Изобретение относится к области металлургии, а точнее к процессу разливки металла из сталеразливочного в промежуточный ковш при непрерывной разливке металла.
Жидкий металл из сталеплавильного агрегата (конвертера) поступает в сталеразливочный ковш для наведения рафинирующего шлака, усреднения стали по температуре и химическому составу, временной выдержки, транспортировки и разливки металла на МНЛЗ.
При непрерывной разливке жидкий металл истекает из сталеразливочного ковша через разливочное (сталевыпускное) отверстие и поступает транзитом в промежуточный ковш для того, чтобы ориентировать расплавленный металл в направлении единственного качающего кристаллизатора или, в более общем случае, в направлении нескольких качающихся кристаллизаторов установки непрерывной разливки металла, в которых начинается отверждение заготовок (слябов, плоских слитков, блюмов или др. заготовок).
Известен способ предотвращения попадания конвертерного шлака при разливке стали путем использования задержки шлака в специальной емкости [1]. Сущность технологии заключается в том, что перед выпуском плавки промежуточную, футерованную изнутри и снаружи емкость, имеющую в нижней части отверстие, устанавливают таким образом, что вначале выпуска металл из конвертера попадает непосредственно в сталеразливочный ковш, а в конце выпуска, когда вместе с металлом увлекается и шлак, металл попадает в промежуточную емкость, в которую помещают шар, плотность которого такова, что он плавает на границе между шлаком и сталью. Промежуточную емкость поднимают краном, при этом сталь стекает в ковш, шар перекрывает отверстие в дне промежуточной емкости, и шлак почти не попадает в сталеразливочный ковш.
Недостатком известного технического решения является низкая точность определения шлака в металле и, соответственно, в литой заготовке.
Известны устройство для обнаружения шлака и способ его обнаружения в потоке расплава металла [2], протекающего через разливочный стакан сталеразливочного ковша, включающий установку первого и второго проводящих штырей один под другим в стенке разливочного стакана ковша, причем первый штырь контактирует с потоком расплава металла и электрически изолирован от стенки и от второго проводящего штыря, а второй штырь находится в электрическом контакте и со стенкой, и с потоком расплава металла, кроме того, между двумя проводящими штырями подсоединен вольтметр для обнаружения разности потенциалов между ними при течении расплава металла через разливочный стакан. Резкое скачкообразное изменение потенциала, обусловленное проходом межфазной границы металл-шлак через разливочный стакан, указывает на присутствие шлака в расплаве металла.
Недостатком данного способа является повышение стоимости оборудования и обслуживания, а также сложность в конструкции.
Наиболее близким по технической сущности и достигаемому положительному эффекту в настоящее время, по мнению авторов, является выпуск металла при переливании из сталеразливочного в промежуточный ковш, осуществляемый посредством шиберного затвора [3] и [4], который расположен под днищем сталеразливочного ковша. Главная функция шиберного затвора состоит в том, чтобы обеспечить равномерную подачу металла в промежуточный ковш в течение всего периода разливки, а также для перекрытия струи металла посредством смещения нижней огнеупорной плиты для отсекания шлака от металла. Контроль регулирования количества шлака, попадающего при выпуске в промежуточный ковш, является важным моментом, т.к. конечный шлак содержит значительное количество оксидов железа, соединений фосфора, серы, газа, и попадание такого шлака в промежуточный ковш делает внепечную обработку неэффективной, кроме того, поток шлака разрушает огнеупорную футеровку на внутренней поверхности промежуточного разливочного ковша.
Недостатком известных технических решений является низкая точность определения шлака в расплаве металла.
Задачей данного изобретения является повышение надежности системы и точности обнаружения шлака при разливки металла на МНЛЗ, экономия ферросплавов, повышение качества металла, повышение качества разливаемых заготовок, увеличение стойкости футеровки промежуточного ковша.
