Настоящее изобретение относится к фильтрам табачного дыма и к фильтрующим элементам табачного дыма, например, для изделий, предназначенных для курения, таких как сигареты.
Хорошо известны фильтры табачного дыма так называемого типа "Actron" (см., например, патент США №4256122). Эти фильтры содержат сердечник из термоформованного ацетилцеллюлозного материала, содержащего проходящие по части длины наружные канавки, и непористую обертку сердечника, повторяющую профиль указанных канавок. Данный фильтр содержит вентилируемую наружную обертку, выполненную с возможностью поступления во наружные канавки вентилирующего воздуха и его протекания по указанным наружным канавкам в рот курильщика вместе с дымом, втягиваемым через сердечник, выполненный из ацетилцеллюлозного материала. Непористая обертка сердечника препятствует поступлению вентилирующего воздуха в сердечник из ацетилцеллюлозы, и, таким образом, в фильтре не происходит смешивания воздуха и дыма. В данных фильтрах возможно смятие вентилируемой наружной обертки и вдавливание ее в канавки (например, при изготовлении сигарет и/или ртом курильщика при использовании). Кроме того, так называемый эффект "воздуха и дыма", вызванный отсутствием смешивания воздуха и дыма в фильтре, может приводить к неполноценному вкусовому ощущению.
Другие фильтры, содержащие обертку или профиль с канавками, также могут быть подвержены смятию во время обработки и манипуляций.
Таким образом, существует необходимость в фильтре табачного дыма, не имеющем указанных недостатков.
В соответствии с настоящим изобретением предложен фильтр табачного дыма (или фильтрующий элемент), содержащий жесткую наружную обертку, присоединенную по окружности к расположенному ниже по потоку (продольно проходящему) термоформованному сердечнику из материала для фильтрования табачного дыма, и дополнительный (продольно проходящий, например, по существу цилиндрической формы) сердечник (например, из материала для фильтрования табачного дыма), совмещенный по оси с указанным термоформованным сердечником, причем расположенный ниже по потоку термоформованный сердечник имеет профилированную (например, канавчатую, например, гофрированную) наружную поверхность, образующую вместе с жесткой наружной оберткой (с внутренней поверхностью наружной обертки) по меньшей мере один (например, покрытый) продольно проходящий канал, который проходит (например, непрерывно) по (всей) длине расположенного ниже по потоку сердечника. Дополнительный сердечник из материала для фильтрования табачного дыма совмещен по оси с расположенным ниже по потоку термоформованным сердечником из материала для фильтрования табачного дыма. Указанный дополнительный сердечник из материала для фильтрования табачного дыма расположен выше по потоку относительно расположенного ниже по потоку термоформованного сердечника из материала для фильтрования табачного дыма. Предпочтительно, (расположенный ниже по потоку) конец дополнительного сердечника из материала для фильтрования табачного дыма совмещен по оси с (расположенным выше по потоку) концом расположенного ниже по потоку термоформованного сердечника из материала для фильтрования табачного дыма и соединен с ним впритык.
В настоящем описании термин "расположенный ниже по потоку" означает указание на конец фильтра/фильтрующего элемента/сигареты с фильтром, расположенный наиболее близко ко рту курящего сигарету с фильтром (например, в случае прикрепления фильтра/фильтрующего элемента к табачной обертке в сигарете с фильтром). Термин "расположенный выше по потоку" означает указание на конец фильтра/фильтрующего элемента, расположенный наиболее близко к табачной обертке сигареты с фильтром (например, в случае прикрепления фильтра/фильтрующего элемента к табачной обертке в сигарете с фильтром).
В настоящем описании термин "термоформованный сердечник" означает сердечник, отформованный или отлитый в виде единого, самонесущего сердечника с использованием теплового воздействия на материал для фильтрования табачного дыма (и, опционально, на другие компоненты, например, пластификатор).
Предпочтительно, жесткая наружная обертка содержит жесткую бумагу, например, жесткую оберточную бумагу для фильтров. Жесткая наружная обертка может быть бумагой (например, оберточной бумагой для фильтров) с плотностью примерно 80-120 г/м2. Жесткая наружная обертка может быть бумагой (например, оберточной бумагой для фильтров) с меньшей плотностью, например, 30-80 г/м2, причем на эту бумагу, для придания ей жесткости, нанесены добавки, либо эта бумага обработана таким образом или имеет такой состав, что обеспечивается возможность создания более жесткой конструкции по сравнению с обычными оберточными бумагами для фильтров, как это известно из уровня техники. Из уровня техники известна жесткая бумага, например, жесткая оберточная бумага для фильтров.
Предпочтительно, расположенный ниже по потоку термоформованный сердечник не содержит дополнительной обертки (например, воздухонепроницаемой обертки), повторяющей профиль (например, благодаря ее приклеиванию) профилированной наружной поверхности. Другими словами, предпочтительным является отсутствие дополнительной обертки между профилированной наружной поверхностью расположенного ниже по потоку сердечника и внутренней поверхностью жесткой наружной обертки. Предпочтительно, расположенный ниже по потоку термоформованный сердечник является сердечником, содержащим единый, связанный (дымопроницаемый) материал. В настоящем описании термин "единый" означает "самонесущий", причем материал единого, связанного термоформованного сердечника поддерживает свою форму и профилированную поверхность без необходимости использования формообразующей обертки (для поддержания формы указанного материала).
Дополнительный сердечник может содержать обертку, присоединенную по окружности к указанному (например, продольно проходящему, по существу цилиндрическому) дополнительному сердечнику. Эта обертка может быть бумагой, например, оберточной бумагой для фильтров.
Фильтр или фильтрующий элемент в некоторых случаях может содержать добавочный (добавочные) (например, продольно проходящий (проходящие), по существу цилиндрической формы) сердечник(и) (например, из материала для фильтрования табачного дыма), совмещенный (совмещенные) по оси с указанными расположенным ниже по потоку термоформованным сердечником и дополнительным сердечником. Указанный (или каждый) добавочный сердечник может содержать обертку сердечника, присоединенную по окружности к этому (например, продольно проходящему, по существу цилиндрическому) добавочному сердечнику. Эта обертка может быть бумагой, например, оберточной бумагой для фильтров.
