Предлагаемые способы относятся к химической промышленности и используются на предприятии по производству кальцинированной соды аммиачным способом в отделении карбонизации.
Уровень техники
Для производства кальцинированной соды аммиачным способом в отделении карбонизации используется следующая схема автоматического регулирования процесса, которая изложена на страницах 114-116 в учебнике: Крашенинников С.А. К789 Технология соды: Учеб. пособие для вузов - 2-е изд., перераб. и доп. – М.: Химия, 1988. – 304 с.: ил.
Системы автоматизации собственного процесса карбонизации должны обеспечить достаточно полное использование натрий - содержащего сырья и диоксида углерода в процессе и обеспечить хорошее качество кристаллов гидрокарбоната натрия, что гарантирует минимальные потери гидрокарбоната на фильтрах и высококачественную переработку его в содовых печах.
Для поддержания качественного готового продукта на выходе из колонны необходимо поддерживать определенный температурный режим по высоте колонны. На данный момент имеется следующая система автоматического регулирования:
- система отбора суспензии из колонны. При этом расход суспензии поддерживается на уровне, пропорциональном подаче в колонну СО2, путем воздействия на положение дроссельной заслонки 2 (фиг. 1) на трубопроводе суспензии. Этот расход корректируется по температуре в верхней части колонны;
- система регулирования уровня жидкости в колонне. При этом изменяется положение дроссельной заслонки 1 (фиг. 1) на трубопроводе и подача жидкости в колонну должна соответствовать расходу суспензии из нее;
- система регулирования температуры суспензии на выходе из колонны, путем воздействия на клапан 5 (фиг. 1), который изменяет расход воды в холодильную часть колонны.
Системы работают следующим образом. Аппаратчик вручную, например, увеличивает расход газов первого и второго вводов по средствам клапанов 3 и 4 (фиг. 1). При поступлении газа в колонну изменится температура верха колонны и специальное вычислительное устройство будет менять положение дроссельной заслонки 2 (фиг. 1) отбора суспензии таким образом, чтобы температура стала равной заданному значению. Увеличение отбора приведет к снижению уровня суспензии в колонне, и регулятор уровня увеличит подачу в нее жидкости. В результате увеличения расходов газа и жидкости, а следовательно, и количества тепла, выделяющегося при поглощении СО2, повысится температура суспензии на выходе из колонны, при этом с помощью регулятора температуры увеличится поступление воды на охлаждение.
Раскрытие изобретения
На сегодняшний день экономика и рынок диктуют свои условия для промышленности и предприятиям необходимо под них подстраиваться. Коснулось это и производства кальцинированной соды, встал вопрос о том, что бы производить кальцинированную соду в том объеме, в котором необходим потребителям в данный момент времени, то есть излишки или недостатки свести к минимуму. Так в нормы технических показателей, наряду с показателями по качеству соды, ввели и объем производимой соды за месяц.
В связи с этим я предлагаю два способа автоматизации станции карбонизация (фиг. 2). Для этого в технологическую схему необходимо установить электронные весы, которые будут показывать вес готового продукта на выходе со станции фильтрации. Также необходимо, чтобы у начальника производства, старшего мастера производства и на станции карбонизации были компьютеры, связанные одной сетью, с той лишь поправкой, что объем выпускаемой продукции может корректировать начальник производства или старший мастер производства. Так, начальник производства устанавливает на своем компьютере необходимый объем готового продукта на выходе со станции фильтрации на планируемый месяц, этот объем будет контролироваться установленными на транспортерной ленте со станции фильтрации электронными весами. Таким образом, информация с компьютера начальника производства поступает на компьютер старшего мастера производства, а от него и на компьютер станции карбонизации. Если станций карбонизации на производстве больше одной, то заданный объем разделяется на все станции в зависимости от промышленной мощности станции (разделение происходит в процентах от общего объема). На станции карбонизации поступившая информация об объеме на месяц делится на дни, дни на часы, часы на минуты, и в режиме реального времени компьютер отслеживает, какое количество готового продукта проходит по весам в данный момент времени. По необходимости, в зависимости от объема готового продукта, идущего через весы в данный момент времени, компьютер подгоняет это значение до необходимого, одним из предлагаемых способов.
В упрощенной схеме автоматизацию станции карбонизации можно представить в виде логарифма действий, состоящих из команд и условий:
- при действующем способе автоматизации: аппаратчик изменил газовую нагрузку колонны → изменилась температура верха колонны → изменилось положение дроссельной заслонки на трубопроводе суспензии → изменилась температура суспензии → изменилось положение клапана на трубопроводе холодной воды.
- при способе №1: задается количественный показатель готового продукта → электронное устройство делит это число на минуты и сверяет с количеством готового продукта проходящий по весам в минуту времени → подгоняет это значение до необходимого, путем изменения положения дроссельной заслонки на трубопроводе суспензии → изменится температура верха колонны → изменились положения клапанов 1-го и 2-го газов → изменилась температура суспензии → изменилось положение клапана регулирующий температуру суспензии на выходе. То есть отличается от действующего способа тем, что он включает использование дросселя 1, регулирующего уровень жидкости в колонне, дросселя 2, регулирующего выход суспензии из колонны в зависимости от температуры верха колонны, клапанов 3 и 4, регулирующих объемы на вводах 2-го и 1-го газов, соответственно, дросселя 5, регулирующего температуру суспензии на выходе из колонны, с помощью компьютера на станции карбонизации делят заданный объем готового продукта на минуты, сверяют с количеством готового продукта, проходящим в данный момент времени по установленным на станции фильтрации весам, и подгоняют это значение до необходимого автоматически путем изменения положения дросселя 2 на трубопроводе суспензии.
- при способе №2: задается количественный показатель готового продукта → электронное устройство делит это число на минуты и сверяет с количеством готового продукта проходящий по весам в минуту времени → подгоняет это значение до необходимого, путем изменения положений клапанов 1-го и 2-го газов → изменяется температура верха колонны → изменилось положение дроссельной заслонки на трубопроводе суспензии → изменилась температура суспензии → изменилось положение клапана регулирующий температуру суспензии на выходе. То есть отличается от действующего способа тем, что он включает использование дросселя 1, регулирующего уровень жидкости в колонне, дросселя 2, регулирующего выход суспензии из колонны в зависимости от температуры верха колонны, клапанов 3 и 4, регулирующих объемы на вводах 2-го и 1-го газов, соответственно, дросселя 5, регулирующего температуру суспензии на выходе из колонны, с помощью компьютера на станции карбонизации делят заданный объем готового продукта на минуты, сверяют с количеством готового продукта, проходящим в данный момент времени по установленным на станции фильтрации весам, и подгоняют это значение до необходимого автоматически путем открывания или закрывания клапанов 3 и 4, регулирующих объем на вводах 1-го и 2-го вводов.
Также при данных способах автоматизации необходимо учесть такое условие, чтобы была возможность перевода любой карбоколонны из управления компьютером на стационарный щиток управления и ведения ее дальнейшей работы в ручном режиме.
К техническому результату относятся:
- изготовление необходимого количества готовой продукции, а следовательно и экономия сырья и электроэнергии.
- получение более полной и точной информации о работе отделения карбонизации в режиме реального времени.
- более высокое и стабильное качество управления процессами, так как к минимуму сведется необходимость аппаратчика корректировать работу колонн.
- равномерный и "щадящий" режим работы всего оборудования на станции.
Краткое описание чертежей
В данном заявлении на изобретение представлены две фигуры.
