Изобретение относится к извлечению редкоземельных элементов из отходов производства минеральных удобрений - фосфогипса и может быть использовано в технологии получения соединений редкоземельных металлов при комплексной переработке апатитов, в частности к получению концентрата редкоземельных элементов (РЗЭ) из фосфогипса.
Последние десятилетия характеризуются в мире стабильным ростом РЗЭ во всех отраслях науки, техники и производства. На российском рынке металлов и в странах СНГ также наметился рост потребления редкоземельных элементов. Это связано с восстановлением ряда отраслей промышленности, потребляющих данный вид продукции, в первую очередь, с оборонным экспортом.
В настоящее время быстро развиваются оптические квантовые генераторы. В качестве основы материалов лазера или в качестве активных добавок к ним используются индивидуальные соединения редкоземельных металлов или соединения иттрия; известно около 100 твердотельных лазерных составов с РЗЭ.
Для атомной техники наибольший интерес представляют лантаноиды с высоким сечением захвата тепловых нейтронов: гадолиний, самарий, европий. Оксиды этих металлов входят в состав защитных керамических покрытий, используемых в ядерных реакторах. Они могут также применяться для управления ядерными реакциями, протекающими в активной зоне.
Для России, которая является в настоящее время одним из основных поставщиков ядерного топлива в мире (более 25%), собственное производство таких РЗМ иттриевой группы, как Sm, Eu, Gd, Dy, Er и Y, является исключительно важным делом.
В целом для российской промышленности в настоящее время необходимы тысячи тонн различной редкоземельной продукции, включающей в себя как высокочистые индивидуальные РЗЭ в виде металлов и окислов, так и суммарные концентраты.
По сырьевым запасам РЗЭ в настоящее время лидирующими странами являются Китай, Россия, США, Индия и Бразилия (у России второе место после Китая).
Фосфогипс является неизбежным многотоннажным отходом производства концентрированных простых и сложных удобрений при сернокислотной переработке апатита. При производстве фосфорных удобрений на одну тонну фосфорной кислоты (100% Н3РО4) образуется до трех тонн фосфогипса, который в настоящее время преимущественно из-за нерентабельности используется крайне мало - не более 1-2% от общего количества образующегося отхода.
В России на действующих производствах за годы их функционирования скопилось более 500 млн т фосфогипса, который занимает огромные земельные площади и требует значительных финансовых затрат только на его содержание.
Фосфогипс представляет интерес не только как источник строительного гипса, но и как альтернативное редкоземельное сырье, легкодоступное, имеющее практически нулевую стоимость, не обладающее природной активностью и содержащее в себе РЗЭ как цериевой, так и иттриевой групп. Важной особенностью фосфогипса является и то, что он, в отличие от остальных источников редких земель, не содержит радиоактивных элементов, выделенные из него РЗЭ также не радиоактивны и не требуют дезактивации-очистки от радиоактивных примесей.
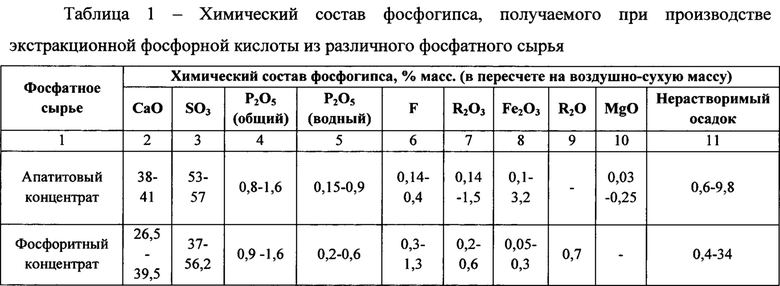
Ниже в таблице 1 приведен химический состав фосфогипса, получаемого при производстве экстракционной фосфорной кислоты из различного фосфатного сырья.
Известен «Способ извлечения редкоземельных металлов из фосфогипса» (патент РФ №2416654, опубликован 20.04.2011 г.). Способ включает выщелачивание фосфогипса раствором серной кислоты с переводом редкоземельных металлов в раствор. Перед выщелачиванием осуществляют отмывку фосфогипса от фосфора водой. Выщелачивание фосфогипса проводят раствором серной кислоты при ее концентрации от 3 до 250 г/л. Извлечение редкоземельных металлов из раствора выщелачивания осуществляют концентрированием их на катионите, снятием с катеонита с получением товарного регенерата и с возвращением в оборотный цикл выщелачивания обедненного по РЗЭ водного раствора серной кислоты.
Продукционный раствор РЗЭ, получаемый на выходе из перколяционной установки (установки кучного выщелачивания), подается на стадию сорбционного концентрирования. Концентрирование РЗЭ и очистку их от Р2О5 и F ведут на катионите КУ-2 в вертикальной сорбционной колонне. Маточник сорбции на выходе из колонны с содержанием РЗЭ не более 0,005 г/л поступает на стадию очистки его от Р2О5 и F известковым молоком. В результате этой операции получается оборотная вода, которая используется в технологическом цикле кучного выщелачивания фосфогипса, а также смесь трикальцийфосфата и фторида кальция, возвращаемая в производственный цикл NPK-удобрений.
Насыщенный сорбент КУ-2, емкость которого по РЗЭ колеблется в пределах от 130 до 170 кг/т в зависимости от их концентрации в продукционном растворе, подается на стадию регенерации сорбента. Десорбцию РЗЭ с катионита ведут в сорбционных аппаратах, в которых осуществлен принцип противотока сорбента и десорбирующего раствора, в результате чего в получаемых товарных регенератах содержание РЗЭ составляет 50-70 г/л.
Недостатком известного способа выделения редкоземельных элементов из фосфогипса является то, что он требует высоких затрат на реагенты (соли, кислоты), а также значительных энерго- и трудозатрат при получении концентратов, связанных с фильтрацией и промывкой осадков. Кроме этого, на этой стадии происходит потеря РЗЭ за счет сокристаллизации с гипсом и осаждения двойных сульфатов РЗЭ. Использование неорганических кислот для выщелачивания РЗЭ из фосфогипса приводит к большому удельному расходу ресурсов и увеличению негативного экологического влияния на окружающую среду.
Известен способ извлечения РЗЭ из фосфогипса (патент РФ №2473708, опубликован 27.01.2013 г.). Способ включает приготовление пульпы из фосфогипса и сорбцию редкоземельных элементов на сорбенте. Приготовление пульпы ведут из измельченного фосфогипса и сернокислого раствора с рН 0,5÷2,5 до соотношения Ж:Т (жидкое:твердое)=(4÷7): 1. Сорбцию проводят непосредственно из пульпы фосфогипса на сорбенте с сульфокислотными функциональными группами в течение 5÷7 часов при отношении твердое:сорбент=4÷6. Уменьшение и увеличение рН пульпы фосфогипса сверх указанных нецелесообразно. В первом случае резко уменьшается сорбируемость РЗЭ, а следовательно, и степень извлечения. При рН более 2,5 уменьшается растворимость оксидов РЗЭ, находящихся в твердой части фосфогипса. При соотношении Ж:Т меньше 4 ед. образуется плотная плохо промешиваемая пульпа фосфогипса, что осложняет процесс сорбции РЗЭ. При отношении Ж:Т больше 7 резко увеличиваются объемы растворов, что ведет к увеличению количества оборудования. В то же время положительных эффектов по извлечению РЗЭ не наблюдается.
К недостаткам известного технического решения можно отнести длительность процесса сорбции и недостаточную эффективность сорбента, т.к. в качестве сорбента используется относительно дорогостоящий катионит S-957, содержащий сернокислые и фосфорнокислые функциональные группы или ионообменный сорбент Diphonix.
Кроме того, из описания изобретения и его формулы нельзя сделать вывод, как и какого качества получен продукт, т.к. операции десорбции и промывки осадка не приведены, поэтому параметры их неизвестны.
Наиболее близким по технической сущности и достигаемому результату является способ (выбранный в качестве прототипа) переработки фосфогипса для производства концентрата редкоземельных элементов, который включает выщелачивание фосфогипса раствором серной кислоты с переводом фосфора и РЗЭ в раствор и получением осадка гипса, извлечение РЗЭ из раствора и нейтрализацию осадка гипса основным соединением кальция. При этом выщелачивание проводят раствором серной кислоты с концентрацией 1-5% масс. Затем ведут извлечение РЗЭ из раствора сорбцией с использованием сульфокатионита в водородной или аммонийной форме с последующей десорбцией РЗЭ раствором сульфата аммония. После десорбции в полученный десорбат вводят аммиак или карбонат аммония с осаждением и отделением гидроксидного или карбонатного концентрата РЗЭ. Извлечение РЗЭ средней и иттриевой групп в концентраты составляет соответственно 41-67,0% и 28-51,4%. Для выщелачивания используется раствор серной кислоты с концентрацией 1-5% масс, что обеспечивает необходимую степень выщелачивания РЗЭ и фосфора из фосфогипса с получением растворов, из которых можно эффективно сорбировать РЗЭ сульфокатионитом. Повышение концентрации серной кислоты выше 5% масс. не влияет существенно на увеличение извлечения РЗЭ, особенно средней и иттриевой групп, и фосфора из фосфогипса в раствор выщелачивания, затрудняет сорбцию РЗЭ сульфокатионитом и повышает расход основных соединений кальция на нейтрализацию серной кислоты в осадке гипса (патент РФ №2458999, опубликован 20.08.2012 г.).
Использование для десорбции РЗЭ раствора сульфата аммония обеспечивает высокую степень извлечения в десорбат суммы РЗЭ, в том числе РЗЭ средней и иттриевой групп.
