Область техники, к которой относится изобретение
Изобретение относится к фотоэлектрическим преобразователям, в частности к технологии сборки солнечных модулей и коммутации ячеек фотоэлектрических преобразователей. Данное изобретение может применяться для сборки монолитных солнечных модулей на основе ФЭП изготовленных из монокристаллического кремния, поликристаллического кремния, ФЭП изготовленных по гетероструктурной технологии.
Уровень техники
Из уровня техники известен способ соединения фотогальванических элементов (US 2012/0125391 A1, 24.05.2012). Известный способ включает склейку двух или более солнечных элементов, при этом по меньшей мере один солнечный элемент имеет контакт, сформированный на первой поверхности, который электрически соединен с проводящей клеммой солнечного элемент, а основание второй ячейки физически и электрически связано с контактом. Между подложкой второй ячейки и первой ячейкой помещен изолятор, который препятствует короткому замыканию между ними.
Из уровня техники также известна высокоэффективная конструкция цепи солнечных элементов (US 2014/0124014 A1, 08.05.2014). Конструкция цепи солнечных элементов состоит из последовательно соединенных солнечных элементов, расположенных на подложке с перекрывающимися концами смежных солнечных элементов Модели металлизации передней и задней поверхностей могут обеспечить дальнейшее повышение эффективности.
Из уровня техники известна Высокоэффективная солнечная панель (US 2015/0090314 А1, 02.04.2015). Один вариант осуществления настоящего изобретения обеспечивает панель солнечных батарей. Панель солнечных батарей включает в себя множество подмножеств солнечных элементов. Солнечные элементы в подмножестве последовательно соединены, а подмножества солнечных элементов соединены параллельно. Количество солнечных элементов в соответствующем подмножестве достаточно велико, так что выходное напряжение солнечной панели по существу совпадает с выходным напряжением обычной солнечной панели со всеми своими псевдо квадратными солнечными элементами, соединенными последовательно.
Все вышеперечисленные модули имеют недостаток, связанный с тем, что ячейки фотоэлектрических преобразователей являются весьма хрупкими, и в процессе сборки солнечных модулей их легко повредить. В связи с этим затрудняется работа со сборками из ячеек (стрингами). Так же в процессе сборки, до момента затвердевания проводящего клея может происходить смещение ячеек, что может приводить к полной непригодности конечной сборки. Все это в значительной степени снижает выход годной продукции.
Также из уровня техники известен способ изготовление модулей солнечных элементов с электродами с низким удельным сопротивлением (US 2015/0270410 A1, 24.09.2015). Один вариант осуществления настоящего изобретения обеспечивает получение солнечного модуля. Солнечный модуль включает в себя переднюю крышку, заднюю крышку и множество солнечных элементов, расположенных между крышками передней и задней сторон. Соответствующий солнечный элемент включает в себя многослойную полупроводниковую структуру, электрод на передней стороне, расположенный над многослойной полупроводниковой структурой, и задний электрод, расположенный ниже многослойной полупроводниковой структуры. Каждый из передних и задних электродов содержит металлическую сетку. Соответствующая металлическая сетка содержит множество линий пальцев и одну шину, соединенную с линиями пальцев. Единая сборная шина сконфигурирована для сбора тока от линий пальца.
Применение электродов уменьшает эффективную площадь конечных модулей, т.к. они затеняют часть ячеек и не скрыты соседними ячейками. В случае соединения внахлест они обладают приведенными ранее недостатками.
Сущность изобретения
Задачей, решаемой заявленным изобретением, является обеспечение сборки солнечного модуля по монолитной технологии, обеспечение возможность сборки ячеек ФЭП в модули, обеспечение формирования монолитных стрингов ячеек ФЭП повышенной прочности на носителе.
Технический результат заявленного изобретения заключается в повышении надежности и прочности сборки монолитных стрингов, в повышении надежности полусборки, в снижении вероятности повреждения стрингов ФЭП во время сборки, а также в повышении выхода годных модулей по технологии монолитной сборки за счет снижения брака при сборке стрингов ФЭП.
Заявленный технический результат достигается за счет того, что способ сборки монолитного солнечного модуля из ячеек фотоэлектрических преобразователей на клеевой слой, включающий этапы, на которых: подготавливают носитель с клеевым слоем, укладывают первую ячейку с предварительно уложенной выводной шиной, при этом наносят проводящий клей или на выводную шину или на соответствующую сторону ячейки, или первую ячейку укладывают таким образом, что она выступает за пределы носителя, для возможности последующей коммутации; на все последующие ячейки наносят проводящий клей по аналогии с первой ячейкой, при этом производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, и производят по аналогии сборку остальных стрингов, при этом полученные стринги коммутируют и инкапсулируют в модули, при этом в качестве носителя используют или фронтальное, или тыльное стекло или сторонние полимерные носители, а в качестве клеевого слоя используют ламинат, а в качестве клеевой основы используют термоклеи, фотополимерные клеи, эпоксидные смолы, ТРО, EVA, силиконы.
В частном случае реализации заявленного технического решения носитель с клеевым слоем на этапе подготовки предварительно разогревают, укладывают выводную шину, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, производят контактирование ячейки к шине, наносят клей на следующую ячейку, производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, укладывают второй слой ТРО тыльный лист, выводят контактные шины и проводят процесс ламинации.
В частном случае реализации заявленного технического решения на носитель, в качестве которого используют фронтальное стекло солнечного модуля, наносят слой однокомпонентного или двухкомпонентного ламината на силиконовой основе в жидкой форме, производят укладку выводной шины, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, после чего производят контактирование ячейки к шине, наносят аналогично клей на следующую ячейку, производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, производят заливку второго слоя жидкого ламината, укладывают тыльный капсулирующий элемент, выводят контактные шины и проводят процесс ламинации.
В частном случае реализации заявленного технического решения клеевой слой отдельно наносят на ламинат.
В частном случае реализации заявленного технического решения в качестве клеевого слоя используют клеевой слой на пластиковом носителе, на котором предварительно собирают стринги, с последующим ламинированием.
В частном случае реализации заявленного технического решения при изготовлении солнечного модуля по технологии с фронтальным эмиттером уложенная выводная шина контактирует с p-стороной ячейки, в случае тыльного эмиттера - n-сторона.
В частном случае реализации заявленного технического решения на носитель, выполненный в виде полимерного материала наносят тонкий клеевой слой, укладывают выводную шину, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, производят контактирование ячейки к шине, аналогично наносится клей на следующую ячейку, при этом контактирование производят фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, при этом полученную сборку инкапсулируют по стандартной для солнечных модулей технологии между двумя листами ламината, и инкапсулирующими элементами.
