Изобретение относится к области металлургии и предназначено, в частности, для выплавки, раскисления, легирования и обработки стали.
Известен способ производства стали [1] путем расплавления шихты (за счет тепла электрической дуги между электродами и металлом) в дуговой сталеплавильной печи (ДСП) и дальнейшей доводки полученного жидкого полупродукта на установке ковш-печь [1] мощностью примерно 15-40 МВт [2]. Обработка на установке ковш-печь начинается с подачи ковша на сталевозе под крышку с электродами и подключения ковша к системе донной продувки инертным газом, в качестве которого используется аргон. Производятся предварительная продувка, гомогенизация расплава, в результате чего происходит окончательное усреднение температуры рабочего слоя футеровки ковша и жидкого металла, затем отбирается проба и измеряется температура, после чего включается нагрев металла. Во время нагрева добавляются шлакообразующие материалы, наводится шлак, усредняются химсостав и температура металла. После этого осуществляется отбор проб. По результатам анализа производится присадка ферросплавов для корректировки химсостава металла и шлакообразующих для корректировки состава шлака. Температура повышается до заданного уровня [1].
Известны также способ обработки металла путем продувки инертным газом через шибер сталеразливочного ковша [3] и способ выплавки стали путем вдувания природного газа и воздуха в ванну мартеновской печи через сталевыпускное отверстие [4].
В качестве ближайшего аналога выбран способ выплавки стали, включающий полное расплавление шихты в отдельном сталеплавильном агрегате (например, в ДСП), выпуск жидкого металла из него в разливочный ковш, его транспортировку на участок обработки в печи-ковше, накрывание крышки с электродами, нагрев расплава электрической дугой и раскисление-легирование, некоторое выравнивание температуры и химического состава стали, продувку металла аргоном с целью полной химической и температурной гомогенизации готовой стали [1].
Недостатки ближайшего аналога заключаются в следующем:
1) При выпуске из печи сравнительно холодный ковш отбирает у стали тепло до выравнивания температуры между футеровкой ковша и жидкого металла. С учетом этого сталь перегревают над ликвидусом на 90-100°С. Но чем больше перегрев, тем выше содержание газов, неметаллических включений в стали и хуже ее качество.
2) Выпуск металла в основном осуществляется ручным способом, что требует тяжелого физического труда.
3) При выпуске на желобе происходит вторичное окисление (ухудшение качества) металла и как следствие необходим дополнительный расход дорогостоящих раскислителей.
4) На вышеперечисленные операции расходуется много времени, что сравнительно снижает производительность, а также значительно падает температура металла и ухудшается его качество. Выпуск металла из ДСП требует 15-20 минут, транспортировка ковша на участок обработки в печи-ковше - 15 минут, нагрев металла сверху и его раскисление-легирование - 15-20 минут и для продувки аргоном необходимо 15-20 минут.
В конечном итоге с момента выпуска расплава до его разливки на все перечисленные операции теряется время от 1 часа до 1 часа 15 минут. Чтобы металл сохранил температуру для разливки на МНЛЗ (машине непрерывного литья заготовок), его перегревают на 100-120°С над ликвидусом с самого нагретого участка - с подсводового пространства ДСП через изоляционный материал шлака, толщиной 250-300 мм, через разделяемую поверхность шлак-металл на всю глубину ванны жидкого металла, до самого холодного участка жидкой ванны - до подины и отверстия для выпуска стали. Для этого расходуется много электроэнергии и времени.
Все вышеперечисленные технологические операции, кроме снижения производительности основных агрегатов (ДСП и ковша-печи), в значительной степени (пропорционально перегреву металла) повышают количество газовых и неметаллических включений в стали, что снижает ее качество.
С учетом величины необходимого перегрева для разливки на МНЛЗ сталеплавильщики вынуждены нагревать металл до 1640-1660°С, в зависимости от марки выплавляемой стали, способа разливки и др. Дополнительный нагрев жидкой ванны осуществляется только для того, чтобы компенсировать потери температуры стали при течении металла на желобе, в процессе рафинирования, при выдержке в разливочном и промежуточном ковшах, на что, вместе с разливкой стали, требуется примерно 2 часа 20 мин - 2 часа 30 мин.
Поставленной задачей является совершенствование ближайшего аналога с достижением при этом технического результата в отношении упрощения технологии, повышения производительности, а также значительного улучшения качества стали и уменьшения ее себестоимости.
