Изобретение относится к черной металлургии, а конкретно к непрерывной разливке стали на машинах непрерывного литья заготовок (МНЛЗ).
Известен способ непрерывной разливки стали (Лейтес А.В. Защита стали в процессе непрерывной разливки. - М: Металлургия, 1983 г., с. 15-16, рис.5), согласно которому разливаемый металл из сталеразливочного ковша поступает в промежуточный ковш и кристаллизатор. Между сталеразливочным и промежуточным ковшами металл защищается от вторичного окисления огнеупорной трубой, а из промежуточного ковша и кристаллизатора - погружным стаканом. В кристаллизаторе и ЗВО производится кристаллизация и охлаждение корочки слитка, а на машине газовой резки (МГР) - порезка затвердевшего слитка на мерные длины. При разливке стали через огнеупорную пористую шайбу, зажатую между погружным стаканом и стаканом-дозатором промежуточного ковша, вдувается инертный газ (аргон) в кристаллизатор. Недостаток указанного способа - низкая эффективность от использования аргона, так как вдувание газа осуществляется в верхнюю часть погружного стакана и его влияние не распространяется на выше расположенный сталеразливочный канал стакана-дозатора.
Наиболее близким аналогом является способ непрерывной разливки стали через промежуточный ковш машины непрерывного литья заготовок (см. авт. св. СССР №1563840, кл. В22D 11/10, опубл 15.05.90), включающий выпуск металла из сталеразливочного ковша в промежуточный ковш, далее в кристаллизатор, продувку металла инертным газом под давлением 0,15...0,25 МПа через подводящий патрубок в верхнюю часть ковшевого стакана (стакан-дозатор) промежуточного ковша.
Недостатками указанного способа непрерывной разливки стали является то, что он предназначен только для рафинирования металла в промежуточном ковше, непосредственно над разливочным каналом. Количество поступающего инертного газа не позволяет достаточно эффективно обрабатывать массу жидкого металла, проходящего через разливочный канал ковшевого стакана, тем самым способствуя зарастанию внутренних каналов тугоплавкими неметаллическими включениями, уменьшению длительности разливки стали без смены погружных стаканов, ухудшению качества металла.
Техническим результатом данного изобретения являются повышение качества металла за счет уменьшения содержания неметаллических включений, увеличение длительности разливки металла без смены погружных стаканов за счет снижения зарастания внутренних каналов тугоплавкими неметаллическими включениями.
Указанный технический результат достигается тем, что в способе непрерывной разливки стали, включающем выпуск металла из промежуточного ковша в кристаллизатор через стакан-дозатор, стакан-коллектор и погружной стакан, продувку металла инертным газом через стакан-дозатор, согласно изобретению внутренние стенки стакана-дозатора выполняют из газопроницаемого материала, а продувку металла инертным газом осуществляют по всей длине сталеразливочного канала стакана-дозатора.
При использовании предлагаемого изобретения просачивание инертного газа через поры во внутренний канал стакана-дозатора препятствует отложению тугоплавких неметаллических включений на огнеупорных стенках сталеразливочного канала в самом стакане-дозаторе, а также в плитах шиберного затвора, стакана-коллектора и погружного стакана. Кроме того, благодаря более эффективной обработке металла инертным газом происходит коагуляция большей части неметаллических включений и при вымывании оксидных включений в кристаллизатор улучшается их ассимиляция защитным шлаком.
Для осуществления заявляемого способа разливки предлагается обеспечить подачу инертного газа (аргона) во внутренние каналы стаканов-дозаторов промежуточных ковшей согласно чертежу. Промежуточный ковш 1 представляет футерованную емкость. Жидкий металл 2 из промежуточного ковша попадает в кристаллизатор через внутренние каналы стакана дозатора 3, шиберного затвора 4, стакана-коллектора 5 и погружного стакана 6. Количество металла, поступающего в кристаллизатор, регулируется стопорным механизмом 7. Внутренние стенки стакана-дозатора 3 выполнены из газопроницаемого материала 8. Подвод инертного газа осуществляется через выведенный патрубок 9. Инертный газ поступает через патрубок 9 в стакан дозатор 3 и сквозь пористые стенки стакана проникает в металл, препятствуя налипанию включений на поверхность стенок стакана дозатора.