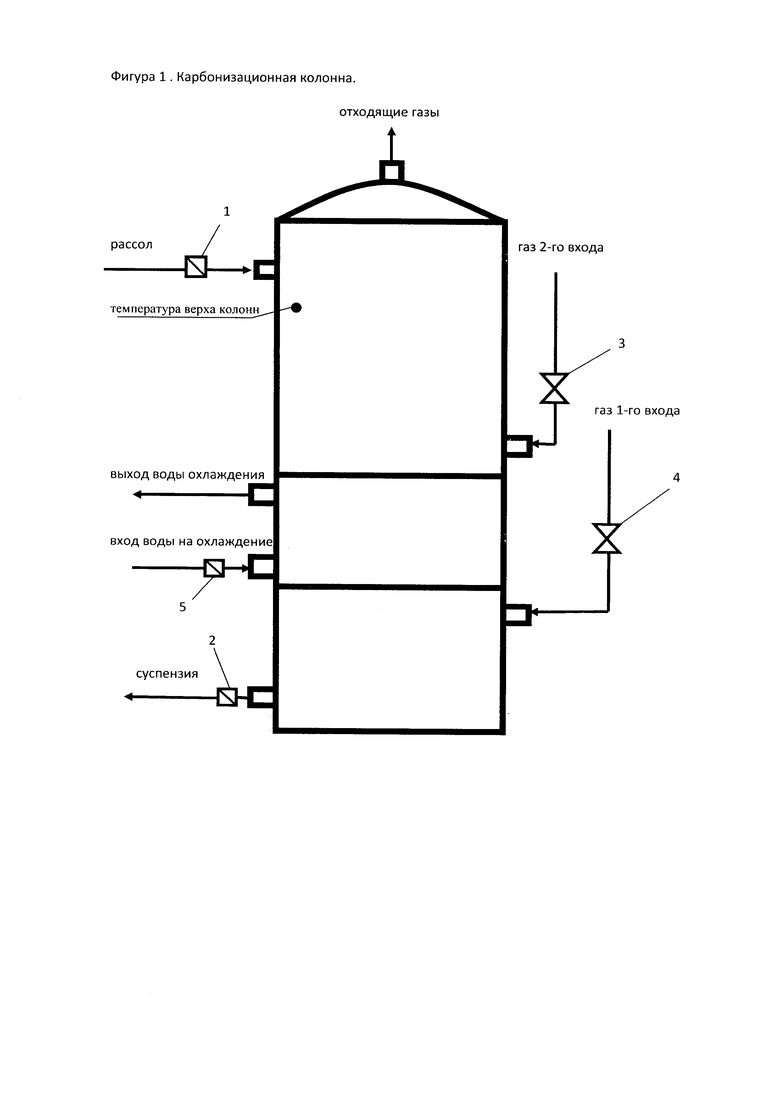
На фигуре 1 представлена карбонизационная колонна со всеми входящими и исходящими сырьевыми потоками, такими как: рассол, газы 1-го и 2-го входов, суспензия, отходящие газы и вход и выход воды для охлаждения суспензии. Так же на фигуре 1 представлены механизмы регулирования процесса карбонизации, такие позиции, как: 1 - дроссельная заслонка, регулирующая уровень жидкости в колонне; 2 - дроссельная заслонка, регулирующая выход суспензии из колонны в зависимости от температуры верха колонны; 3 - клапан регулирующий объем 2-го газа; 4 – клапан, регулирующий объем 1-го газа; 5 – клапан, регулирующий температуру суспензии на выходе из колонны. Помимо этого, на фигуре 1 показано положение регулятора температуры верха колонны на самой колонне.
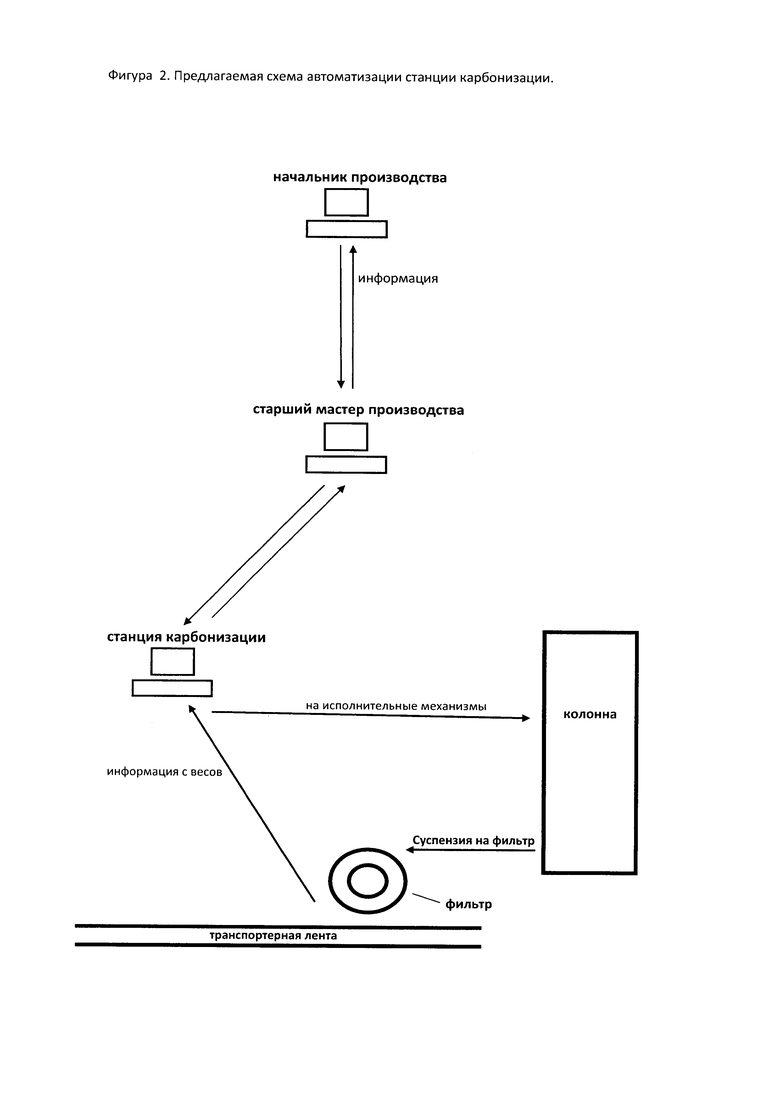
На фигуре 2 изображена предлагаемая принципиальная схема автоматизации станции карбонизации. А именно, начальник производства на своем компьютере устанавливает необходимое количество кальцинированной соды на месяц, данная информация передается на компьютер старшему мастеру производства и на компьютер отделения карбонизации. На станции карбонизации это значение делится на минуты и в режиме реального времени, анализируя показания с электронных весов, путем воздействия на исполнительные механизмы выводит значение до нужного. Так как компьютеры "завязаны" одной сетью, то в режиме реального времени за работой станции могут следить как старший мастер, так и начальник производства.
Осуществление изобретения
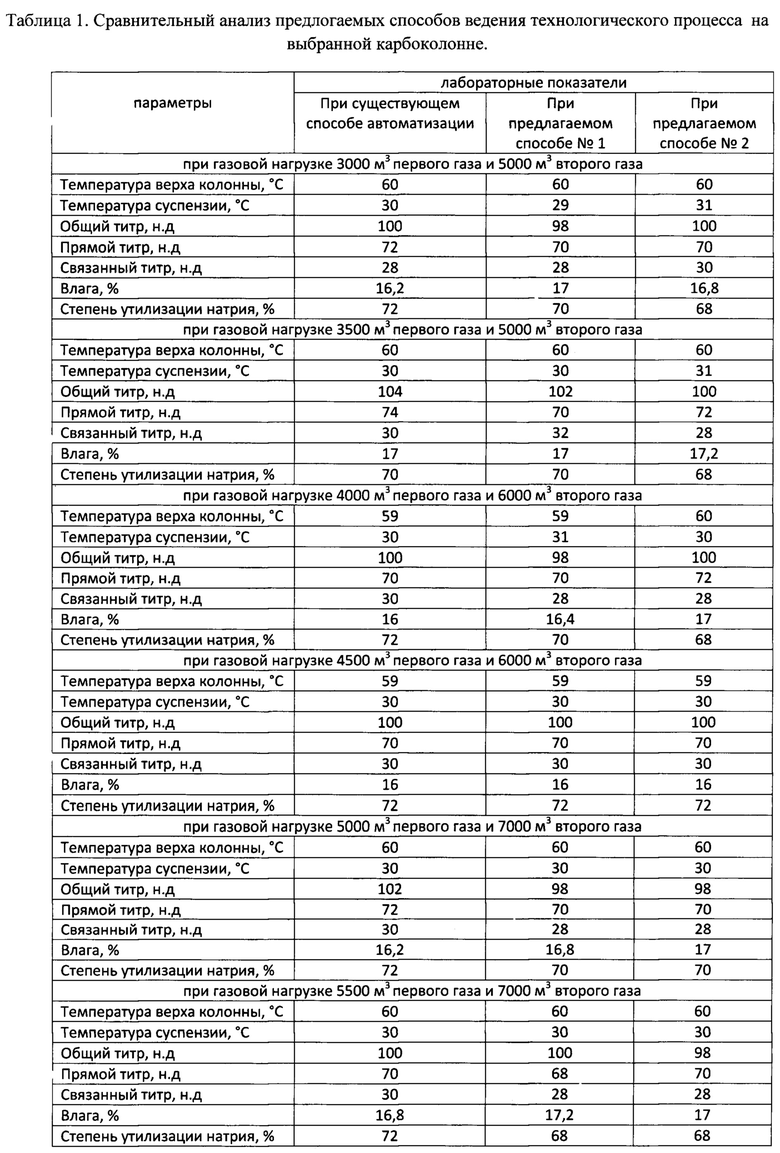