Поставленная задача достигается тем, что способ обнаружения шлака в потоке расплава металла включает переливание расплавленного металла из сталеразливочного в промежуточный ковш при непрерывной разливке на МНЛЗ, перекрытие сталевыпускного отверстия в конце выпуска стали шиберным затвором, измерение веса в сталеразливочном ковше при выпуске металла, и при весе в пределах 8-15 т осуществляют принудительный подъем веса в промежуточном ковше до максимального значения, а при весе металла в сталеразливочном ковше в пределах 2-3 т осуществляют полное закрытие шиберного затвора в течение 7-10 с, выставление минимальной скорости истечения металла путем медленного открытия шиберного затвора, причем, не допуская резкого падения веса промежуточного ковша и до окончания выпуска металла из сталеразливочного ковша, шиберным затвором не управляют, вычисление окончания выпуска стали через сталевыпускное отверстие и начало выпуска шлака по резкому замедлению мгновенной скорости падения веса сталеразливочного ковша и одновременно по резкому увеличению мгновенной скорости уменьшения веса промежуточного ковша по формулам:


где
аст - мгновенное ускорение в сталеразливочном ковше (резкое изменение скорости падения веса сталеразливочного ковша);
апр - мгновенное ускорение в промежуточном ковше (резкое изменение скорости наполнения промежуточного ковша);
 - вторая производная от веса сталеразливочного ковша;
- вторая производная от веса сталеразливочного ковша;
 - вторая производная от веса промежуточного ковша.
- вторая производная от веса промежуточного ковша.
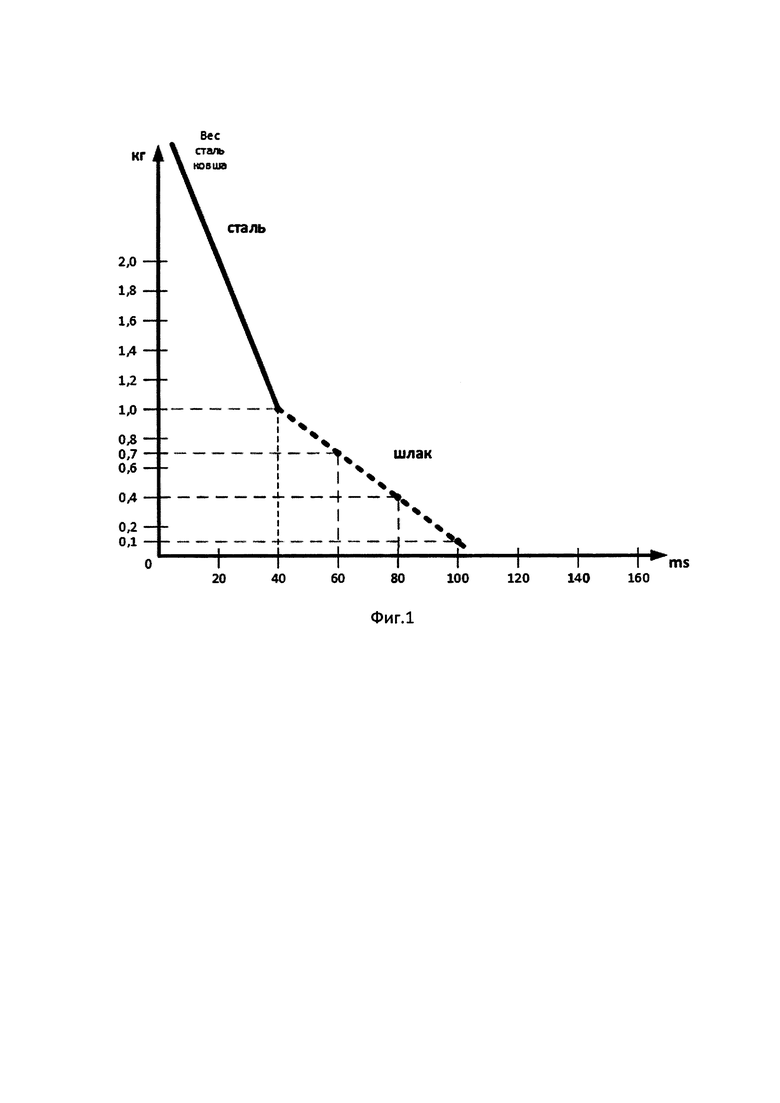
Сущность предложенного способа изображена на Фиг. 1 и заключается в следующем.