Пример. Разливку марок сталей разного сортамента осуществляли на двухручьевых МНЛЗ ККЦ ОАО «ММК». Промежуточный ковш с одной стороны (по одному из ручьев) был оборудован стаканом-дозатором с продувкой аргоном, с другой стороны подача аргона в стакан-дозатор не производилась. Была произведена разливка 258 плавок.
Перед началом разливки для нового промежуточного ковша (до подачи металла) через подводящий патрубок в стаканы-дозаторы подавали аргон. После заполнения промежуточного ковша металлом из сталеразливочного ковша и поступления металла в кристаллизаторы расход аргона устанавливали визуально в пределах 20-40 л/мин, не допуская сильного бурления металла в кристаллизаторе, приводящего к быстрому выгоранию шлакообразующей смеси.
Использование предлагаемого способа разливки с продувкой металла аргоном в канале стакана-дозатора позволило уменьшить зарастание стопорного механизма на 10%, увеличить пропускную способность погружных стаканов на 60...90 т.
Кроме того, отмечено улучшение качества внутренней структуры слябов. Получено снижение развития дефекта, точечная неоднородность, в среднем на 23%, а количество слябов, отсортированных по грубым шлаковым включениям, снизилось на 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Устройство для подвода металла | 1982 |
|
SU1061917A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| Способ производства непрерывно-литой подшипниковой стали | 1988 |
|
SU1696492A1 |
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1992 |
|
RU2018409C1 |
| Установка для непрерывной разливки стали | 1988 |
|
SU1715483A1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2218235C2 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
Изобретение относится к непрерывной разливке стали. Металл обрабатывают инертным газом (аргоном) на выходе из промежуточного ковша. Инертный газ подают через газопроницаемые стенки стакана-дозатора по всей длине разливочного канала. Просачивание инертного газа через поры во внутренний канал стакана-дозатора препятствует отложению тугоплавких неметаллических включений на огнеупорных стенках сталеразливочного канала в самом стакане-дозаторе, а также в плитах шиберного затвора, стакане-коллекторе и погружном стакане. 1 ил.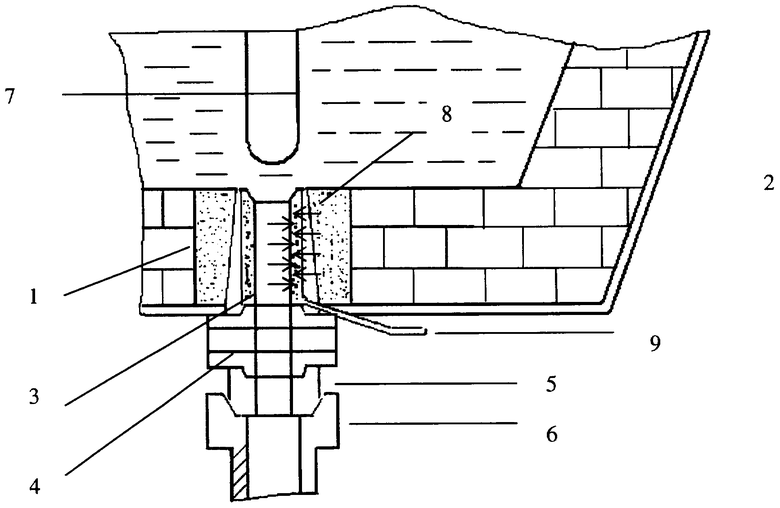
Способ непрерывной разливки стали, включающий выпуск металла из промежуточного ковша в кристаллизатор через стакан-дозатор, стакан-коллектор и погружной стакан, продувку металла инертным газом через стакан-дозатор, отличающийся тем, что внутренние стенки стакана-дозатора выполняют из газопроницаемого материала, а продувку металла инертным газом осуществляют по всей длине сталеразливочного канала стакана-дозатора.
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| US 5723055 A, 03.03.1998 | |||
| JP 55031107 A, 05.03.1980 | |||
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |

