Область техники, к которой относится изобретение
Настоящее изобретение относится к растяжимой структуре для впитывающего изделия, формируемой путем прикрепления протяженных упругих и эластичных элементов в растянутом состоянии к листу; к впитывающему изделию, включающему в себя растяжимую структуру; и к способу формирования растяжимой структуры для впитывающего изделия.
Уровень техники
Например, одноразовый подгузник типа трусов включает в себя наружную оболочку, содержащую переднюю часть оболочки и заднюю часть оболочки, и внутренний узел, который включает в себя абсорбент и фиксируется на внутренней поверхности наружной оболочки. Передняя часть и задняя часть наружной оболочки скрепляются с обеих боковых сторон с образованием отверстия для талии и пары отверстий для правой и левой ноги.
В одноразовом подгузнике типа трусов протяженные упругие и эластичные элементы, такие как резиновые нити, фиксируют в растянутом состоянии на нескольких участках наружной оболочки вдоль направления по окружности с образованием при этом растяжимой структуры вдоль поясного участка для улучшения прилегания к телу человека. В частности, благодаря своему относительно хорошему прилеганию к телу человека, широко применяются подгузники, включающие в себя упругие и эластичные элементы поясной кромки, расположенные на кромочном участке отверстия для талии вдоль поперечного направления, и упругие и эластичные элементы нижнего поясного участка, расположенные вдоль поперечного направления ближе к участку промежности, чем упругие и эластичные элементы поясной кромки.
В то же время одноразовый подгузник ленточного типа содержит участок промежности, участок с вентральной стороны, доходящий до передней стороны участка промежности; участок со стороны спины, доходящий до задней стороны участка промежности; абсорбент, обеспечиваемый в области, включающей в себя участок промежности; застежки "липучки", выступающие с обеих боковых сторон заднего участка; и посадочные ленты, расположенные на наружной поверхности участка с вентральной стороны, на которые должны крепиться застежки "липучки". Чтобы разместить подгузник на теле пользователя, застежки "липучки" с обеих боковых сторон пояса поворачивают в направлении наружной поверхности участка вентральной стороны и крепят на посадочных лентах. Одноразовые подгузники ленточного типа широко применяются для детей младшего возраста, а также для пациентов, нуждающихся в уходе (взрослых). В общем случае, что касается прилегания к талии, одноразовые подгузники ленточного типа уступают одноразовым подгузникам типа трусов. Чтобы улучшить прилегание, на участке задней стороны и на застежках "липучках" фиксируют в растянутом состоянии протяженные упругие и эластичные элементы, такие как резиновые нити, вдоль поперечного направления с образованием при этом растяжимой структуры вокруг поясного участка.
Кроме того, для улучшения таких растяжимых структур были предложены растяжимые структуры, в которых два листовых материала скрепляются с промежутками в направлении растяжения и в продольном направлении, перпендикулярном направлению растяжения, с образованием при этом большого числа участков скрепления листов, и множество растяжимых протяженных упругих и эластичных элементов размещают независимо от двух листовых материалов таким образом, что они не проходят через скрепленные участки листов (таким образом, что они проходят через нескрепленные участки) между листовыми материалами (см. патентные документы 1 и 2. Такие растяжимые структуры далее также будут упоминаться как форма, скрепленная с промежутками в вертикальном направлении). Согласно предшествующему уровню техники, вертикально ориентированные участки скрепления листов образуют непрерывные в вертикальном направлении канавки, и участки между канавками образуют большие гофры, которые выступают в одинаковой степени, как на передней стороне, так и на задней стороне. Канавки улучшают воздухопроницаемость, и гофры придают изделию превосходную воздушность.
Для улучшения внешнего вида также была предложена растяжимая структура, в которой фиксированный участок упругих и эластичных элементов снаружи украшается оборкой (см. патентный документ 4).
Список цитируемой литературы
Патентные документы
Патентный документ 1: JP 2009-297096 A
Патентный документ 2: JP 2009-148447 A
Патентный документ 3: JP 2004-024304 A
Патентный документ 4: JP 2011-030791 A
Сущность изобретения
Техническая проблема
Однако в традиционной растяжимой структуре упругие и эластичные элементы помещают между двумя воздухопроницаемыми материалами, чтобы закрыть упругие и эластичные элементы, и существует ограничение в отношении уменьшения материальных затрат.
Главной целью настоящего изобретения является получение растяжимой структуры, позволяющей существенно уменьшить материальные затраты.
Решение проблемы
В настоящем изобретении для решения упомянутой выше проблемы применяется следующее.
Изобретение по п.1 формулы изобретения
Растяжимая структура для впитывающего изделия, содержащая: листовидный компонент, который состоит из одного воздухопроницаемого материала и содержит множество гофров, расположенных с интервалами таким образом, что они не перекрываются в опущенном состоянии; и участки между гофрами, перекрывающиеся в состоянии, в котором гофры опущены; и протяженные упругие и эластичные элементы, обеспечиваемые между сопряженными поверхностями гофров вдоль продольного направления гофров, в которой сопряженные поверхности гофров непрерывным образом или с промежутками скрепляют в продольном направлении гофров таким образом, что сопряженные поверхности каждого гофра не разделяются, по меньшей мере, на нижнем участке гофра; наружные поверхности гофра не скрепляют с участками между гофрами за исключением обоих продольных концов гофров; упругие и эластичные элементы размещают в гофрах на стороне, откидной по отношению к нижнему участку, и, по меньшей мере, оба конца упругих и эластичных элементов фиксируют между сопряженными поверхностями гофров; и гофры и участки между гофрами сжимаются при сокращении упругих и эластичных элементов.
Функционирование и эффект
В растяжимой структуре согласно настоящему изобретению один воздухопроницаемый материал содержит гофры и упругие и эластичные элементы, обеспечиваемые в гофрах, что позволяет существенно уменьшать материальные затраты по сравнению с традиционной растяжимой структурой, в которой упругие и эластичные элементы помещаются между двумя воздухопроницаемыми материалами. Кроме того, хотя число перекрывающихся материалов равно трем или более на участках, где опущенные гофры перекрывают участки между гофрами, гофры и участки между гофрами не скрепляются, а между гофрами и участками между гофрами образуются воздухопроницаемые зазоры благодаря формируемым при их сжатии складкам, при этом предотвращается уменьшение гибкости и воздухопроницаемости.
Изобретение по п.2 формулы изобретения
Растяжимая структура для впитывающего изделия по п.1, в которой упругие и эластичные элементы не фиксируют непрерывным образом в продольном направлении между сопряженными поверхностями гофров, и сопряженные поверхности гофров, за исключением, по меньшей мере, фиксированных участков упругих и эластичных элементов, не скрепляются на стороне, откидной по отношению к нижним участкам.
Функционирование и эффект
Такая структура делает гофры менее предрасположенными к уменьшению гибкости.
Изобретение по п.3 формулы изобретения
Растяжимая структура для впитывающего изделия по п.1 или 2 формулы изобретения, в которой гофры выступают со стороны, противоположной стороне, контактирующей с кожей; и участки между гофрами перекрывают сторону гофров со стороны кожи в опущенном состоянии.
Функционирование и эффект
В большинстве традиционных растяжимых структур со стороны упругих и эластичных элементов, обращенной к коже, расположен только один лист. При таком способе с большой вероятностью на коже возникают следы от натяжения кожи упругими и эластичными элементами, что может приводить к кожной сыпи. Для решения упомянутой проблемы слой с упругими и эластичными элементами, расположенный со стороны, обращенной к коже, можно утолщать путем увеличения числа листов, расположенных со стороны упругих и эластичных элементов, обращенной к коже. Однако при простом увеличении толщины невозможно избежать уменьшения воздухопроницаемости, и участки прикрепления упругих и эластичных элементов все еще будут контактировать непосредственно с кожей. Соответственно, увеличение толщины не дает высокого эффекта по предотвращению появления на коже следов от натяжения.
В отличие от этого согласно растяжимой структуре, описанной в п.3 формулы изобретения, гофры сжимаются и опускаются при сокращении упругих и эластичных элементов; стенные участки опустившихся гофров со стороны кожи и участки между гофрами располагаются со стороны упругих и эластичных элементов, обращенной к коже; и стенные участки гофров со стороны кожи и участки между гофрами увеличивают толщину благодаря формируемым при их сжатии складкам. То есть гофры содержат хорошо амортизирующие утолщенные участки, формируемые со стороны упругих и эластичных элементов, обращенной к коже. Кроме того, стенные участки гофров со стороны кожи увеличиваются по толщине благодаря формируемым при их сжатии складкам на стороне нижнего участка и на стороне откидного участка (гофров) с упругими и эластичными элементами, и, следовательно, сила натяжения упругих и эластичных элементов распределяется на стороне нижнего участка и на стороне откидного участка гофров. В связи с этим, даже когда упругие и эластичные элементы расположены ближе к стороне, обращенной к коже, чем сторона нижнего участка и сторона откидного участка, можно уменьшать величину силы натяжения. В результате, маловероятно, что на коже будут оставаться следы от натяжения упругих и эластичных элементов. Кроме того, на утолщенных участках гофров нет листовидных элементов, полностью скрепленных друг с другом, а большое число воздухопроницаемых зазоров образуется благодаря формируемым при сжатии складкам, предотвращая при этом уменьшение воздухопроницаемости. Соответственно такая растяжимая структура может сочетать в себе функции предотвращения уменьшения воздухопроницаемости и предотвращения появления следов на коже от натяжения протяженных упругих и эластичных элементов.
Изобретение по п.4 формулы изобретения
Растяжимая структура для впитывающего изделия по п.3 формулы изобретения, в которой обеспечивают большое число гофров вдоль поперечного направления, по меньшей мере, в одной из областей (передней и задней) впитывающего изделия, и опускают гофры в одинаковом направлении, по меньшей мере, в каждой области, содержащей гофры.
Функционирование и эффект
Когда размещают большое число гофров, опускание гофров в одинаковом направлении позволяет обеспечить единообразный внешний вид и облегчить производство изделий.
Изобретение по п.5 формулы изобретения
Растяжимая структура для впитывающего изделия по п.3 или 4 формулы изобретения, в которой высота выступающей части гофров составляет от 1/10 до 1/2 интервала между гофрами.
Функционирование и эффект
Если высоту выступающей части гофров установить равной интервалу между гофрами, тройное перекрытие листов воздухопроницаемого материала становится слишком толстым. В связи с этим желательно устанавливать высоту выступающей части в упомянутом выше диапазоне.
Изобретение по п.6 формулы изобретения
Растяжимая структура для впитывающего изделия по п.3 или 4 формулы изобретения, в которой упругие и эластичные элементы размещают таким образом, что они проходят между нижними участками и концевыми участками гофров и проходят через место, отнесенное на некоторое расстояние от нижних участков и от концевых участков; и сопряженные поверхности гофров, за исключением, по меньшей мере, фиксированных участков упругих и эластичных элементов, не скрепляются на стороне, откидной по отношению к нижнему участку.
Функционирование и эффект
Согласно такой структуре образуются более толстые складки, формируемые при сжимании гофров, для еще большего увеличения описанного выше эффекта согласно настоящему изобретению.
Изобретение по п.7 формулы изобретения
Растяжимая структура для впитывающего изделия по п.3, 4 и 6 формулы изобретения, в которой высота выступающей части гофров превышает интервал между гофрами.
Функционирование и эффект
В случае обеспечения большого количества гофров и увеличения высоты выступающей части гофров до величины, превышающей интервал между гофрами, расположенные рядом гофры перекрывают друг друга, еще больше утолщая участки оболочки. Это еще больше увеличивает описанный выше эффект согласно настоящему изобретению.
Изобретение по п.8
Растяжимая структура для впитывающего изделия согласно любому из п.п.1-7 формулы изобретения, в которой сопряженные поверхности гофров скрепляют с помощью участков скрепления, которые с промежутками размещены в направлении растяжения, и непрерывно в направлении, пересекающем направление растяжения; на участках скрепления гофры фиксируют в опущенном состоянии; и между сопряженными поверхностями гофров фиксируют упругие и эластичные элементы.
Функционирование и эффект
Благодаря использованию такой формы скрепления, формируемые при сжатии складки, тянущиеся вдоль направления растяжения, образуются с промежутками в направлении растяжения, создавая превосходную воздухопроницаемость и внешний вид.
Изобретение по п.9 формулы изобретения
Впитывающее изделие, содержащее растяжимую структуру для впитывающего изделия по любому из п.п.1-8 формулы изобретения.
Функционирование и эффект
Возникают такие же положительные эффекты, как эффекты, описанные в упомянутых выше п.п. формулы изобретения.
Изобретение по п.10 формулы изобретения
Впитывающее изделие по п.9 формулы изобретения, в котором впитывающее изделие представляет собой одноразовый подгузник типа трусов, включающий в себя: наружный компонент, состоящую из передней части компонента и задней части компонента, взятых по отдельности или составляющих единое целое; и внутренний компонент, который включает в себя абсорбент и закрепляется на внутренней поверхности наружного компонента; причем передняя часть наружного компонента и задняя часть наружного компонента скрепляются с обеих боковых сторон с образованием при этом участков бокового скрепления, при этом образуется кольцеобразный поясной участок, отверстие для талии и пара отверстий для правой и левой ноги; при этом в области наружного компонента обеспечивается растяжимая структура, включающая, по меньшей мере, область с обеих боковых сторон внутреннего компонента, помещенного посредине в направлении по ширине, таким образом, что продольное направление гофров совпадает с направлением по ширине.
Функционирование и эффект
Растяжимая структура согласно настоящему изобретению подходит для области наружного компонента одноразового подгузника типа трусов, расположенного, по меньшей мере, с обеих боковых сторон внутреннего компонента в направлении по ширине.
Изобретение по п.11 формулы изобретения
Впитывающее изделие по п.10 формулы изобретения, в котором наружный компонент состоит из переднего наружного компонента, образующего переднюю часть компонента, и задний наружный компонент, образующий заднюю часть компонента; причем передний наружный компонент и задний наружный компонент не являются непрерывными, а отстоят друг от друга на стороне участка промежности и, по меньшей мере, один из наружных компонентов содержит гофры, формируемые от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением по ширине; и с помощью гофров формируется растяжимая структура в области, включающей в себя, по меньшей мере, область с обеих боковых сторон внутреннего компонента, помещенного посредине в поперечном направлении; причем высота выступающей части гофров постепенно уменьшается от участков бокового скрепления с обеих боковых сторон к центру в поперечном направлении, и кромки с боковой стороны участка промежности выступают в сторону промежности.
Функционирование и эффект
Растяжимая структура согласно настоящему изобретению подходит для наружного компонента одноразового подгузника типа трусов. Одноразовые подгузники типа трусов делятся на подгузники с наружным компонентом неделимого типа, в которых наружный компонент формируют как единое целое с передней и задней стороны, и на подгузники с наружным компонентом раздельного типа, в которых наружный компонент делится на переднюю и заднюю стороны, которые отстоят друг от друга на стороне участка промежности. Наружный компонент разделенного пополам типа имеет преимущество в том, что нет необходимости проделывать отверстия для ног, предназначенные для прохождения ног пользователя, или необходимо проделывать отверстия для ног только небольшой площади. То есть, если отрезанные куски (далее, также упоминаемые как обрезки) удаляются в виде отходов, можно сокращать материальные потери, возникающие из-за обрезков (далее, также упоминаемые как потери на обрезку). Однако любые попытки полностью исключить потери на обрезку были бы невозможны в случае формирования кромок отверстий для ног вдоль границ паховой области и ягодиц. Соответственно, принимая во внимание подгонку вокруг ног, необходимо частично отрезать кромки с боковой стороны участка промежности даже в случае наружного компонента разделенного пополам типа, тем самым, делая невозможным полное исключение потерь на обрезку. В то же время при использовании растяжимой структуры согласно настоящему изобретению с постепенным уменьшением высоты выступающей части гофров от участков бокового скрепления с обеих боковых сторон к центру в направлении по ширине, как описано выше, длина в направлении "перед-зад", необходимая для формирования гофров, становится меньше к центру в поперечном направлении. Кроме того, благодаря распространению неиспользованного участка до стороны участка промежности гофры наружного компонента со стороны участка промежности могут выступать в сторону промежности. В результате можно формировать кромки наружного компонента вокруг ног с боковой стороны участка промежности, доводя их до обеих боковых сторон внутреннего узла в поперечном направлении вдоль границ паховой области и ягодиц.
Изобретение по п.12 формулы изобретения
Впитывающее изделие по п.10 или 11 формулы изобретения, в котором наружная оболочка состоит из переднего наружного компонента, образующего переднюю часть компонента, и заднего наружного компонента, образующей заднюю часть компонента; причем передний наружный компонент и задний наружный компонент не являются непрерывными, а отстоят друг от друга на стороне участка промежности, и, по меньшей мере, один из наружных компонентов содержит гофры, формируемые от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением по ширине; и содержит продольные разрезы между гофрами на центральном участке в направлении по ширине вдоль продольного направления гофров, причем продольные разрезы увеличиваются по ширине на стороне участка промежности так, что кромки боковой стороны участка промежности возрастают в сторону промежности.
Функционирование и эффект
Растяжимая структура согласно настоящему изобретению подходит для наружного компонента одноразового подгузника типа трусов. Одноразовые подгузники типа трусов делятся на подгузники с наружным компонентом неделимого типа, в которых наружный компонент формируют как единое целое с передней и задней стороны, и на подгузники с наружным компонентом раздельного типа, в которых наружный компонент делится на переднюю и заднюю стороны, которые отстоят друг от друга на стороне участка промежности. Наружный компонент разделенного пополам типа имеет преимущество в том, что нет необходимости проделывать отверстия для ног, предназначенные для прохождения ног пользователя, или следует проделывать отверстия для ног только небольшой площади. То есть, если отрезанные куски (далее, также упоминаемые как обрезки) удаляются в виде отходов, можно сокращать материальные потери, возникающие из-за обрезков (далее, также упоминаемые как потери на обрезку). Однако любые попытки полностью исключить потери на обрезку были бы невозможны в случае формирования кромок отверстий для ног вдоль границ паховой области и ягодиц. Соответственно, принимая во внимание подгонку вокруг ног, необходимо частично отрезать кромки с боковой стороны участка промежности даже в случае наружной оболочки разделенного пополам типа, тем самым, делая невозможным полное исключение потерь на обрезку. В то же время при формировании продольных разрезов между гофрами на центральном участке в направлении по ширине вдоль продольной стороны гофров и увеличении ширины продольных разрезов до боковой стороны участка промежности, кромки с боковой стороны участка промежности могут выступать в сторону промежности. В результате можно формировать кромки наружной оболочки вокруг ног с боковой стороны участка промежности, доводя их до обеих боковых сторон внутреннего компонента в поперечном направлении вдоль границ паховой области и ягодиц.