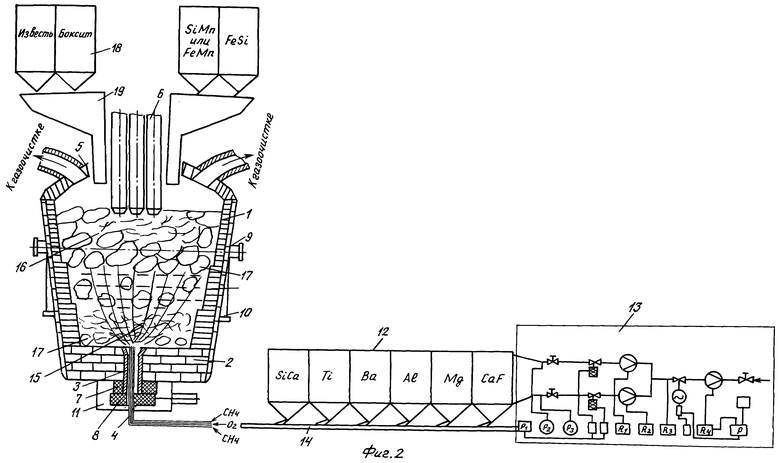
Указанный технический результат достигается тем, что весь процесс выплавки стали, начиная с загрузки шихты, осуществляют в ковше-печи, в которую через специальную неводоохлаждаемую газовоздушную (газокислородную) форсунку в виде концентрически вставленных одна в другую труб, помещенную в отверстие разливочного стакана ковшевого шиберного затвора (зазор между продувочной неохлаждаемой форсункой и отверстием стакана заполняется сухим кварцевым песком), подают природный газ по наружной трубе и воздух или кислород - по внутренней и одновременно с этим загружают шихту специальной бадьей. Затем ковш накрывают соединенной с газоочисткой крышкой с электродами, подачей напряжения на электроды между ними и шихтой зажигают электрические дуги, нагревают и плавят ими шихту сверху и газовоздушным или газокислородным факелом - снизу. В процессе плавления скачивают первичный шлак наклоном ковша-печи, возвращают этот сталеплавильный агрегат в исходное положение. Наводят новый, вторичный шлак путем присадки флюсующих материалов (например, извести, боксита и др.) в печь-ковш из специальных бункеров-дозаторов [18] через засыпочное устройство [19]. После расплавления и доводки в расплав вместо газа и воздуха или кислорода автоматическим переключением теми же трубами снизу вдувают инертный газ (например, аргон) или азот и шлакообразующие реагенты, совмещая этот процесс с кипением, раскислением, легированием, глубокой десульфурацией, дефосфорацией стали, гомогенизацией ее химического состава и температуры. По достижении желаемых состава и температуры готовой стали отключают электрическое напряжение и закрывают шибер разливочного ковша.
На чертежах (Фиг.1, 2) представлено схематическое изображение устройств для реализации предлагаемого способа, на которых обозначены:
1. Высокоглиноземистые ковшевые кирпичи разных сечений 200 мм, 150 мм и 100 мм.
2. Прямоугольные высокоглиноземистые кирпичи для подины сталеразливочного ковша.
3. Магнезитовый стакан.
4. Труба в трубе для подачи газовоздушной или газокислородной смеси.
5. Свод агрегата ковшевой обработки стали.
6. Три электрода поддержания электрической дуги ковша.
7. Неподвижная огнеупорная плита ковшевого шибера.
8. Подвижная огнеупорная плита ковшевого шибера.
9. Цапфы сталеразливочного ковша.
10. Опорные лапы сталеразливочного ковша.
11. Корпус приводом шиберного затвора.
12. Бункера-дозаторы.
13. Щит управления бункеров-дозаторов.
14. Трубопровод для подачи аргона.
15. Расплав над газовоздушной (газокислородной) форсункой.
16. Расплав под электродами.
17. Шихта нерасплавленная.
18. Специальные бункера-дозаторы.
19. Засыпочное устройство.