В таблице 1 представлен сравнительный анализ предлагаемых способов автоматизации технологического процесса на выбранной колонне. Из таблицы видно, что температурный режим и нормы технологического регламента сильно не изменились. Это значит, что сам химизм, протекающий в колонне, не изменился, а значит, предлагаемые способы автоматизации не отражаются на качестве готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения очищенного бикарбоната натрия | 1980 |
|
SU941289A1 |
| Способ автоматического управления процессом карбонизации в производстве соды | 1976 |
|
SU606815A1 |
| Способ автоматического управления процессом поглощения газа и устройство для его осуществления | 1980 |
|
SU929559A1 |
| СПОСОБ КАРБОНИЗАЦИИ АММОНИЗИРОВАННОГО РАССОЛА В ПРОИЗВОДСТВЕ КАЛЬЦИНИРОВАННОЙ СОДЫ АММИАЧНЫМ СПОСОБОМ И КАРБОНИЗАЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2209181C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛЬЦИНИРОВАННОЙ СОДЫ АММИАЧНЫМ МЕТОДОМ | 2007 |
|
RU2381177C2 |
| СПОСОБ КАРБОНИЗАЦИИ АММОНИЗИРОВАННОГО РАССОЛА В ПРОИЗВОДСТВЕ КАЛЬЦИНИРОВАННОЙ СОДЫ АММИАЧНЫМ СПОСОБОМ И КАРБОНИЗАЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2258034C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛЬЦИНИРОВАННОЙ СОДЫ | 2001 |
|
RU2213056C2 |
| Способ получения кальцинированной соды из природного содосодержащего сырья | 2020 |
|
RU2736461C1 |
| Устройство для автоматического управления процессом регенерации аммиака в дистилляционной колонне производства соды | 1984 |
|
SU1255571A1 |
| Способ регулирования процесса предварительной карбонизации аммонизированного рассола в производстве соды | 1977 |
|
SU734143A1 |