Основной недостаток способа - его нерентабельность вследствие низкой степени извлечения РЗЭ из раствора после обработки фосфогипса серной кислотой, высокой продолжительности процесса выщелачивания, наличие стадии фильтрации пульпы фосфогипса. Эти стадии являются материало- и энергоемкими, что делает экономически не выгодным извлечение РЗЭ данным способом. Кроме этого, на этой стадии происходит потеря РЗЭ за счет сокристализации с гипсом и осаждения двойных сульфатов РЗЭ.
Технический результат предлагаемого изобретения заключается в сокращении затрат на осуществление способа и уменьшении негативного экологического влияния на окружающую среду в процессе практической реализации способа вследствие сокращения числа операций и оптимизации их параметров.
Технический результат достигается за счет того, что в известный способ извлечения редкоземельных элементов из фосфогипса, включающий подготовку его к выщелачиванию раствором серной кислоты, сорбцию пульпы редкоземельных элементов с использованием сульфокатионита, с последующей десорбцией редкоземельных элементов раствором нитрата аммония с осаждением и отделением концентрата редкоземельных элементов и промывкой осадка водой, внесены изменения и дополнения, а именно:
- процессы выщелачивания и сорбции проводят одновременно, путем подачи в противотоке сорбента и выщелачивающего раствора при объемном соотношении Т:Ж=1:(5,0÷10,0),
- причем концентрацию раствора серной кислоты выбирают в пределах 2,0-10,0% масс.;
- в качестве сорбента преимущественно применяют сорбент КУ-2-8;
- после десорбции редкоземельных элементов проводят регенерацию сорбента, который далее подают на выщелачивание и сорбцию.
Кроме того, подготовка фосфогипса к выщелачиванию и сорбции включает его измельчение и репульпацию водой, а для десорбции редкоземельных элементов используют раствор нитрата аммония с концентрацией 300-600 г/л, преимущественно 550-600 г/л, при объемном соотношении Ж:Т=(0,5÷1,0):1.
После десорбции в полученный десорбат вводят карбонат аммония с осаждением и отделением карбонатного осадка РЗЭ. После промывки осадка полученный концентрат РЭЭ подсушивают на фильтре до влажности не более 30-35%.
Для подбора наилучших условий извлечения редкоземельных элементов из фосфогипса были проведены исследования выщелачивания и сорбции РЗЭ и примесей при различных условиях.
Целью опытов является определение технологических параметров, при которых обеспечивалось бы максимально возможное извлечение РЗЭ из фосфогипса с получением концентрата РЗЭ.
Известно, что сильнокислотные катиониты характеризуются значительно большей избирательностью к РЗЭ при сравнении с целым рядом близких по свойствам с ним элементов.
Хорошие сорбционные параметры среди сорбентов промышленных марок имеет сорбент КУ-2-8 с функциональной сульфогруппой и стирол-дивинилбензольной матрицей, поэтому для извлечения скандия методом сорбционного выщелачивания опробован этот вид сорбента. Также этот сорбент отличает низкая стоимость и хорошая доступность на рынке промышленной химии. Для извлечения редкоземельных металлов из крупнотоннажного фосфогипса именно стоимость и доступность являются определяющими факторами экономической эффективности процесса.
Параметры процесса извлечения редкоземельных элементов из фосфогипса устанавливаются в результате многочисленных опытов путем варьирования значений кислотности выщелачивающего раствора, температуры пульпы и соотношения Т:Ж и др.
В таблице 2 приведены результаты опытов по исследованию влияния концентрации серной кислоты в растворе, подаваемом на выщелачивание и сорбцию, на степень извлечения РЗЭ в сорбент РЗЭ из фосфогипса.
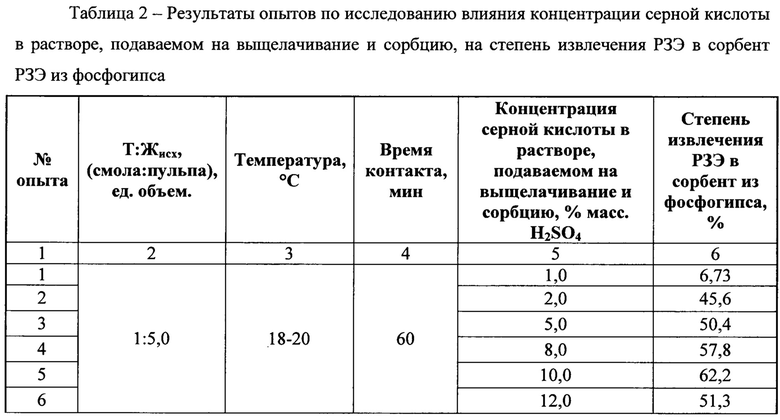
Анализ данных табл. 2 показывает, что концентрация серной кислоты в растворе, подаваемом на выщелачивание и сорбцию, является важным фактором для процесса выщелачивания и сорбции РЗЭ из фосфогипса. При невысоком содержании серной кислоты в исходном выщелачивающем растворе (1,0% масс. H2SO4) степень извлечения РЗЭ в сорбент из фосфогипса снижается до критически низкого значения 6,73%. При увеличении концентрации серной кислоты в растворе, подаваемом на выщелачивание и сорбцию, до 10,0-12,0% масс. H2SO4 степень извлечения РЗЭ в сорбент из фосфогипса достигает величины 51,3-62,2%, но приводит к дополнительному расходу серной кислоты. Таким образом, оптимальным значением исходной кислотности выщелачивающего раствора является величина 2,0-10,0% масс. H2SO4, при которой наблюдается максимальное извлечение РЗЭ в сорбент из фосфогипса.