В частном случае реализации заявленного технического решения в качестве ламината, используемого в качестве клеевого слоя, используют ламинат на основе силикона, так и классический ламинат, разогретый до температуры размягчения или плавления, при этом ламинат на основе силикона наносят наливным способом.
В частном случае реализации заявленного технического решения на носитель, выполненный в виде полимерного материала наносят тонкий клеевой слой, производят укладку первой ячейки таким образом, что контактная площадка ячейки выступает за пределы носителя, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, после чего производят контактирование ячейки к первой ячейке, аналогично наносят клей на следующую ячейку, при этом контактирование производят фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, формируют стринг из полученных ячеек, аналогично производят сборку остальных стрингов, и полученные стринги коммутируют и инкапсулируют по стандартной для солнечных модулей технологии.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания вариантов реализации заявленного изобретения с использованием чертежей, на которых показано:
Фиг. 1 - схема сборки модуля Shingled с применением клеевого слоя на носителе, вид с боку;
Фиг. 2 - схема сборки модуля Shingled с применением клеевого слоя на носителе. Слева вариант без коммутирующей шины, справа вариант с коммутирующей шиной;
Фиг. 3 - схема сборки модуля Shingled с применением клеевого слоя на носителе с коммутирующей шиной. Вид сбоку;
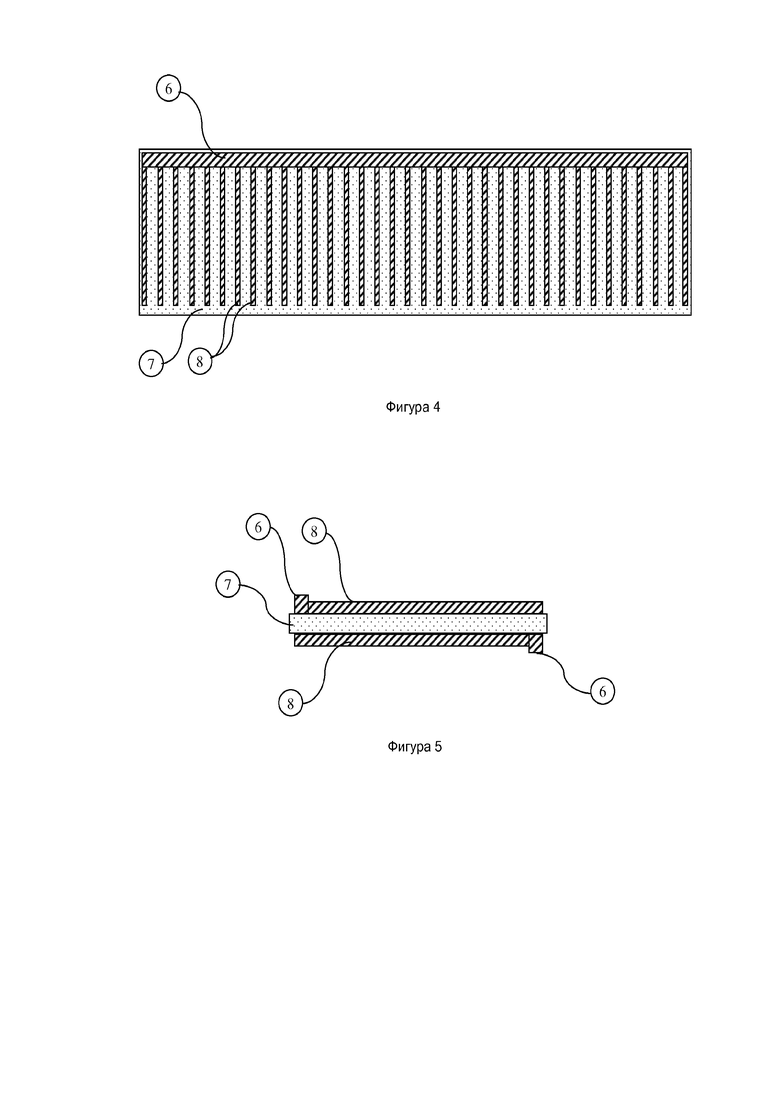
Фиг. 4 - схематическое изображение ячейки ФЭП. Вид сверху/снизу;
Фиг. 5 - внешний вид ячейки ФЭП. Вид в торец.
На фигурах цифрами обозначены следующие позиции:
1 - ячейка ФЭП; 2 - электрический контакт между ячейками; 3 - клеевой слой; 4 - носитель; 5 - выводная шина; 6 - контактная площадка; 7 - элементы контактной сетки; 8 - пластина ФЭП;
Раскрытие изобретения
Сущность технологии состоит в том, что в процессе сборки солнечных модулей по монолитной технологии, сборка осуществляется на носитель, покрытый адгезивом, при этом в качестве носителя могут быть использованы как стекла, так и полимеры. В качестве клеевой основы могут быть использованы термоклеи, фотополимерные клеи, эпоксидные смолы, ТРО, EVA, силиконы.
Перед началом сборки клей наносится на носитель и приводится в активное состояние. Например, в случае применения термоклеев, полиэфиновых эластомеров ТРО или сополимер этилена и винил ацетата EVA материал разогревается до необходимой температуры, чтобы проявить адгезионные свойства.
В качестве носителя может быть, как фронтальное или тыльное стекло, так и сторонние полимерные носители, такие как полипропилен (РР), полиэтилен (РЕ, PE-LD, PE-LLD, PE-HD, PE-UHMW), полиамид (РА), полиимид (PI), поливинилтерефталат (PET), полиэтилен-нафталат (PEN), оргстекло
В качестве ламината используемого в качестве клеевого слоя может быть, как ламинат на основе силикона (наносимый наливным способом, поскольку ламинат на основе силикона находится в жидком состоянии), так и классический ламинат разогретый до температуры размягчения или плавления;
Клеевой слой может отдельно наносится на ламинат;
Клеевой слой может быть на пластиковом носителе, на котором собираются сначала стринги, которые потом ламинируются.