Вес в промежуточном ковше при переливании расплавленного металла регулируется шиберным затвором сталеразливочного ковша. Система оборудована клапанами «открыть» и «закрыть», которые управляются в ручном и/или автоматическом режиме. В конце переливания металла, когда вес металла сталеразливочного ковша составляет 8-15 т, принудительно поднимают вес металла в промежуточном ковше до самого максимального значения, для того чтобы полностью наполнить сталеразливочный ковш. При весе металла в сталеразливочном ковше в пределах 2-3 т полностью закрывается сталевыпускное отверстие шиберным затвором с выдержкой в течение 7-10 с, тем самым исключается явление воронкообразования, засасывание вместе с металлом и шлака. Путем медленного открытия шиберного затвора выставляется минимальная скорость истечения металла для снижения ошибки расчета, связанной с погрешностью систем весоизмерения, одновременно не допуская резкое падения веса промежуточного ковша до конца плавки не более 2-3 т от максимального его веса, для чего рассчитывается мгновенная скорость истечения металла как первая производная от изменения веса в сталеразливочном и промежуточном ковше по формулам (1) и (2):


где
Vcт(t0) - мгновенная скорость истечения металла через сталевыпускное отверстие сталеразливочного ковша в момент времени t0;
 - первая производная от веса сталеразливочного ковша;
- первая производная от веса сталеразливочного ковша;
Vпр(t0) - мгновенная скорость наполнения металлом промежуточного ковша;
 - первая производная от веса промежуточного ковша.
- первая производная от веса промежуточного ковша.
Благодаря расчетам первой производной от веса с систем сталеразливочного и промежуточного ковшей можно отследить ее изменение. Длительность расчета, считывание и обработка данных с систем весоизмерения ведется в автоматическом режиме и составляет 20 миллисекунд.
Шиберным затвором не управляют до окончания выпуска металла для исключения изменения величины сталевыпускного отверстия. Минимизация сталевыпускного отверстия, помимо снижения ошибки определения шлака, имеет еще и тот эффект, что снижает количество шлака, слитого в промежуточный ковш с момента определения шлака до момента полного закрытия шиберного затвора.
В момент, когда происходит переход от разливки металла к шлаку, происходит резкое изменение линейной характеристики изменения веса в промежуточном и сталевыпускном ковше, и окончание выпуска металла через сталеразливочное отверстие и начало определения выпуска шлака рассчитываются по формулам (3) и (4):


где
аст = мгновенное ускорение в сталеразливочном ковше;
 = вторая производная от веса сталеразливочного ковша;
= вторая производная от веса сталеразливочного ковша;
апр = мгновенное ускорение в промежуточном ковше;
 - вторая производная от веса промежуточного ковша.
- вторая производная от веса промежуточного ковша.
На фиг. 1 и 2 этот момент отражен до вертикальной линии с обозначением «момент окончания выпуска стали и начало выпуска шлака». Резкое замедление мгновенной скорости падения веса сталеразливочного ковша aст(t0) и одновременно резкое увеличение мгновенной скорости веса промежуточного ковша aпр(t0) в автоматическом режиме указывает на присутствие шлака в расплаве металла, что связано с разницей в удельном весе стали (7,6 г/см) и удельном весе шлака (2,8 г/см). При обнаружении шлака срабатывает сигнальная сигнализация.
Процедура выполнения измерений показана в таблице 1.
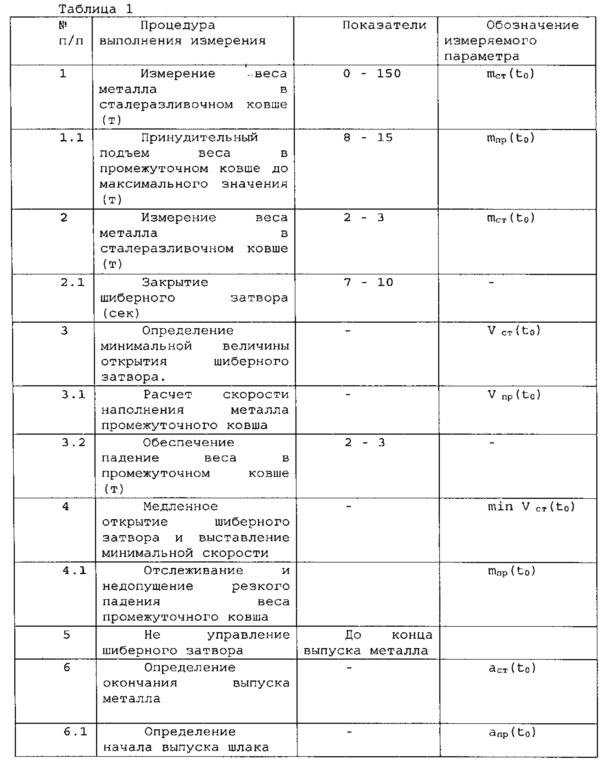
Предлагаемые показатели и расчет измеряемых параметров по предлагаемому способу обнаружения шлака в потоке расплава металла произведен специалистами ОАО «ЕВРАЗ НТМК» в конвертерном цехе на участке машины непрерывной разливки стали (МНЛЗ) при использовании сталеразливочного ковша весом 150 т.