В таблице 3 приведены результаты экспериментов по изучению зависимости емкости сорбента ∑РЗО от объемного соотношения Т:Ж (смола:пульпа) в исходной пульпе.
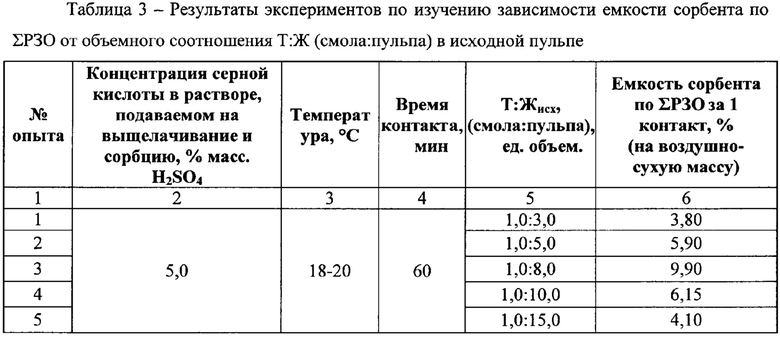
Из анализа данных, приведенных в таблице 3, следует, что при малых соотношениях Т:Ж (например, 1,0:3,0) на сорбции организация процесса вызывает определенные трудности в связи с повышенной вязкостью пульпы фосфогипса и последующим отделением от нее сорбента. При увеличении Т:Ж до 1,0:15,0 емкость сорбента снижается вследствие сдвига равновесия в сторону сорбции примесных элементов, а также ведет к получению более разбавленных растворов и повышенному расходу серной кислоты. Таким образом, оптимальным значением объемного соотношения Т:Ж (смола:пульпа) в исходной пульпе является величина 1:(5,0÷10,0), при которой наблюдается максимальная емкость сорбента за 1 контакт выщелачивания и сорбции.
В таблице 4 приведены результаты экспериментов по изучению зависимости емкости сорбента от температуры проведения процесса.
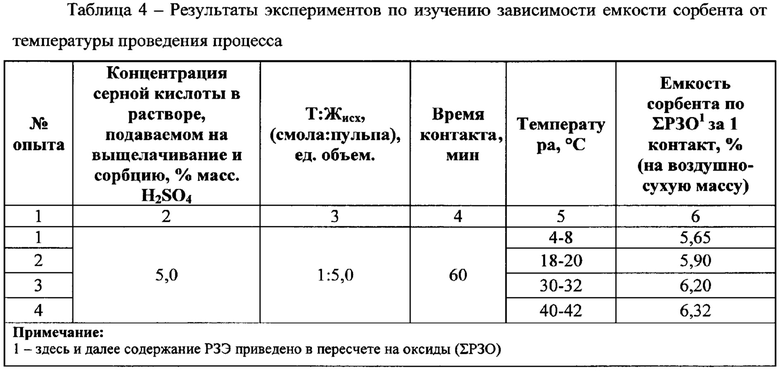
Из анализа результатов таблицы 4 следует, что оптимальная температура процесса сорбции находится в диапазоне 4-20°С, предпочтительно 18-20°С, т.к. при более высокой температуре отмечается незначительное увеличение емкости сорбента, а также увеличивается риск механического разрушения сорбента. Таким образом, дополнительного нагрева реакционной массы не требуется (особенно если учесть огромные объемы образующегося фосфогипса и требуемые затраты тепловой энергии на его нагрев).
Результаты испытаний по исследованию влияния концентрации десорбирующего раствора нитрата аммония на процесс десорбции приведены в таблице 5.