Профилированная (например, гофрированная) наружная поверхность расположенного ниже по потоку (термоформованного) сердечника может образовывать, вместе с жесткой наружной оберткой (с внутренней поверхностью наружной обертки), (например, покрытые) продольно проходящие каналы (например, от одного до шестнадцати продольно проходящих каналов, предпочтительно 4-10 каналов, например, 5-10 каналов), проходящие непрерывно по расположенному ниже по потоку термоформованному сердечнику (по всей его длине). Следует иметь в виду, что приведенное выше в качестве примера количество каналов является предпочтительным для фильтра с длиной окружности приблизительно 24,5 мм.
Заявители настоящего изобретения обнаружили, что сочетание профилированного (например, гофрированного или канавчатого) термоформованного расположенного ниже по потоку сердечника и жесткой наружной обертки (например, из жесткой оберточной бумагой для фильтров) обеспечивает улучшенное формирование концевой части, по сравнению с известными аналогичными изделиями, поскольку не происходит разрушения или деформации канавок (каналов) во время операций изготовления фильтра и сигареты с фильтром и при последующем их использовании. Для термоформованного сердечника не требуется использования дополнительной обертки (например, воздухонепроницаемой обертки), повторяющей профиль профилированной наружной поверхности, что в результате может обеспечивать улучшение курительных свойств (например, благодаря ослаблению или устранению эффекта "воздуха и дыма"), поскольку обеспечена возможность поступления в расположенный ниже по потоку сердечник вентилирующего воздуха и смешивания его с дымом.
Расположенный ниже по потоку конец жесткой наружной обертки может проходить за расположенный ниже по потоку конец (расположенного ниже по потоку термоформованного) сердечника, причем указанная обертка присоединена по окружности к указанному сердечнику так, что обеспечивается образование (например, по существу трубчатой) полости на расположенном ниже по потоку конце фильтра или фильтрующего элемента. Радиально внутренняя поверхность жесткой наружной обертки, проходящей за расположенный ниже по потоку конец сердечника, к которому по окружности присоединена указанная обертка, может образовывать (например, посредством расположенного ниже по потоку конца расположенного ниже по потоку термоформованного сердечника) полость или выемку, например, по существу трубчатую полость/выемку, на расположенном ниже по потоку конце фильтра или фильтрующего элемента. Таким образом, фильтр или фильтрующий элемент может быть фильтром/фильтрующим элементом с выемкой.
В некоторых случаях один или более компонентов из группы, содержащей расположенный ниже по потоку термоформованный сердечник, дополнительный сердечник, обертку указанного дополнительного сердечника (если она имеется в наличии), один или каждый добавочный сердечник (если он имеется в наличии) и одну или каждую обертку указанного добавочного сердечника (если она имеется в наличии), может быть окрашен или подкрашен (например, путем использования соответствующих красителей или пигментов, предпочтительно таких, которые официально разрешены для использования в изделиях, контактирующих с пищей). При этом дополнительный сердечник может быть выполнен, или может иметь обертку, с цветом, контрастирующим с цветом расположенного ниже по потоку термоформованного сердечника. Указанный краситель или пигмент предпочтительно может иметь любой цвет, контрастирующий с (например, белым) расположенным ниже по потоку термоформованным сердечником из материала для фильтрования табачного дыма, например, зеленый, синий, красный, оранжевый или любой другой подобный цвет. Каждый из элементов, а именно расположенный ниже по потоку термоформованный сердечник, дополнительный сердечник и добавочный сердечник, если таковой имеется в наличии, может быть выполнен с цветом, совпадающим с цветом другого сердечника (других сердечников), или с отличным цветом. Дополнительный сердечник и/или добавочный сердечник могут/может содержать окрашенную или подкрашенную обертку (например, окрашенную путем использования соответствующих красителей или пигментов, предпочтительно таких, которые официально разрешены для использования в изделиях, контактирующих с пищей).
В одном примере дополнительный сердечник содержит материал для фильтрования табачного дыма, окрашенный или подкрашенный в красный цвет (например, путем использования соответствующих красителей или пигментов, предпочтительно таких, которые официально разрешены для использования в изделиях, контактирующих с пищей), при этом расположенный ниже по потоку термоформованный сердечник содержит белый материал для фильтрования табачного дыма (например, ацетилцеллюлозу). Следует иметь в виду, что в данном примере красный цвет дополнительного сердечника контрастирует с расположенным выше по потоку термоформованным сердечником, и, следовательно, является видимым на расположенном выше по потоку конце канала (каналов) в расположенном выше по потоку термоформованном сердечнике, если смотреть на расположенный ниже по потоку конец расположенного ниже по потоку сердечника "в торец", в направлении вдоль продольной оси фильтра/элемента. Такой контраст обеспечивает характерный внешний вид для фильтра, элемента или стержня изделия, что является полезной мерой для борьбы с контрафактной продукцией.
Таким образом, характерный внешний вид конца, обеспечиваемый расположенным ниже по потоку концом расположенного ниже по потоку термоформованного сердечника и жесткой наружной оберткой (в некоторых случаях в сочетании с окрашенной жесткой наружной оберткой, окрашенным дополнительным сердечником, с расположенным ниже по потоку термоформованным сердечником с выемками, или в сочетании с другими подобными элементами), выполнен прочным (благодаря прочности обертки и профилированной поверхности) и остается полезным отличительным знаком и мерой для борьбы с контрафактной продукцией при изготовлении и последующем курении, например, сигарет с фильтром.
Расположенный ниже по потоку сердечник из термоформованного материала для фильтрования табачного дыма может быть изготовлен из любого термоформованного материала для табачного дыма. Указанный материал для фильтрования может представлять собой, например, жгут из натурального или синтетического волокнистого материала, например, из хлопка или пластика, такого как полиэтилен или полипропилен, жгут из ацетилцеллюлозного волокна и экструдированный материал (например, крахмал, синтетические пены, экструдированные пены). Предпочтительно, расположенный ниже по потоку термоформованный сердечник из материала для фильтрования табачного дыма содержит ацетил целлюлозу, например, экструдированную волокнистую ацетилцеллюлозу. Расположенный ниже по потоку термоформованный сердечник из материала для фильтрования табачного дыма может содержать жгут из ацетилцеллюлозы, опционально содержащий пластификатор (например, глицерил триацетат). Расположенный ниже по потоку термоформованный сердечник может быть образован путем непрерывного продвижения (например, путем непрерывного волочения и/или объединения) потока материала для фильтрования табачного дыма (например, ацетилцеллюлозного жгута, опционально содержащего пластификатор) через профильную матрицу с соответствующим некруглым поперечным сечением, формирующую сердечник с профилированной наружной поверхностью, и (опционально) путем тепловой обработки продвигаемого сердечника во время и/или непосредственно после его формирования (опционально - с последующим этапом охлаждения), например, с использованием способов, подобных тем, что раскрыты в патентной заявке WO 2011/148130. Тепловая обработка (и опциональное охлаждение) может обеспечивать активацию пластификатора для формирования фильтровального материала в виде единого, связанного дымопроницаемого расположенного ниже по потоку термоформованного сердечника, имеющего профилированную (например, канавчатую, например, гофрированную) наружную поверхность.
