, т.е. расстояниях от поверхности.
На фиг.10 показана твердость (HV10), измеренная под легированной поверхностью.
В таблице 5 представлена твердость (HV10) на разных расстояниях от поверхности.

Для образца согласно изобретению имеется повышение твердости примерно на 85 единиц HV по сравнению с незатронутым объемным материалом (глубина 8-10 мм). Для образцов согласно изобретению максимум твердости был обнаружен на глубине примерно 2,5 мм от поверхности.
Пример 5
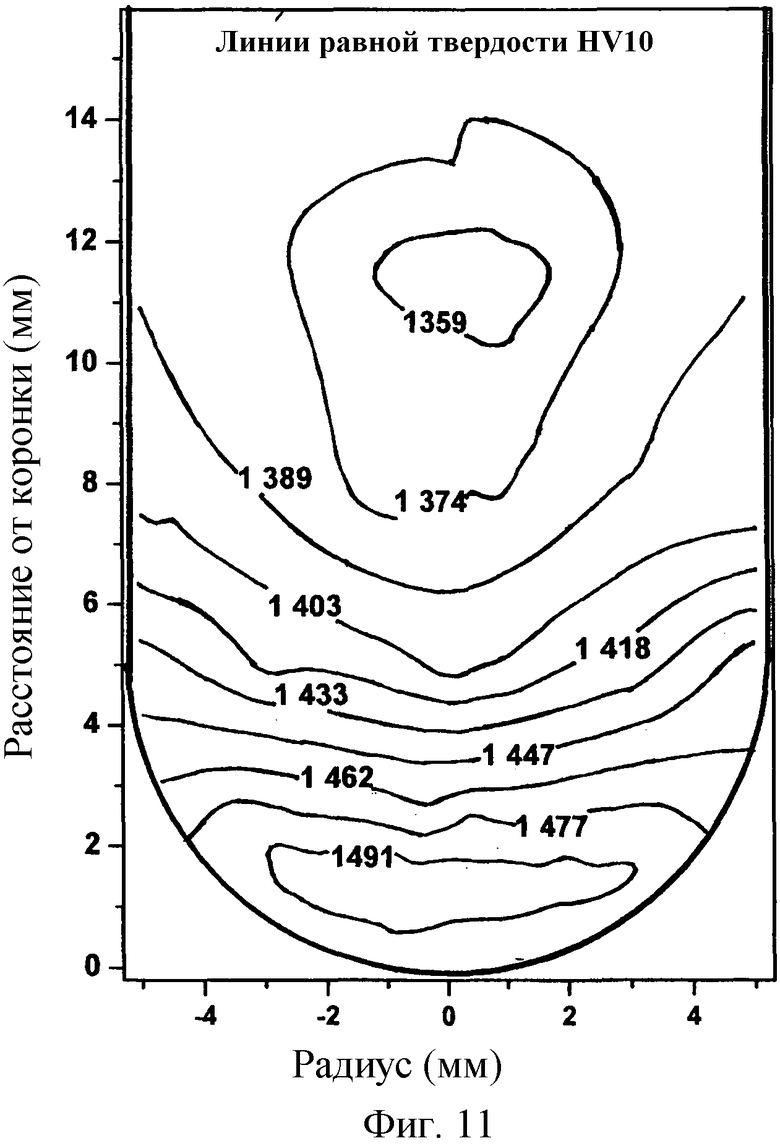
Ударопрочные твердосплавные режущие вставки согласно изобретению сравнивали с обычными вставками из однородного цементированного карбида в широких полевых испытаниях на бурение пустой породы в Кируна, Швеция. Обычные твердосплавные режущие вставки имели состав 94 вес.% WC и 6 вес.% Co. Градиентные твердосплавные режущие вставки согласно изобретению также в сумме содержали 94 вес.% WC и 6 вес.% Co, но распределенными с градиентом согласно изобретению. Вставки по изобретению были сделаны согласно процедуре из примера 1. Градиентный цементированный карбид испытывали в 20 буровых коронках с шестью калибрующими штырями и тремя фронтальными вставками на головку. Буровые коронки имели начальный калибрующий диаметр 49,5 мм и были притуплена на 45-46 мм. Калибрующие штыри и передние вставки имели диаметр 10 и 9 мм соответственно. Градиентные твердосплавные вставки испытывали в калибровочной зоне, являющейся наиболее чувствительной частью коронки. Передние вставки были из стандартного однородного цементированного карбида. Это означает, что было протестировано 20×6=120 градиентных вставок, что должно хорошо покрывать неизбежный диапазон условий породы, который считается узким для пустой породы в Кируна. В качестве контроля использовались 20 одинаковых коронок со стандартным цементированным карбидом. Вставки имеют головку в виде сферического купола, геометрия была идентичной для всех 10- и 9-миллиметровых вставок, соответственно, как для стандартных, так и для новых градиентных вставок. Одну вставку подвергали 70 измерениям твердости HV10 по сечению, и были рассчитаны линии одинаковой твердости, как показано на фиг.11. Четко видно, что зона сразу под легированной поверхностью менее твердая, HV10 1477, чем на 1-2 мм ниже легированной поверхности, HV 1491, где обнаружен максимум твердости.