Изобретение может быть использовано в химической промышленности. Способ автоматизации отделения карбонизации в производстве кальцинированной соды аммиачным способом включает использование дросселя 1, регулирующего уровень жидкости в колонне, дросселя 2, регулирующего выход суспензии из колонны в зависимости от температуры верха колонны, клапанов 3 и 4, регулирующих объемы на вводах 2-го и 1-го газов соответственно, дросселя 5, регулирующего температуру суспензии на выходе из колонны. С помощью компьютера на станции карбонизации делят заданный объем готового продукта на минуты. Сверяют полученное значение с количеством готового продукта, проходящим в данный момент времени по установленным на станции фильтрации весам. Затем подгоняют это значение до необходимого автоматически путем изменения положения дросселя 2 на трубопроводе суспензии или путем открывания или закрывания клапанов 3 и 4, регулирующих объем на вводах 1-го и 2-го газов. Изобретение позволяет получать необходимое количество готовой продукции, экономить сырье и электроэнергию, повысить стабильность управления процессами карбонизации. 2 н.п. ф-лы, 2 ил., 1 табл.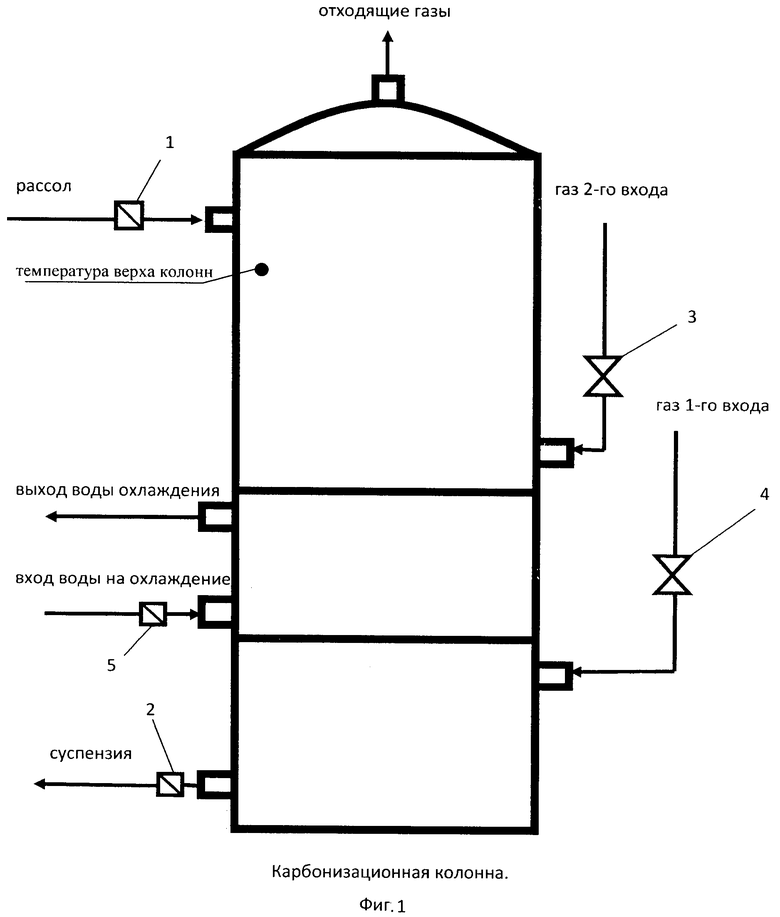
1. Способ автоматизации отделения карбонизации на производстве кальцинированной соды аммиачным способом, отличающийся тем, что он включает использование дросселя 1, регулирующего уровень жидкости в колонне, дросселя 2, регулирующего выход суспензии из колонны в зависимости от температуры верха колонны, клапанов 3 и 4, регулирующих объемы на вводах 2-го и 1-го газов соответственно, дросселя 5, регулирующего температуру суспензии на выходе из колонны, причем с помощью компьютера на станции карбонизации