Дополнительный сердечник и добавочный сердечник (добавочные сердечники), если они имеются в наличии, могут содержать материал для фильтрования табачного дыма. При этом материалы для фильтрования табачного дыма, используемые для сердечников, могут быть одинаковыми или различными. Материал для фильтрования табачного дыма может быть, например, любым материалом (как правило, нитеобразным, волокнистым, сетчатым или экструдированным), обычно применяемым для изготовления фильтра табачного дыма. При этом фильтровальный материал может представлять собой, например, жгут из натурального или синтетического волокнистого материала, например, из хлопка или пластика, такого как полиэтилен или полипропилен, или жгут из ацетилцеллюлозного волокна. Например, указанный материал может представлять собой натуральные или синтетические штапельные волокна, хлопковое волокно, сетчатый материал, например, бумагу (как правило, крепированную) и (например, синтетические) нетканые материалы, и экструдированный материал (например, крахмал, синтетические пены, экструдированные пены). Фильтровальный материал дополнительного сердечника и/или добавочного сердечника (добавочных сердечников) может представлять собой ацетилцеллюлозу.
Как описано выше, дополнительный (например, продольно проходящий, например, по существу цилиндрический) сердечник может содержать материал для фильтрования табачного дыма. Указанный материал для фильтрования табачного дыма предпочтительно является ацетилцеллюлозой. При этом указанный дополнительный (например, продольно проходящий, например, по существу цилиндрический) сердечник может иметь обертку, выполненную, например, из оберточной бумаги для фильтров, например, из непроницаемой оберточной бумаги для фильтров, причем указанная обертка присоединена по окружности к указанному сердечнику. Дополнительный сердечник может представлять собой необернутый, по существу цилиндрический сердечник из ацетилцеллюлозы, например, необернутый ацетатный (NWA) фильтровальный сегмент, известный из уровня техники.
Дополнительный сердечник и добавочный сердечник (добавочные сердечники), если они имеются в наличии, могут содержать добавку, например, дисперсную добавку, такую как активированный уголь.
Фильтр табачного дыма или фильтрующий элемент может содержать (нести) вкусовую добавку. По меньшей мере одна обертка или один сердечник из группы, содержащей расположенный ниже по потоку термоформованный сердечник, дополнительный сердечник, обертку указанного дополнительного сердечника (если она имеется в наличии), жесткую наружную обертку, один или каждый добавочный сердечник (если он имеется в наличии) и одну или каждую обертку добавочного сердечника (если она имеется в наличии), может содержать (нести) вкусовую добавку. Эта вкусовая добавка может представлять собой любую известную вкусовую добавку, предназначенную для использования в фильтрах табачного дыма или в фильтрующих элементах. Например, вкусовая добавка может представляет собой ментол, мяту, перечную мяту, мускат, корицу, гвоздику, лимон, шоколад, персик, клубнику, ваниль или другую подобную добавку. Добавка может содержать никотин либо его соль или производное соединение. Предпочтительно, вкусовая добавка представляет собой ментол. Если имеется более чем один/одна сердечник/обертка, содержащий/содержащая вкусовую добавку, то вкусовые добавки могут быть одинаковыми или различными.
Фильтр табачного дыма или фильтрующий элемент может иметь длину 12-40 мм, например 17-35 мм, например 20-30 мм.
Фильтр табачного дыма (или фильтрующий элемент) может иметь длину окружности 14-28 мм, например, 16-26 мм, например, 16-17 мм или 24-25 мм.
В сигарете с фильтром, выполненной в соответствии с настоящим изобретением, предложенный фильтр (или фильтр, содержащий предложенный фильтрующий элемент) соединен с обернутым табачным стержнем одним концом (расположенным выше по потоку), направленным к табаку. Фильтр может быть соединен с обернутым табачным стержнем при помощи кольцевой склейки [которую выполняют по окружности только на смежных концах (обернутого) фильтра и стержня таким образом, чтобы оставить оголенной большую часть обертки фильтра]. Фильтр может быть присоединен при помощи обертки мундштука путем полной склейки (которую выполняют по окружности по всей длине фильтра и смежного конца табачного стержня).
Предпочтительно, жесткая наружная обертка содержит вентиляцию, например, область с вентиляцией. Жесткая наружная обертка может содержать область с вентиляцией, содержащую по меньшей мере одно кольцо или кольцевое пространство с вентиляционными отверстиями, расположенными по окружности фильтра/фильтрующего элемента. Вентиляционные отверстия могут быть сопряжены с любым сегментом, который может присутствовать в фильтре. Жесткая наружная обертка может содержать область или области с вентиляцией, сопряженные с одним (или каждым) каналом, образованным между профилированной (например, канавчатой, например, гофрированной) наружной поверхностью термоформованного сердечника и жесткой наружной оберткой (внутренней поверхностью жесткой наружной обертки). Обеспечение вентиляции может приводить к еще большему улучшению курительных свойств (например, путем еще большего ослабления или устранения эффекта "воздуха и дыма", поскольку обеспечивается возможность более быстрого поступления вентилирующего воздуха в расположенный ниже по потоку сердечник.
Фильтр, фильтрующий элемент или сигарета с фильтром в соответствии с предложенным изобретением могут быть выполнены с использованием способов вентилирования, известных из уровня техники, например, путем использования предварительно перфорированной или воздухопроницаемой жесткой наружной обертки и/или путем лазерной перфорации жесткой наружной обертки и обертки мундштука, если таковая имеется в наличии. Вентилирующая обертка всего мундштука может быть выполнена аналогичным образом по существу воздухопроницаемой или снабжена вентиляционными отверстиями, при этом в вентилируемых изделиях, имеющих как жесткую наружную обертку, так и обертку мундштука, вентиляцию через обертку мундштука обычно (и предпочтительно) выполняют сопряженной с вентиляцией через оберточную бумагу для фильтра. Вентиляционные отверстия через жесткую наружную обертку или через обертку мундштука, или одновременно через обе указанные обертки, могут быть выполнены путем лазерной перфорации в процессе изготовления фильтра или сигареты с фильтром, как это известно из уровня техники.