Изобретение по п.13 формулы изобретения
Впитывающее изделие по любому из п.п.10-12 формулы изобретения, в котором гофры формируют как на передней части наружного компонента, так и на задней части наружного компонента от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением по ширине, и гофры передней части компонента и гофры задней части компонента смещаются в направлении "перед-зад" таким образом, что гофры передней части компонента и гофры задней части компонента не перекрываются на участках бокового скрепления.
Функционирование и эффект
При использовании структуры, в которой гофры передней части компонента и гофры задней части компонента не перекрываются на участках бокового скрепления, сила разъединения на участках бокового скрепления меньше меняется в вертикальном направлении, и участки бокового скрепления легко отрываются друг от друга во время снятия одноразового подгузника типа трусов.
Изобретение по п.14 формулы изобретения
Способ формирования растяжимой структуры впитывающего изделия, согласно которому: приводят во вращение гофрообразующий вал с непрерывными канавками, размещенными по окружности наружной периферийной поверхности гофрообразующего вала, вокруг центра вала; укладывают непрерывный ленточный воздухопроницаемый материала вокруг наружной периферийной поверхности гофрообразующего вала и пропускают воздухопроницаемый материал в направлении вращения; подают удлиненные упругие и эластичные элементы в направлении поточной линии к месту прохождения канавки воздухопроницаемого материала с загрузочной стороны гофрообразующего вала, когда укладывают воздухопроницаемый материал вокруг периферийной поверхности гофрообразующего вала и пропускают в направлении вращения; устанавливают линейное натяжение воздухопроницаемого материала с загрузочной стороны гофрообразующего вала в качестве линейного натяжения, вызывая уменьшение ширины воздухопроницаемого материала; устанавливают линейное натяжение воздухопроницаемого материала со стороны выпуска с гофрообразующего вала в качестве линейного натяжения для возврата из процедуры уменьшения ширины; уменьшают линейное натяжение на гофрообразующем валу для того, чтобы ввести участок воздухопроницаемого материала, возвращенного после процедуры уменьшения ширины, в канавки под воздействием линейного натяжения упругих и эластичных элементов для формирования на воздухопроницаемом материале гофроподобных участков; последующее скрепление гофроподобных участков таким образом, что, по меньшей мере, сопряженные поверхности каждого гофроподобного участка на нижнем участке не разделяются; и жестко прикрепляют упругие и эластичные элементы на, по меньшей мере, участках, представляющих собой оба концевых участка упругого и эластичного элемента, между противоположными поверхностями гофроподобных участков после подачи упругих и эластичных элементов.
Функционирование и эффект
Растяжимую структуру, описанную в п.1 и других п.п., можно производить упомянутым выше способом. Уменьшение ширины относится к уменьшению ширины путем вытяжки материала в направлении поточной линии.
Изобретение по п.15 формулы изобретения
Способ формирования растяжимой структуры впитывающего изделия по п.14 формулы изобретения, в котором в качестве гофрообразующего вала применяют вал с возможностью изменения глубины канавок, расположенных по окружности, для изменения высоты выступающей части гофров в направлении поточной линии.
Функционирование и эффект
Растяжимую структуру по п.11 формулы изобретения можно производить упомянутым выше способом.
Изобретение по п.16 формулы изобретения
Способ формирования растяжимой структуры для впитывающего изделия, согласно которому: сгибают воздухопроницаемый материал для формирования гофров и участков компонент, перекрывающих сторону гофров со стороны кожи в опущенном состоянии; размещают удлиненные упругие и эластичные элементы в растянутом состоянии таким образом, чтобы они проходили между участками основания и участками вершин гофров; закрепляют, по меньшей мере, оба концевых участков упругих и эластичных элементов между противоположными поверхностями гофров; закрепляют сплошь или с промежутками сопряженные поверхности гофров вдоль продольного направления гофров таким образом, чтобы противоположные поверхности каждого гофра не разделялись на участке основания гофра; затем снимают растянутое состояние с упругих и эластичных элементов для сжатия гофров и участков компонентов при сокращении упругих и эластичных элементов с формированием при этом складок в гофрах и на участках компонентов.
Функционирование и эффект
Растяжимую структуру по п.1 и другим п.п. формулы изобретения можно производить упомянутым выше способом.
Положительные эффекты изобретения
Как описано выше, настоящее изобретение обеспечивает преимущество, которое можно придавать растяжимой структуре, позволяющее существенно уменьшать материальные затраты и прочее.
Далее изобретение пояснено более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - плоское изображение внутренней поверхности одноразового подгузника типа трусов в развернутом состоянии;
фиг.2 - плоское изображение наружной поверхности одноразового подгузника типа трусов в развернутом состоянии;
фиг.3 - изображение поперечного разреза подгузника с фиг.1 по линии 3-3;
фиг.4 - изображение поперечного разреза подгузника с фиг.1 по линии 4-4;
фиг.5 - изображение поперечного разреза подгузника с фиг.1 по линии 5-5;
фиг.6 - изображение поперечного разреза подгузника с фиг.1 по линии 6-6;
фиг.7 - изображение поперечного разреза трехмерных сборок в развернутом состоянии;
фиг.8 - перспективное изображение одноразового подгузника типа трусов;
фиг.9 - перспективное изображение растяжимой структуры;
фиг.10 - фотографии образца;
фиг.11 - схема, иллюстрирующая принцип уменьшения натяжения;
фиг.12 - плоское изображение наружной поверхности одноразового подгузника типа трусов в развернутом состоянии;
фиг.13 - изображение поперечного разреза подгузника с фиг.12 по линии 5-5;
фиг.14 - изображение поперечного разреза подгузника с фиг.12 по линии 6-6;
фиг.15 - фотография образца;
фиг.16 - увеличенное перспективное изображение основной части наружной поверхности одноразового подгузника типа трусов;
фиг.17 - схема производственной линии;
фиг.18 - перспективное изображение, схематично иллюстрирующее производственную линию;
фиг.19 - схематичные изображения гофрообразующих валов;
фиг.20 - перспективные изображения, схематично иллюстрирующие способ формирования гофров и способ фиксации упругих и эластичных элементов;
фиг.21 - перспективное изображение, схематично иллюстрирующее способ нанесения термоплавкого клея;
фиг.22 - пояснительные схемы, иллюстрирующие соотношение между уменьшением ширины и высотой выступающей части гофра;
фиг.23 - схемы изменений глубины канавки на гофрообразующем валу;
фиг.24 - схематичные изображения, иллюстрирующие принципы производства;
фиг.25(a) - перспективное изображение растяжимой структуры; на фиг.25(b) представлено изображение вертикального разреза на участке, который не является участком скрепления, и на фиг.25(c) представлено изображение вертикального разреза на участке скрепления; и
фиг.26 - перспективные изображения растяжимой структуры.
Описание вариантов осуществления изобретения
Варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на прилагаемые чертежи.
На фиг.1-8 показан один из примеров одноразового подгузника 100 типа трусов. Одноразовый подгузник 100 типа трусов состоит из наружного компонента или наружной оболочки 12, образующей наружную поверхность изделия, и внутреннего компонента или внутреннего узла 200, приклеенного к внутренней поверхности наружной оболочки 12. С помощью ссылочной позиции Y показана общая длина подгузника, и с помощью ссылочной позиции X показана общая ширина подгузника.
Внутренний узел 200 представляет собой участок, впитывающий и удерживающий экскременты и т.п., такие как моча; и наружная оболочка 12 представляет собой участок, который должен прилегать к одежде пользователя. Отмеченные пунктиром участки на изображениях поперечных разрезов показывают участки скрепления, где скрепляются элементы, составляющие подгузник. Участки скрепления формируют с применением термоплавкого клея путем нанесения сплошного клеевого покрытия, нанесения покрытия по бортику, нанесения покрытия поливом, нанесения покрытия по вершинам или спирального нанесения клеевого покрытия. В следующем описании термин "направление перед-зад" относится к направлению, связывающему вентральную сторону (переднюю сторону) и заднюю сторону (тыльную сторону); и термин "поперечное направление" относится к направлению (направление "вправо-влево"), перпендикулярному направлению "перед-зад". Термин "направление вверх-вниз" относится к направлению, которое становится перпендикулярным линии талии во время носки подгузника 100, то есть, когда подгузник 100 складывается вдвое на участке промежности таким образом, что передняя часть оболочки, и задняя часть оболочки, перекрываются друг с другом с обеих боковых сторон, другими словами, относится к направлению, связывающему отверстие WO для талии и участок промежности.
Внутренний узел
Внутренний узел 200 можно формировать в любой форме, хотя в проиллюстрированном варианте он является прямоугольным. Внутренний узел 200 представляет собой основную часть, выполняющую функцию поглощения, которая включает в себя лицевой лист 30, размещаемый со стороны тела пользователя, непроницаемый для жидкости лист 11 и впитывающий элемент 50, находящийся между упомянутыми листами, как показано на фиг.3-5. С помощью ссылочной позиции 40 показан прослоечный лист (второй лист), обеспечиваемый между лицевым листом 30 и впитывающим элементом 50 для быстрого перемещения жидкости, прошедшей через лицевой лист 30, к впитывающему элементу 50. С помощью ссылочной позиции 60 показаны стоячие трехмерные сборки 60, расположенные с обеих боковых сторон внутреннего узла 200 в направлении тела пользователя для предотвращения протечки экскрементов с обеих боковых сторон внутреннего узла 200.
Лицевой (верхний) лист
Лицевой лист 30 является проницаемым для жидкости и может представлять собой, например, лист пористого или непористого нетканого материала или пористый полимерный лист. Не существует особых ограничений в отношении исходных волокон, применяемых в нетканом материале. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такого как полиэтилен и полипропилен, сложного полиэфира или полиамида; восстановленные волокна, такие как вискоза или "купра"; натуральные волокна, такие как хлопок или т.п.; или смешанные волокна или композитные волокна, состоящие из двух или более типов упомянутых выше волокон. Нетканый материал можно производить с помощью любого способа переработки. Способ переработки может представлять собой любой из известных способов, такой, например, как способ "Спанлейс", способ "Спанбонд", способ термоскрепления, способ "Мельтблаун", иглопробивной способ, способ воздушной набивки и способ точечного скрепления. С точки зрения гибкости и драпируемости материала, способы "Спанбонд" и "Спанлейс" являются предпочтительными. С точки зрения пухлости и мягкости, предпочтительными являются способ воздушной набивки, способ точечного скрепления и способ термоскрепления.
Лицевой лист 30 может состоять из однослойного листа или многослойного листа, получаемого при склеивании двух или более листов друг с другом. Аналогичным образом лицевой лист 30 может состоять из одного листа или двух или более листов в направлении плоскости.
В случае использования трехмерных сборок 60 предпочтительно, чтобы обе боковые стороны лицевого листа 30 тянулись вплоть до задней стороны впитывающего элемента 50, в том числе между непроницаемым для жидкости листом 11 и трехмерными сборками 60, и приклеивались к непроницаемому для жидкости листу 11 и трехмерным сборкам 60 с помощью термоплавкого клея или т.п. для предотвращения просачивания жидкости.
Прослоечный (промежуточный) лист
Для быстрого перемещения жидкости, прошедшей через лицевой лист 30, к абсорбенту можно обеспечивать прослоечный лист 40 (также называемый "второй лист") с более высокой скоростью просачивания жидкости, чем у лицевого листа 30. Прослоечный лист 40 может не только обеспечивать быстрое перемещение жидкости к абсорбенту с улучшением впитывающих характеристик абсорбента, но также предотвращает явление "обратного потока" поглощенной жидкости из абсорбента, сохраняя при этом лицевой лист 30 в сухом состоянии. Прослоечный лист 40 может не применяться.
Прослоечный лист 40 можно изготавливать из того же материала, что и лицевой лист 30, или из материала "спанлейс", материала "спанбонд", SMS или целлюлозного нетканого материала, или материала, изготовленного из смеси целлюлозы и вискозы, нетканого материала точечного скрепления или, например, из крепированной бумаги. В частности, нетканый материал воздушной набивки является предпочтительным из-за его пухлости. В нетканом материале воздушной набивки предпочтительно применяются композитные волокна со структурой "сердцевина-оболочка". Приемлемой смолой для сердцевины является полипропилен (ПП), хотя предпочтительным является сложный полиэфир (ПЭТФ), обладающий высокой жесткостью. Основная масса волокна предпочтительно составляет от 20 до 80 г/м2, более предпочтительно от 25 до 60 г/м2. Толщина исходных волокон для нетканого материала предпочтительно составляет от 2,2 до 10 дтекс. Для увеличения пухлости нетканого материала все или некоторые из исходных волокон предпочтительно представляют собой волокна с эксцентриситетом сердцевины волокон относительно их оболочки, полые волокна или волокна с эксцентриситетом и полые волокна.
Прослоечный лист 40 в проиллюстрированном варианте подгузника расположен в центральной части поверхности абсорбента 56 и является более узким, чем абсорбент 56. Альтернативно можно обеспечивать прослоечный лист 40 по всей ширине абсорбента 56. Прослоечный лист 40 может быть такой же длины, что и абсорбент 56, или может быть короче, чем абсорбент 56, находясь при этом в пределах центральной области абсорбента, предназначенной для приема жидкости.
Непроницаемый для жидкости лист
Не существует особого ограничения в отношении материала для изготовления непроницаемого для жидкости листа 11. Например, непроницаемый для жидкости лист 11 может представлять собой полимерную пленку, изготовленную из олефиновой смолы, такой как полиэтиленовая и полипропиленовая смола; нетканый материал с ламинированной на поверхности нетканого материала полимерной пленкой; многослойный лист, в котором нетканый материал накладывается на полимерную пленку, или т.п. Непроницаемый для жидкости лист 11 предпочтительно изготавливают из непроницаемого для жидкости и влагопроницаемого материала, который предпочтительно применяется в последние годы, с точки зрения предотвращения появления затхлости. В качестве широко применяемой влагопроницаемой полимерной пленки известна микропористая полимерная пленка, которую получают формованием из расплава олефиновой смолы, такой как полиэтиленовая или полипропиленовая смола и т.п., содержащей замешанный в нее неорганический наполнитель, с образованием при этом листа и последующей вытяжкой листа в одном или двух направлениях. Кроме того, непроницаемый для жидкости лист 11 может представлять собой нетканый материал из ультратонких волокон типа материала "микроденье", или может представлять собой непроницаемый для жидкости лист, который формуют без применения полимерной пленки, путем улучшения характеристик, не допускающих протечек, связанных с уменьшением размера зазоров между волокнами с применением нагревания или давления, или путем покрытия листа смолой с высоким водопоглощением, гидрофобной смолой или водоотталкивающим средством.
Для улучшения не допускающих протечек характеристик непроницаемый для жидкости лист 11 предпочтительно тянется по обеим боковым сторонам впитывающего элемента 50 до обеих боковых сторон впитывающего элемента 50 со стороны лицевого листа 30. Соответствующая ширина выступающих участков составляет приблизительно от 5 до 20 мм с каждой из боковых сторон (правой и левой).
С внутренней стороны непроницаемого для жидкости листа 11, в частности, на боковых поверхностях абсорбента 56 можно обеспечивать индикатор экскрементов, изменяющий окраску при поглощении жидкости.
Трехмерные сборки
Трехмерные сборки 60 представляют собой лентовидные элементы, тянущиеся в целом вдоль обеих боковых сторон внутреннего узла 200 в направлении "перед-зад". Трехмерные сборки 60 обеспечивают для перекрытия потока мочи или жидкого стула, движущегося по поверхности лицевого листа 30 в поперечном направлении, предотвращая при этом боковую протечку жидкости. В упомянутом варианте осуществления изобретения стоячие трехмерные сборки 60 расположены с боковых сторон внутреннего узла 200. Основная часть каждой из стоячих трехмерных сборок 60 расположена наклонно к центральному участку в поперечном направлении, и участок от средней части до концевой части расположен наклонно наружу в поперечном направлении.
Более конкретно, каждая из трехмерных сборок 60 формируется таким образом, что лентовидный лист 62 для сборки, имеющий в направлении "перед-зад" такую же длину, что и длина внутреннего узла 200, сгибают, складывая вдвое в поперечном направлении, и между листами согнутого участка и в его окрестности фиксируют множество протяженных упругих и эластичных элементов 63 в растянутом состоянии вдоль продольного направления с промежутками между ними в поперечном направлении. Концевые участки трехмерных сборок 60 с боковых сторон и напротив согнутых участков в поперечном направлении представляют собой прикрепляемые участки 65, которые фиксируют на обратной (задней) поверхности внутреннего узла 200 у боковых кромок. Участки трехмерных сборок 60, кроме прикрепляемых участков 65, представляют собой выступы 66 (согнутые участки), которые выступают наружу относительно прикрепляемых участков 65. Оба концевых участка выступов 66 в направлении "перед-зад" включают в себя нижние участки, которые тянутся от прикрепляемых участков 65 по бокам внутреннего узла 200 до боковых поверхностей лицевого листа 30 и фиксируются с помощью передних-задних фиксируемых участков 67 с применением термоплавкого клея или термосварки на боковых поверхностях лицевого листа 30, и на концевых участках, которые сгибают в обратную сторону от кромок нижних участков наружу в поперечном направлении и фиксируют на нижних участках. Средние участки выступов в направлении "перед-зад" представляют собой нефиксируемые свободные участки (внутренние свободные участки), на которых вдоль направления "перед-зад" фиксируют протяженные упругие и эластичные элементы 63 в растянутом состоянии.
Лист 62 для сборки предпочтительно можно формировать при необходимости с применением водоотталкивающей обработки силиконом или т.п. эластичного нетканого материала, превосходного по однородности и защитным характеристикам, такого как нетканый материал "спанбонд" (SS, SSS, или т.п.), нетканый материал SMS (SMS, SSMMS, или т.п.) и нетканый материал "мельтблаун". Основная масса волокон предпочтительно составляет приблизительно от 10 до 30 г/м2. Протяженные упругие и эластичные элементы 63 могут представлять собой резиновые нити или т.п. В случае применения резиновых нитей типа спандекс, толщина нитей предпочтительно составляет от 200 до 1240 дтекс, более конкретно, от 620 до 940 дтекс. Степень растяжения нитей во время фиксации предпочтительно составляет от 150 до 350%, более конкретно, от 200 до 300%. В настоящем документе за "степень растяжения" принимается величина удлинения относительно естественной длины, принятой за 100%. Кроме того, в лист для сборки, складываемый вдвое, как показано на чертеже, можно включать водоотталкивающую пленку 64.
Число протяженных упругих и эластичных элементов 63, обеспечиваемых на свободных (нефиксированных) участках трехмерных сборок 60 предпочтительно составляет от двух до шести, более конкретно, от трех до пяти. Интервал 60d при расположении таких элементов соответственно составляет от 3 до 10 мм. Согласно такой конфигурации подгузник, по всей вероятности, касается кожи поверхностью, на которой расположены протяженные упругие и эластичные элементы 63. Протяженные упругие и эластичные элементы 63 можно размещать не только на концевых участках, но также на нижних участках.