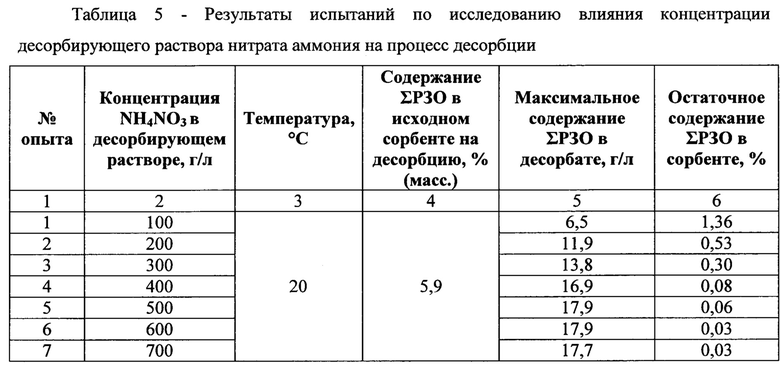
Из таблицы 5 видно, что при низких концентрациях нитрата аммония (100, 200 г/л) остаточное содержание ∑РЗО в сорбенте составляет 1,36 и 0,53% (2,03% и 9,0% от количества в исходном сорбенте) соответственно. Для практически полной десорбции РЗЭ при таких концентрациях нитрата аммония (до концентрации в сорбенте менее 0,1%) необходимо увеличивать объемы десорбирующего раствора. При дальнейшем повышении концентрации нитрата аммония видно, что остаточная концентрация РЗЭ в сорбенте не превышает 0,06-0,08% в диапазоне концентраций нитрата аммония 450-550 г/л, причем объем десорбирующего раствора не увеличивается, что является оптимальным для проведения процесса. Также из таблицы 5 видно, что увеличение концентрации нитрата аммония выше 600 г/л нецелесообразно, так как равновесная остаточная концентрация РЗЭ в сорбенте - 0,03% достигается уже при максимальной концентрации 600 г/л по нитрату аммония.
Результаты испытаний по исследованию влияния отношения Ж:Т на процесс десорбции приведены в таблице 6.
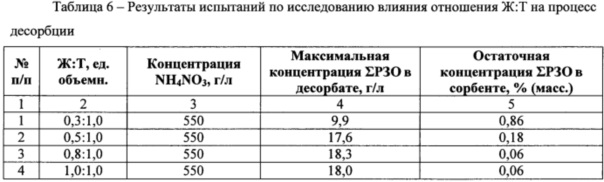
Из таблицы 6 видно, что при соотношении Ж:Т=0,3:1,0 остаточная концентрация РЗЭ в сорбенте равна 0,86%, что свидетельствует о недостаточном объеме десорбирующего раствора. Полный съем РЗЭ с сорбента достигается при Ж:Т, равном не менее 0,5:1,0. При увеличении Ж:Т выше значения 1,0:1,0 происходит разбавление десорбата. В данном случае оптимальным можно считать значение Ж:Т=(0,5÷1,0): 1,0.
Результаты испытаний по исследованию влияния концентрации регенерирующего раствора на процесс регенерации сорбента приведены в таблице 7.
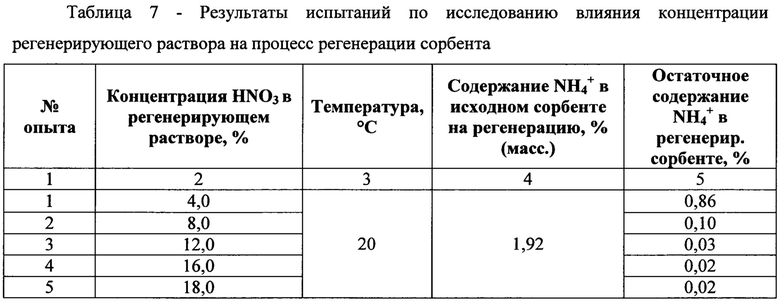
Из таблицы 7 видно, что при низких концентрациях HNO3 (4%) в регенерирующем растворе остаточное содержание NH4+ в регенерированном сорбенте составляет 0,86%, что составляет 44,8% от количества в исходном сорбенте. При дальнейшем повышении концентрации HNO3 в регенерирующем растворе видно, что остаточная концентрация NH4+ в сорбенте не превышает 0,02-0,10% в диапазоне концентраций HNO3 5,0-15,0%. Также из таблицы 7 видно, что увеличение концентрации HNO3 выше 15% нецелесообразно, так как равновесная остаточная концентрация NH4+в сорбенте - 0,02% достигается уже при максимальной концентрации HNO3, равной 12,0-16,0%.
Проведенные исследования показали, что из всех изученных факторов наибольшее влияние на степень извлечения РЗЭ из фосфогипса в раствор при выщелачивании их серной кислотой оказывает концентрация H2SO4 и соотношение твердой и жидкой фаз.
В результате десорбции насыщенного сорбента раствором нитрата аммония 550-600 г/л получаются достаточно чистые десорбаты, из которых можно осаждать хорошо фильтрующиеся карбонаты или оксалаты РЗЭ.
Таким образом, применение сорбционной технологии переработки сернокислых растворов выщелачивания делает абсолютно ненужной практику многостадийного выщелачивания фосфогипса, так как сорбент полностью извлекает РЗЭ из растворов, образующихся после сернокислотного выщелачивания (с концентрацией ~ 3 г/л по ∑РЗО, с концентрацией 1,5 г/л по ∑РЗО, а также 100 мг/л по ∑РЗО). Большое преимущество метода сорбции РЗЭ из пульп состоит в том, что ликвидируются многочисленные дорогостоящие и трудоемкие операции декантации или фильтрации, особенно когда сам процесс фильтрации таких пульп имеет невысокую скорость и весьма затратен.