Расположенный ниже по потоку термоформованный сердечник может ограничивать по меньшей мере один дополнительный канал или отверстие, продольно проходящий (проходящее) через расположенный ниже по потоку термоформованный сердечник. Дополнительный канал (дополнительные каналы) или отверстие (отверстия) может (могут), например, проходить от расположенного ниже по потоку конца через расположенный ниже по потоку термоформованный сердечник. Дополнительный канал (дополнительные каналы) или отверстие (отверстия) может (могут), например, проходить от расположенного ниже по потоку конца к расположенному выше по потоку концу через расположенный ниже по потоку термоформованный сердечник. Один (или каждый) дополнительный канал или отверстие может иметь поперечное сечение любой формы, например, в виде круга, овала, звезды, сердца, трилистника, пятиугольника, зубца или логотипа. Предпочтительно, один (или каждый) дополнительный канал или отверстие имеет симметричное (выполненное с симметричной формой) поперечное сечение.
Расположенный ниже по потоку термоформованный сердечник может ограничивать один канал или отверстие, проходящий (проходящее) продольно через расположенный ниже по потоку термоформованный сердечник. Расположенный ниже по потоку термоформованный сердечник может ограничивать не один (широкий) канал или отверстие, а (например, узкие) каналы или отверстия в количестве более одного. Расположенный ниже по потоку термоформованный сердечник может ограничивать канал или отверстие, предпочтительно проходящее через центр расположенного ниже по потоку термоформованного сердечника (то есть, вдоль центральной оси сердечника). Между дополнительным каналом (дополнительными каналами) или отверстием (отверстиями) (периферией этих элементов) и ближайшим участком профилированной наружной поверхности предпочтительно имеется слой термоформованного материала толщиной по меньшей мере 1,2 мм.
В соответствии с другим аспектом настоящего изобретения предложен фильтрующий элемент для табачного дыма, содержащий (продольно проходящий) термоформованный сердечник из материала для фильтрования табачного дыма, имеющий профилированную наружную поверхность, содержащую по меньшей мере одну продольно проходящую канавку, проходящую (например, непрерывно) по (всей) длине термоформованного сердечника. Профилированная (например, гофрированная) наружная поверхность (термоформованного) сердечника может содержать от одной до шестнадцати продольно проходящих канавок (предпочтительно 4-10 канавок, например, 5-10 канавок), проходящих (например, непрерывно) по термоформованному сердечнику (по всей длине сердечника).
Фильтрующий элемент может дополнительно содержать жесткую наружную обертку, присоединенную по окружности к (продольно проходящему) термоформованному сердечнику из материала для фильтрования табачного дыма. Таким образом, профилированная (например, канавчатая, например, гофрированная) наружная поверхность может образовывать, вместе с жесткой наружной оберткой (с внутренней поверхностью жесткой наружной обертки), по меньшей мере один (например, покрытый) продольно проходящий канал, проходящий (например, непрерывно) по (всей) длине сердечника (образованный жесткой наружной оберткой, покрывающей канавку (канавки) на наружной поверхности сердечника).
Предпочтительно, жесткая наружная обертка содержит жесткую бумагу, например, жесткую оберточную бумагу для фильтров. Жесткая наружная обертка может быть бумагой (например, оберточной бумагой для фильтров) с плотностью примерно 80-120 г/м2. Жесткая наружная обертка может представлять собой бумагу (например, оберточной бумагой для фильтров) с меньшей плотностью, например 30-80 г/м2, причем на эту бумагу, для придания ей жесткости, нанесены добавки, как это известно из уровня техники. Из уровня техники известны жесткие бумаги, например, жесткие оберточные бумаги для фильтров.
Предпочтительно, термоформованный сердечник не содержит дополнительной обертки (например, воздухонепроницаемой обертки), повторяющей профиль (например, благодаря ее приклеиванию) профилированной наружной поверхности. Другими словами, предпочтительным является отсутствие дополнительной обертки между профилированной наружной поверхностью сердечника и внутренней поверхностью жесткой наружной обертки (если она имеется в наличии). Предпочтительно, термоформованный сердечник является сердечником, содержащим единый, связанный (дымопроницаемый) материал (например, ацетилцеллюлозу). В настоящем описании термин "единый" означает "самонесущий", причем материал единого, связанного термоформованного сердечника поддерживает свою форму и профилированную поверхность без необходимости использования формообразующей обертки (для поддержания формы указанного материала). Подходящими материалами для термоформованного сердечника являются материалы, описанные выше в отношении расположенного ниже по потоку термоформованного сердечника.
Суммарная площадь поперечного сечения продольно проходящих каналов/канавок может составлять 3-22%, предпочтительно по меньшей мере 5%, еще более предпочтительно 6-18% от суммарной площади поперечного сечения (расположенного ниже по потоку) термоформованного сердечника фильтра. Тщательный контроль количества и/или глубины каналов (например, обусловленный процессом термоформования для изготовления расположенного ниже по потоку сердечника) может обеспечивать улучшение характеристик фильтрования и/или характеристик, относящихся к ощущениям. Указанные улучшения могут быть достигнуты путем увеличения глубины гофрированных складок, предпочтительно путем увеличения площади поверхности гофрированных складок и, в некоторых случаях, увеличением шага гофрирования, то есть путем увеличения ширины гофрированных складок с уменьшением количества таких складок. Например, предложенный фильтр может иметь пять каналов, выполненных с глубиной примерно 0,75 мм и с шагом примерно 2 мм.
В соответствии с еще одним аспектом настоящего изобретения предложен составной стержень, содержащий множество (например, в количестве 2, 4, 6 и т.п.) фильтров (или фильтрующих элементов), описанных выше и/или в настоящем описании, зеркально соединенных встык в виде единой конструкции.