Прикрепляемые участки 65 трехмерных сборок 60 можно фиксировать на соответствующих элементах внутреннего узла 200, таких как лицевой лист 30, непроницаемый для жидкости лист 11 и впитывающий элемент 50.
В сконструированных таким образом трехмерных сборках 60 сила сокращения протяженных упругих и эластичных элементов 63 действует так, чтобы сделать оба концевых участка в направлении "перед-зад" ближе друг к другу. Оба концевых участка выступов 66 фиксируют в направлении "перед-зад" таким образом, чтобы они не были стоячими, в то время как средние участки между обоими концами выступов 66 представляют собой нефиксируемые свободные участки. В связи с этим, только свободные участки имеют шансы касаться тела пользователя, как показано на фиг.3. В частности, когда прикрепляемые участки 65 расположены на обратной (задней) поверхности внутреннего узла 200, трехмерные сборки 60 встают и расправляются наружу в поперечном направлении около участка промежности и в его окрестности. Соответственно трехмерные сборки 60 входят в поверхностный контакт с областью обхвата ног, чтобы обеспечить улучшенное прилегание.
Размеры трехмерных сборок 60 могут определяться в зависимости от конкретного случая. Однако в случае одноразового подгузника для детей младшего возраста высота 66w стоячих трехмерных сборок 60 (ширина выступов 66 в развернутом состоянии) предпочтительно составляет от 15 до 60 мм, более конкретно, от 20 до 40 мм, как показано, например, на фиг.7. Кроме того, разделительное расстояние 60d между борами у самой отдаленной стороны в плоском сложенном состоянии предпочтительно составляет от 60 до 190 мм, более конкретно, от 70 до 140 мм, чтобы сделать трехмерные сборки 60 параллельными поверхности верхнего листа 30.
В отличие от проиллюстрированного варианта трехмерные сборки можно обеспечивать в спаренном виде (в два ряда) с каждой из сторон (правой и левой) внутреннего узла 200.
Впитывающий элемент
Впитывающий элемент 50 содержит абсорбент 56 и оберточный лист 58 для обертки всего абсорбента 56. Оберточный лист 58 может не применяться.
Абсорбент
Абсорбент 56 можно формировать из волокнистой массы. Волокнистая масса может представлять собой распушенные целлюлозные волокна или собранные в единое целое короткие волокна, такие как синтетические волокна, или совокупность филаментов, получаемых при необходимости путем распускания текстильных жгутов (жгутов волокон) из синтетических волокон, таких как ацетат целлюлозы. Основная масса распушенной целлюлозы или собранных в единое целое коротких волокон может составлять приблизительно от 100 до 300 г/м2, и основная масса совокупности филаментов может составлять, например, приблизительно от 30 до 120 г/м2. Тонина синтетических волокон, например, составляет от 1 до 16 дтекс, предпочтительно от 1 до 10 дтекс, более предпочтительно от 1 до 5 дтекс. В случае совокупности филаментов филаменты могут представлять собой неизвитые волокна, хотя предпочтительными являются извитые волокна. Число извитков (на единицу длины) в извитых волокнах, например, может составлять приблизительно от 5 до 75 на дюйм, предпочтительно приблизительно от 10 до 50 на дюйм, более предпочтительно приблизительно от 15 до 50 на дюйм. Извитые волокна во многих случаях являются равномерно извитыми. В абсорбенте 56 предпочтительно распределены и удерживаются частицы высоковпитывающего полимера.
Абсорбент 56 может иметь прямоугольную форму, хотя предпочтительно имеет форму песочных часов, содержащую передний торцевой участок, задний торцевой участок и суженный участок, который расположен между передним и задним торцевыми участками, и который уже, чем два торцевых участка, как показано на фиг.6, для улучшения прилегания абсорбента 56 и трехмерных сборок 60 в области обхвата ног.
Размеры абсорбента могут определяться в зависимости от конкретного случая. Однако при этом абсорбент предпочтительно простирается до наружных кромок или до соседних с ними областей внутреннего узла в продольном направлении "перед-зад" и в поперечном направлении. С помощью ссылочной позиции 56X показана ширина абсорбента 56.
Частицы высоковпитывающего полимера
Абсорбент 56 может частично содержать частицы высоковпитывающего полимера или исключительно частицы высоковпитывающего полимера. Термин "частицы высоковпитывающего полимера" включает в себя "частицы" и "порошок". Диаметр частиц высоковпитывающего полимера может быть таким же, как диаметр частиц в случае обычного применения во впитывающем изделии такого типа, и желательно составляет 1000 мкм или менее, в частности, от 150 до 400 мкм. Не существует особого ограничения в отношении материала для получения частиц высоковпитывающего полимера, хотя такой материал предпочтительно обладает значением водопоглощающей способности 40 г/г или более. Частицы высоковпитывающего полимера могут быть основаны на крахмале, целлюлозе или синтетическом полимере. Частицы высоковпитывающего полимера могут быть изготовлены из привитого сополимера крахмала с акрилатом, омыленного материала на основе сополимера крахмала с акрилонитрилом, сшитой натриевой карбоксиметилцеллюлозы, акрилатного полимера или т.п. Частицы высоковпитывающего полимера предпочтительно применяются в форме обычных частиц, хотя могут применяться и в другой форме.
Скорость поглощения воды частицами высоковпитывающего полимера предпочтительно составляет 40 секунд или менее. При скорости поглощения воды, превышающей 40 секунд, поглощенная жидкость с большей долей вероятности потечет из абсорбента 56 к наружной стороне абсорбента 56 (создавая так называемый "обратный поток").
Прочность геля, образующегося из частиц высоковпитывающего полимера, предпочтительно составляет 1000 Па или более. В связи с этим можно эффективно подавлять ощущение липкости абсорбента 56 после поглощения жидкости, даже когда абсорбент 56 принадлежит к числу высокообъемных абсорбентов.
Основная масса (масса 1 м2) частиц высоковпитывающего полимера может определяться в зависимости от конкретного случая согласно поглощающей способности, требуемой для применения абсорбента 56. Хотя специально не оговаривается, основная масса (масса 1 м2) может составлять от 50 до 350 г/м2. Когда основная масса полимера составляет менее 50 г/м2, трудно обеспечивать необходимую поглощающую способность. Когда основная масса полимера превышает 350 г/м2, наблюдается насыщение эффекта абсорбции (поглощающего действия полимера).
Если необходимо, можно регулировать плотность распределения или распределяемое количество частиц высоковпитывающего полимера в направлении плоскости абсорбента 56. Например, распределяемое количество частиц высоковпитывающего полимера может быть больше в той области, куда выводятся экскременты, чем в других областях. Что касается гендерных различий, плотность распределения (количество) частиц высоковпитывающего полимера может увеличиваться на передней стороне изделия для мужчин, и может увеличиваться в центральной части изделия для женщин. Кроме того, в направлении плоскости абсорбента 56 локально (местами) полимер можно не обеспечивать.
Оберточный лист
Материал оберточного листа 58 может представлять собой тонкую бумагу санитарно-гигиенического назначения, в частности, крепированную бумагу, нетканый материал, нетканый материал, ламинированный с полиэтиленом, пористый лист или т.п. Однако желательно, чтобы материал оберточного листа был способен удерживать частицы высоковпитывающего полимера. В случае применения вместо крепированной бумаги нетканого материала, предпочтительным, в частности, является гидрофильный нетканый материал SMS (SMS, SSMMS или т.п.), который может быть изготовлен из полипропилена, композита полиэтилена/полипропилена или т.п. Желательно, чтобы основная масса материала составляла от 5 до 40 г/м2, в частности, от 10 до 30 г/м2.
Форма обертки с применением оберточного листа 58 может определяться в зависимости от конкретного случая. Однако при этом, с точки зрения удобства производства и предотвращения потери частиц высоковпитывающего полимера через переднюю и заднюю торцевые кромки, абсорбент 56 предпочтительно обертывают оберточным листом 58 в цилиндрической форме, охватывая при этом переднюю и заднюю поверхности и обе боковые поверхности абсорбента 56, и оберточный лист 58 содержит переднюю и заднюю кромки, выступающие с передней и задней сторон абсорбента 56 таким образом, что выступающие участки сжимают с передней и задней сторон и прикрепляют с помощью средства скрепления, такого как термоплавкий клей.
Наружная оболочка
Наружная оболочка 12 содержит часть, образующую переднюю часть F оболочки, тянущуюся от участка промежности до вентральной стороны, и часть, образующую заднюю часть B оболочки, тянущуюся от участка промежности до задней стороны. Передняя часть F оболочки и задняя часть B оболочки скрепляются с обеих боковых сторон с образованием при этом отверстия WO для талии, в которое проходит талия пользователя, и пары отверстий LO для ног (правой и левой ноги), через которые проходят ноги пользователя, как показано на фиг.8. С помощью ссылочной позиции 12A показаны участки скрепления (далее, также упоминаемые как участки бокового скрепления). В развернутом состоянии подгузника участок промежности относится к центральному участку в направлении "перед-зад" от поясной кромки передней части F оболочки до поясной кромки задней части B оболочки. Участки с передней стороны и задней стороны участка промежности относятся к передней части F оболочки и задней части B оболочки, соответственно.
Наружная оболочка 12 содержит поясные участки T, определяемые как области "спереди-сзади" от отверстия WO для талии до верхних концов отверстий LO для ног; и промежуточный участок L, определяемый как область "спереди-сзади", где образуются отверстия LO для ног (между областью "спереди-сзади", содержащей участки 12A бокового скрепления передней части F оболочки, и областью "спереди-сзади", содержащей участки 12A бокового скрепления задней части B оболочки). Поясные участки T по своему характеру делятся на "кромочные поясные участки W", образующие кромку отверстия для талии, и "нижние поясные участки U" в виде участков, находящихся под кромочными поясными участками W. Длины таких участков в вертикальном направлении варьируются в зависимости от размера изделия и могут определяться в зависимости от конкретного случая. Например, длина кромочного поясного участка W может составлять от 15 до 40 мм, и длина нижнего поясного участка U может составлять от 65 до 120 мм. Оба конца промежуточного участка L суживаются к центру вдоль окружностей ног пользователя, и ноги пользователя помещаются через такие суженные концы. В результате наружная оболочка 12 в целом фактически имеет форму песочных часов. Степень сужения наружной оболочки 12 можно определять в зависимости от конкретного случая. В случае вариантов, показанных на фиг.1-8, в упрощенном виде наружная оболочка 12 предпочтительно является более узкой, чем внутренний узел 200 в самой узкой области. Альтернативно, наружная оболочка 12 даже в самой узкой области может быть шире, чем внутренний узел 200.
Наружную оболочку 12, показанную на фиг.3-6, формируют путем прикрепления протяженных упругих и эластичных элементов 90 к однолистовому материалу 12S. Наружную оболочку 12 у кромки отверстия для талии отгибают внутрь подгузника, и отогнутый участок 12r доходит до обертки верхнего торцевого участка внутреннего узла 200 со стороны пояса.
В отношении листового материала 12S не существует особых ограничений при условии, что он представляет собой воздухопроницаемый листовой материал, однако предпочтительно его формируют из нетканого материала. В отношении исходных волокон для нетканого материала не существует особых ограничений. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такого как полиэтилен и полипропилен, сложного полиэфира или полиамида; восстановленные волокна, такие как вискоза или "купра"; и натуральные волокна, такие как хлопок или т.п.; или смешанные волокна; или композитные волокна, состоящие из двух или более типов упомянутых выше волокон. Нетканый материал можно производить с помощью любого способа переработки. Способ переработки может представлять собой любой из известных способов, например, такой как способ "Спанлейс", способ "Спанбонд", способ термоскрепления, способ "Мельтблаун", иглопробивной способ, способ воздушной набивки и способ точечного скрепления.
В наружной оболочке 12 протяженные (нитевидные или лентовидные) упругие и эластичные элементы 90 (упругие и эластичные элементы 15-19) прикрепляются к листовому материалу 12S для улучшения прилегания к талии пользователя. Упругие и эластичные элементы 90 могут быть образованы из синтетического каучука или натурального каучука.
Более конкретно, на отогнутом участке 12r листового материала 12S у кромочных поясных участков W задней части B оболочки и передней части F оболочки множество упругих и эластичных элементов 17 кромочных поясных участков фиксируется, по меньшей мере, путем фиксации обоих концевых участков, в растянутом состоянии вдоль поперечного направления с заданной степенью растяжения и с промежутками между ними в направлении вверх-вниз таким образом, чтобы в целом они были непрерывными в поперечном направлении. Один или несколько упругих и эластичных элементов 17 кромочных поясных участков в области, прилегающей к нижним поясным участкам U, может перекрывать внутренний узел 200, или перекрытие внутреннего узла 200 можно обеспечивать с обеих боковых сторон среднего участка в поперечном направлении. В качестве упругих и эластичных элементов 17 кромочных поясных участков предпочтительно фиксируют приблизительно от 3 до 22 упругих и эластичных элементов с тониной от 155 до 1880 дтекс, в частности, с тониной приблизительно от 200 до 1240 дтекс (такая тонина применяется в случае синтетического каучука; и в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности, приблизительно от 0,1 до 1,0 мм2) при степени растяжения от 150 до 400%, в частности, приблизительно от 220 до 320%, с промежутками от 4 до 12 мм. Все из упругих и эластичных элементов 17 кромочных поясных участков могут быть неодинаковыми по тонине и степени растяжения. Например, упругие и эластичные элементы с верхних и нижних сторон кромочных поясных участков W могут отличаться между собой по тонине и степени растяжения.
На нижних поясных участках U передней части F оболочки и задней части B оболочки фиксируют множество упругих и эластичных элементов 15 и 19 нижних поясных участков, по меньшей мере, путем фиксации обоих концевых участков в растянутом состоянии в поперечном направлении при заданной степени растяжения и с промежутками между ними в направлении вверх-вниз таким образом, чтобы в целом они были непрерывными в поперечном направлении, в секциях с верхней стороны и с обеих боковых сторон среднего участка в поперечном направлении, перекрывающего внутренний узел 200.
В качестве упругих и эластичных элементов 15 и 19 нижних поясных участков предпочтительно фиксируют приблизительно от 5 до 30 упругих и эластичных элементов с тониной от 155 до 1880 дтекс, в частности, с тониной приблизительно от 200 до 1240 дтекс (такая тонина применяется в случае синтетического каучука; и в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности, приблизительно от 0,1 до 1,0 мм2) при степени растяжения от 200 до 350%, в частности, приблизительно от 240 до 300%, с промежутками от 1 до 15 мм, в частности, от 3 до 8 мм.
На промежуточном участке L между передней частью F оболочки и задней частью B оболочки множество упругих и эластичных элементов 16 и 18 промежуточного участка, состоящее из протяженных упругих и эластичных элементов, фиксируют, по меньшей мере, путем фиксации обоих концевых участков в растянутом состоянии вдоль поперечного направления при заданной степени растяжения и с промежутками между ними в направлении вверх-вниз таким образом, чтобы в целом они были непрерывными в поперечном направлении, с обеих боковых сторон среднего участка в поперечном направлении, перекрывающего внутренний узел 200.
В качестве упругих и эластичных элементов 16 и 18 промежуточного участка предпочтительно фиксируют приблизительно от 2 до 10 упругих и эластичных элементов с тониной от 155 до 1880 дтекс, в частности, с тониной приблизительно от 200 до 1240 дтекс (такая тонина применяется в случае синтетического каучука, и в случае натурального каучука площадь поперечного сечения составляет от 0,05 до 1,5 мм2, в частности, приблизительно от 0,1 до 1,0 мм2) при степени растяжения от 150 до 300%, в частности, приблизительно от 180 до 260%, с промежутками от 5 до 40 мм, в частности, от 5 до 20 мм.
Когда упругие и эластичные элементы 15 и 19 нижнего поясного участка и упругие и эластичные элементы 16 и 18 промежуточного участка обеспечивают с обеих боковых сторон среднего участка в поперечном направлении, перекрывающего внутренний узел 200, как показано на чертежах, внутренний узел 200 не стягивается больше, чем необходимо в поперечном направлении, или не становится бугристым с ухудшением внешнего вида или снижением характеристик впитывания. Упомянутый выше вариант включает в себя вариант, при котором упругие и эластичные элементы 15, 16, 18, и 19 расположены только с обеих боковых сторон в поперечном направлении, и вариант, при котором упругие и эластичные элементы 15, 16, 18, и 19 расположены с пересечением внутреннего узла 200 от одной до другой его стороны в поперечном направлении; хотя при этом упругие и эластичные элементы 15, 16, 18, и 19 разрезают на мелкие части, и сила сокращения на среднем участке в поперечном направлении, перекрывающем внутренний узел 200, не прилагается (это по существу означает, что упругие и эластичные элементы 15, 16, 18 и 19 отсутствуют), и поэтому сила сокращения упругих и эластичных элементов 15, 16, 18 и 19 действует только с обеих боковых сторон в поперечном направлении. Изображение поперечного разреза на фиг.5 иллюстрирует разрезанные на мелкие части упругие и эластичные элементы 15, 16, 18 и 19, хотя на плоском изображении они не показаны. Как само собой разумеющееся, способы расположения упругих и эластичных элементов 15 и 19 нижних поясных участков и упругих и эластичных элементов 16 и 18 промежуточного участка не ограничиваются упомянутыми выше вариантами. Альтернативно, некоторые или все из упругих и эластичных элементов 15 и 19 нижних поясных участков и упругих и эластичных элементов 16 и 18 промежуточного участка можно обеспечивать с применением пересечения внутреннего узла 200 от одной до другой его боковой стороны в поперечном направлении так, чтобы сила сокращения действовала на всем протяжении нижних поясных участков U в поперечном направлении.
Раздельная структура наружной оболочки
В упомянутом выше примере сплошная наружная оболочка 12 непрерывным образом простирается от передней части F оболочки до задней части B оболочки. Альтернативно, как показано на фиг.12, передняя наружная оболочка 12F, образующая вентральную сторону, и задняя наружная оболочка 12B, образующая заднюю сторону, могут прерываться и находиться друг от друга на некотором расстоянии около стороны промежности. В таком случае наружная оболочка 12M участка промежности может приклеиваться к наружной поверхности внутреннего узла 200 для покрытия незащищенного участка между передней наружной оболочкой 12F и задней наружной оболочкой 12B. Для наружной оболочки 12M на участке промежности можно применять такой же материал, что и для упомянутой выше наружной оболочки 12.