Этапы технологии сборки: 1. Подготовка носителя с клеевым слоем, а именно: Очистка и активация поверхности носителя, нанесение клеевого слоя, активация клеевого слоя (если нужно) (в том числе если есть необходимость, то разогрев). Данный этап повышает адгезию клеевого слоя к носителю, на который осуществляется сборка, и к ячейкам, которые используются для сборки, что в последствии повышает механическую прочность сборки.; 2. Перед началом монтажа ячеек может быть уложена выводная шина, если она отсутствует, то первая ячейка должна выступать за пределы носителя, для возможности последующей коммутации (фигура 2, фигура 3). Данная особенность сборки необходима для коммутации собранных стрингов между собой и вывода контактов для последующего подключения контактной коробки модуля. 3. Производится укладка первой ячейки, в соответствии с п. 3. В случае если была уложена выводная шина, то либо на нее, либо на соответствующую сторону ячейки наносится проводящий клей (фигура 3). Данная особенность сборки необходима для соединения ячеек между собой в единую электрическую цепь. 4. На все последующие ячейки производится нанесение проводящего клея по аналогии с первой ячейкой. Данную операцию повторяют необходимое количество раз в зависимости от размера модуля. Модуль может быть, например, 1600 мм, тогда, при размере активной области ячейки 16 мм будет 100 повторений. Модуль может быть выполнен любого размера. 5. В некоторых случаях может потребоваться отверждение клея. В зависимости от выбранного клея это может быть охлаждение, воздействие ультрафиолетом, выдержка (если клей не требует какого-либо воздействия, но требует время для отверждения). Данный этап позволяет достичь максимальных прочностных характеристик клеев, что повышает прочность сборки.
Пример 1:
1. На стекло (носитель), в качестве которого выступает фронтальное стекло солнечного модуля, укладывают лист ТРО. После чего производят разогрев материалов, до температуры размягчения.
2. Производится укладка выводной шины, к которой будет проводиться контактирование ячеек фронтальной стороной. Если солнечный модуль изготавливается по технологии с фронтальным эмиттером, то к уложенной выводной шине будет контактироваться p-сторона ячейки, в случае тыльного эмиттера n-сторона.
3. На контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносится проводящий клей, после чего производится контактирование ячейки к шине.
4. Аналогично наносится клей на следующую ячейку. Контактирование производится фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки. Пункт 4 повторяют нужное, в зависимости от размера модуля, количество раз, например, размер модуля может быть, как 1600 мм, тогда, при размере активной области ячейки 16 мм будет 100 повторений
5. На тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину.
6. Аналогично производят сборку остальных стрингов
7. Укладывают второй слой ТРО тыльный лист, выводят контактные шины и проводят процесс ламинации.
Пример 2:
1. На стекло (носитель), выступающее в качестве фронтального стекла солнечного модуля, наносится слой ламината на силиконовой основе (в жидкой форме, однокомпонентного или двухкомпонентного).
2. Производится укладка выводной шины, к которой будет проводиться контактирование ячеек фронтальной стороной. Если солнечный модуль изготавливается по технологии с фронтальным эмиттером, то к уложенной выводной шине будет контактироваться p-сторона ячейки, в случае тыльного эмиттера n-сторона.
3. На контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносится проводящий клей, после чего производится контактирование ячейки к шине.
4. Аналогично наносится клей на следующую ячейку. Контактирование производится фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки. Пункт 4 повторяют нужное количество раз.
5. На тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину.
6. Аналогично производят сборку остальных стрингов
7. Производят заливку второго слоя жидкого ламината, укладывают тыльный капсулирующий элемент, выводят контактные шины и проводят процесс ламинации.
Пример 3:
1. На полимерный материал (носитель), наносится тонкий клеевой слой.
