Изобретение относится к приготовлению напитков или т.п. из экстрагируемого материала, например, молотого кофе, который содержится в капсуле. В частности, оно относится к капсуле с экстрагируемым материалом, а также к способу изготовления такой капсулы.
Экстракционные устройства для приготовления напитков из экстрагируемого материала, имеющегося в порционной упаковке, известны например, как кофемашины, кофеварки эспрессо или также чаеварки, при этом они по-прежнему пользуются все большей популярностью. Во многих соответствующих системах порционные упаковки выполнены в виде капсул, в которых экстрагируемый материал закрыт, например, воздухонепроницаемым образом. Капсула прокалывается на двух противоположных сторонах для экстрагирования. Текучая среда для заваривания - как правило, горячая вода - вводится на первой стороне. Заварной продукт выводится из капсулы на второй стороне. Таким образом, во внутренней части капсулы должно преобладать значительное давление, например, 5-20 бар - однако оно меньше для фильтрового кофе или чая - в зависимости от приготовляемого напитка и системы.
В частности, в качестве материалов для капсулы известно применение алюминия и пластика, например, полипропилена. Алюминиевые капсулы обеспечивают очень хорошую сохранность (сохранение аромата) экстрагируемого материала, однако их изготовление очень энергоемко. Полипропиленовые капсулы имеют преимущество в отношении затрат энергии и утилизации, однако они налагают повышенные требования к прокалывающему механизму и сохранности аромата.
Порционная капсула для кофе, которая имеет приблизительно форму куба и в отличие от известных чашеобразных капсул не имеет окружного краевого выступа на плоскости одной (с верхней стороны) поверхности крышки, известна из WO 2010/118543. Такой окружной краевой выступ необходим в капсульных системах в соответствии с уровнем техники, во-первых, для направления капсулы при вставке в экстракционное устройство и удержания ее в промежуточном положении после вставки. Во-вторых, краевой выступ на плоскости поверхности крышки с верхней стороны необходим для того, чтобы обеспечить возможность уплотнения капсулы при введении текучей среды для заваривания, посредством зажима в краевом выступе между соответствующими уплотнительными элементами экстракционного устройства так, чтобы находящаяся под давлением текучая среда для заваривания не могла течь мимо капсулы. В-третьих, такой краевой выступ необходим для закрытия капсулы путем ультразвуковой сварки или термической сварки посредством плоской крышки (которая также может быть выполнена в виде фольги). Этот краевой выступ необходим для размещения устройства направления энергии в случае закрытия путем ультразвуковой сварки. В случае закрытия капсулы путем термической сварки краевой выступ необходим для того, чтобы крышка лежала на достаточно большой поверхности. В отличие от этого, в соответствии с WO 2010/118543 используется выпуклая крышка, при этом закрытие обеспечивается, например, путем ультразвуковой сварки с разрезанием. Капсула, изготовленная согласно раскрытию WO 2010/118543, соответственно независимо от ее («кубической») формы, имеет сварочный шов, который проходит между плоскостями, образованными поверхностью крышки, и образует только минимальный краевой выступ, при этом его протяженность/боковая проекция существенно уменьшена по сравнению с краевым выступом известных капсул.
Капсула согласно WO 2010/118543 обладает существенными преимуществами, которые также описаны в данном документе. Однако при этом остается проблема, связанная с тем, чтобы надежно закрепить крышку на основном корпусе с учетом в то же время ограничений при определении размеров окружного сварочного шва.
Соответственно, задача настоящего изобретения заключается в дополнительном усовершенствовании капсул описанного в WO 2010/118543 типа для обеспечения надежного и, в частности, стойкого к давлению закрытия капсулы.
В соответствии с одним аспектом изобретения предложена капсула с экстрагируемого материалом, при этом указанная капсула содержит:
- основной корпус с нижней областью и с окружной боковой стенкой; и
- крышку, прикрепленную на основном корпусе;
- причем крышка прикреплена на основном корпусе вдоль окружного краевого выступа, при этом краевой выступ присоединяется к окружной боковой стенке по направлению к стороне крышки;
- при этом основной корпус в области краевого выступа имеет по существу прямоугольное поперечное сечение;
- причем крышка образует направленную наружу выпуклость, так что крышка способствует объему капсулы;
- при этом образована окружная поверхность, обращенная к стороне крышки, и указанная поверхность проходит от внешнего края краевого выступа до основания выпуклости;
- причем основание выпуклости смещено вовнутрь по сравнению с переходным участком между боковой стенкой и краевым выступом.
Основной корпус с нижней областью и окружной боковой стенкой образует своего рода чашу, которая закрыта крышкой. Таким образом, нижняя область может быть плоской, но это не является необходимым. Экстрагируемый материал сначала заполняется в чашу при изготовлении капсулы. В этом состоянии краевой выступ основного корпуса и/или также соответствующая противодействующая часть крышки может иметь избыточный размер, причем эти области отделяются в способе позже.
Как само по себе известно, экстрагируемый материал может быть слегка сжат путем подходящего прессования при заполнении в основной корпус. При закрытии капсулы крышкой, основной корпус затем удерживается таким образом, что его ось расположена вертикально, после чего крышка помещается сверху и затем прикрепляется. Таким образом, в частности, краевой выступ может удерживаться снизу с помощью удерживающего инструмента.
Смещение - измеренное между положениями наибольшей кривизны, в переходном участке между поверхностью со стороны крышки, образованной краевым выступом, и выпуклостью, и в переходном участке между поверхностью со стороны основного корпуса, образованной краевым выступом, и внешней поверхностью основного корпуса - составляет по меньшей мере 0,15 мм или 0,2 мм, например, по меньшей мере 0,3 мм.
Поверхность, обращенная к стороне крышки, проходит дальше вовнутрь по сравнению с размером краевого выступа посредством обсуждаемого смещения. Неожиданно было обнаружено, что этим обеспечиваются преимущества в отношении технологии производства. Инструмент, который в течение процесса ультразвуковой сварки - процесса ультразвуковой сварки с разрезанием или процесса ультразвуковой сварки, не комбинированного с процессом отделения/разрезания - применяется сверху, то есть со стороны крышки, в течение процесса термического соединения или, при необходимости, также в течение другого процесса соединения (например, путем приклеивания), в частности, может оказывать воздействие по большей площади без необходимости в большем растягивании краевого выступа посредством этого. Неожиданным является тот факт, что это оказывается предпочтительным, хотя в отличие от всего уровня техники, благодаря смещению, инструмент также взаимодействует там, где не имеется противодействующей части в виде дополнительного инструмента, поддерживающего краевой выступ, и, например, даже радиально внутри объема чаши.
То, что это может функционировать и не приводит просто к неэффективному надавливанию крышки вовнутрь в течение изготовления может, среди прочего, обуславливаться эффектом независимого повышения жесткости выпуклости крышки. Прямоугольная основная форма с образующимися посредством этого углами жесткости также может способствовать этому. Наконец, основной корпус в области части, соединяющейся с краевым выступом, опционально также может иметь направленное внутрь утолщение, что также способствует тому, что давлению инструмента также противодействует противодавление там, где инструмент не имеет непосредственно противодействующую часть в виде противодействующего инструмента, применяемого под краевым выступом.
В реальности точность размещения крышки на основном корпусе не является совершенной при изготовлении. Вследствие этого возникают отклонения в указанном смещении. Положение крышки может отклоняться в направлении x и y во всяком случае до 0,2 мм. Кроме того, крышка может быть слегка скрученной относительно основного корпуса, в частности, только в диапазоне до 2 0 или даже до 3°. По этой причине значения, которые описаны и заявлены в данном документе, всегда относятся к среднему значению.
Форма капсулы такова, что основной корпус в области краевого выступа по существу является прямоугольным, например, по существу квадратным в поперечном сечении. Сам краевой выступ - например, его внешний край - также может быть по существу прямоугольным, в частности квадратным. «По существу прямоугольный» или «по существу квадратный», в частности, не исключает закругленные углы.
Капсула в целом - за исключением обсуждаемого смещения и краевого выступа - может иметь форму куба или параллелепипеда, в частности, куба. В вариантах осуществления изобретения краевой выступ может выступать в поперечном направлении максимально на 2 мм, в частности, максимально на 1,5 мм. Форма куба не исключает наклон окружных боковых поверхностей к оси (перпендикулярно к нижней поверхности и/или поверхности крышки), например, максимально на 3°, в частности максимально на 2° или максимально на 1.5°, что, например, свойственно при изготовлении капсул посредством глубокой вытяжки.
Форма крышки, снаружи вовнутрь, может включать в себя область краевого выступа, образующую поверхность, обращенную к стороне крышки, изогнутую переходную область и среднюю плоскую область, образующую фактическую поверхность крышки с верхней стороны. Такая плоская область смещена наружу от плоскости краевого выступа благодаря переходной области, обеспечивающей выпуклость. Переходная область, например, может быть изогнута с S-образной формой или проходить с постоянной изогнутостью от внешней части, расположенной под углом к плоскости краевого выступа, по направлению к средней плоской области. Размеры, таким образом, выбраны, например, таким образом, что средняя плоская область является оптически доминирующей, например, посредством того, что она является такой же большой, как и нижняя поверхность, или только незначительно (например, максимально на 10%) меньше нижней поверхности. В частности, можно обеспечить, что эта плоская область занимает более чем 60% диаметра и, соответственно, по меньшей мере, 40% поверхности.
Основной корпус, а также крышка изготовлены, например, из пластика. В частности, можно предусмотреть, чтобы основной корпус и крышка состояли из одного и того же пластика. В качестве примера материала может быть упомянут полипропилен, при этом может быть вставлен барьерный слой, который имеет барьерные свойства в отношении кислорода и предотвращает диффузию кислорода в капсулу. Такой защитный слой, например, содержит сополимер этилена винилового спирта (EVOH). Толщина стенки в области основного корпуса, в частности, находится в диапазоне от 0,1 мм до 0,5 мм, предпочтительно от 0,2 мм до 0,4 мм, например, от 0,25 мм до 0,35 мм. То же самое также может относиться к толщине стенки крышки. В одном варианте осуществления изобретения толщина стенки крышки примерно соответствует толщине стенки основного корпуса.
Также рассматриваются другие пластики вместо полипропилена. Также не следует исключать применение данного изобретения к не пластикам.
Основной корпус может быть изготовлен способом глубокой вытяжки. В качестве альтернативы также рассматривается изготовление путем литья под давлением. То же самое относится и к крышке, причем способ глубокой вытяжки также может рассматриваться как способ тиснения вследствие его ограниченной глубины. Возможны комбинации с отлитым под давлением основным корпусом и полученной посредством глубокой вытяжки крышкой и наоборот.
С помощью варианта осуществления изобретения по существу с формой куба, внешняя длина ребер куба, например, составляет от 24 до 30 мм для величины наполнения приблизительно 6 г и приблизительно 10 г кофе. Не исключаются большие размеры, например, до 35 мм, для больших величин наполнения.
Способ изготовления капсулы описанного типа может содержать следующие этапы:
- обеспечивают основной корпус;
- наполняют основной корпус экстрагируемым материалом;
- размещают крышку на основном корпусе так, что основной корпус и крышка вместе образуют окружной краевой выступ;
- прикрепляют крышку на основном корпусе вдоль окружного краевого выступа при введении энергии.
Прикрепление крышки на основном корпусе в соответствии с первым вариантом осуществления изобретения обеспечивается посредством ультразвуковой сварки. В соответствии с первой возможностью применяется способ ультразвуковой сварки с разрезанием, с помощью которого также отделяют возможный выступающий край крышки и основного корпуса путем воздействия ультразвука. В соответствии со второй возможностью, такое отделение обеспечивают на отдельном этапе обработки, например, путем перфорирования.
В одном из вариантов осуществления изобретения - при этом он является опцией для обеих возможностей - устройство направления энергии расположено на крышке, а не на основном корпусе, для способа ультразвуковой сварки. Было обнаружено, что это является особенно предпочтительным для соединения между основным корпусом и крышкой.
Во втором варианте осуществления изобретения прикрепление крышки на основном корпусе обеспечивают посредством передачи тепла от нагретого инструмента. В третьем варианте осуществления изобретения прикрепление обеспечивают посредством лазерной сварки. В четвертом варианте осуществления изобретения это обеспечивается путем склеивания.
Также возможны комбинации, например наплавка адгезива посредством ультразвука и/или тепла (таким образом, на самом деле, способ пайки) или с использованием нагретого сонотрода, в комбинированном тепловом/ультразвуковом способе и т.д.
Ниже с помощью чертежей описаны варианты осуществления настоящего изобретения. На чертежах одинаковые номера позиции обозначают одинаковые или аналогичные элементы. Чертежи выполнены без соблюдения масштаба и показывают элементы, которые частично соответствуют друг другу в размерах, различающихся от фигуры к фигуре. На чертежах показаны:
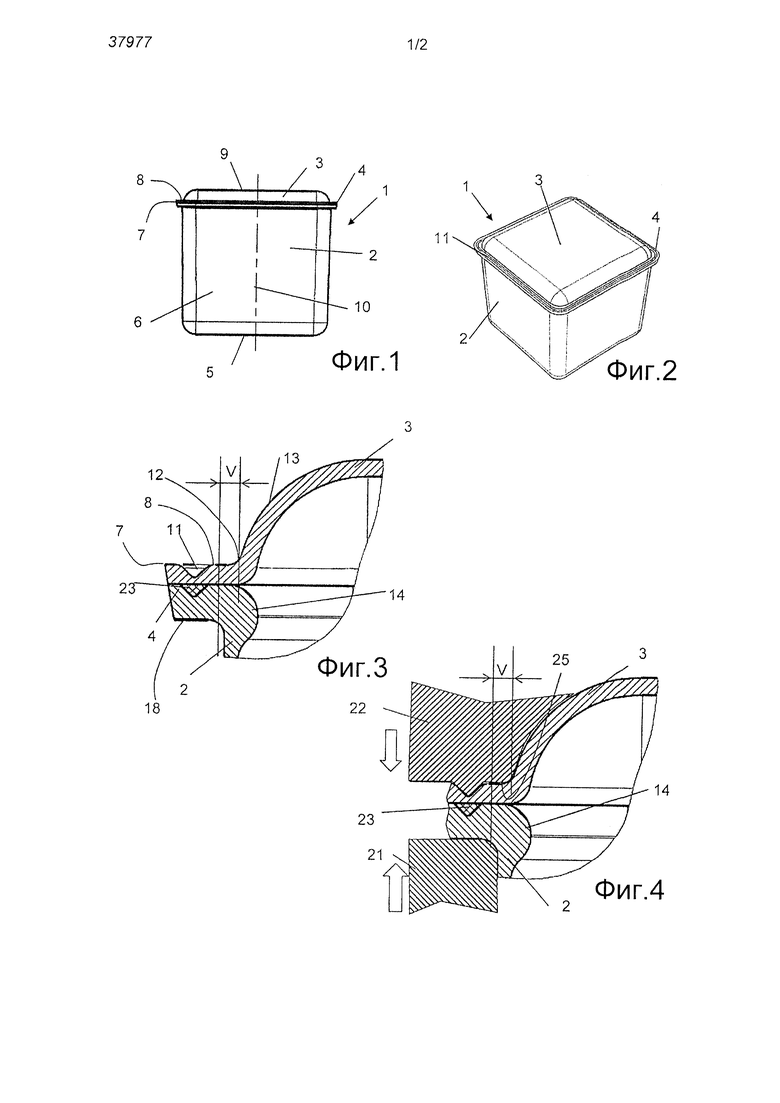
фиг. 1 - капсула в виде сбоку;
фиг. 2 - альтернативный вид капсулы в соответствии с фиг. 1;
фиг. 3 - вид капсулы в разрезе в области краевого выступа;
фиг. 4 - вид в разрезе в соответствии с фиг. 3, со схематически показанными инструментами;
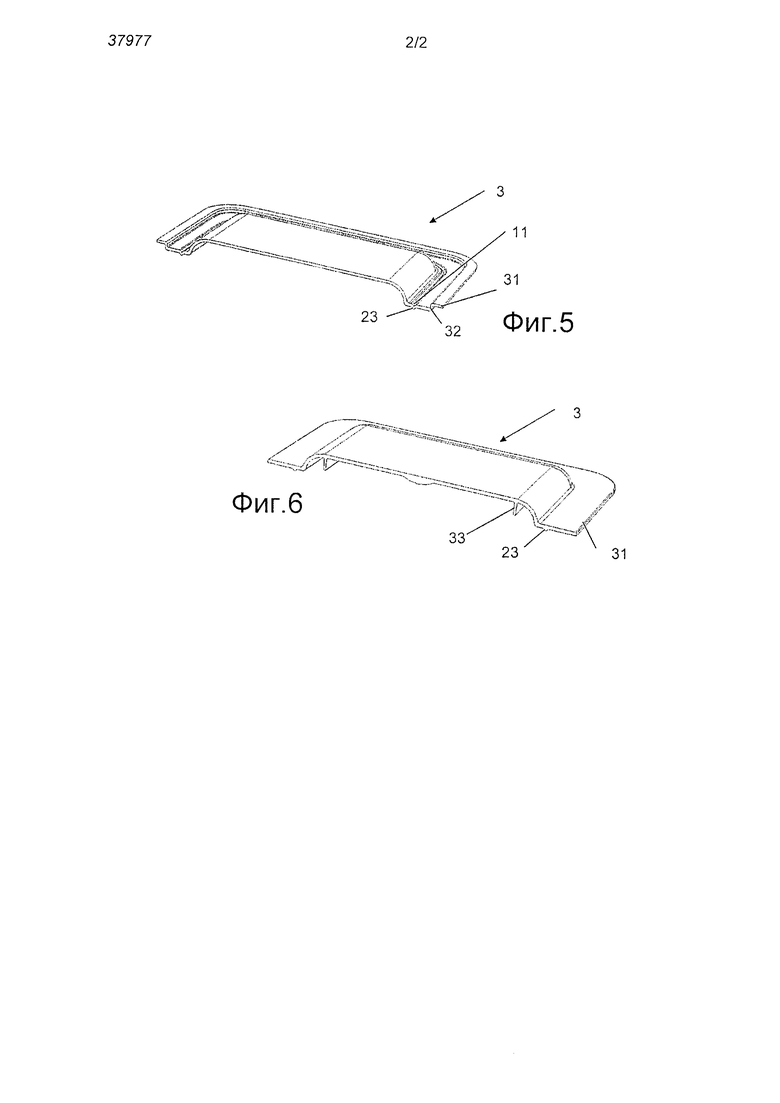
фиг. 5 - вид крышки, показанной в разрезе; и
фиг. 6 - вид альтернативной крышки, также показанной в разрезе.
Капсула 1 в соответствии с фиг. 1 и 2, заполненная экстрагируемым материалом - в частности, молотым кофе - по существу имеет форму куба с закругленными краями. Однако протяженность слегка увеличивается по направлению к стороне, лежащей в верхней части так, что капсула имеет форму усеченной пирамиды в строгом математическом смысле. Угол наклона поверхностей, которые на чертеже являются боковыми, относительно перпендикуляра к поверхности 5 основания - при этом, конечно, подразумевается, что плоскость, перпендикулярная к поверхности основания и проходящая через ребро между (нижней) поверхностью основания и соответствующей боковой поверхностью - очень мал и наиболее предпочтительно равен 2°, например, только приблизительно равен 1°. Кроме того, высота капсулы над поверхностью основания приблизительно соответствует длине ребер нижней поверхности.
Капсула содержит основной корпус (или чашу) 2 и крышку 3, прикрепленную на ней вдоль окружного краевого выступа 4. Основной корпус образует нижнюю часть 5 капсулы и окружную боковую стенку 6, которая, на ее конце, находящемся на внешней стороне относительно осевого направления (ось 10) и находящемся в верхней части на данной фигуре, завершается краевым выступом 4. Крышка выполнена выпуклой наружу посредством закрывающей поверхности 9, которая по существу параллельна нижней части 5 капсулы, смещенной наружу по отношению к окружному краевому выступу 4.