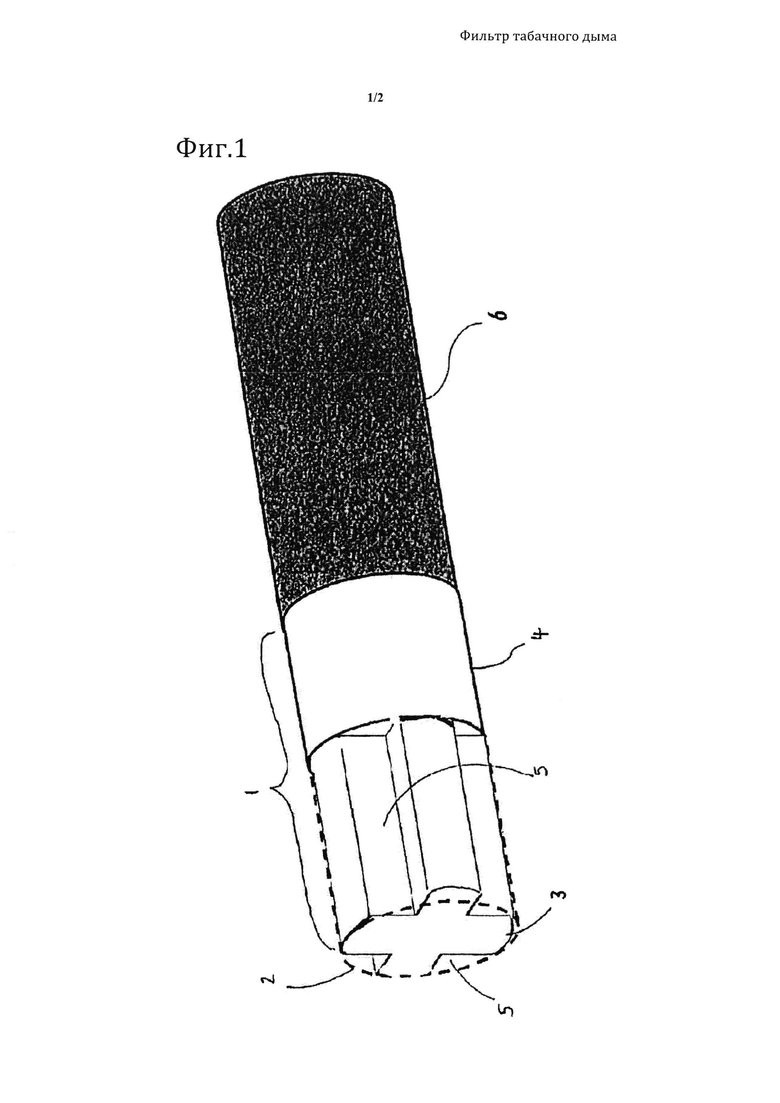
Настоящее изобретение далее описано со ссылкой на следующие примеры и прилагаемые чертежи, на которых на фиг. 1 схематично изображен фильтр, выполненный в соответствии с первым вариантом выполнения предложенного изобретения, и на фиг. 2 изображен вид расположенного ниже по потоку конца фильтра, выполненного в соответствии с другим вариантом выполнения предложенного изобретения.
На фиг. 1 изображен фильтр 1 табачного дыма, имеющий длину 30 мм и длину окружности примерно 25 мм, причем данный фильтр содержит жесткую наружную обертку 2 (показанную пунктирной линией) из жесткой оберточной бумаги для фильтров с плотностью 100 г/м2. Жесткая наружная обертка присоединена по окружности к расположенному ниже по потоку продольно проходящему термоформованному сердечнику 3, выполненному из материала для фильтрования табачного дыма и имеющему длину 15 мм, и к продольно проходящему по существу цилиндрическому дополнительному сердечнику 4, выполненному из материала для фильтрования табачного дыма и имеющему длину также 15 мм. Дополнительный сердечник 4 совмещен по оси с термоформованным сердечником 3, причем расположенный ниже по потоку конец дополнительного сердечника 4 упирается в расположенный выше по потоку конец расположенного ниже по потоку термоформованного сердечника из материала для фильтрования табачного дыма. Указанная жесткая наружная обертка имеет вентиляцию (не показана).
Расположенный ниже по потоку термоформованный сердечник 3 сформирован из ацетилцеллюлозного жгута, причем на указанный жгут нанесен пластификатор из глицерил триацетата. Сердечник 3 сформирован путем непрерывного волочения и/или объединения потока ацетилцеллюлозного жгута, который предназначен для табачного дыма и на который нанесен пластификатор, через профильную матрицу для образования продвигаемого составного отреза из сердечников с профилированной наружной поверхностью, и путем тепловой обработки продвигаемого составного отреза из сердечников, осуществляемой во время и/или непосредственно после формирования данного сердечника (с последующим этапом охлаждения), с использованием способов, подобных тем, что раскрыты в патентной заявке WO 2011/148130. Тепловая обработка и охлаждение обеспечивают активацию пластификатора для формирования ацетилцеллюлозного материала в виде составного отреза из единых, связанных дымопроницаемых, расположенных ниже по потоку термоформованных сердечников, имеющих профилированную (например, канавчатую, например, гофрированную) наружную поверхность. Затем, в процессе формирования фильтра или сигареты, составной отрез из сердечников нарезают на отдельные сердечники с использованием способов, известных из уровня техники.
Расположенный ниже по потоку термоформованный сердечник 3 имеет профилированную наружную поверхность, содержащую четыре продольно проходящих канавки 5. Каждая канавка 5 образует, вместе с внутренней поверхностью жесткой наружной обертки, продольно проходящий канал (покрытый оберткой 2), проходящий непрерывно по всей длине расположенного ниже по потоку сердечника 3.
Дополнительный сердечник 4 представляет собой необернутый, по существу цилиндрический сердечник из ацетил целлюлозы, например, необернутый ацетатный (NWA) фильтровальный сегмент, известный из уровня техники.
Следует иметь в виду, что фильтры, например, изображенные на фиг. 1, могут быть изготовлены с использованием способов, известных из уровня техники, например, путем продольного продвижения непрерывного потока составных многокомпонентных (например, двойных) фильтровальных стержней (расположенных соответствующим образом, например, с использованием двухкомпонентных стержней, формирующих расположенные ниже по потоку сердечники 3, расположенных между двухкомпонентными стержнями, формирующими дополнительные сердечники 4) в оберточную гарнитуру, причем в данной гарнитуре непрерывно продвигаемую жесткую наружную обертку обертывают вокруг продольно продвигаемого потока составных многокомпонентных фильтровальных стержней и закрепляют посредством нахлесточного и клеевого шва (как это известно из уровня техники). Затем обернутый продольно продвигаемый поток составных многокомпонентных фильтровальных стержней нарезают для дальнейшего использования с применением способов, известных из уровня техники.