Выплавка стали и ее рафинирование осуществляются следующим образом. В представленной на схеме ковше-печи 1 с подиной 2 заранее взвешенная и загруженная шихта 17 вместе с флюсами (известью, бокситом или др.) начинает плавится над газовоздушной (газокислородной) форсункой 15 (факелом, образованным продувкой природным газом и воздухом или кислородом через пропущенную в разливочном стакане 3 ковша специальную неводоохлаждаемую форсунку 4) и под электродами 16 (электрической дугой пропущенных через свод 5 электродов 6). Через центральную трубу форсунки 4 подается воздух или кислород, а через кольцевой зазор между наружной и внутренней трубами - природный газ - СН4. Под действием теплового эффекта электрической дуги и мощного газовоздушного (газокислородного) факела 100-120-тонный расплав примерно через 40-45 минут будет готов для раскисления.
Контроль температуры осуществляется постоянно в течение всего периода плавки от возникновения жидкой фазы до момента раскисления. Раскислители и легирующие (например, силикомарганец - SiMn, ферромарганец - FeMn и ферросилиций - FeSi) подаются из специальных бункеров-дозаторов 18 через засыпочное устройство 19. После раскисления происходит автоматическое переключение клапанов с прекращением подачи воздуха (или кислорода) и природного газа, вместо которых через трубы в ковш-печь 1 вдуваются инертный газ и шлакообразующие реагенты, что во времени совмещено с процессом раскисления-легирования.
Из-за вдувания инертного газа в объеме ковша-печи возникают движущиеся снизу вверх потоки в расплаве 15, ускоряющие взаимодействие с ним шлакообразующих реагентов, раскисляющих и легирующих химических элементов, выравнивание температуры и химического состава металла, переход в шлак из металлической фазы продуктов раскисления (окислов всех компонентов), удаление эндогенных, экзогенных и других неметаллических включений. Чем интенсивнее продувка, тем больше поверхность раздела металлической и шлаковой фаз и большее количество неметаллических включений ассимилируется, аккумулируется в шлаке.
Вдуванием кальция, магния, алюминия, силикокальция, фтористого кальция и других реагентов вызывают процесс глубокой десульфурации и дефосфорации. После окончания продувки производят закрытие шиберов 7 и 8, после чего полный ковш транспортируется на МНЛЗ.
Как следует из вышеописанного, достижение технического результата может быть обеспечено только неразрывно взаимосвязанной совокупностью всех существенных признаков заявленного способа, отраженных в формуле изобретения. Отличительные его особенности дают основание сделать вывод о новизне данного технического решения, а совокупность испрашиваемых притязаний в связи с их неочевидностью - о его изобретательском уровне, что доказывается также вышеприведенным их детальным описанием. Соответствие критерию «промышленная применимость» предложенного способа доказывается как его конкретной реализацией, так и отсутствием в заявленных притязаниях каких-либо практически трудно реализуемых в промышленных масштабах признаков.
Преимущества представленного способа, что доказывается достижением технического результата, заключаются в следующем:
1) Отпадает необходимость в отдельном сталеплавильном агрегате (например, в ДСП со своими мощными трансформаторами), что, кроме снижения капитальных затрат, экономит электроэнергию и дорогостоящие теплоизоляционные магнезитовые огнеупорные материалы.
2) Исключается вторичное окисление металла на выпуске и уменьшается количество эндогенных и экзогенных включений в стали.
3) Расплавление шихты происходит быстрее, чем в ДСП, несмотря на меньшую (в 3-4 раза) потребляемую ковшом-печью мощность.
4) Мощный факел, образуемый продуваемыми снизу природным газом и воздухом или кислородом, примерно за 40-45 минут расплавит шихту и нагреет металл до оптимальной температуры, так как ковш нагревается в процессе плавки и нет необходимости в перегреве металла на 90-100°С выше ликвидуса.
5) Так как растворимость газов в металле прямо пропорциональна росту температуры, сталь будет содержать меньше газов (водорода, азота, двуокиси углерода и др.) и неметаллических включений.
6) Значительно сокращается время поточного технологического цикла выплавки, раскисления и внепечной обработки стали: 15-20 минут на выпуске, 15 минут - на транспортировку ковша на участок обработки в печи-ковше, 15 минут - на раскисление, 15 минут - на продувку-рафинирование. В итоге экономится почти 1 час.
Налицо экономия от снижения больших капиталовложений на основной агрегат технологической линии - ДСП и ее сверхмощные трансформаторы, снижение расхода электроэнергии и огнеупорных материалов.