Окружной краевой выступ образует поверхность 8, которая обращена к стороне крышки и которая проходит от внешнего края 7 краевого выступа к основанию 12 выпуклости. На фиг. 3 показана увеличенная деталь капсулы в виде в разрезе. Как можно хорошо видеть, в частности, на этой фигуре, основание 12 смещено внутрь относительно переходного участка между краевым выступом 4 и окружной боковой стенкой, образованной основным корпусом 2. Смещение v, таким образом, значимо по сравнению с толщиной стенки капсулы; в частности, оно составляет по меньшей мере 0,2 мм. Смещение v, как показано на фиг. 3, измеряется между плоскостями, параллельными внешней поверхности основного корпуса в области краевого выступа 4 и проходящими через положение максимальной вогнутой кривизны в переходном участке между поверхностью 8 краевого выступа со стороны крышки и выпуклостью крышки и между поверхностью 18 краевого выступа 4 со стороны основного корпуса и внешней поверхностью основного корпуса.
Как можно видеть, в частности, на фиг. 1 и 3, крышка 8 между областью краевого выступа и фактической поверхностью 9 крышки образует переходную область 13, в которой стенка обладает кривизной и, таким образом, образует выпуклость. В показанном примере эта область, отходя от части, находящейся почти под прямым углом к плоскости краевого выступа и поверхностью 9 крышки, сливается с непрерывной выпуклой кривизной в плоскую область, образующую поверхность крышки. Вогнутая кривизна является, таким образом, большой (т.е. радиус кривизны мал) на основании 12. Однако также можно согласовать вогнутую и выпуклую кривизну друг с другом в большей степени, посредством чего в результате может быть обеспечен ход кривой с S-образной формой в поперечном сечении. Посредством ограничения переходной области в отношении поверхности обеспечивается то, что средняя плоская область составляет большую часть поверхности крышки (по меньшей мере 40%) и, таким образом, форма куба или параллелепипеда в целом не оказывается нарушенной.
На фиг. 2, 3 также показана канавка 11 в области окружного краевого выступа 4 на поверхности 8. Такая канавка может иметься, если крышка изготовлена путем глубокой вытяжки (или тиснения) и на крышке имеется устройство 23 направления энергии для приваривания крышки 3 к основному корпусу 2. Такая канавка отсутствует в других вариантах осуществления -например, если устройства направления энергии нет на крышке или если крышку изготавливают путем литья под давлением, несмотря на наличие устройства направления энергии.
Опциональное утолщение 14 видно также в переходном участке между окружной боковой стенкой и краевым выступом на фиг. 3. Такое утолщение служит для дополнительной жесткости.
На фиг. 4 очень схематично показана конфигурация в течение закрытия капсулы. Первый инструмент 21 - например, «наковальня» - поддерживает капсулу от нижней части вдоль окружного краевого выступа, в то время как второй инструмент 22 взаимодействует сверху. Энергия для сварки основного корпуса 2 и крышки 3 может быть подведена, например, от второго инструмента 22, при этом эта энергия может быть обеспечена в виде ультразвука или в качестве тепловой энергии. Окружной краевой выступ может проходить дальше к внешней стороне в начале процесса прикрепления, при этом его лежащие снаружи части могут быть затем отделены, например, в течение процесса прикрепления с помощью способа ультразвуковой сварки с разрезанием (инструменты 21, 22 выполнены с соответствующей формой в отличие от данного очень схематичного представления), или такие выступающие далее в боковом направлении части могут быть отделены на отдельном последующем рабочем этапе. Подробности процесса прикрепления и отделения выступающей части краевого выступа не являются предметом настоящего изобретения и не объясняются более подробно в данном документе.
Как видно из фиг. 4, второй инструмент 22, который подводит энергию, может быть применен далее радиально внутри за счет смещения v, которое обсуждалось выше. Лежащая радиально внутри область 25 начинается, таким образом, там, где не имеется противодействующей части в виде первого инструмента и давление инструмента не наталкивается непосредственно на противодавление.