Фильтр 1 соединяют с обернутым табачным стержнем 6, причем расположенный выше по потоку сердечник 4 обращен к табаку. Фильтр 1 соединяют с обернутым табачным стержнем 6 путем кольцевой склейки [которую выполняют по окружности только на смежных концах (обернутого) фильтра и стержня таким образом, чтобы оставить оголенной большую часть обертки фильтра] с использованием способов, известных из уровня техники.
Заявители настоящего изобретения обнаружили, что сочетание профилированного термоформованного расположенного ниже по потоку сердечника и жесткой наружной обертки обеспечивает улучшенное формирование концевой части, по сравнению с известными аналогичными изделиями, поскольку не происходит разрушения или деформации покрытых каналов во время операций изготовления фильтра и сигареты с фильтром и при последующем их использовании, что является полезной мерой для борьбы с контрафактной продукцией. Термоформованный сердечник выполнен единым и самонесущим, и для него не требуется использования дополнительной обертки (например, воздухонепроницаемой обертки), повторяющей профиль профилированной наружной поверхности, что в результате может обеспечивать улучшение курительных свойств (например, благодаря ослаблению или устранению эффекта "воздуха и дыма"), поскольку обеспечена возможность поступления вентилирующего воздуха в расположенный ниже по потоку сердечник через вентиляционные и/или продольно проходящие каналы.
В другом примере (не показанном) фильтр табачного дыма, аналогичный фильтру, изображенному на фиг. 1, содержит дополнительный NWA сердечник, окрашенный или подкрашенный в красный цвет (например, путем использования соответствующих красителей или пигментов, предпочтительно таких, которые официально разрешены для использования в изделиях, контактирующих с пищей), причем расположенный ниже по потоку сердечник содержит белую ацетилцеллюлозу (как показано на фиг. 1). Следует иметь в виду, что в данном примере красный цвет дополнительного сердечника контрастирует с расположенным выше по потоку термоформованным сердечником, и, следовательно, является видимым на расположенном выше по потоку конце канала (каналов) в расположенном выше по потоку термоформованном сердечнике, если смотреть на расположенный ниже по потоку конец расположенного ниже по потоку сердечника "в торец", в направлении вдоль продольной оси фильтра/элемента. Такой контраст обеспечивает улучшенный характерный внешний вид для фильтра, элемента или стержня изделия, что является полезной мерой для борьбы с контрафактной продукцией.
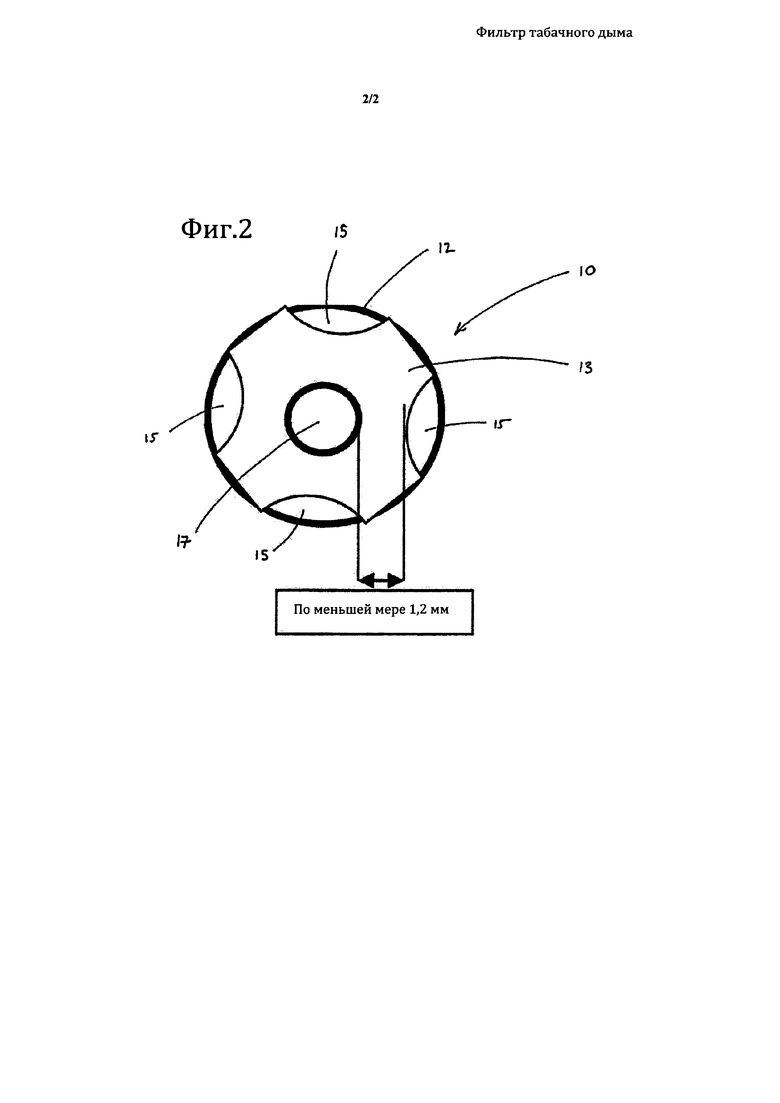
На фиг. 2 изображен вид со стороны расположенного ниже по потоку конца в соответствии с другим вариантом выполнения настоящего изобретения. В данном варианте выполнения фильтр 10 табачного дыма, имеющий длину 30 мм и длину окружности примерно 25 мм, содержит жесткую наружную обертку 12 (изображенную жирной линией) из жесткой оберточной бумаги для фильтров с плотностью 100 г/м2. Жесткая наружная обертка присоединена по окружности к расположенному ниже по потоку продольно проходящему термоформованному сердечнику 13, выполненному из материала для фильтрования табачного дыма и имеющему длину 15 мм, и к продольно проходящему по существу цилиндрическому дополнительному сердечнику (не показанному), выполненному из материала для фильтрования табачного дыма и имеющему длину также 15 мм. Дополнительный сердечник совмещен по оси с термоформованным сердечником, причем расположенный ниже по потоку конец дополнительного сердечника упирается в расположенный выше по потоку конец расположенного ниже по потоку термоформованного сердечника из материала для фильтрования табачного дыма. Указанная жесткая наружная обертка имеет вентиляцию (не показана).
Расположенный ниже по потоку термоформованный сердечник 13 имеет профилированную наружную поверхность, содержащую четыре продольно проходящих канавки 15. Каждая канавка 15 образует, вместе с внутренней поверхностью жесткой наружной обертки, продольно проходящий канал (покрытый оберткой 12), проходящий непрерывно по всей длине расположенного ниже по потоку сердечника 13.