Лента для дополнительной отделки
На наружной поверхности задней части B наружной оболочки 12, на центральном участке в поперечном направлении можно обеспечивать ленту 70 для дополнительной отделки (фиксирующее средство). Лента 70 для дополнительной отделки предназначена для скрепления свернутого или сложенного подгузника 100 таким образом, чтобы лицевой лист 30 и передняя часть F оболочки были расположены внутри. В общем случае лента 70 для дополнительной отделки содержит нижний концевой участок 71, фиксируемый на наружной поверхности наружной оболочки 12 с помощью клея или т.п.; участок ленты 70 для дополнительной отделки с откидной стороны по отношению к нижнему концевому участку 71, складывают втрое (в виде Z-образного профиля) или вдвое, и согнутые и наложенные друг на друга участки скрепляют (временно) друг с другом с помощью клея 72 для временной фиксации таким образом, чтобы они были в состоянии превращаться в нефиксированные, как показано на фиг.5. Лента 70 для дополнительной отделки также содержит полоску с клеевым слоем 73, окрашенную непрозрачной краской, такой как белая краска, на концевом участке. Участок ленты 70 для дополнительной отделки (кроме полоски 73 с клеевым слоем) является прозрачным или просвечивающим. Описанное позже изображение будет видно со стороны наружной поверхности ленты 70 для дополнительной отделки через прозрачный или просвечивающий участок ленты 70 для дополнительной отделки. Конкретная структура ленты 70 для дополнительной отделки может определяться в зависимости от конкретного случая. В проиллюстрированном варианте лента 70 для дополнительной отделки в целом образуется путем скрепления нескольких прозрачных или просвечивающих основных материалов в продольном направлении, и цветная лента 74 должна прилипать к полоске 73 с клеевым слоем.
При распаковке подгузника 100 подгузник 100 сворачивают или складывают таким образом, чтобы лицевой лист 30 и передняя часть F оболочки были расположены внутри; при этом согнутые и наложенные друг на друга участки ленты 70 для дополнительной отделки не зафиксированы и распрямляются, обертываясь при этом вокруг свернутого или сложенного подгузника 100 от задней части B оболочки через отверстие WO для талии до наружной поверхности противоположной стороны, и затем фиксируются с помощью клея. В частности, лента 70 для дополнительной отделки предпочтительно представляет собой ленту тройного сложения для того, чтобы лента 70 для дополнительной отделки могла складываться до компактного размера, когда она не используется, и могла распрямляться до прямоугольной формы в момент ее применения.
Средство фиксации, такое как лента 70 для дополнительной отделки, можно обеспечивать в передней части F оболочки или как в задней части B оболочки, так и в передней части F оболочки.
Запечатываемые листы
Между непроницаемым для жидкости листом 11 и наружной оболочкой 12 обеспечивают запечатываемые листы 25 с печатными изображениями. Наружную оболочку 12 можно не использовать, обнажая запечатываемые листы 25 на наружной поверхности. Запечатываемые листы 25 в показанном примере меньше по площади, чем части оболочки, на которых их размещают, и по отдельности размещаются в передней части F оболочки и задней части B оболочки. Альтернативно, запечатываемый лист 25 можно размещать в виде непрерывного листа от передней части F оболочки через участок промежности до задней части B оболочки.
Не существует особых ограничений в отношении размеров и формы запечатываемых листов 25. Однако предпочтительно, чтобы запечатываемые листы 25 были достаточно большими по площади для их эффективного функционирования. Например, ширина запечатываемых листов 25 предпочтительно составляет приблизительно от 50 до 120% от ширины абсорбента 56, и длина запечатываемых листов 25 предпочтительно составляет приблизительно от 15 до 30% от всей длины Y изделия, по меньшей мере, с одной из сторон (вентральной стороны и задней стороны). Форма запечатываемых листов 25 предпочтительно является прямоугольной, как в приведенном примере, с точки зрения уменьшения потерь на обрезки, хотя можно включать запечатываемые листы 25 любой другой геометрической формы, такой как круг, овал, треугольник или шестиугольник, или любой формы по периферии изображения.
Листовой материал-основа для запечатываемых листов 25 может представлять собой полимерную пленку, нетканый материал, бумагу или т.п., однако предпочтительно представляет собой менее объемный и в высокой степени воздухопроницаемый материал. Для предотвращения появления затхлости желательно, чтобы полимерная пленка была влагопроницаемой. Нетканый материал и бумага, благодаря их влагопроницаемости, являются предпочтительными. Чтобы обеспечить какое-либо напечатанное изображение, нетканый материал предпочтительно должен обладать высокой гладкостью для легкого осуществления печати, и бумага предпочтительно должна обладать высокой прочностью, чтобы сделать типографскую краску менее предрасположенной к расплыванию. В частности, предпочтительными являются крепированная бумага (тонкая бумага) с основной массой приблизительно от 15 до 35 г/м2 и толщиной приблизительно от 0,1 до 0,3 мм и нетканый материал (особенно нетканый материал "спанбонд" или нетканый материал SMS с тониной приблизительно от 1,0 до 3,0 дтекс на участке "спанбонд") с основной массой приблизительно от 10 до 25 г/м2 и толщиной от 0,1 до 0,3 мм. Крепированная бумага предпочтительно имеет степень крепирования приблизительно от 5 до 20%, в частности, приблизительно от 5 до 15%. Крепированная бумага со степенью крепирования 20% или более является неподходящей для печати изображения, поскольку большее количество типографской краски закрепляется, но при этом расплывается. Крепированная бумага со степенью крепирования 5% или менее имеет недостаточную впитываемость типографской краски, что приводит к меньшей степени закрепления краски.
Растяжимая структура
В одноразовом подгузнике типа трусов растяжимая структура согласно настоящему изобретению используется в области, заключенной в диапазоне от нижних поясных участков U до промежуточного участка L. А именно, как показано на фиг.6 и 9, одноразовый подгузник типа трусов включает в себя: листовидный компонент 12S, который содержит большое число гофров 80, выступающих со стороны, противоположной стороне, контактирующей с кожей, и расположенных с интервалами в вертикальном направлении таким образом, чтобы не перекрывать друг друга в опущенном состоянии; и участки 85 между гофрами (участки оболочки), перекрывающие гофры 80 со стороны кожи в опущенном состоянии; и протяженные упругие и эластичные элементы 90 (упругие и эластичные элементы 15, 16, 18 и 19), обеспечиваемые вдоль продольного направления гофров 80 между сопряженными поверхностями 80a и 80b гофров 80. Упругие и эластичные элементы 90 размещают таким образом, что они проходят через гофры на стороне, откидной по отношению к нижним участкам 81, и фиксируют, по меньшей мере, на обоих концевых участках между сопряженными поверхностями 80a и 80b гофров 80. Кроме того, сопряженные поверхности 80a и 80b гофров 80 сплошным образом или с промежутками фиксируют вдоль продольного направления гофров 80 таким образом, что сопряженные поверхности 80a и 80b каждого гофра 80 на нижнем участке 81 не разделяются (не размыкаются). Кроме того, наружные поверхности гофров 80 не скрепляют с участком 85 между гофрами за исключением обоих концевых участков гофров 80 в продольном направлении. Гофры 80 и участки 85 между гофрами сжимаются при сокращении упругих и эластичных элементов 90, формируя при этом их складки.
Путем формирования гофров 80 в одном воздухопроницаемом материале 120 и обеспечения упругих и эластичных элементов 90 в гофрах 80 можно существенно уменьшать материальные затраты по сравнению со случаем подгузника традиционной структуры, в котором упругие и эластичные элементы 90 помещают между двумя воздухопроницаемыми материалами 120. Кроме того, хотя число перекрывающихся материалов равно трем или более в секциях, где опущенные гофры 80 перекрывают участки 85 между гофрами, гофры 80 и участки 85 между гофрами не скрепляются, а между гофрами и участками между гофрами с помощью формируемых при их сжатии складок образуются воздухопроницаемые зазоры, чтобы предотвратить уменьшение гибкости и воздухопроницаемости.
На фиг.10 представлены фотографии основных компонентов опытного экземпляра подгузника (со структурой, аналогичной структуре согласно варианту осуществления изобретения), расположенного на манекене, где показана складка и места прохождения упругих и эластичных элементов 90 в подгузнике во время носки. На фиг.11(a) схематично проиллюстрировано поперечное сечение опытного экземпляра во время носки, и на фиг.11(b) схематично проиллюстрировано поперечное сечение традиционного подгузника во время носки, в котором упругие и эластичные элементы 90 размещены исключительно между двумя листовидными материалами 12S. Линии, указанные на чертеже с помощью ссылочной позиции SK, представляют предполагаемую поверхность кожи пользователя. Как видно из упомянутых примеров, в растяжимой структуре согласно настоящему изобретению гофры 80 сжимаются и опускаются при сокращении упругих и эластичных элементов 90, и стенные участки 80W опущенных гофров 80 и участки 85 между гофрами расположены со сторон упругих и эластичных элементов 90 со стороны кожи, и увеличиваются по толщине благодаря их соответствующим складкам, формируемым при сжатии. В частности, на промежуточных участках между гофрами 80, образующих участки 85 между гофрами, сила сокращения упругих и эластичных элементов 90 на обоих концах промежуточных участков также действует, создавая при этом устойчивые складки на промежуточных участках между гофрами 80. По сравнению с традиционным подгузником, показанным на фиг. 11(b), со сторон упругих и эластичных элементов 90, обращенных к коже, образуются эффективно амортизирующие, толстые участки FP. Благодаря их соответствующим складкам, формируемым при стягивании, стенные участки 80W гофров 80 со стороны кожи становятся толще со сторон упругих и эластичных элементов 90 нижнего участка 81 и концевого участка 82; и сила натяжения упругих и эластичных элементов 90 распределяется на сторонах нижнего участка 81 и сторонах концевого участка 82 гофров 80. В связи с этим, даже если упругие и эластичные элементы 90 расположены со стороны кожи относительно нижних участков 81 и концевых участков 82, можно уменьшать величину силы натяжения. В результате, маловероятно, что на коже будут оставаться следы от натяжения упругих и эластичных элементов 90. Кроме того, на утолщенных участках FP листовидные элементы 12S склеивают друг с другом не полностью, а образуется большое число воздухопроницаемых зазоров благодаря формируемым при стягивании складкам, предотвращающим уменьшение воздухопроницаемости. В связи с этим в растяжимой структуре согласно настоящему изобретению можно обеспечивать сочетание таких характеристик, как предотвращение уменьшения воздухопроницаемости и предотвращение появления следов от натяжения упругих и эластичных элементов 90.
Необходимо, чтобы места прохождения упругих и эластичных элементов 90 в гофрах 80 находились исключительно со стороны, откидной по отношению к нижним участкам 81 гофров 80. Как показано в примере на фиг.9, для образования определенного клиренса между внутренней поверхностью гофра 80 и наружной поверхностью упругого и эластичного элемента 90, упругий и эластичный элемент 90 предпочтительно размещают между нижним участком 81 и концевым участком 82 гофра 80, в частности, предпочтительно размещают на определенных расстояниях от нижнего участка 81 и концевого участка 82. Более конкретно, упругий и эластичный элемент 90 предпочтительно расположен на разделительном расстоянии 81d, составляющем приблизительно от 1 до 10 мм, от нижнего участка гофра 80 и на разделительном расстоянии 82d, составляющем приблизительно от 1 до 10 мм, от конца гофра 80.
Как показано на фиг.16(b), между внутренней поверхностью гофра 80 и наружной поверхностью упругого и эластичного элемента 90 по существу клиренс может не образовываться. Такую структуру можно формировать, полагая, например, что внутренний периметр гофра 80 должен быть равен или меньше, чем наружный периметр упругого и эластичного элемента 90 в сжатом состоянии. Альтернативно, как в описанном далее способе, клиренс между внутренней поверхностью гофра 80 и наружной поверхностью упругого и эластичного элемента 90 может меняться в продольном направлении упругого и эластичного элемента 90.
На стороне, откидной по отношению к нижним участкам 81 гофров 80, сопряженные поверхности 80a и 80b предпочтительно не скрепляются, по меньшей мере, на участках упругих и эластичных элементов 90 за исключением фиксируемых участков упругих и эластичных элементов 90. Благодаря использованию, по меньшей мере, одной из упомянутых выше структур, формируемые при сжимании гофров 80 складки образуются более крупных размеров, что увеличивает эффект предотвращения появления на коже описанных выше следов от натяжения. Желательно в одном гофре 80 обеспечивать один упругий и эластичный элемент 90, однако в гофре 80 можно обеспечивать два или более упругих и эластичных элементов 90 с интервалами. Однако в случае использования двух или более упругих и эластичных элементов 90 все места прохождения упругих и эластичных элементов 90 также находятся на стороне, откидной по отношению к нижним участкам 81 гофров 80.
Всего лишь необходимо, чтобы упругие и эластичные элементы 90 были зафиксированы на листовидном компоненте 12S, по меньшей мере, на обоих концевых участках (конец со стороны участка 12A бокового скрепления и конец со стороны центра в поперечном направлении в проиллюстрированном варианте). Альтернативно, упругие и эластичные элементы 90 можно фиксировать с промежутками в продольном направлении, как показано на фиг.9(a), или можно фиксировать сплошным образом в продольном направлении, как показано на фиг.9(b). Средство для фиксации указано на чертежах с помощью ссылочной позиции 83. Средством для фиксации упругих и эластичных элементов 90 предпочтительно является термоплавкий клей. В том случае, когда термоплавкий клей наносят на наружные периферийные поверхности упругих и эластичных элементов 90, и упругие и эластичные элементы 90 помещают между сопряженными поверхностями 80a и 80b гофров 80, сопряженные поверхности 80a и 80b не скрепляют друг с другом, за исключением участков упругих и эластичных элементов 90, фиксируемых на стороне, откидной по отношению к нижним участкам 81 гофров 80. Пользуясь преимуществом в виде способности к сварке, по меньшей мере, одного из упругих и эластичных элементов 90 и листовидного компонента 12S, упругие и эластичные элементы 90 помещают между сопряженными поверхностями 80a и 80b гофров 80 и подвергают в виде единого целого обработке способом сварки с наружных сторон гофров 80, фиксируя при этом упругие и эластичные элементы 90 на листовидном компоненте 12S. Альтернативно, сопряженные поверхности 80a и 80b гофров 80 можно сваривать с обеих сторон упругих и эластичных элементов 90, фиксируя при этом упругие и эластичные элементы 90 с помощью силы трения упругих и эластичных элементов 90 (см. JP 2008-154998 A). Кроме того, концы упругих и эластичных элементов 90 со стороны участков 12A бокового скрепления также можно фиксировать путем использования силы фиксации со стороны участков 12A бокового скрепления.
Средство для фиксации упругих и эластичных элементов 90 можно выбирать в зависимости от участков упругих и эластичных элементов 90. Например, когда оба конца упругих и эластичных элементов 90 необходимо надежно зафиксировать, их можно фиксировать с помощью термоплавкого клея или способа сварки (включая фиксацию с помощью участков 12A бокового скрепления), или того и другого. В то же время, для достижения более высокой гибкости промежуточные участки упругих и эластичных элементов 90 предпочтительно не фиксируют. Однако когда промежуточные участки просто не фиксируются, положения упругих и эластичных элементов 90 не стабильны. В связи с этим, как показано на фиг.9(c), желательно, чтобы сопряженные поверхности 80a и 80b гофров 80 с обеих сторон упругих и эластичных элементов 90 скреплялись с промежутками (или сплошным образом) с помощью термоплавкого клея или способа сварки в продольном направлении упругих и эластичных элементов 90 с образованием при этом участков скрепления 80c, и участки скрепления 80c образуют направляющие для регулирования мест прохождения упругих и эластичных элементов 90.
Гофры 80 фиксируют таким образом, чтобы сопряженные поверхности 80a и 80b, по меньшей мере, на нижних участках 81 не разделялись. Фиксирующее средство показано на чертежах с помощью ссылочной позиции 84. Когда фиксирующее средство наносится с промежутками в продольном направлении гофров 80, как показано на фиг.9(a), преимущество заключается в том, что уменьшение гибкости происходит с меньшей вероятностью. Когда фиксирующее средство наносится сплошным образом, как показано на фиг.9(b), преимущество заключается в малой вероятности того, что скрепленные с помощью сварки внутренние участки гофров 80 и упругих и эластичных элементов 90 будут касаться кожи. В проиллюстрированных вариантах предполагается, что сопряженные поверхности 80a и 80b нижних участков 81 гофров 80 фиксируются с помощью термоплавкого клея (участки на чертежах, отмеченные пунктиром). Альтернативно, сопряженные поверхности 80a и 80b можно фиксировать с помощью сварки, поскольку фиксация с помощью термоплавкого клея хуже по прочности сцепления и сроку службы по сравнению с фиксацией с помощью сварки, и если сопряженные поверхности 80a и 80b разделяются, клей может касаться кожи. Ширину участков 81w фиксации (длина в направлении высоты выступающей части гофров) 81w нижних участков 81 можно устанавливать в зависимости от конкретного случая. Однако когда ширина участков 81w фиксации составляет приблизительно от 1 до 5 мм, можно надежно фиксировать нижние участки 81 и формировать при стягивании складки гофров 80 более крупных размеров, увеличивая при этом описанные выше эффекты согласно настоящему изобретению.
В том случае, когда обеспечивают большое число гофров 80 в поперечном направлении, по меньшей мере, в одной из областей (передней и задней) подгузника, как в упомянутом варианте осуществления изобретения, где гофры 80 опущены в одном и том же направлении, по меньшей мере, в каждой из областей, содержащих гофры 80, предпочтительно добиваются единообразного внешнего вида и облегчения процесса производства. Направление опускания гофров 80 на переднем участке и направление опускания гофров 80 на заднем участке могут быть противоположными друг другу, как в проиллюстрированном варианте, или могут быть одинаковыми (либо вперед, либо назад). Однако когда пользователь должен носить поверх одноразового подгузника типа трусов одежду, включая брюки, гамаши, леггинсы или колготки, предпочтительно, чтобы нижние участки 81 гофров 80 опускались к стороне пояса, и концевые участки 82 гофров 80 опускались к стороне участка промежности, как в проиллюстрированном варианте, для уменьшения сопротивления во время снятия одежды. Поскольку гофры 80 в упомянутом варианте осуществления изобретения доходят до участков 12A бокового скрепления, когда участки 12A бокового скрепления фиксируют, гофры 80 также фиксируются в опущенном состоянии. Благодаря размещению гофров 80 в позициях, смещенных относительно друг друга в направлении "перед-зад" таким образом, чтобы гофры 80 со стороны передней части оболочки и гофры 80 со стороны задней части оболочки не перекрывались на участках 12A бокового скрепления, усилие отрыва на участках 12A бокового скрепления меньше меняется в вертикальном направлении, и участки 12A бокового скрепления легко отрываются друг от друга во время снятия одноразового подгузника типа трусов.