Было установлено, что это является предпочтительным в отношении прочности соединения, и, в частности, несмотря на тот факт, что первый инструмент 21 не может непосредственно оказывать противодействующую силу во внутренней области, поскольку он применяется далее снаружи, чем второй инструмент 22, который подводит энергию. Это преимущество, как объяснено выше, происходит от собственной жесткости основного корпуса и крышки вследствие их формы, при этом собственная жесткость в данном случае дополнительно увеличивается посредством утолщения 14.
Это преимущество также существует в случае способов ультразвуковой сварки с помощью устройства направления энергии - положение такого устройства 23 направления энергии показано на фиг. 3 и 4 - даже если устройство 23 направления энергии находится в области, в которой первый инструмент 21 может оказывать противодействующую силу, как показано на этой фигуре.
На фиг. 5 можно видеть крышку 3 перед прикреплением на основном корпусе. На фиг. 5 можно видеть устройство 23 направления энергии, которое, в отличие от капсул из уровня техники, образовано на крышке, а не на основном корпусе. Также показана выступающая часть 31, которую отделяют при прикреплении на основном корпусе или после него - во всяком случае, вместе с выступающей частью краевого выступа на основном корпусе. На выступающей части также образовано плечо 32, которое служит в качестве вспомогательного средства при размещении по отношению к основному корпусу.
Крышка 3 в соответствии с фиг. 6 отличается от крышки в соответствии с фиг. 5 тем, что она не изготовлена путем глубокой вытяжки или тиснения, а путем литья под давлением. По этой причине она не обязательно образует канавку 11 на внешней стороне устройства 23 направления энергии. В качестве вспомогательного средства размещения вместо плеча имеется ребро 33, выступающее внутрь на внутренней стороне.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРЦИОННАЯ КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРНОГО ПРОДУКТА | 2014 |
|
RU2664313C2 |
| ПОРЦИОННАЯ КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРНОГО ПРОДУКТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2664314C2 |
| СПОСОБ И СИСТЕМА ПРИГОТОВЛЕНИЯ ЗАВАРИВАЕМОГО ПРОДУКТА | 2013 |
|
RU2636369C2 |
| КАПСУЛА ДЛЯ ЭКСТРАГИРУЕМОГО МАТЕРИАЛА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЗАВАРИВАНИЯ КОФЕ | 2010 |
|
RU2541273C2 |
| КАПСУЛА ДЛЯ ЭКСТРАГИРУЕМОГО МАТЕРИАЛА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЗАВАРИВАНИЯ КОФЕ | 2011 |
|
RU2615950C2 |
| ИНТЕГРАЛЬНЫЙ КАРТРИДЖ ДЛЯ ЭКСТРАГИРОВАНИЯ НАПИТКА ИЗ СЫПУЧЕГО ВЕЩЕСТВА | 2005 |
|
RU2376922C2 |
| МНОГОКОМПОНЕНТНАЯ ФАРМАЦЕВТИЧЕСКАЯ ДОЗИРОВАННАЯ ФОРМА | 2003 |
|
RU2325153C2 |
| НАСАДКА ДЛЯ ЗАВАРОЧНОГО ЧАЙНИКА | 2010 |
|
RU2523983C1 |
| ПОРЦИОННАЯ КАПСУЛА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА С ПОМОЩЬЮ ПОРЦИОННОЙ КАПСУЛЫ | 2015 |
|
RU2657689C9 |
| ВСТРОЕННЫЙ КАРТРИДЖ, СОДЕРЖАЩИЙ ВЕЩЕСТВО ДЛЯ ПОЛУЧЕНИЯ НАПИТКА | 2006 |
|
RU2397934C2 |
Капсула содержит основной корпус с нижней областью и окружной боковой стенкой и крышку, прикрепленную на основном корпусе, причем крышка прикреплена на основном корпусе вдоль окружного краевого выступа. Краевой выступ присоединен к окружной боковой стенке по направлению к стороне крышки, а основной корпус в области краевого выступа имеет по существу прямоугольное поперечное сечение. При этом крышка образует направленную наружу выпуклость, увеличивая объем капсулы, и образована также окружная поверхность, обращенная к стороне крышки, которая проходит от внешнего края краевого выступа до основания выпуклости. При этом основание выпуклости смещено вовнутрь по сравнению с переходным участком между боковой стенкой и краевым выступом. Изобретением является также и способ изготовления вышеописанной капсулы. Группа изобретений обеспечивает повышение надежности и упрощение изготовления. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Порционная капсула (1), наполненная экстрагируемым материалом для приготовления заварного продукта и содержащая:
- основной корпус (2) с нижней областью (5) и с окружной боковой стенкой (6); и
- крышку (3), прикрепленную на основном корпусе (2);
- причем основной корпус и крышка окружают экстрагируемый материал и крышка (3) прикреплена на основном корпусе (2) вдоль окружного краевого выступа (4), при этом указанный краевой выступ присоединяется к окружной боковой стенке (6) по направлению к стороне крышки;
- при этом основной корпус в области краевого выступа (4) имеет по существу прямоугольное поперечное сечение;
- причем крышка (3) образует направленную наружу выпуклость, так что крышка способствует объему капсулы;
- при этом образована окружная поверхность (8), обращенная к стороне крышки, и указанная поверхность проходит от внешнего края (7) краевого выступа (4) до основания (12) выпуклости;
- отличающаяся тем, что основание (12) выпуклости смещено вовнутрь по сравнению с переходным участком между боковой стенкой (6) и краевым выступом (4).
2. Капсула по п. 1, причем основание (12) выпуклости смещено вовнутрь по меньшей мере на 0,2 мм по сравнению с переходным участком между боковой стенкой (6) и краевым выступом (4).
3. Капсула по п. 1 или 2, причем основной корпус (2) и крышка (3) изготовлены из пластика.
4. Капсула по п. 3, причем основной корпус (2) и крышка (3) изготовлены посредством глубокой вытяжки.
5. Капсула по п. 3, причем основной корпус (2) и крышка (3) изготовлены посредством литья под давлением.
6. Капсула по любому из пп. 1, 2, 4, 5, причем основной корпус (2) и крышка (3) по существу имеют один и тот же состав материала.
7. Капсула по любому из пп. 1, 2, 4, 5, причем основной корпус (2) и крышка (3) имеют по существу одну и ту же толщину стенки.
8. Капсула по любому из пп. 1, 2, 4, 5, причем капсула имеет по существу форму куба за исключением краевого выступа.
9. Капсула по любому из пп. 1, 2, 4, 5, причем крышка, от внешней стороны к внутренней стороне, содержит область краевого выступа, образующую поверхность (8), обращенную к стороне крышки, изогнутую переходную область (13) и плоскую область (9), расположенную на расстоянии от плоскости поверхности (8).
10. Капсула по п. 9, причем плоская область (9) занимает по меньшей мере 40% поверхности крышки.
11. Капсула по любому из пп. 1, 2, 4, 5, 10, причем крышка содержит устройство направления энергии и прикреплена на основном корпусе посредством ультразвуковой сварки.
12. Способ изготовления капсулы по любому из пп. 1-11, содержащий этапы, на которых
- обеспечивают основной корпус (2);
- наполняют основной корпус экстрагируемым материалом;
- размещают крышку (3) на основном корпусе (2) так, что основной корпус и крышка вместе образуют окружной краевой выступ;
- прикрепляют крышку на основном корпусе вдоль окружного краевого выступа при введении энергии.
13. Способ по п. 12, в котором введение энергии выполняют с помощью ультразвука.
14. Способ по п. 13, в котором крышка (3) имеет окружное устройство (23) направления энергии.
15. Способ по п. 12, в котором введение энергии выполняют посредством лазера или передачи тепла от нагретого инструмента.
| WO 2010118543 A1, 21.10.2010 | |||
| Способ производства поликомпонентных консервированных кормов для кошек и собак из мяса птицы "Бриллиантовая линия" | 2017 |
|
RU2647317C1 |
| RU 2013105005 A - WO 2012/004133, 12.01.2012. | |||