Расположенный ниже по потоку термоформованный сердечник 13 образует дополнительный канал или отверстие 17 с круглым поперечным сечением, проходящее продольно через расположенный ниже по потоку термоформованный сердечник. Отверстие 17 проходит от расположенного ниже по потоку конца к расположенному выше по потоку концу через расположенный ниже по потоку термоформованный сердечник. Как видно на фиг. 2, отверстие 17 проходит через центр расположенного ниже по потоку термоформованного сердечника (то есть, вдоль центральной оси сердечника). Как показано на фиг. 2 (хотя и не в масштабе), между периферией отверстия 17 и ближайшим участком профилированной наружной поверхности сердечника 13 имеется слой термоформованного материала толщиной по меньшей мере 1,2 мм.
Расположенный ниже по потоку термоформованный сердечник 13 сформирован из ацетилцеллюлозного жгута, причем на этот жгут нанесен пластификатор из глицерил триацетата, при этом способ его нанесения аналогичен способу, используемому для термоформованного сердечника 3, описанного в отношении примера, проиллюстрированного на фиг. 1.
Дополнительный сердечник (не показан) представляет собой необернутый, по существу цилиндрический сердечник из ацетилцеллюлозы, например, необернутый ацетатный (NWA) фильтровальный сегмент, известный из уровня техники.
Фильтр 10 может быть соединен с обернутым табачным стержнем, причем расположенный выше по потоку сердечник обращен к табаку. Указанный фильтр соединяют с обернутым табачным стержнем путем кольцевой склейки [которую выполняют только вокруг смежных концов (обернутого) фильтра и стержня таким образом, чтобы оставить оголенной большую часть обертки фильтра] с использованием способов, известных из уровня техники.
В примере, проиллюстрированном на фиг. 2, отверстие 17 имеет круглое поперечное сечение. Следует иметь в виду, что в других (не показанных) примерных вариантах выполнения настоящего изобретения указанное отверстие может иметь поперечное сечение любой формы, например, в виде круга, овала, звезды, сердца, трилистника, пятиугольника, зубца или логотипа. В других (не показанных) примерных вариантах выполнения расположенный ниже по потоку сердечник может ограничивать не одно отверстие, а большее количество отверстий (например, узких).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАБАЧНЫЙ ФИЛЬТР | 2012 |
|
RU2594557C2 |
| ФИЛЬТРУЮЩИЙ КОМПОНЕНТ | 2018 |
|
RU2763805C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С УСОВЕРШЕНСТВОВАННЫМ ГАШЕНИЕМ | 2016 |
|
RU2757899C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С УСОВЕРШЕНСТВОВАННЫМ ГАШЕНИЕМ | 2016 |
|
RU2705478C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ОГРАНИЧИТЕЛЬ ПОТОКА | 2013 |
|
RU2637743C2 |
| Фильтр или фильтрующий элемент для табачного дыма, способ его получения и курительное изделие, включающее такой фильтр или фильтрующий элемент | 2018 |
|
RU2780049C2 |
| ФИЛЬТР ДЛЯ КУРЕНИЯ ТАБАКА | 2009 |
|
RU2585247C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛЕМЕНТ ДОСТАВКИ АРОМАТА | 2014 |
|
RU2694922C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛЕМЕНТ ДОСТАВКИ АРОМАТА | 2014 |
|
RU2796062C2 |
| Фильтр табачного дыма | 2013 |
|
RU2629869C2 |
Изобретение относится к фильтру табачного дыма или фильтрующему элементу, который содержит жесткую наружную обертку, присоединенную по окружности к расположенному ниже по потоку термоформованному сердечнику из материала для фильтрования табачного дыма и к дополнительному сердечнику, совмещенному по оси с указанным термоформованным сердечником, причем расположенный ниже по потоку термоформованный сердечник имеет профилированную наружную поверхность, образующую, вместе с жесткой наружной оберткой, по меньшей мере один продольно проходящий канал, проходящий по всей длине указанного расположенного ниже по потоку сердечника. Технический результат заключается в исключении смятия вентилируемой наружной обертки и ее вдавливания в канавки. 4 н. и 23 з.п. ф-лы, 2 ил.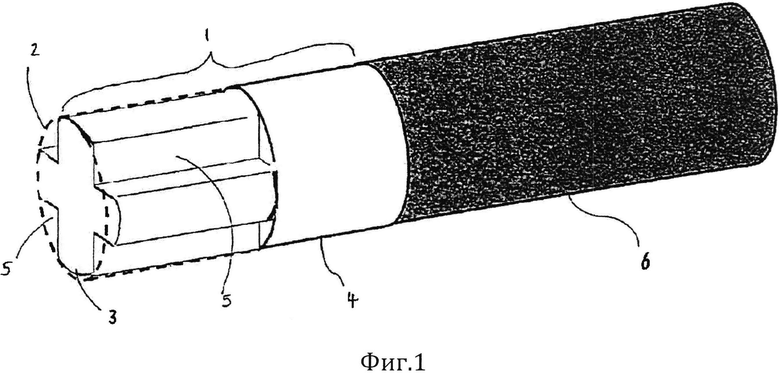
1. Фильтр табачного дыма или фильтрующий элемент, содержащий жесткую наружную обертку, присоединенную по окружности к расположенному ниже по потоку термоформованному сердечнику из материала для фильтрования табачного дыма и к дополнительному сердечнику, совмещенному по оси с указанным термоформованным сердечником, причем расположенный ниже по потоку термоформованный сердечник имеет профилированную наружную поверхность, образующую, вместе с жесткой наружной оберткой, по меньшей мере один продольно проходящий канал, проходящий по всей длине указанного расположенного ниже по потоку сердечника.
2. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором жесткая наружная обертка содержит жесткую бумагу, например жесткую оберточную бумагу для фильтров.
3. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором жесткая наружная обертка является бумагой с плотностью примерно 80-120 г/м2 или бумагой с плотностью 30-80 г/м2, причем на бумагу с плотностью 30-80 г/м2 нанесена добавка для придания этой бумаге жесткости, либо эта бумага обработана таким образом или имеет такой состав, что обеспечивается возможность создания более жесткой конструкции по сравнению с обычными оберточными бумагами для фильтров.
4. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором дополнительный сердечник содержит обертку, присоединенную к нему по окружности.