Для выпуска одного миллиона тонн стали потребуется 4-5 рабочих разливочных ковшей, в которые так же, как и в электропечи, металлолом будет загружаться специальными бадьями.
Положительный эффект представленного способа выплавки, раскисления, легирования и обработки стали заключается в том, что сокращаются капитальные затраты - выводится из технологического цикла основной агрегат для выплавки стали - ДСП с мощным трансформатором, а плавление шихты, доводка-рафинирование, раскисление-легирование и нагрев металла вместе с его химической и температурной гомогенизацией осуществляется в ковше-печи, т.е. уменьшаются расход электроэнергии и огнеупорных материалов, температура выплавки этого железоуглеродистого сплава и время его получения.
Источники информации
1. Технология и установка ковш-печь строящегося металлургического комбината "Ворскла Сталь" http://www.vorsklasteel. corn/technology/ Технология. http://www.vorsklasteel.corn/technology/ladle_furnace/установка ковш-печь.
2. Агрегаты печь-ковш УРАЛМАША http://www.uralmash.m/ms/products/catalogue/aboutprodnct.htm?prod=65
3. Способ обработки металла. Авторское свидетельство СССР №1410541, приоритет 10.04.1987 г.
4. Способ выплавки стали. Авторское свидетельство СССР №701151, приоритет 06.08.1978 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПОЛУЧЕНИЯ СТАЛИ | 2005 |
|
RU2285050C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ В МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ РАЗЛИЧНОГО ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2018 |
|
RU2688015C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255983C1 |
| Способ производства коррозионностойкой стали с массовой долей углерода не менее 0,06% | 1990 |
|
SU1747501A1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2403290C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СПОСОБ И ШИХТА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2012 |
|
RU2534715C2 |
Изобретение относится к области металлургии и предназначено, в частности, для выплавки, раскисления, легирования и обработки стали. Способ включает загрузку шихты в виде металлического лома и флюсов, подачу под давлением снизу природного газа и воздуха или кислорода с расплавлением шихты газовоздушным или газокислородным факелом, выравнивание температуры и химического состава расплава по объему, присадку шлакообразующих реагентов, прекращение подачи природного газа и воздуха или кислорода и последующую продувку расплава снизу инертными газами. В процессе плавления наклоном ковша-печи осуществляют скачивание первичного шлака. Природный газ и воздух или кислород подают через неводоохлаждаемую газовоздушную или газокислородную форсунку, выполненную в виде концентрически вставленных одна в другую