Испытание было проведено с буровой установкой с выносным ударным гидроперфоратором от Sandvik Tamrock. Выносной гидроперфоратор представлял собой модель HFX5 с рабочим давлением 210 бар и давлением подачи 90 бар. Скорость вращения составляла 230 об/мин с давлением вращения 70 бар.
В таблице 6 приведено среднее число пробуренных метров на буровую коронку, DM, среднее число пробуренных метров на каждый сработанный миллиметр диаметра (мм) буровой коронки, DM/мм, и среднее число пробуренных метров до первого выхода из строя, DMF. Коронки перетачивали через примерно 58-59 пробуренных метров (примерно 12 скважин между переточками).
Результаты показывают повышение износостойкости (DM и DM/мм) на 20% и повышение срока службы инструмента (DMF) на 40%, если сравнить буровую коронку со вставным резцом согласно настоящему изобретению и буровую коронку с обычными вставками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДЫЙ СПЛАВ, ИМЕЮШИЙ ПОВЫШАЮЩУЮ ВЯЗКОСТЬ СТРУКТУРУ | 2019 |
|
RU2773448C1 |
| Перераспределение связующего во вставке из цементированного карбида для бурового наконечника | 2019 |
|
RU2799380C2 |
| ТВЕРДОСПЛАВНОЕ ТЕЛО | 2010 |
|
RU2521937C2 |
| Вставка для бурового инструмента | 2019 |
|
RU2781827C2 |
| ТВЕРДЫЙ СПЛАВ, ИМЕЮЩИЙ СТРУКТУРУ, ПОВЫШАЮЩУЮ ВЯЗКОСТЬ | 2017 |
|
RU2724771C2 |
| ШАРОШЕЧНАЯ БУРОВАЯ КОРОНКА | 2016 |
|
RU2719867C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2023 |
|
RU2808850C1 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЁННОГО ТВЁРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2018 |
|
RU2675875C1 |
| РЕЖУЩАЯ ПЛАСТИНА ИЛИ ГОЛОВКА ИНСТРУМЕНТА ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ГОРНОМ ДЕЛЕ И СТРОИТЕЛЬСТВЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2364700C2 |
Изобретение относится к порошковой металлургии, в частности к получения спеченных твердосплавных деталей из градиентных твердых сплавов. Может использоваться для изготовления режущих вставок инструмента для машинообработки металла, горного инструмента или инструмента для холодной штамповки. Добавку для измельчения зерна, содержащую агент измельчения зерна и углерод и/или азот, и активатор роста зерна размещают на по меньшей мере одной части поверхности прессовки из исходного материала на основе WC, содержащего один или более твердофазных компонентов и связующее, и спекают прессовку. Добавка для измельчения зерна представляет собой карбид, смешанный карбид, карбонитрид или нитрид. Твердосплавная деталь содержит твердую фазу на основе WC и связующую фазу, причем по меньшей мере одна часть промежуточной поверхностной зоны имеет более низкое среднее содержание связующего, чем часть, находящаяся глубже в детали, и по меньшей мере одна часть верхней поверхностной зоны имеет в среднем более высокий средний размер зерна WC, чем промежуточная поверхностная зона. Твердосплавная деталь имеет по меньшей мере один максимум твердости, расположенный ниже поверхности. Обеспечивается повышение сопротивления детали разрушению при ударной нагрузке. 3 н. и 16 з.п. ф-лы, 11 ил., 6 табл., 5 пр.