2. Производится укладка выводной шины, к которой будет проводится контактирование ячеек фронтальной стороной. Если солнечный модуль изготавливается по технологии с фронтальным эмиттером, то к уложенной выводной шине будет контактироваться p-сторона ячейки, в случае тыльного эмиттера n-сторона.
3. На контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносится проводящий клей, после чего производится контактирование ячейки к шине (фигура 2 правое изображение).
4. Аналогично наносится клей на следующую ячейку. Контактирование производится фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки. Пункт 4 повторяют нужное количество раз.
5. На тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину.
6. Аналогично производят сборку остальных стрингов
7. Полученную сборку инкапсулируют по стандартной для солнечных модулей технологии между двумя листами ламината, и инкапсулирующими элементами (фронтальное и тыльное стекло, или фронтальное стекло и тыльный лист и пр.)
Пример 4:
1. На полимерный материал (носитель), наносится тонкий клеевой слой.
2. Производится укладка первой ячейки таким образом, что контактная площадка ячейки выступает за пределы носителя (фигура 2, левое изображение)
3. На контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносится проводящий клей, после чего производится контактирование ячейки к первой ячейке (фигура 1).
4. Аналогично наносится клей на следующую ячейку. Контактирование производится фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки. Пункт 4 повторяют нужное количество раз. В результате формируется стринг из ячеек.
5. Аналогично производят сборку остальных стрингов
6. Полученные стринги коммутируют и инкапсулируют по стандартной для солнечных модулей технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоэлектрический преобразователь с самовосстанавливающимся контактом | 2017 |
|
RU2651642C1 |
| ЭЛЕКТРОД ДЛЯ КОНТАКТИРОВАНИЯ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 2017 |
|
RU2671912C1 |
| Способ коммутации гетероструктурных фотоэлектрических преобразователей | 2016 |
|
RU2623820C1 |
| КОМПОЗИТНО-ПРОВОЛОЧНЫЙ ЭЛЕКТРОД ДЛЯ СИСТЕМЫ КОНТАКТИРОВАНИЯ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 2022 |
|
RU2787467C1 |
| Контактная сетка гетеропереходного фотоэлектрического преобразователя на основе кремния и способ ее изготовления | 2016 |
|
RU2624990C1 |
| Клейкая лента для герметизации фотоэлектрического модуля | 2024 |
|
RU2837058C1 |
| Конструкция тонкопленочного солнечного модуля и способ ее изготовления | 2016 |
|
RU2648341C2 |
| СТРУКТУРА ГЕТЕРОПЕРЕХОДНОГО ФОТОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ С ПРОТИВОЭПИТАКСИАЛЬНЫМ ПОДСЛОЕМ | 2017 |
|
RU2675069C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2813103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2021 |
|
RU2760378C1 |

Изобретение относится к фотоэлектрическим преобразователям, в частности к технологии сборки солнечных модулей и коммутации ячеек фотоэлектрических преобразователей. Данное изобретение может применяться для монолитных солнечных модулей на основе ФЭП, изготовленных из монокристаллического кремния, поликристаллического кремния, ФЭП, изготовленных по гетероструктурной технологии. Способ включает подготовку носителя с клеевым слоем. Укладку первой ячейки с предварительно уложенной выводной шиной. Нанесение проводящего клея или на выводную шину или на соответствующую сторону ячейки или первую ячейку укладывают таким образом, что она выступает за пределы носителя для возможности последующей коммутации. На последующие ячейки наносят проводящий клей по аналогии с первой ячейкой, при этом производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки. На тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину. Производят по аналогии сборку остальных стрингов. Полученные стринги коммутируют и инкапсулируют в модули. Тыльную ячейку укладывают таким образом, что имеется возможность последующей коммутации. В качестве носителя используют или фронтальное или тыльное стекло или сторонние полимерные носители. В качестве клеевого слоя используют ламинат. В качестве клеевой основы используют термоклеи, фотополимерные клеи, эпоксидные смолы, TPO, EVA, силиконы. Использование заявленного изобретения позволяет повысить надежность и прочность сборки монолитных стрингов, повысить надежность полусборки, снизить вероятность повреждения стрингов ФЭП во время сборки, а также повысить выход годных модулей по технологии монолитной сборки за счет снижения брака при сборке стрингов ФЭП. 8 з.п. ф-лы, 5 ил., 4 пр.