В одном из предпочтительных вариантов, который показан на фиг.25, когда сопряженные поверхности 80a и 80b гофров 80 скрепляются с помощью участков 70 скрепления, которые расположены с промежутками в направлении растяжения, и которые являются непрерывными в направлении, пересекающем направление растяжения, на участках 70 скрепления гофры 80 фиксируют в опущенном состоянии, и между сопряженными поверхностями 80a и 80b гофров 80 фиксируют упругий и эластичный элемент 90; формируемые при сжатии складки, тянущиеся вдоль направления растяжения, образуются с промежутками в направлении растяжения, при этом предпочтительно обеспечивают превосходную воздухопроницаемость и внешний вид. Средство 71 для скрепления сопряженных поверхностей 80a и 80b гофров 80, фиксации гофров 80 в опущенном состоянии и фиксации упругих и эластичных элементов 90 может представлять собой термоплавкий клей (в способе, показанном на фиг.25) или способ сварки, такой как термосварка или ультразвуковая сварка. Скрепление сопряженных поверхностей 80a и 80b гофров 80, фиксацию гофров 80 в опущенном состоянии и фиксацию упругих и эластичных элементов 90 можно осуществлять одновременно с помощью одного средства или по отдельности с помощью нескольких средств. Скрепление сопряженных поверхностей 80a и 80b гофров 80 также может служить в качестве фиксации сопряженных поверхностей 80a и 80b нижних участков 81, описанных выше.
Форму участков 70 скрепления на сопряженных поверхностях 80a и 80b гофров 80 можно устанавливать в зависимости от конкретного случая. В проиллюстрированном предпочтительном способе участки 70 скрепления являются линейно непрерывными с заданной шириной в направлении, пересекающем (в проиллюстрированном варианте, перпендикулярном направлении) направление растяжения. Ширину 70w участков 70 скрепления можно устанавливать в зависимости от конкретного случая, однако предпочтительно она составляет приблизительно от 1 до 4 мм (в частности, от 1 до 2 мм). Интервал 70d между соседними участками 70 скрепления можно устанавливать в зависимости от конкретного случая, однако предпочтительно он составляет приблизительно от 4 до 8 мм (в частности, от 5 до 7 мм). Благодаря установке ширины 70w и интервала 70d в пределах указанных диапазонов можно обеспечивать сочетание надлежащей воздушности и предотвращения беспорядочного смятия гофров 80 из-за сжатия во время упаковки.
Высоту 80h выступающих частей гофров 80 (высоту гофров в сложенном состоянии, которая равна ширине участков 85 между гофрами) можно устанавливать в зависимости от конкретного случая, однако в общем случае желательно, чтобы она составляла приблизительно от 2 до 20 мм. Чем больше высота 80h выступающих частей гофров 80, тем больше и толще становятся складки гофров 80. Кроме того, в случае размещения большого количества гофров 80 интервал 80d между гофрами 80 также можно устанавливать в зависимости от конкретного случая, хотя в общем случае желательно, чтобы он составлял приблизительно от 2 до 30 мм. Для предотвращения перекрывания соседних гофров 80 в опущенном состоянии, высота 80h выступающих частей гофров 80 равна или меньше интервала 80d между гофрами 80. В частности, высота выступающей части 80h гофров 80 предпочтительно составляет от 1/10 до 1/2 ширины интервала между гофрами 80.
В то же время, как показано на фиг.12-15, имеется одноразовый подгузник типа трусов, в котором передняя наружная оболочка 12F, образующая вентральную сторону, и задняя наружная оболочка 12B, образующая заднюю сторону, не являются непрерывными, а отделены друг от друга промежутком со стороны участка промежности. В одноразовом подгузнике типа трусов передняя наружная оболочка 12F и задняя наружная оболочка 12B (или, по меньшей мере, одна из них) может содержать гофры 80, формируемые от одного участка 12A бокового скрепления до другого участка 12A бокового скрепления таким образом, чтобы продольное направление гофров 80 совпадало с поперечным направлением; и растяжимую структуру с гофрами 80 можно обеспечивать в области, включающей в себя, по меньшей мере, обе боковые стороны помещенного посредине внутреннего узла 200 в поперечном направлении. В таком случае растяжимая структура может иметь одинаковую высоту выступающих частей гофров 80 или может иметь такую конфигурацию, что высота выступающей части гофров 80 постепенно уменьшается от участков 12A бокового скрепления, находящихся с обеих боковых сторон, к центру в поперечном направлении, и в связи с этим кромки со стороны участка промежности выступают в сторону промежности, как в проиллюстрированном варианте. Например, высота выступающей части гофров 80 постепенно уменьшается от левой стороны к центру в поперечном направлении, и кромки со стороны участка промежности тянутся благодаря уменьшающейся высоте до стороны участка промежности, как показано на фиг.16(a); и на центральном участке в поперечном направлении (например, в области внутреннего узла 200, прикрепляемой к наружной оболочке 12) высота выступающей части гофров 80 является минимальной, как показано на фиг.16(b); и высота выступающей части гофров 80 постепенно увеличивается от промежуточного участка к правой стороне и симметрично к левой стороне в поперечном направлении, как показано на фиг.16(b). При постепенном уменьшении высоты выступающей части гофров 80 от участков 12A бокового скрепления, находящихся с обеих боковых сторон, к центру в поперечном направлении, как описано выше, длина в направлении "перед-зад", необходимая для формирования гофров 80, становится короче около центра в поперечном направлении, и путем распространения неиспользованного участка до стороны участка промежности, кромки наружной оболочки 12 со стороны участка промежности могут выступать в сторону промежности. В результате, снаружи кромок наружной оболочки 12 со стороны участка промежности можно формировать кромки вокруг ног, доводя их до обеих боковых сторон внутреннего узла 200 в поперечном направлении вдоль границ паховой области и ягодиц. Кроме того, поскольку высота выступающей части гофров 80, перекрывающих внутренний узел 200, уменьшается, благодаря размещению ленты для дополнительной отделки 70 в месте с меньшей высотой выступающей части гофров 80, как в проиллюстрированном варианте, маловероятно, что лента для дополнительной отделки 70 случайно открепится или отвалится.
Кроме того, в таком варианте благодаря формированию продольных разрезов 86 на участках 85 между гофрами (в частности, в одном или нескольких местах со стороны участка промежности) вдоль продольного направления гофров 80 и распространению продольных разрезов 86 к стороне участка промежности, кромки наружной оболочки 12 со стороны участка промежности могут еще больше выступать в сторону промежности. Когда длина продольных разрезов 86 превышает ширину области внутреннего узла 200, скрепляемой с наружной оболочкой 12, продольные разрезы выходят на наружную оболочку 12. В связи с этим длина продольных разрезов 86 предпочтительно равна или меньше ширины скрепляемой области внутреннего узла 200, и в частности, меньше, чем ширина скрепляемой области внутреннего узла 200. В случае обеспечения продольных разрезов 86 схему размещения продольных разрезов 86 предпочтительно объединяют со схемой разрезания на мелкие части упругих и эластичных элементов 15 и 16 на центральном участке в поперечном направлении, перекрывающем внутренний узел 200, тем самым одновременно и интегрально осуществляют процессы разрезания продольных разрезов 86 и упругих и эластичных элементов 15 и 16.
С другой стороны, в случае разрезания на мелкие части упругих и эластичных элементов 90 частично или во всей области, перекрывающей внутренний узел 200 в одноразовом подгузнике типа трусов, для устранения способности к растяжению, как описано выше, когда упругие и эластичные элементы 90 разрезают вместе с воздухопроницаемым материалом 120 с наружной стороны гофров 80, как показано на фиг.26(a), на гофрах 80 образуются линии реза 88. В связи с этим, гофры 80 имеют предрасположенность раскрываться из-за образования линий реза 88, вызывая при этом ухудшение внешнего вида и текстуры. Поэтому желательно, чтобы упругие и эластичные элементы 90 в гофрах 80 разрезались на мелкие части, а воздухопроницаемый материал 120, образующий гофры 80, не разрезался, как показано на фиг.26(b). Процесс разрезания упругих и эластичных элементов 90 можно осуществлять, подвергая упругие и эластичные элементы 90 вместе с воздухопроницаемым материалом 120 избыточному давлению и нагреванию с помощью термосварки или ультразвуковой сварки с наружной стороны гофров 80. В таком случае следы сварки 89 воздухопроницаемого материала 120 остаются на наружной поверхности гофров 80 в местах резки упругих и эластичных элементов 90, однако линии реза или дырки не открываются, и упругие и эластичные элементы 90 разрезаны только внутри. Сопряженные поверхности 80a и 80b гофров 80 можно скреплять с помощью избыточного давления и нагревания, или их можно не скреплять.
Прочее
В упомянутом выше примере эластичная структура применяется в области от нижних поясных участков U до промежуточного участка L одноразового подгузника типа трусов. Кроме того, эластичная структура также может применяться на кромочных поясных участках W. Упругие и эластичные элементы 16 можно не обеспечивать на промежуточном участке L. Кроме того, упомянутую выше эластичную структуру также можно применять на поясном участке задней стороны одноразового подгузника ленточного типа, описанного выше в предшествующем уровне техники, применительно к трехмерным сборкам и другим растяжимым участкам.
В упомянутом выше примере гофры 80 выступают в сторону, противоположную стороне, контактирующей с кожей, и участки 85 между гофрами в опущенном состоянии гофров перекрывают стороны гофров 80 со стороны кожи. Альтернативно гофры 80 могут выступать в сторону кожи.
Способ формирования растяжимой структуры
Не существует особого ограничения в отношении способа производства растяжимой структуры, при котором листовидный компонент 12S формируют из одного воздухопроницаемого материала. Например, можно применять способ, при котором один воздухопроницаемый материал сгибают и фиксируют с помощью сварочного устройства, и упругие и эластичные элементы помещают между воздухопроницаемым материалом (способ, применяемый при производстве трехмерных сборок 60). Кроме того, предложен способ, показанный на фигурах 17 и 18. А именно, согласно способу формирования растяжимой структуры для впитывающего изделия гофрообразующий вал 300 с непрерывными канавками 301, размещенными по окружности наружной периферийной поверхности, приводится во вращательное движение вокруг центра вала; непрерывный ленточный воздухопроницаемый материал 120 наматывается вокруг наружной периферийной поверхности и проходит в направлении вращения; протяженные упругие и эластичные элементы 90 подаются в направлении поточной линии к месту прохождения канавки воздухопроницаемого материала 120 с загрузочной стороны гофрообразующего вала 300; задается линейное натяжение воздухопроницаемого материала 120 с загрузочной стороны гофрообразующего вала 300 в качестве линейного натяжения, вызывающего уменьшение ширины воздухопроницаемого материала 120; задается линейное натяжение воздухопроницаемого материала со стороны выпуска с гофрообразующего вала 300 в качестве линейного натяжения для возврата из процедуры уменьшения ширины (вытяжки); участок воздухопроницаемого материала 120, возвращенный после процедуры уменьшения ширины (вытяжки), вводится в канавки 301 под воздействием линейного натяжения упругих и эластичных элементов 90 путем уменьшения линейного натяжения на гофрообразующем валу 300 с образованием при этом в воздухопроницаемом материале 120 гофроподобных участков 125, как показано на фиг.18 и 19, причем сопряженные поверхности гофроподобных участков 125 скрепляются таким образом, чтобы они не разделялись, по меньшей мере, на нижних участках гофроподобных участков 125, и после подачи упругих и эластичных элементов 90, по меньшей мере, оба концевых участка упругих и эластичных элементов 90 фиксируются между сопряженными поверхностями гофроподобных участков 125.
Для создания изменений линейного натяжения с загрузочной стороны и со стороны выпуска гофрообразующего вала 300 в проиллюстрированном варианте с загрузочной стороны и со стороны выпуска гофрообразующего вала 300 обеспечивают направляющий вал 310 с загрузочной стороны и направляющий вал 320 со стороны выпуска; воздухопроницаемый материал 120 последовательно наматывается вокруг направляющего вала 310 с загрузочной стороны, гофрообразующего вала 300 и направляющего вала 320 со стороны выпуска; гофрообразующий вал 300 приводится в движение с более высокой скоростью вращения (число оборотов в единицу времени), чем скорость вращения направляющего вала 310 с загрузочной стороны, и направляющий вал 320 со стороны выпуска приводится в движение с более низкой скоростью вращения, чем скорость вращения гофрообразующего вала 300. Путем создания изменений в линейных скоростях можно производить изменения линейного натяжения (усилие натяжения, прилагаемое к воздухопроницаемому материалу 120 в направлении переноса во время перемещения), как описано выше. С помощью уменьшения линейного натяжения на гофрообразующем валу 300 участок воздухопроницаемого материала 120, возвращенный после процедуры уменьшения ширины, можно вводить в канавки 301 под воздействием линейного натяжения упругих и эластичных элементов 90 и с образованием при этом гофроподобных участков 125 на воздухопроницаемом материале 120, как показано на фиг.18 и 19.
Не существует особых ограничений на средство для фиксации гофроподобных участков 125 в воздухопроницаемом материале 120. В проиллюстрированном варианте устройство 330 для нанесения клея, помещенное со стороны входа на гофрообразующий вал 300, наносит термоплавкий клей в непрерывном режиме или с промежутками на нижние участки 81 гофров 80 воздухопроницаемого материала 120; и воздухопроницаемый материал 120 вводится в канавки 301 на гофрообразующем валу 300, в результате чего противостоящие нижние участки 81 склеиваются друг с другом. Альтернативно, направляющий вал 320 со стороны выпуска можно изготавливать в виде вала с канавками 301, подобными канавкам гофрообразующего вала 300 для того, чтобы воздухопроницаемый материал 120, удерживающий упругие и эластичные элементы 90 на гофроподобных участках 125, переносился с гофрообразующего вала 300 на направляющий вал 320 со стороны выпуска, и нижние участки 81 гофров 80 помещались между сварочными роликами, такими как нагревательные ролики, и подвергались сварке с обеих сторон.
Упругие и эластичные элементы 90 можно фиксировать в непрерывном режиме или с промежутками в продольном направлении или можно фиксировать только на обоих концах. Средство для фиксации упругих и эластичных элементов 90 может представлять собой термоплавкий клей или сварку. В случае фиксации упругих и эластичных элементов 90 с помощью термоплавкого клея, упругие и эластичные элементы 90 с термоплавким клеем, нанесенным на наружную периферийную поверхность, могут приклеиваться к воздухопроницаемому материалу 120, или термоплавкий клей можно предварительно наносить на воздухопроницаемый материал 120 и затем упругие и эластичные элементы 90 будут приклеиваться к воздухопроницаемому материалу 120. Для нанесения термоплавкого клея на наружные периферийные поверхности упругих и эластичных элементов 90 термоплавкий клей 91 можно наносить с помощью устройства для нанесения клея SureWrap Nozzle, как показано на фиг.21 или с помощью пистолета для нанесения клея с насадкой в виде гребенки. В способе, показанном на фиг.17, предполагается, что упругие и эластичные элементы 90 с термоплавким клеем, нанесенным на наружные периферийные поверхности, приклеиваются к воздухопроницаемому материалу 120 со стороны входа на направляющий вал 310 с загрузочной стороны. Упругие и эластичные элементы 90 можно фиксировать в любое время после подачи упругих и эластичных элементов 90, такой как во время прохождения от направляющего вала 310 с загрузочной стороны до гофрообразующего вала 300, или после прохождения через гофрообразующий вал 300, когда фиксирующее средство представляет собой сварку.
Форму канавок 301 на гофрообразующем валу 300 можно устанавливать в зависимости от конкретного случая. Канавки 301 могут представлять собой V-образные канавки 301 с V-образным профилем, которые показаны на фиг. 19(a), U-образные канавки 301 с U-образным профилем, которые показаны на фиг.19(b), или канавки 301 с узким входом и поперечным Ω-образным профилем, имеющие узкий вход и широкую нижнюю часть, как показано на фиг. 19(c). В частности, в первых двух вариантах нижние участки 81 гофров 80 можно скреплять с помощью клея, хотя интервалы между сопряженными поверхностями 80a и 80b нижних участков 81, по всей вероятности, должны быть широкими. В то же время в случае канавок 301 с узким входом, показанных на фиг.19(c), интервал между сопряженными поверхностями 80a и 80b нижних участков 81 является узким, позволяя более надежное сцепление. Когда ширина входа канавок 301 с узким входом равна или превышает размер, получаемый при добавлении двойной толщины воздухопроницаемого материала 120 к диаметру упругих и эластичных элементов 90, вытянутых вдоль линии, и равна или меньше размера, получаемого при добавлении двойной толщины воздухопроницаемого материала 120 к диаметру упругих и эластичных элементов 90 естественной длины, упругие и эластичные элементы 90 и воздухопроницаемый материал 120 может беспрепятственно вводиться в канавки 301. Даже когда ширину входа канавок 301 с узким входом устанавливают равной или меньше размера, получаемого при добавлении двойной толщины воздухопроницаемого материала 120 к диаметру упругих и эластичных элементов 90 на производственной линии, как показано на фиг.19(c), упругие и эластичные элементы 90 и воздухопроницаемый материал 120 могут вводиться в канавки 301 благодаря деформации упругих и эластичных элементов 90. В частности, при нанесении термоплавкого клея на наружные периферийные поверхности упругих и эластичных элементов 90 термоплавкий клей распространяется на сопряженные поверхности 80a и 80b нижних участков 81 гофров 80 из-за деформации упругих и эластичных элементов 90, способствуя при этом также склеиванию нижних участков 81 гофров 80.
Гофрообразующий вал 300 может представлять собой вал с наружной периферийной поверхностью, изготовленной из металла. Однако гофрообразующий вал 300 предпочтительно представляет собой каучуковый вал, образуемый путем обеспечения слоя каучука 303, содержащего канавки 301 на внешней периферии (внешней окружности) shaft участок 302, как показано на фиг.20(a). Однако при этом, принимая во внимание проблему абразивного изнашивания нижней части канавок, можно предпочтительно изготавливать нижнюю часть канавок из слоя 304 металла, как показано на фиг.20(b).
В то же время, когда режим линейного натяжения с небольшим уменьшением ширины и возврата из процедуры вытяжки (уменьшения ширины), как показано в верхней части фиг.22(a), и режим линейного натяжения с большим уменьшением ширины и возврата из процедуры вытяжки, как показано в верхней части фиг.22(b), поочередно повторяются с заданным регулированием по времени, высота выступающей части гофроподобных участков 125 становится небольшой в случае режима линейного натяжения с небольшим уменьшением ширины и возврата из процедуры вытяжки, как показано в нижней части фиг.22(a); и высота выступающей части гофроподобных участков 125 становится большой в случае режима линейного натяжения с большим уменьшением ширины и возврата из процедуры вытяжки, как показано в нижней части фиг.22(b). Следовательно, согласно такому способу можно формировать растяжимую структуру согласно описанному выше варианту, показанному на фиг.12-16.