5. Фильтр табачного дыма или фильтрующий элемент по п. 1, содержащий добавочный сердечник/добавочные сердечники, совмещенный/совмещенные по оси с указанными расположенными ниже по потоку термоформованным сердечником и дополнительным сердечником.
6. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором профилированная наружная поверхность расположенного ниже по потоку сердечника образует, вместе с жесткой наружной оберткой, от 1 до 16 продольно проходящих каналов, проходящих по длине указанного сердечника.
7. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором профилированная наружная поверхность расположенного ниже по потоку сердечника образует, вместе с жесткой наружной оберткой, от 4 до 10 продольно проходящих каналов, проходящих по длине указанного сердечника.
8. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором расположенный ниже по потоку конец жесткой наружной обертки проходит за расположенный ниже по потоку конец расположенного ниже по потоку термоформованного сердечника, причем указанная обертка присоединена по окружности к указанному сердечнику с образованием полости на расположенном ниже по потоку конце фильтра или фильтрующего элемента.
9. Фильтр табачного дыма или фильтрующий элемент по п. 5, в котором один или более компонентов из группы, содержащей расположенный ниже по потоку термоформованный сердечник, дополнительный сердечник, обертку указанного дополнительного сердечника, если она имеется в наличии, жесткую наружную обертку, один или каждый добавочный сердечник, если он имеется в наличии и одну или каждую обертку указанного добавочного сердечника, если она имеется в наличии, может быть окрашен или подкрашен.
10. Фильтр табачного дыма или фильтрующий элемент по п. 5, в котором один или более компонентов из группы, содержащей дополнительный сердечник, обертку дополнительного сердечника, если она имеется в наличии, жесткую наружную обертку, один или каждый добавочный сердечник, если он имеется в наличии и одну или каждую обертку добавочного сердечника, если она имеется в наличии, выполнен с цветом, контрастирующим с цветом расположенного ниже по потоку термоформованного сердечника.
11. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором расположенный ниже по потоку сердечник из термоформованного материала для фильтрования табачного дыма представляет собой жгут из натурального или синтетического волокнистого материала, например, из хлопка или пластика, такого как полиэтилен или полипропилен, жгут из ацетилцеллюлозного волокна или экструдированный материал, например крахмал, синтетические пены, экструдированные пены.
12. Фильтр табачного дыма или фильтрующий элемент по п. 1, в котором расположенный ниже по потоку сердечник из термоформованного материала для фильтрования табачного дыма представляет собой сердечник из ацетилцеллюлозы, образованный путем непрерывного продвижения потока ацетилцеллюлозы через профильную матрицу с соответствующим поперечным сечением для формирования сердечника с профилированной наружной поверхностью.
13. Фильтр табачного дыма или фильтрующий элемент по п. 5, в котором дополнительный сердечник и добавочный сердечник/добавочные сердечники, если они имеются в наличии, отдельно выбраны из группы, содержащей жгут из натурального или синтетического волокнистого материала, например, из хлопка или пластика, такого как полиэтилен или полипропилен, или жгут из ацетилцеллюлозного волокна, натуральное или синтетическое штапельное волокно, хлопковое волокно, сетчатый материал, например бумагу, как правило, крепированную и, например, синтетические нетканые материалы, и экструдированный материал, например крахмал, синтетические пены, экструдированные пены.
14. Фильтр табачного дыма или фильтрующий элемент по п. 5, в котором дополнительный сердечник и добавочный сердечник/добавочные сердечники, если они имеются в наличии, могут содержать добавку, например дисперсную добавку, такую как активированный уголь.
15. Фильтр табачного дыма или фильтрующий элемент по п. 1, содержащий вкусовую добавку.
16. Фильтр табачного дыма или фильтрующий элемент по п. 1, имеющий вентиляцию.
17. Фильтр табачного дыма или фильтрующий элемент по любому из пп. 1-16, в котором расположенный ниже по потоку термоформованный сердечник ограничивает по меньшей мере один дополнительный канал или отверстие, продольно проходящий/проходящее через расположенный ниже по потоку термоформованный сердечник.
18. Фильтр табачного дыма или фильтрующий элемент по п. 17, в котором между дополнительным каналом/дополнительными каналами или отверстием/отверстиями и ближайшим участком профилированной наружной поверхности имеется слой термоформованного материала толщиной по меньшей мере 1,2 мм.
19. Фильтрующий элемент для табачного дыма, который содержит термоформованный сердечник из материала для фильтрования табачного дыма, имеющий профилированную наружную поверхность, содержащую по меньшей мере одну продольно проходящую канавку, проходящую по всей длине термоформованного сердечника.
20. Фильтрующий элемент для табачного дыма по п. 19, в котором термоформованный сердечник не содержит дополнительной обертки, повторяющей профиль указанной профилированной наружной поверхности.
21. Фильтрующий элемент для табачного дыма по п. 19, в котором термоформованный сердечник не содержит дополнительной воздухонепроницаемой обертки, повторяющей профиль указанной профилированной наружной поверхности.
22. Фильтрующий элемент для табачного дыма по п. 19, в котором профилированная наружная поверхность сердечника содержит от одной до шестнадцати продольно проходящих канавок, проходящих по длине сердечника.
23. Фильтрующий элемент для табачного дыма по п. 19, дополнительно содержащий жесткую наружную обертку, присоединенную по окружности к термоформованному сердечнику из материала для фильтрования табачного дыма.
24. Фильтрующий элемент для табачного дыма по любому из пп. 19-23, в котором термоформованный сердечник ограничивает по меньшей мере один дополнительный канал или отверстие, продольно проходящий/проходящее через термоформованный сердечник.
25. Фильтрующий элемент для табачного дыма по п. 24, в котором между дополнительным каналами или отверстиями и ближайшим участком профилированной наружной поверхности имеется слой термоформованного материала толщиной по меньшей мере 1,2 мм.
26. Сигарета, содержащая фильтр по любому из пп. 1-18 или фильтр, содержащий фильтрующий элемент по любому из пп. 1-25, соединенный с обернутым табачным стержнем.
27. Составной стержень, содержащий группу фильтров или фильтрующих элементов по пп. 1-18, зеркально соединенных встык в виде единой конструкции.
| EP 1962623 B1, 30.11.2011 | |||
| US 20120055496 A1, 08.03.2012 | |||
| Приспособление к бесцентровошлифовальным станкам для загрузки конических роликов | 1951 |
|
SU98278A1 |
| US 20110155156 A1, 30.06.2011. | |||