Как видно из приведенных данных в таблицах 3-5, приемлемые показатели извлечения в условиях опытов достигались при времени контакта - 60 мин. Повышение кислотности выщелачивающего раствора приводит к росту степени извлечения РЗЭ из фосфогипса, причем наиболее значительное изменение величины извлечения наблюдается в области относительно низких концентраций H2SO4 - от 2,0 до 10,0% масс.
И хотя сама разработка аппаратурного оформления сорбции из пульп является более сложным делом, чем сорбция из осветленных растворов, представляется несомненным, что переработка фосфогипса должна вестись именно в процессе непрерывной сорбции из пульп с такой же непрерывной противоточной регенерацией.
Выше перечисленные признаки изобретения обеспечивают реализацию способа и позволяют достичь снижения числа и расхода реагентов, времени технологического процесса и загрузки основных аппаратов, увеличения степени извлечения редкоземельных элементов и оптимизировать технологический процесс в целом.
Учитывая это и принимая во внимание специфику предлагаемого способа переработки фосфогипса, можно сделать вывод, что на сегодняшний день 50-60%-ное извлечение редкоземельных металлов из него является оптимальным. Увеличение степени извлечения редкоземельных элементов за счет объема пропускаемого через слой фосфогипса выщелачивающего раствора негативно отразится на технико-экономических показателях процесса переработки отвалов производства фосфорных удобрений.
На основании проведенных исследований определены оптимальные параметры отдельных операций извлечения редкоземельных элементов из фосфогипса. Параметры последующих операций получения концентрата РЗЭ являются известными.
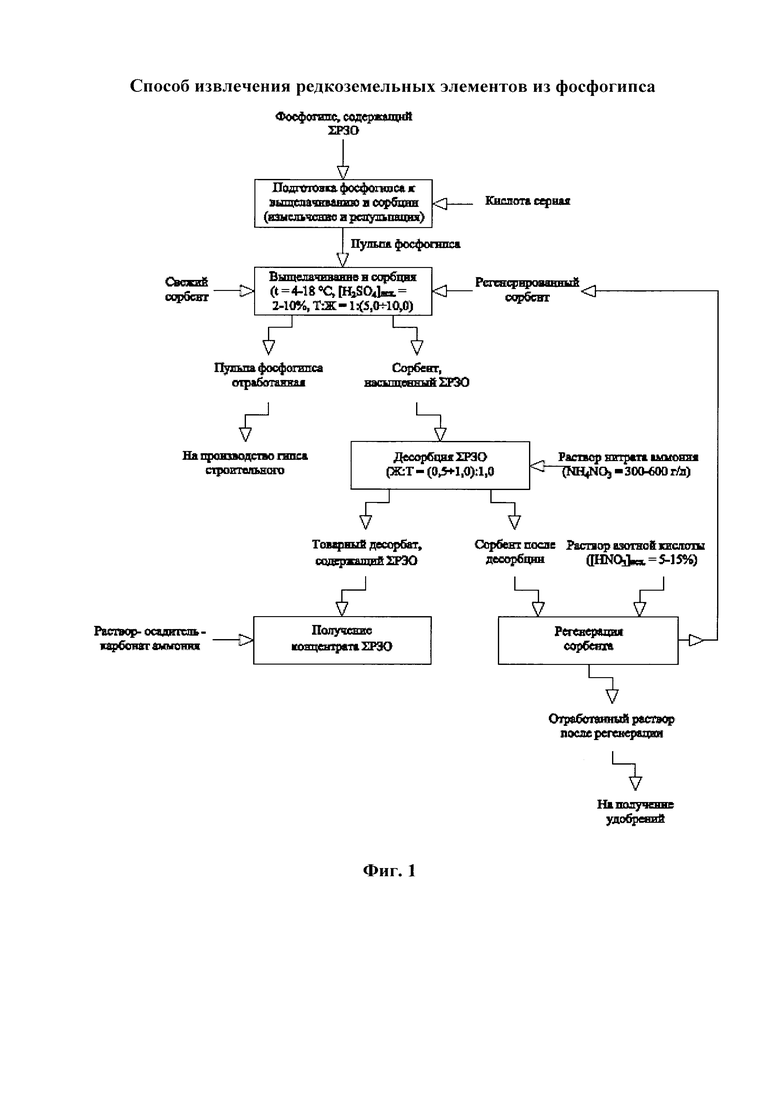
Осуществление изобретения поясняется нижеприведенной технологической схемой (фиг. 1), на которой показаны основные операции процесса извлечения редкоземельных элементов из фосфогипса и приведены параметры каждой операции. Последовательность процесса извлечения редкоземельных элементов не вызывает трудностей, а технологическая схема не требует дополнительных пояснений для ее понимания.
Ниже приводится конкретный вариант реализации заявляемого способа извлечения редкоземельных элементов из фосфогипса.