Режим линейного натяжения с небольшим уменьшением ширины и возврата из процедуры вытяжки (уменьшения ширины), как показано в нижней части фиг.22(a) можно осуществлять путем управления и регулировки валов 300, 310, и 320 с целью уменьшения разности между скоростями вращения направляющего вала 310 с загрузочной стороны и гофрообразующего вала 300 и с целью уменьшения разности между скоростями вращения гофрообразующего вала 300 и направляющего вала 320 со стороны выпуска; и, например, укорачивая расстояние между направляющим валом 310 с загрузочной стороны и гофрообразующим валом 300 в направлении переноса, и укорачивая расстояние между гофрообразующим валом 300 и направляющим валом 320 со стороны выпуска в направлении переноса. Кроме того, режим линейного натяжения с большим уменьшением ширины и возврата из процедуры вытяжки (уменьшения ширины), как показано на фиг.22(b), можно осуществлять путем управления и регулировки валов 300, 310, и 320 с целью увеличения разности между скоростями вращения направляющего вала 310 с загрузочной стороны и гофрообразующего вала 300; с целью увеличения разности между скоростями вращения гофрообразующего вала 300 и направляющего вала 320 со стороны выпуска; и, например, удлиняя расстояние между направляющим валом 310 с загрузочной стороны и гофрообразующим валом 300 в направлении переноса, и удлиняя расстояние между гофрообразующим валом 300 и направляющим валом 320 со стороны выпуска в направлении переноса.
Кроме того, путем применения в качестве гофрообразующего вала 300 вала с возможностью изменений глубины 301d канавок 301 по периметру окружности, как показано на фиг.23 (на фиг.23(a) показан режим, при котором глубина 301d уменьшается, и на фиг.23(b) показан режим, при котором глубина 301d увеличивается) и изменения высоты выступающей части гофроподобных участков 125 в направлении поточной линии, можно формировать растяжимую структуру согласно варианту, показанному на фиг.12-16.
В качестве еще одного способа формирования растяжимой структуры можно применять, например, способ, показанный на фиг.24. А именно, согласно такому способу формирования растяжимой структуры по мере того, как один воздухопроницаемый материал 120 сначала переносится в плоском состоянии посредством плоской грузонесущей поверхности 100 в соответствии с производственной линией, как показано на фиг.24(a), на воздухопроницаемый материал 120 наносится клей 121 для нижнего участка для склеивания сопряженных поверхностей 80a и 80b нижних участков 81 гофров 80. Чтобы сформировать при этом большое число гофров 80, как в описанном выше варианте, клей 121 для нижнего участка наносят в соответствии с числом гофров 80. Кроме того, на места фиксации упругих и эластичных элементов 90 предпочтительно наносят клей 122 для промежуточного участка. Клей 122 для промежуточного участка можно наносить либо на сопряженные поверхности 80a и 80b гофров 80, как в проиллюстрированном варианте, либо можно наносить на обе поверхности. Нанесение клея 122 для промежуточного участка можно осуществлять одновременно с нанесением клея 121 для нижнего участка или перед нанесением клея 121 для нижнего участка или после него.
Затем, как показано на фигурах 24(b) и 24(c), по мере того, как один воздухопроницаемый материал 120 переносится посредством грузонесущей поверхности 100 с V-образными канавками 101, тянущимися в направлении переноса (перпендикулярно показанной плоскости) и образованными с интервалами в CD-направлении (поперечном направление, перпендикулярное направлению переноса), воздухопроницаемый материал 120 втягивается в направлении внутренних поверхностей V-образных канавок 101, как показано с помощью стрелок. На фиг.24(c) проиллюстрировано состояние следующей по ходу позиции после состояния, показанного на фиг.24(b). Как понятно из относительного