Использование заявленной технологии способа обнаружения шлака в потоке расплава металла при непрерывной разливке стали на МНЛЗ позволяет:
- повысить надежность и точность обнаружения шлака при разливке метала на МНЛЗ;
- повысить качество металла;
- увеличить стойкость футеровки промежуточного ковша;
- экономить ферросплавы.
Анализ известных технических решений (аналогов) в исследуемой области, т.е. металлургии, позволяет сделать вывод об отсутствии в них признаков, сходных с существенными отличительными признаками в заявляемом способе обнаружения конвертерного шлака в потоке расплава металла при разливке на МНЛЗ и признать решение соответствующим критерию «существенные отличия».
Технические преимущества предлагаемого технического решения заключаются в повышении эффективности обнаружения шлака в потоке расплава металла при разливке стали на МНЛЗ, повышении качества металла, повышении точности и надежности информации о переходе от разливки стали к шлаку, что позволяет осуществить отсечку шлака, обоснованное управление работы шиберного затвора.
Использованная литература
1. Кудрин В.А. «Теория и технология производства стали». Москва, издательство Мир, 2003 г., стр. 325.
2. Патент РФ 2158190, МПК7 В22D 2/00, В22D 46/00, опубл. 27.10.2000.
3. Кудрин В.А. «Теория и технология производства стали». Москва, издательство Мир, 2003 г., стр. 323.
4. Патент РФ №2075851, МПК 6 В22D 41/00, опубл. 20.03.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки стали в заготовки малого сечения | 2019 |
|
RU2723340C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| СПОСОБ ПОДГОТОВКИ ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2682062C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
| Установка поточного вакуумирования стали | 1990 |
|
SU1778195A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| ПЛИТА ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2677400C1 |
| ОГНЕУПОРНАЯ СМЕСЬ ДЛЯ ЗАСЫПКИ КАНАЛА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2008 |
|
RU2381088C1 |
| СПОСОБ НАГРЕВА МЕТАЛЛА В СТАЛЕРАЗЛИВОЧНОМ И ПРОМЕЖУТОЧНОМ КОВШАХ МНЛЗ | 2007 |
|
RU2348484C2 |

Изобретение относится к непрерывной разливке стали. Во время выпуска стали из сталеразливочного ковша в промежуточный ковш измеряют вес стали в обоих ковшах. При весе стали в сталеразливочном ковше, равном 8-15 т, вес стали в промежуточном ковше увеличивают до максимального значения, затем при весе стали в сталеразливочном ковше, равном 2-3 т, полностью закрывают шиберный затвор на 7-10 с. Затем шиберный затвор открывают и устанавливают скорость истечения стали из сталеразливочного ковша, не допускающую резкого падения веса промежуточного ковша. Окончание выпуска стали и начало выпуска шлака из сталеразливочного ковша определяют по изменению скорости истечения стали. Обеспечивается точность обнаружения шлака при разливке стали, за счет чего повышается качество стали и разливаемых заготовок, экономия ферросплавов, а также увеличивается стойкость футеровки промежуточного ковша. 2 ил., 1 табл.
Способ обнаружения шлака в потоке расплавленной стали при непрерывной разливке на машине непрерывного литья заготовки, включающий выпуск стали из сталеразливочного ковша в промежуточный ковш и перекрытие сталевыпускного отверстия шиберным затвором в конце выпуска стали, отличающийся тем, что осуществляют измерение веса стали в сталеразливочном и промежуточном ковшах во время выпуска и при весе стали в сталеразливочном ковше, равном 8-15 т, вес стали в промежуточном ковше увеличивают до максимального значения, затем при весе стали в сталеразливочном ковше, равном 2-3 т, полностью закрывают шиберный затвор на 7-10 с, а затем посредством открытия шиберного затвора устанавливают скорость истечения стали из сталеразливочного ковша, не допускающую резкого падения веса промежуточного ковша, после чего сталевыпускное отверстие оставляют неизменным, а окончание выпуска стали и начало выпуска шлака из сталеразливочного ковша определяют по изменению скорости истечения стали.
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ШЛАКА И СПОСОБ ЕГО ОБНАРУЖЕНИЯ | 1996 |
|
RU2158190C2 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СОДЕРЖАНИЯ ШЛАКА В ПОТОКЕ ЖИДКОГО МЕТАЛЛА | 2004 |
|
RU2356684C2 |
| US 4887798 A, 19.12.1989 | |||
| US 4816758 A, 28.03.1989. | |||