Подготовленный к выщелачиванию и сорбции фосфогипс распульповывается в воде при соотношении Т:Ж=1:5. Затем в пульпу при перемешивании вводится необходимое количество концентрированной серной кислоты до ее концентрации 5% масс. и регенерированный сорбент КУ-2-8 в количестве, рассчитанном исходя из объемного соотношения “сорбент:пульпа’’ Т:Ж=1:7,5, при этом температура пульпы поддерживается на уровне 14-16°С. Затем осуществляется выдержка пульпы при перемешивании в течение 1 часа. После выдержки сорбент отделяется от пульпы на сите, промывается и анализируется.
После промывки насыщенного сорбента проводится его десорбция, т.е. извлечение РЗЭ из фазы сорбента и остальных сорбированных элементов-примесей.
Промытая порция сорбента загружается в колонну десорбции. Буферная емкость заполняется десорбирующим раствором NH4NO3 - 550 г/л, после чего насосом раствор подается в колонку десорбции в количестве, рассчитанном исходя из объемного соотношения “десорбирующий раствор:сорбент’’ Ж:Т=1,0:1,0. Во время прохождения раствора через колонку между ним и сорбентом проходят ионообменные процессы, в результате которых сорбированные ранее элементы (в том числе РЗЭ) переходят из фазы сорбента в десорбирующий раствор с получением товарного десорбата. Сорбент после десорбции промывается водой от следов десорбирующего раствора; далее промытый сорбент подается на регенерацию сорбента, а отработанная пульпа фосфогипса, полученная после выщелачивания и сорбции, направляется на производство строительного гипса.
Сорбент после десорбции загружается в колонну регенерации. Буферная емкость заполняется регенерирующим раствором HNO3 (10%), после чего насосом раствор подается в колонку регенерации. Во время прохождения раствора через колонку между ним и сорбентом проходят ионообменные процессы, в результате которых осуществляется регенерация сорбента (перевод всего объема сорбента в Н+-форму). По завершении процесса регенерации сорбент промывается водой от остатков регенерирующего раствора, выгружается из колонки и анализируется; далее регенерированный сорбент подается на следующий цикл выщелачивания и сорбции РЗЭ из фосфогипса. а отработанный раствор после регенерации направляется на дальнейшую переработку - получение удобрений.
Далее известными способами из товарного десорбата с помощью раствора-осадителя карбоната аммония производится концентрат РЗЭ, состав которого представлен в табл. 8. Полученный концентрат РЗЭ используется для получения индивидуальных оксидов РЗЭ.
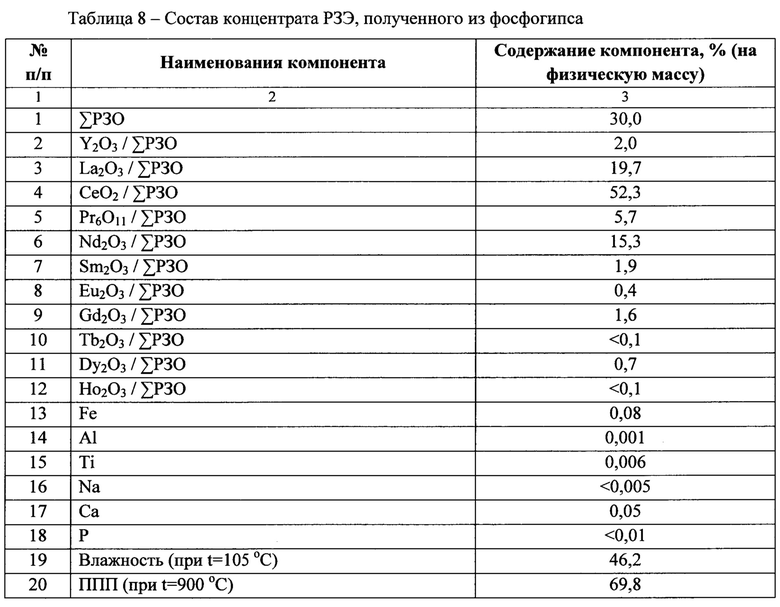
Из приведенного описания следует, что заявляемый способ обеспечивает достижение технического результата и позволяет осуществлять процесс выщелачивания и сорбции из пульпы за счет: одновременного выщелачивания и сорбции, позволяющих резко сократить время на осуществление выщелачивания и сорбции РЗЭ и исключения переосаждения РЗЭ; сокращения числа операций процесса извлечения редкоземельных элементов из фосфогипса, снижения их материало-, энергоемкости и уточнения их параметров при практической реализации способа; отсутствия необходимости формирования кучи для осуществления процесса по способу-прототипу, вследствие чего уменьшается негативное экологическое влияние на окружающую среду; получения высококачественного концентрата РЗЭ, содержащего свыше 30% ∑РЗО и пригодного для дальнейшего получения из него индивидуальных соединений редкоземельных элементов.
Представленные материалы показывают, что способ извлечения редкоземельных элементов из фосфогипса позволяет максимально использовать потенциал, накопленный в отвалах фосфогипса. Гидрометаллургические методы, лежащие в основе способа переработки фосфогипса, максимально снижают себестоимость продуктов, получаемых из фосфогипса.