расположения на чертежах, V-образные канавки 101 образованы таким образом, что зазор в центре V-образных канавок 101 непрерывно сужается с приближением к следующей по ходу позиции в направлении переноса, и угол наклона обеих боковых поверхностей V-образных канавок 101 непрерывно увеличивается с приближением к следующей по ходу позиции в направлении переноса. Следовательно, воздухопроницаемый материал 120 на грузонесущей поверхности 100 деформируется при втягивании вдоль V-образных канавок, и участки воздухопроницаемого материала 120, расположенные в V-образных канавках 101, с увеличением угла наклона обеих боковых поверхностей V-образных канавок 101 складываются с образованием складок.
Чтобы обеспечить образование ровных складок воздухопроницаемого материала 120 в V-образных канавках 101, более предпочтительно, чтобы, по меньшей мере, на одном из двух плечевых участков V-образных канавок 101, были размещены прижимные пластины 102, как показано на фиг.24(b) и 24(c) (в приведенном примере прижимные пластины 102 размещены только на одном из двух плечевых участков, однако их можно помещать на обоих плечевых участках). Кроме того, по меньшей мере, на одну из двух боковых поверхностей V-образных канавок 101 можно выдувать воздух из прижимных пластин 102, как показано с помощью стрелок на фиг.24(c) (в приведенном примере воздух выдувается только на одну из двух боковых поверхностей, однако воздух можно выдувать на обе боковые поверхности).
Затем, как показано на фиг.24(d), между сопряженными внутренними поверхностями V-образного воздухопроницаемого материала 120, сложенного до известной степени, вводятся упругие и эластичные элементы 90 вдоль направления переноса и удерживаются в таком положении. В том случае, когда клей 122 на промежуточном участке не наносится, или чтобы обеспечить более значительную силу сцепления, на наружную периферийную поверхность упругих и эластичных элементов 90, можно предварительно наносить термоплавкий клей 91 с помощью устройства для нанесения клея SureWrap Nozzle, пистолета для нанесения клея с насадкой в виде гребенки или т.п., как в проиллюстрированном варианте.
Затем, как показано на фиг.24(e), когда угол наклона обеих боковых поверхностей V-образных канавок 101 грузонесущей поверхности 100 еще больше увеличивается, участки воздухопроницаемого материала 120, расположенные в V-образных канавках 101, окончательно складываются. Сопряженные боковые поверхности воздухопроницаемого материала 120 склеиваются друг с другом, и упругие и эластичные элементы 90 фиксируются на воздухопроницаемом материале 120 с помощью клея для нижнего участка 81 и, если необходимо, клея 122 для промежуточного участка и клея, нанесенного на наружные периферийные поверхности упругих и эластичных элементов 90. Соответственно растяжимую структуру с большим числом гофров 80 можно формировать в непрерывном режиме и параллельным образом.
Описание применяемых в настоящем документе терминов
Если не указано иначе, применяемые в настоящем документе термины имеют описанные ниже значения.
Водопоглощающую способность измеряют согласно японскому стандарту JIS K7223-1996 "Testing method for water absorption capacity of super absorbent polymers" (Способ испытания водопоглощающей способности супервпитывающих полимеров).
Скорость поглощения воды определяют как "время, которое протекает до конечной точки" согласно японскому стандарту JIS K7224-1996 "Testing method for water absorption rate of super absorbent polymers (Способ испытания скорости поглощения воды супервпитывающими полимерами) с применением 2 г высоковпитывающего полимера и 50 г физиологического раствора.
"Степень растяжения" относится к величине удлинения относительно естественной длины, принятой за 100%.