делят заданный объем готового продукта на минуты, сверяют с количеством готового продукта, проходящим в данный момент времени по установленным на станции фильтрации весам, и подгоняют это значение до необходимого автоматически путем изменения положения дросселя 2 на трубопроводе суспензии.
2. Способ автоматизации отделения карбонизации на производстве кальцинированной соды аммиачным способом, отличающийся тем, что он включает использование дросселя 1, регулирующего уровень жидкости в колонне, дросселя 2, регулирующего выход суспензии из колонны в зависимости от температуры верха колонны, клапанов 3 и 4, регулирующих объемы на вводах 2-го и 1-го газов соответственно, дросселя 5, регулирующего температуру суспензии на выходе из колонны, причем с помощью компьютера на станции карбонизации делят заданный объем готового продукта на минуты, сверяют с количеством готового продукта, проходящим в данный момент времени по установленным на станции фильтрации весам, и подгоняют это значение до необходимого автоматически путем открывания или закрывания клапанов 3 и 4, регулирующих объем на вводах 1-го и 2-го газов.
| Способ регулирования процесса карбонизации в производстве соды | 1972 |
|
SU513932A1 |
| Гибкое манжетное уплотнение для вала | 1946 |
|
SU73324A1 |
| Способ автоматического регулирования процесса предкарбонизации в производстве соды | 1975 |
|
SU567670A1 |
| Способ автоматического управления процессом поглощения газа и устройство для его осуществления | 1980 |
|
SU929559A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РАБОТОЙ КАРБОНИЗАЦИОННЫХ КОЛОНН | 0 |
|
SU385916A1 |
| US 3281206 A1, 25.10.1966. | |||