1. Способ сборки монолитного солнечного модуля из ячеек фотоэлектрических преобразователей на клеевой слой, включающий этапы, на которых: подготавливают носитель с клеевым слоем, укладывают первую ячейку с предварительно уложенной выводной шиной, при этом наносят проводящий клей или на выводную шину или на соответствующую сторону ячейки или первую ячейку укладывают таким образом, что она выступает за пределы носителя для возможности последующей коммутации; на все последующие ячейки наносят проводящий клей по аналогии с первой ячейкой, при этом производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину и производят по аналогии сборку остальных стрингов, при этом полученные стринги коммутируют и инкапсулируют в модули, при этом в качестве носителя используют или фронтальное или тыльное стекло или сторонние полимерные носители, а в качестве клеевого слоя используют ламинат, а в качестве клеевой основы используют термоклеи, фотополимерные клеи, эпоксидные смолы, ТРО, EVA, силиконы.
2. Способ по п. 1, отличающийся тем, что носитель с клеевым слоем на этапе подготовки предварительно разогревают, укладывают выводную шину, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, производят контактирование ячейки к шине, наносят клей на следующую ячейку, производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, укладывают второй слой ТРО - тыльный лист, выводят контактные шины и проводят процесс ламинации.
3. Способ по п. 1, отличающийся тем, что на носитель, в качестве которого используют фронтальное стекло солнечного модуля, наносят слой однокомпонентного или двухкомпонентного ламината на силиконовой основе в жидкой форме, производят укладку выводной шины, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, после чего производят контактирование ячейки к шине, наносят аналогично клей на следующую ячейку, производят контактирование фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, производят заливку второго слоя жидкого ламината, укладывают тыльный капсулирующий элемент, выводят контактные шины и проводят процесс ламинации.
4. Способ по п. 3, отличающийся тем, что клеевой слой отдельно наносят на ламинат.
5. Способ по п. 3, отличающийся тем, что в качестве клеевого слоя используют клеевой слой на пластиковом носителе, на котором предварительно собирают стринги, с последующим ламинированием.
6. Способ по п. 3, отличающийся тем, что при изготовлении солнечного модуля по технологии с фронтальным эмиттером уложенная выводная шина контактирует с p-стороной ячейки, в случае тыльного эмиттера – с n-стороной.
7. Способ по п. 1, отличающийся тем, что на носитель, выполненный в виде полимерного материала наносят тонкий клеевой слой, укладывают выводную шину, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, производят контактирование ячейки к шине, аналогично наносится клей на следующую ячейку, при этом контактирование производят фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, на тыльную контактную площадку последней ячейки наносят клей и устанавливают вторую выводную шину, аналогично производят сборку остальных стрингов, при этом полученную сборку инкапсулируют по стандартной для солнечных модулей технологии между двумя листами ламината и инкапсулирующими элементами.
8. Способ по п. 1, отличающийся тем, что в качестве ламината, используемого в качестве клеевого слоя, используют ламинат как на основе силикона, так и классический ламинат, разогретый до температуры размягчения или плавления, при этом ламинат на основе силикона наносят наливным способом.
9. Способ по п. 1, отличающийся тем, что на носитель, выполненный в виде полимерного материала наносят тонкий клеевой слой, производят укладку первой ячейки таким образом, что контактная площадка ячейки выступает за пределы носителя, на контактную площадку ячейки, расположенную на фронтальной стороне ячейки, наносят проводящий клей, после чего производят контактирование ячейки к первой ячейке, аналогично наносят клей на следующую ячейку, при этом контактирование производят фронтальной контактной площадкой к тыльной контактной площадке предыдущей ячейки, формируют стринг из полученных ячеек, аналогично производят сборку остальных стрингов и полученные стринги коммутируют и инкапсулируют по стандартной для солнечных модулей технологии.
| US2015270410 A1, 24.09.2015 | |||
| JP2007123792 A, 17.05.2007 | |||
| Способ коммутации гетероструктурных фотоэлектрических преобразователей | 2016 |
|
RU2623820C1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 2002 |
|
RU2230396C1 |