труб, размещенную в отверстии разливочного стакана шиберного затвора ковша-печи с обсыпкой вокруг сухим огнеупорным песком. Природный газ подают по ее наружной трубе, а воздух или кислород - по внутренней. Ковш-печь накрывают присоединенной к газоочистке крышкой с электродами и дополнительно расплавляют шихту электрическими дугами сверху и после расплавления скачивают из ковша-печи первичный шлак, возвращают ковш-печь в исходное положение, подают в него флюсующие реагенты для наводки вторичного шлака и осуществляют продувку инертными газами снизу со шлакообразующими реагентами, совмещая этот процесс с кипением, раскислением, легированием, глубокой десульфурацией, дефосфорацией, гомогенизацией химического состава и температуры готовой стали. Использование изобретения позволяет повысить производительность, улучшить качество стали и уменьшить ее себестоимость. 2 ил.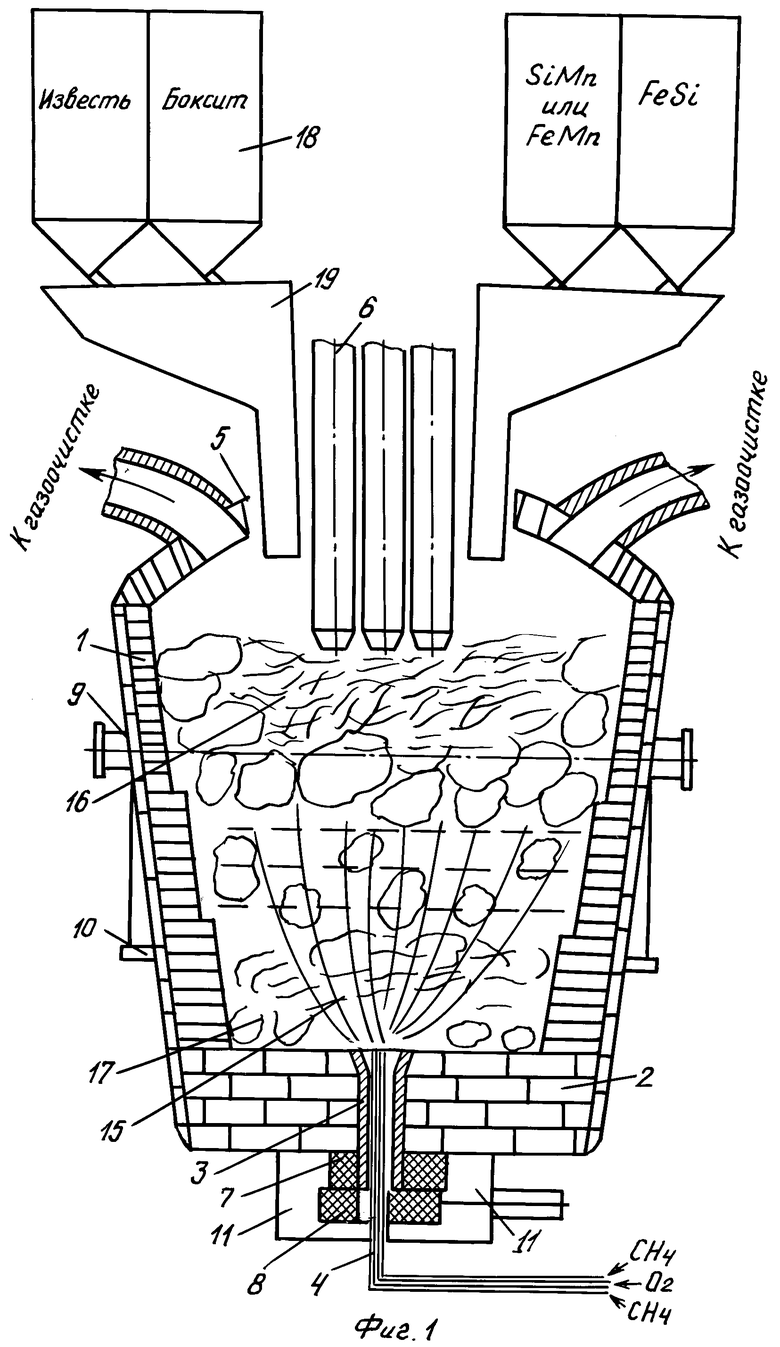
Способ выплавки стали в ковше-печи, включающий загрузку шихты в виде металлического лома и флюсов, подачу под давлением снизу природного газа и воздуха или кислорода с расплавлением шихты газовоздушным или газокислородным факелом, выравнивание температуры и химического состава расплава по объему, присадку шлакообразующих реагентов, прекращение подачи природного газа и воздуха или кислорода и последующую продувку расплава снизу инертными газами, при этом в процессе плавления наклоном ковша-печи осуществляют скачивание первичного шлака, причем природный газ и воздух или кислород подают через неводоохлаждаемую газовоздушную или газокислородную форсунку, выполненную в виде концентрически вставленных одна в другую труб, размещенную в отверстии разливочного стакана шиберного затвора ковша-печи с обсыпкой вокруг сухим огнеупорным песком, причем природный газ подают по ее наружной трубе, а воздух или кислород - по внутренней, при этом ковш-печь накрывают присоединенной к газоочистке крышкой с электродами и дополнительно расплавляют шихту электрическими дугами сверху и после расплавления скачивают из ковша-печи первичный шлак, возвращают ковш-печь в исходное положение, подают в него флюсующие реагенты для наводки вторичного шлака и осуществляют продувку инертными газами снизу со шлакообразующими реагентами, совмещая этот процесс с кипением, раскислением, легированием, глубокой десульфурацией, дефосфорацией, гомогенизацией химического состава и температуры готовой стали.
| УСТРОЙСТВО ДЛЯ ПЛАВКИ МЕТАЛЛИЧЕСКОГО ЛОМА И ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПУТЕМ ПРОДУВКИ ГАЗАМИ | 1993 |
|
RU2061056C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2266337C1 |
| Автоматический пеленгатор | 1940 |
|
SU62048A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2000 |
|
RU2197537C2 |