В настоящее время осуществляется опытно-промышленная проверка заявляемого способа извлечения редкоземельных элементов из фосфогипса на предприятии по производству минеральных удобрений из фосфатного сырья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ извлечения редкоземельных металлов из полугидратного фосфогипса | 2021 |
|
RU2770118C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ ФОСФОГИПСА | 2012 |
|
RU2491362C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЗЭ ИЗ ФОСФОГИПСА | 2016 |
|
RU2689631C2 |
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА ДЛЯ ПРОИЗВОДСТВА КОНЦЕНТРАТА РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ГИПСА | 2013 |
|
RU2520877C1 |
| Способ переработки фосфогипса | 2017 |
|
RU2665512C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ НИТРОФОСФАТНОГО РАСТВОРА ПРИ АЗОТНОКИСЛОТНОЙ ПЕРЕРАБОТКЕ АПАТИТОВОГО КОНЦЕНТРАТА | 2014 |
|
RU2559476C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОНЦЕНТРАТА РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2595672C1 |
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА | 2014 |
|
RU2552602C2 |
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА | 2014 |
|
RU2551292C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ ФОСФОГИПСА | 2012 |
|
RU2492255C1 |
Изобретение относится к способу извлечения редкоземельных элементов из отходов производства минеральных удобрений - фосфогипса. Способ включает выщелачивание и сорбцию редкоземельных элементов из раствора с использованием сорбента с последующей десорбцией редкоземельных элементов раствором сульфата аммония. Далее ведут осаждение и отделение концентрата редкоземельных элементов. При этом процессы выщелачивания и сорбции проводят одновременно путем подачи в противотоке выщелачивающего раствора и сорбента при объемном соотношении Т:Ж=1:(5,0÷10,0). Концентрацию серной кислоты в выщелачивающем растворе, подаваемом на выщелачивание и сорбцию, выбирают в пределах 2,0-10,0 мас.%, а в качестве сорбента преимущественно используют сорбент КУ-2-8, при этом после десорбции редкоземельных элементов проводят регенерацию сорбента, который подают на сорбцию. Технический результат изобретения заключается в сокращении затрат на осуществление способа и уменьшении негативного экологического влияния на окружающую среду в процессе практической реализации способа вследствие сокращения числа операций и оптимизации их параметров. 4 з.п. ф-лы, 1 ил., 8 табл.
1. Способ извлечения редкоземельных элементов из фосфогипса, включающий подготовку его к выщелачиванию, выщелачивание раствором серной кислоты, сорбцию редкоземельных элементов из раствора с использованием сорбента с последующей десорбцией редкоземельных элементов раствором сульфата аммония, осаждение и отделение концентрата редкоземельных элементов, отличающийся тем, что процессы выщелачивания и сорбции проводят одновременно путем подачи в противотоке выщелачивающего раствора и сорбента при объемном соотношении Т:Ж=1:(5,0÷10,0), причем концентрацию серной кислоты в выщелачивающем растворе, подаваемом на выщелачивание и сорбцию, выбирают в пределах 2,0-10,0 мас.%, а в качестве сорбента преимущественно используют сорбент КУ-2-8, при этом после десорбции редкоземельных элементов проводят регенерацию сорбента, который подают на сорбцию.
2. Способ по п. 1, отличающийся тем, что подготовка фосфогипса к выщелачиванию включает его измельчение и репульпацию водой.
3. Способ по п. 1, отличающийся тем, что выщелачивание и сорбцию проводят при температуре 4-18°С.
4. Способ по п. 1, отличающийся тем, что для десорбции редкоземельных элементов используют раствор нитрата аммония с концентрацией 300-600 г/л, предпочтительно 550-600 г/л, при объемном соотношении Ж:Т=(0,5÷1,0):1.
5. Способ по п. 1, отличающийся тем, что сорбент после десорбции редкоземельных элементов подвергают регенерации с использованием раствора азотной кислоты с концентрацией 5,0-15,0 мас.%
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА ДЛЯ ПРОИЗВОДСТВА КОНЦЕНТРАТА РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ (РЗЭ) И ГИПСА | 2011 |
|
RU2458999C1 |
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА, СОДЕРЖАЩЕГО СОЕДИНЕНИЯ ФОСФОРА И ЛАНТАНОИДЫ | 2007 |
|
RU2337879C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ ФОСФОГИПСА | 2002 |
|
RU2225892C1 |
| ПАТЕНТНО- -qТЕХННчш:ля ''"ЬИйЛИОТЕКА | 0 |
|
SU272533A1 |
| МНОГОКАМЕРНЫЙ ПРОБООТБОРНИК | 0 |
|
SU265547A1 |
| ИНЪЕКЦИОННЫЙ ГЕЛЕВЫЙ ПРОДУКТ | 2018 |
|
RU2783125C2 |
| Фурменный прибор доменной печи | 1974 |
|
SU522234A1 |