1. Способ получения спеченной твердосплавной детали из градиентного твердого сплава на основе WC, в котором:
(1) добавку для измельчения зерна, содержащую агент измельчения зерна и углерод и/или азот, и
(2) активатор роста зерна,
размещают на по меньшей мере одной части поверхности прессовки из исходного материала на основе WC, содержащего один или более твердофазных компонентов и связующее, и затем спекают прессовку, при этом добавка для измельчения зерна представляет собой карбид, смешанный карбид, карбонитрид или нитрид.
2. Способ по п.1, в котором добавка для измельчения зерна является карбидом или нитридом хрома или ванадия.
3. Способ по п.1 или 2, в котором активатор роста зерна является углеродом.
4. Способ по п.1 или 2, в котором добавку для измельчения зерна и активатор роста зерна размещают на поверхности прессовки, сначала получая прессовку, а затем размещая добавку для измельчения зерна и активатор роста зерна на по меньшей мере одной части поверхности прессовки.
5. Способ по п.4, в котором добавку для измельчения зерна и/или активатор роста зерна наносят на прессовку в виде отдельной или комбинированной жидкой дисперсии или взвеси.
6. Способ по п.4, в котором добавку для измельчения зерна и/или активатор роста зерна наносят на прессовку в виде твердого вещества.
7. Способ по п.3, в котором углерод доставляют на прессовку из науглероживающей газовой среды.
8. Способ по п.1 или 2, в котором добавку для измельчения зерна и активатор роста зерна размещают на поверхности прессовки путем объединения добавки для измельчения зерна и активатора роста зерна с исходным порошковым материалом на основе WC, который затем прессуют с получением прессовки.
9. Способ по п.8, в котором добавку для измельчения зерна и активатор роста зерна вводят в пресс-форму до введения исходного порошкового материала на основе WC с последующим прессованием.
10. Способ по п.1 или 2, в котором спеченная твердосплавная деталь представляет собой режущую вставку в инструмент для механической обработки металла, вставку для горного инструмента или инструмента для холодной штамповки.
11. Спеченная твердосплавная деталь из градиентного твердого сплава на основе WC, полученная способом по любому из пп.1-10.
12. Спеченная твердосплавная деталь из градиентного твердого сплава на основе WC, содержащая твердую фазу на основе WC и связующую фазу, причем деталь содержит верхнюю поверхностную зону и промежуточную поверхностную зону, причем по меньшей мере одна часть промежуточной поверхностной зоны имеет более низкое среднее содержание связующего, чем более глубокая часть детали, и по меньшей мере одна часть верхней поверхностной зоны имеет в среднем больший средний размер зерна WC, чем промежуточная поверхностная зона, при этом твердосплавная деталь имеет по меньшей мере один максимум твердости, расположенный ниже поверхности.
13. Спеченная твердосплавная деталь по п.12, в которой:
- верхняя поверхностная зона имеет протяженность до глубины d1 от уровня поверхности,
- промежуточная поверхностная зона распространяется от d1 до глубины d2,
причем отношение d1 к d2 составляет от примерно 0,01 до примерно 0,8.
14. Спеченная твердосплавная деталь по п.12 или 13, в которой весовое отношение концентрации связующего в объемной зоне, расположенной ниже глубины d2, к концентрации связующего на глубине 1 мм от уровня поверхности составляет от примерно 1,05 до примерно 5.
15. Спеченная твердосплавная деталь по п.12 или 13, в которой весовое отношение концентрации связующего в наиболее удаленной от уровня поверхности части к концентрации связующего на глубине 1 мм от уровня поверхности составляет от примерно 1,05 до примерно 5.
16. Спеченная твердосплавная деталь по п.12 или 13, в которой максимум твердости находится на глубине от поверхности от примерно 0,1 до примерно 4 мм.
17. Спеченная твердосплавная деталь по п.12 или 13, в которой отношение максимальной твердости (HV10) детали к твердости (HV10) спеченной твердосплавной детали на уровне поверхности, ближайшем к максимуму твердости, составляет от примерно 1,0008 до примерно 1,075.
18. Спеченная твердосплавная деталь по п.12 или 13, в которой разность максимальной твердости (HV10) спеченной твердосплавной детали и твердости (HV10) в объемной зоне составляет по меньшей мере 70 HV10.
19. Спеченная твердосплавная деталь по п.11 или 12, которая представляет собой режущую вставку в инструмент для механической обработки металла, вставку для горного инструмента или инструмента для холодной штамповки.
| Устройство для транспортирования и распределения плоских изделий | 1988 |
|
SU1548136A1 |