"Прочность геля" измеряют описанным ниже способом. То есть 1,0 г высоковпитывающего полимера добавляют к 49,0 г искусственной мочи (мочевина: 20 масс.%, соль: 8 масс.%, дигидрат хлорида кальция: 0,3 масс.%, гептагидрат оксида магния: 0,8 масс.% и чистая вода: 70,01 масс.%) и затем перемешивают смесь с помощью мешалки. Полученный в результате гель оставляют стоять в течение трех часов в камере с постоянной влажностью воздуха 60%RH и постоянной температурой 40°C, и затем возвращают в прежнее состояние окружающей среды при комнатной температуре. Затем измеряют прочность геля с помощью устройства для измерения прочности гелеобразных продуктов (Curdmeter-MAX ME-500 производства компании I. Techno Engineering Co., Ltd.).
"Основную массу" измеряют описанным ниже способом. То есть образец или образец для испытаний предварительно сушат и оставляют в помещении для испытаний или в устройстве для испытаний при стандартных условиях (при температуре 20 ± 5°C и относительной влажности 65% или менее) до достижения постоянной массы. Предварительная сушка относится к переворачиванию образца или образца для испытаний до постоянного веса в условиях окружающей среды при относительной влажности от 10 до 25% и температуре, не превышающей 50°C. В предварительной сушке нет необходимости в случае волокна с официальной остаточной влажностью 0,0%. Образец для испытания с постоянной массой нарезают на образцы размером 200 мм × 250 мм (± 2 мм) с применением плашки для измерения основной массы (200 мм × 250 мм ± 2 мм). Измеряют массу образца и измеренное значение умножают на 20 для определения массы, приходящейся на квадратный метр, в качестве основной массы.
- "Толщину" измеряют в автоматическом режиме с помощью автоматического толщиномера (KES-G5, программа измерения при управляемом сжатии) в условиях, когда нагрузка составляет 10 гс/см2 и площадь давления составляет 2 см2).
Промышленная применимость
Настоящее изобретение подходит для одноразовых подгузников типа трусов, которые описаны выше, а также применимо для одноразовых подгузников ленточного типа или прокладочного типа и других обычных впитывающих изделий, таких как гигиенические прокладки.
Список ссылочных позиций на чертежах
11 Непроницаемый для жидкости лист
12 Наружная оболочка
12A Участок бокового скрепления
12B Задняя наружная оболочка
12F Передняя наружная оболочка
12M Наружная оболочка на участке промежности
12S Листовидный компонент
12r Отогнутый участок
25 Запечатываемый лист
30 Верхний лист
40 Промежуточный (прослоечный) лист
50 Впитывающий элемент
56 Абсорбент
58 Оберточный лист
60 Трехмерная сборка
62 Лист для сборки
70 Лента для дополнительной отделки
80 Гофр
80a и 80b Сопряженная поверхность
81 Нижний участок
82 Концевой участок
85 Участок между гофрами
86 Продольный разрез
90 Упругий и эластичный элемент
100 Грузонесущая поверхность
101 V-образная канавка
102 Прижимная пластина
120 Воздухопроницаемый материал
121 Клей для нижнего участка
122 Клей для промежуточного участка
125 Гофроподобный участок
200 Внутренний узел
300 Гофрообразующий вал
301 Канавка
310 Направляющий вал с загрузочной стороны
320 Направляющий вал со стороны выпуска
330 Устройство для нанесения клея
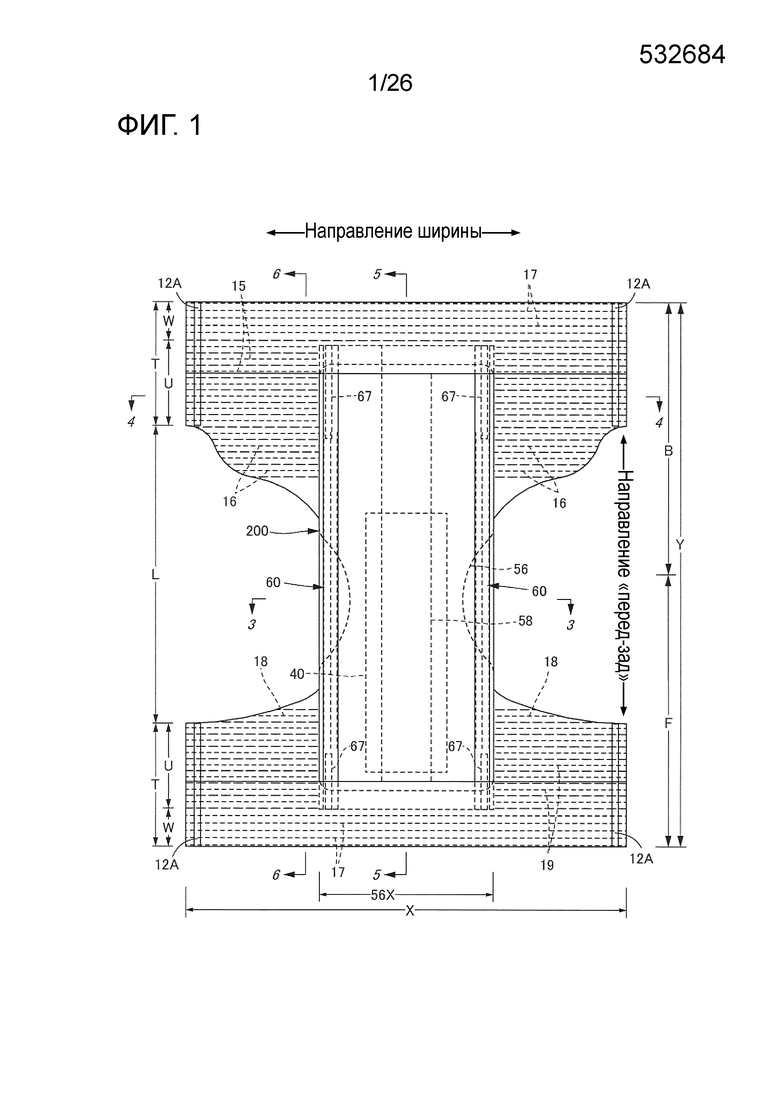
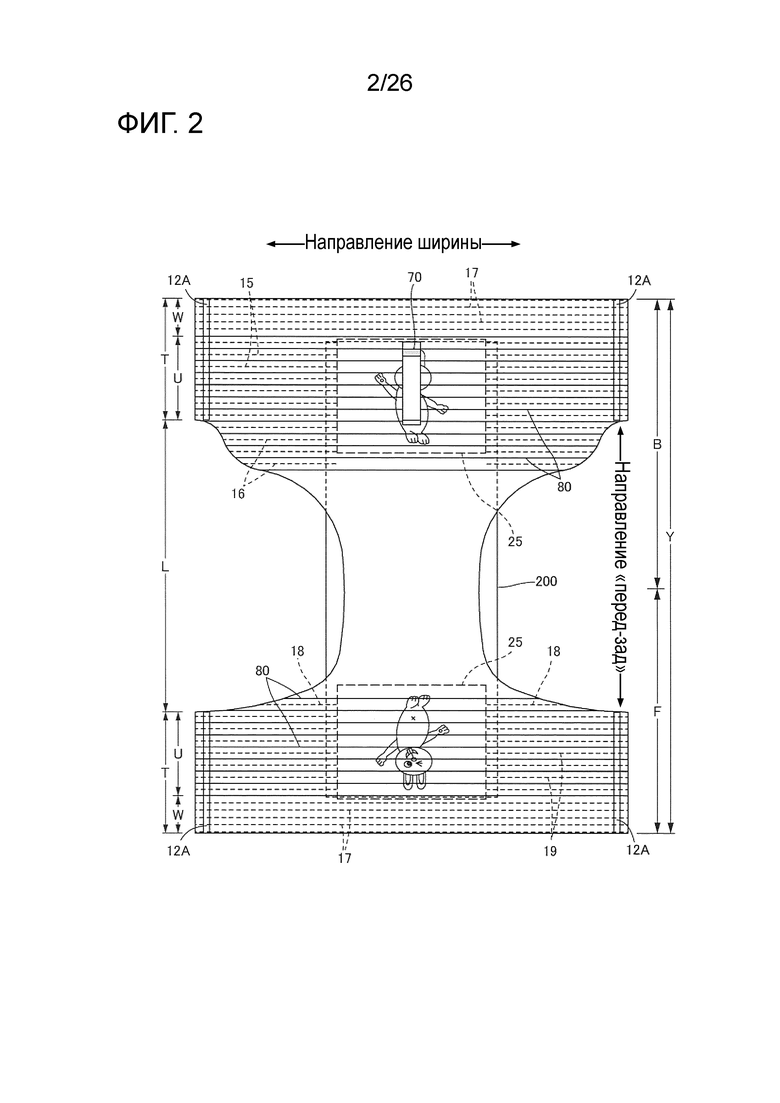
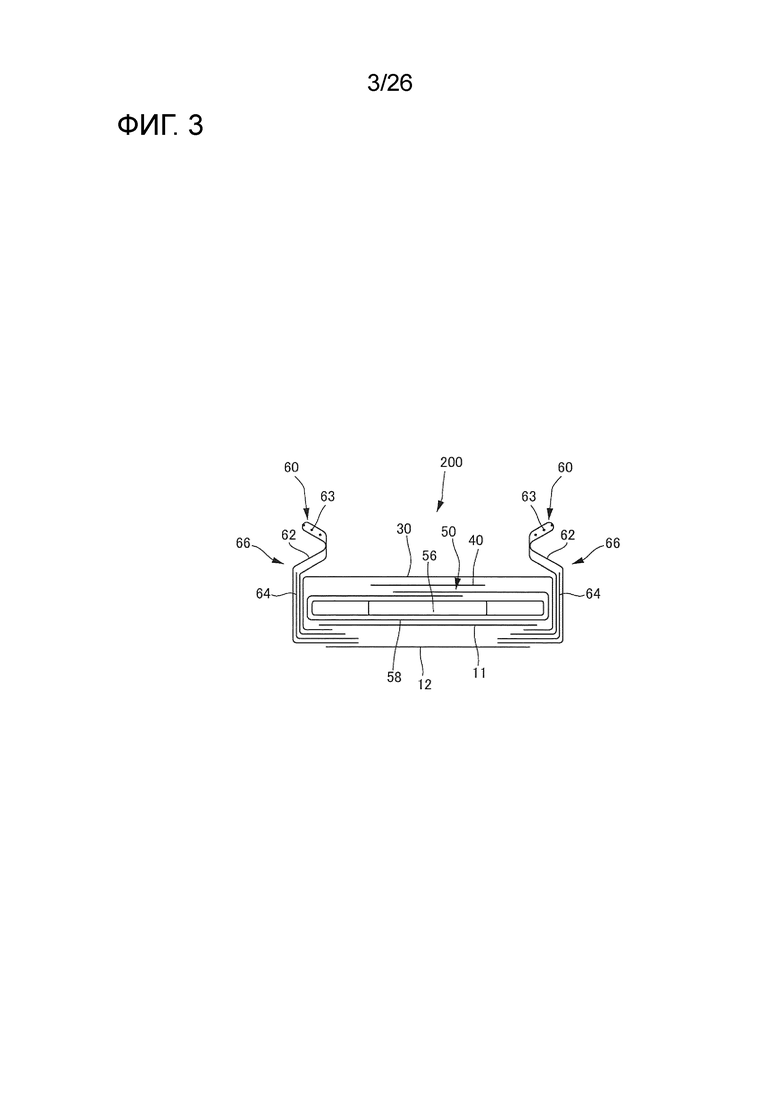
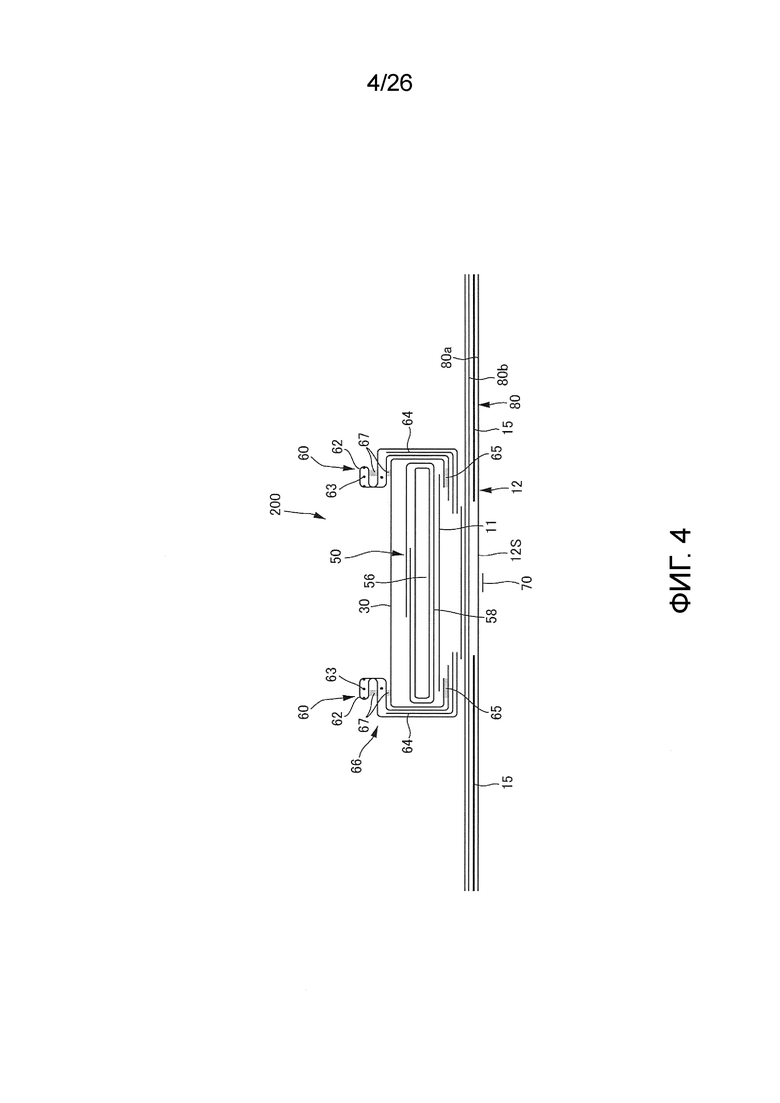
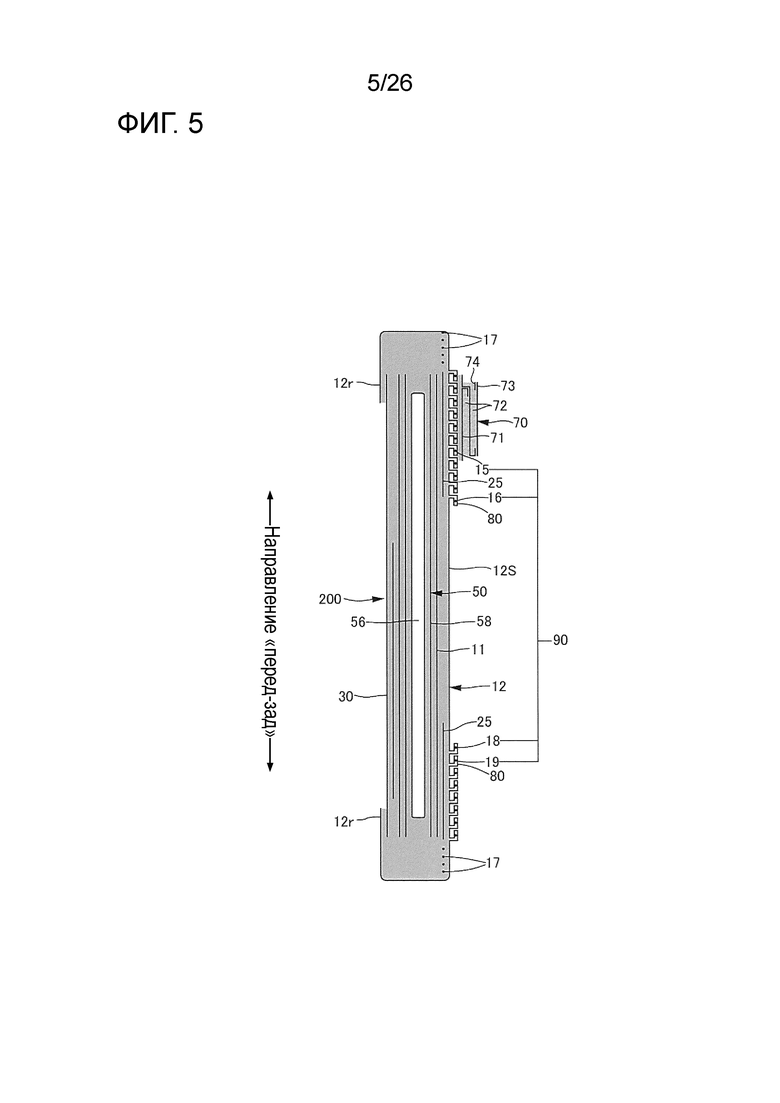
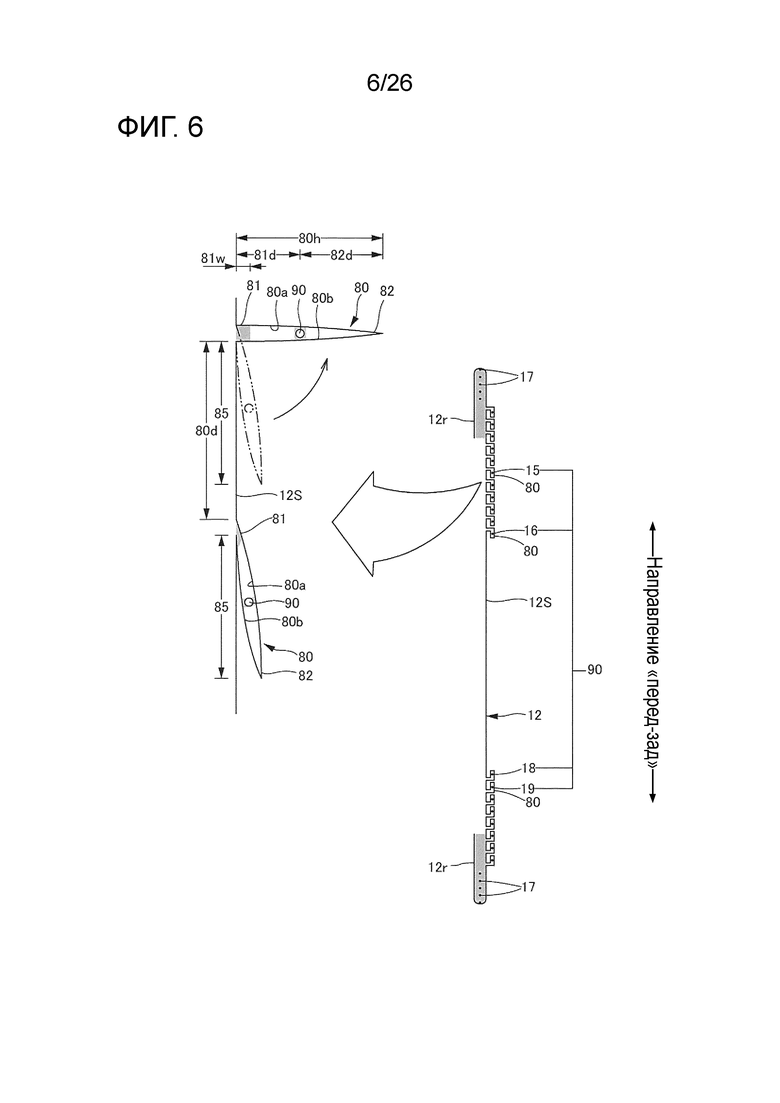
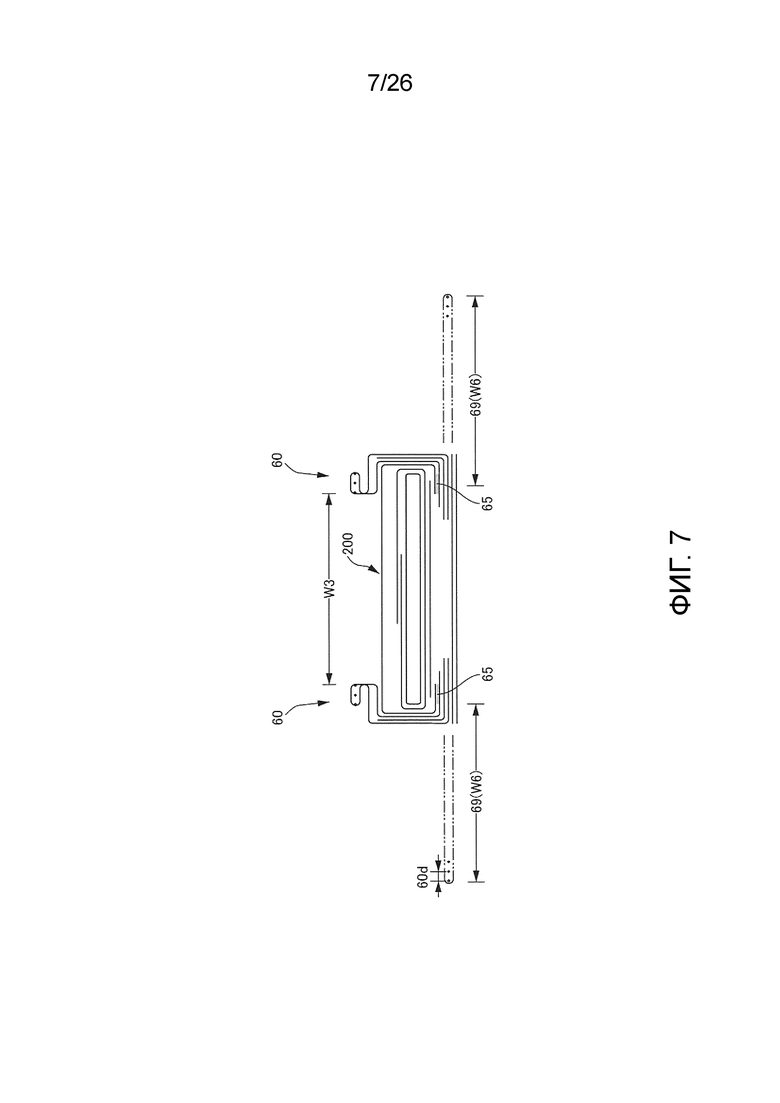
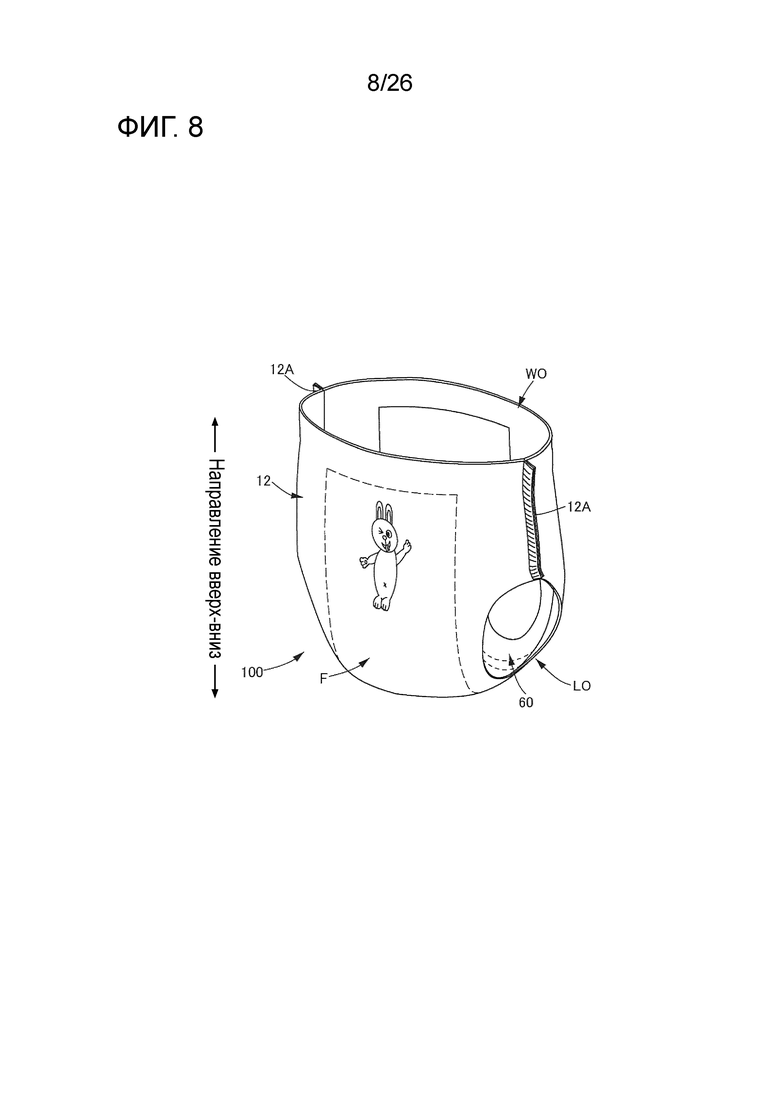
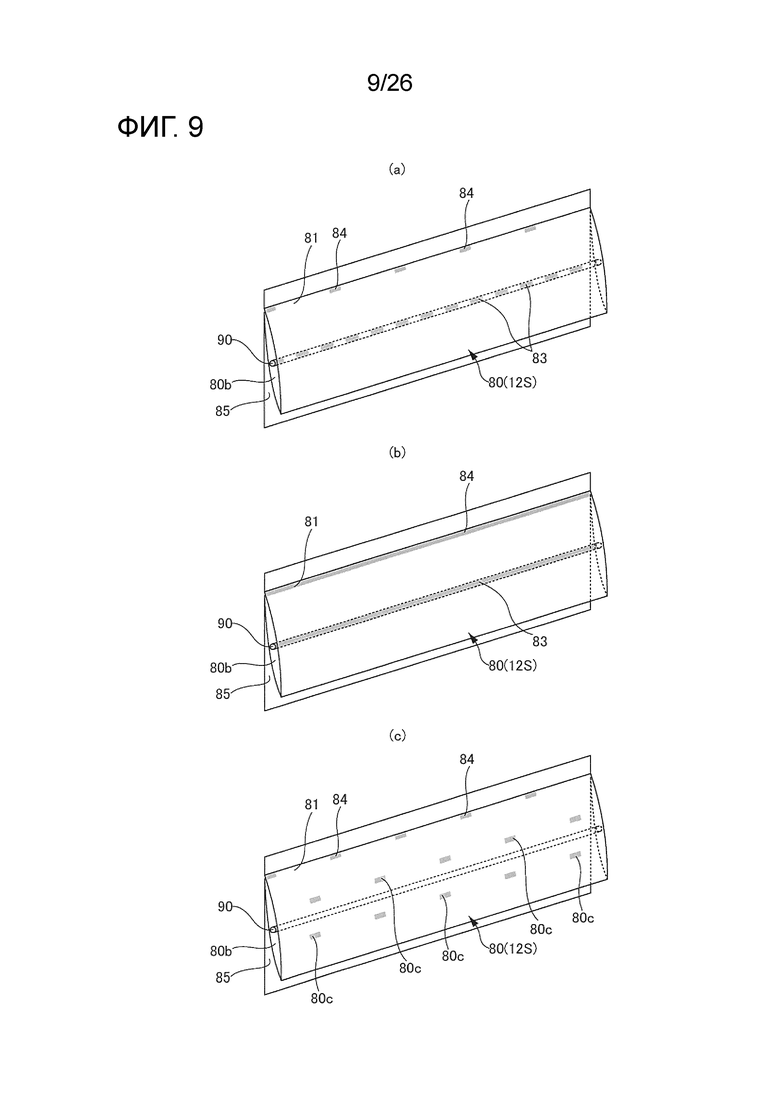
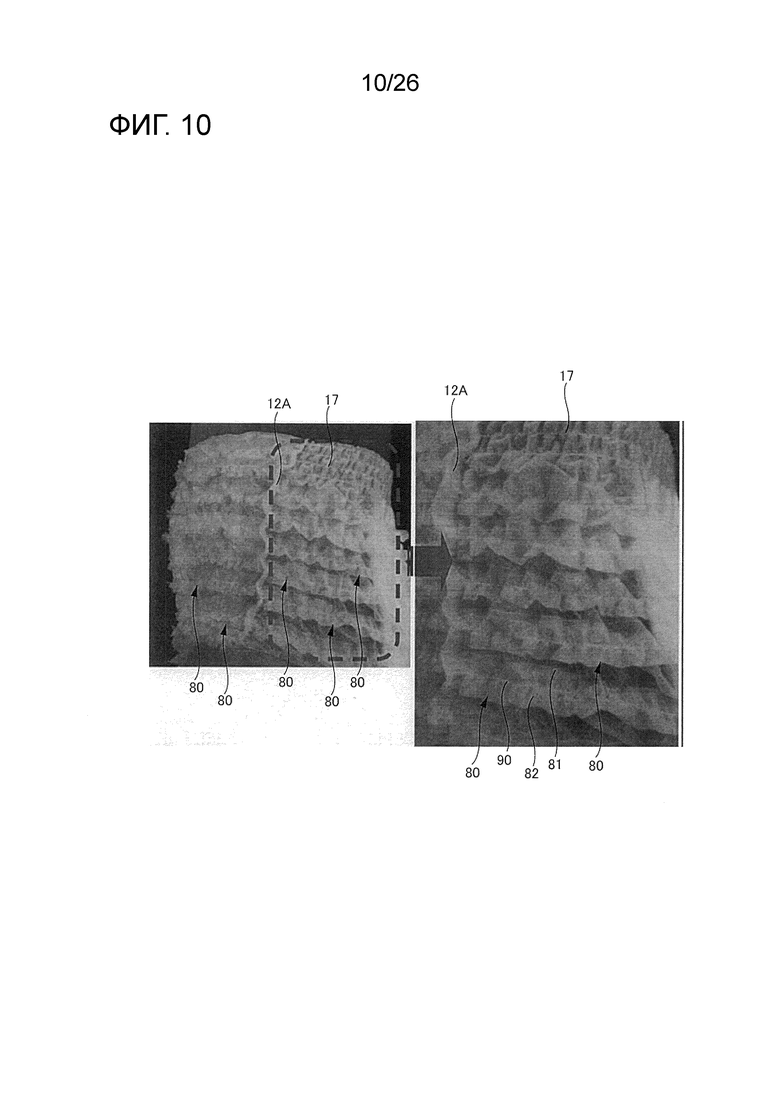
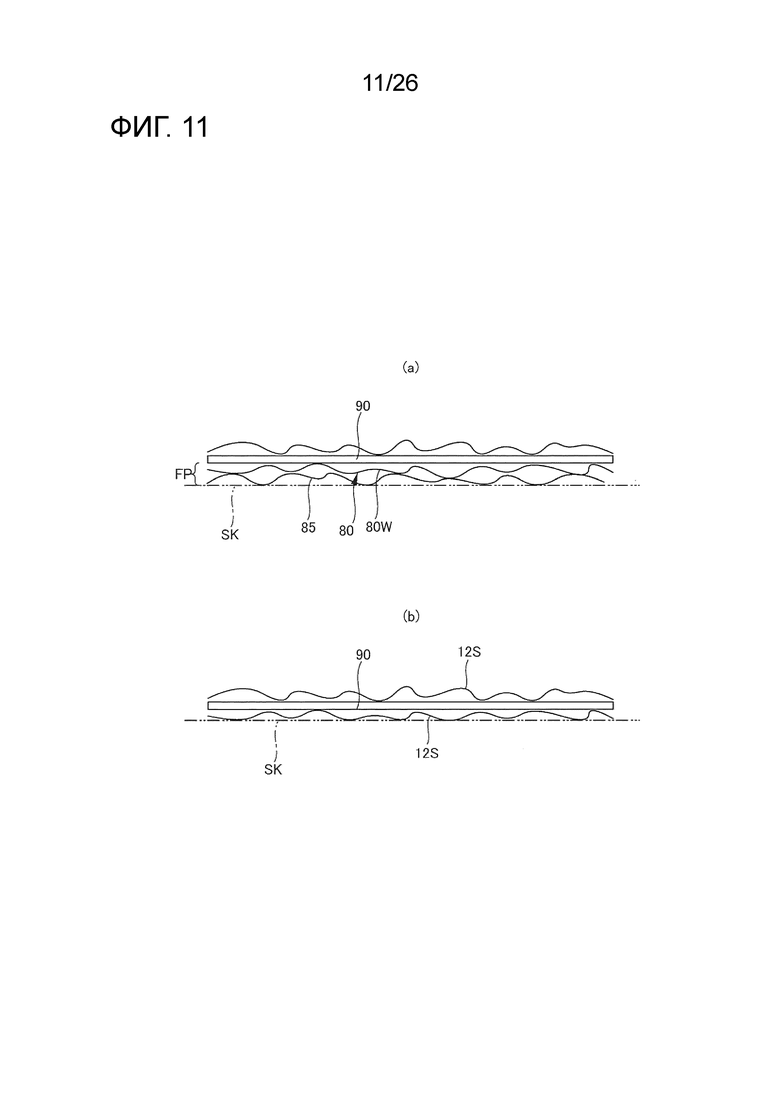
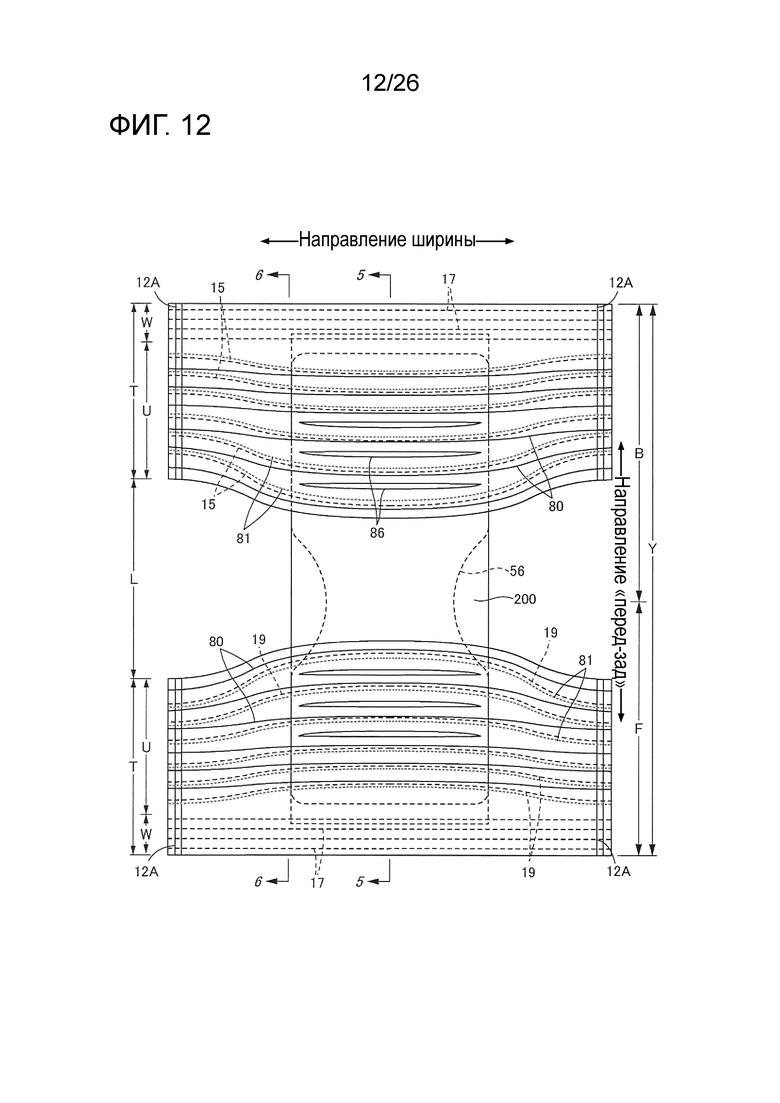
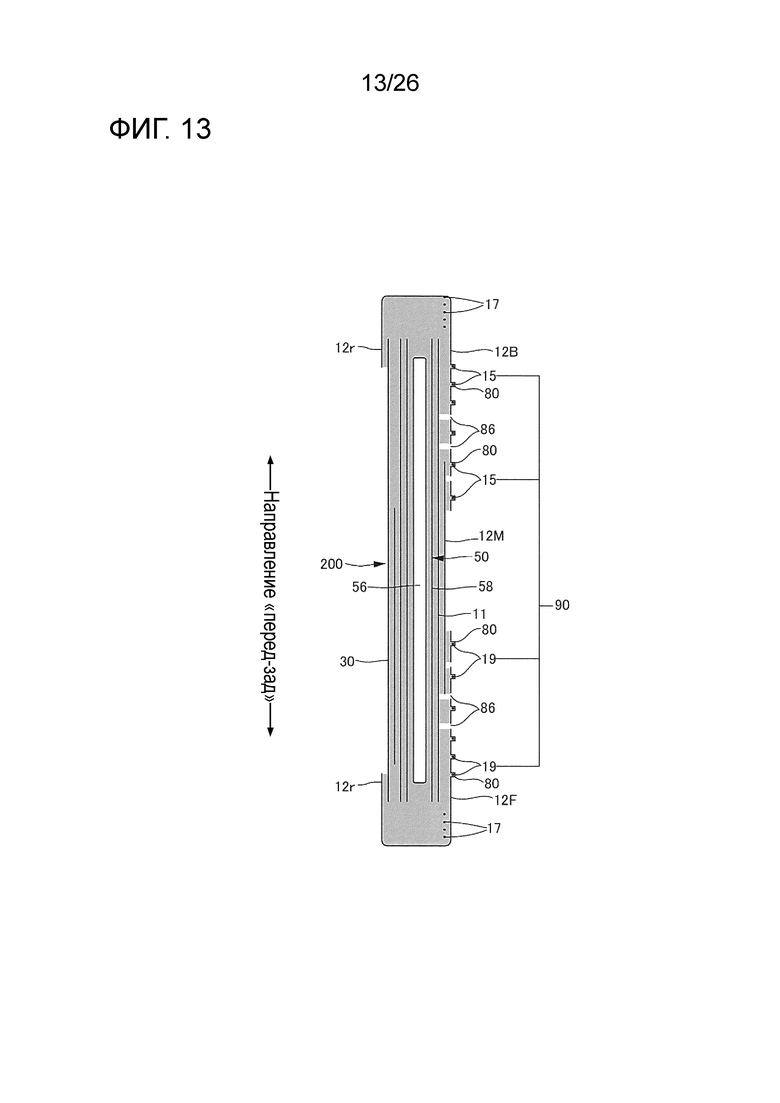
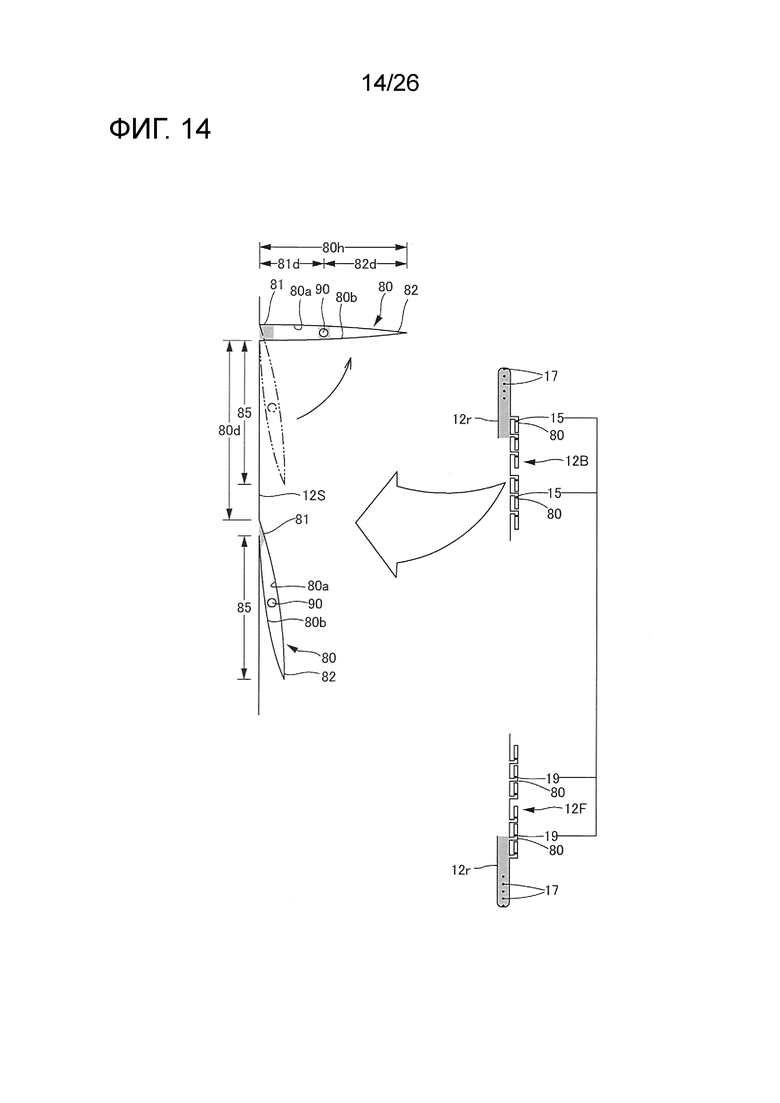

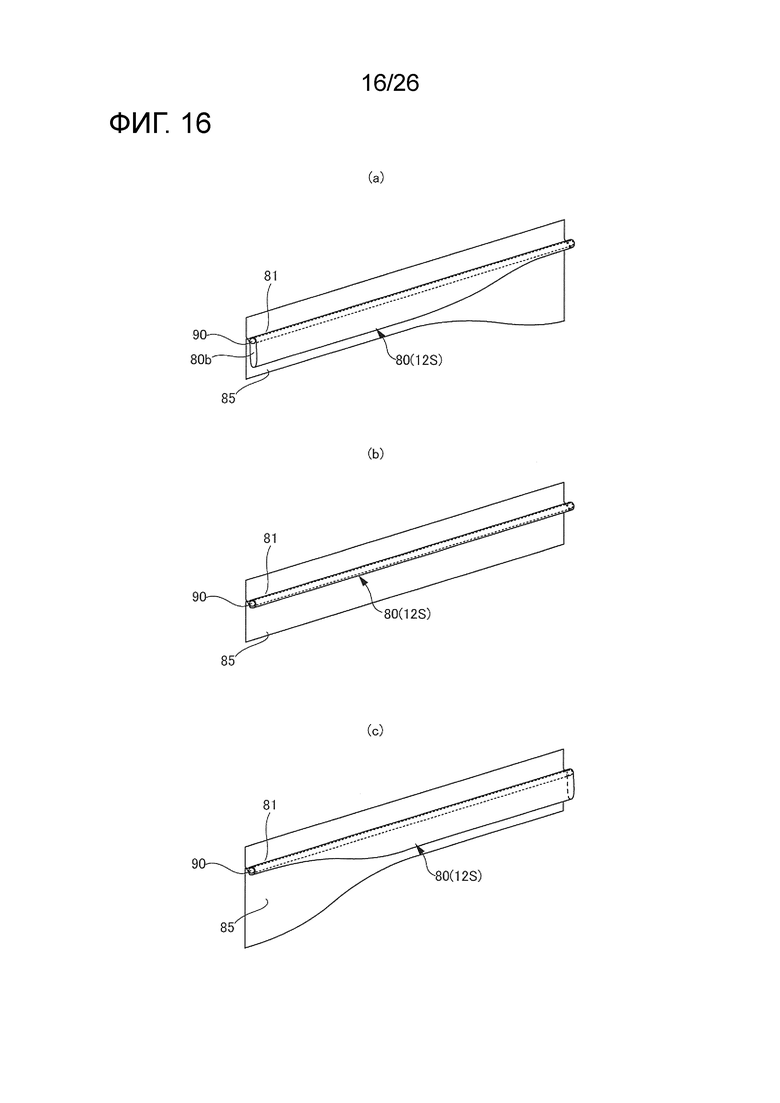
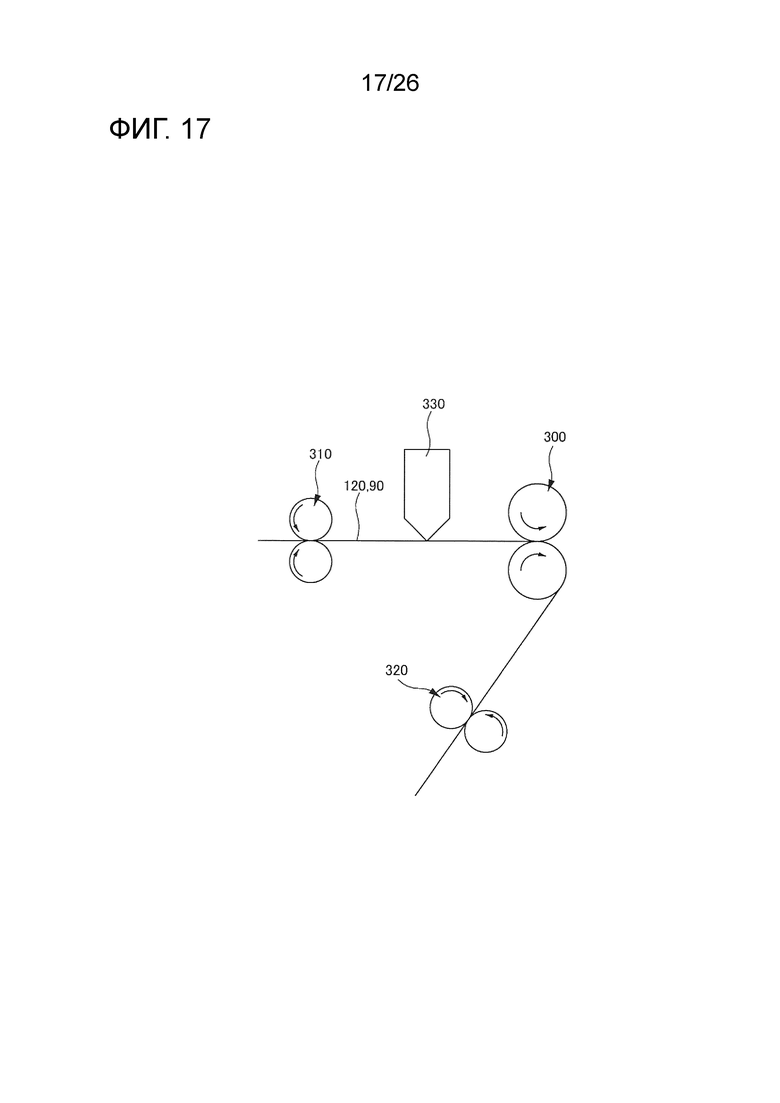
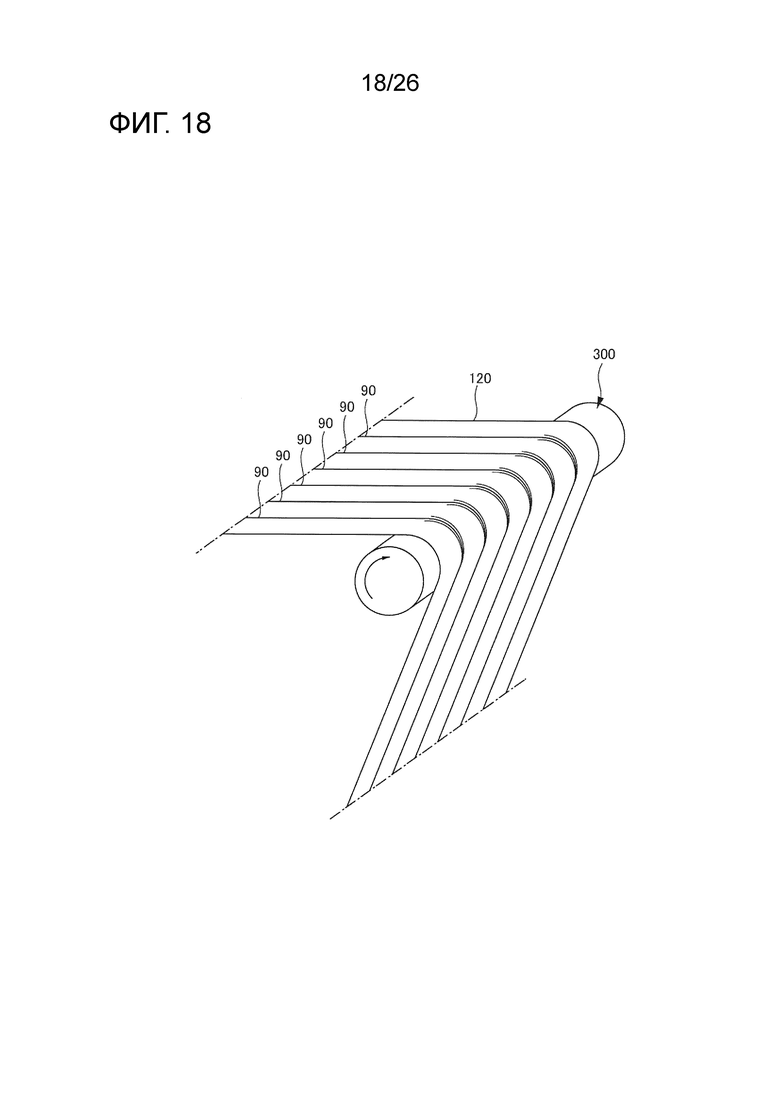
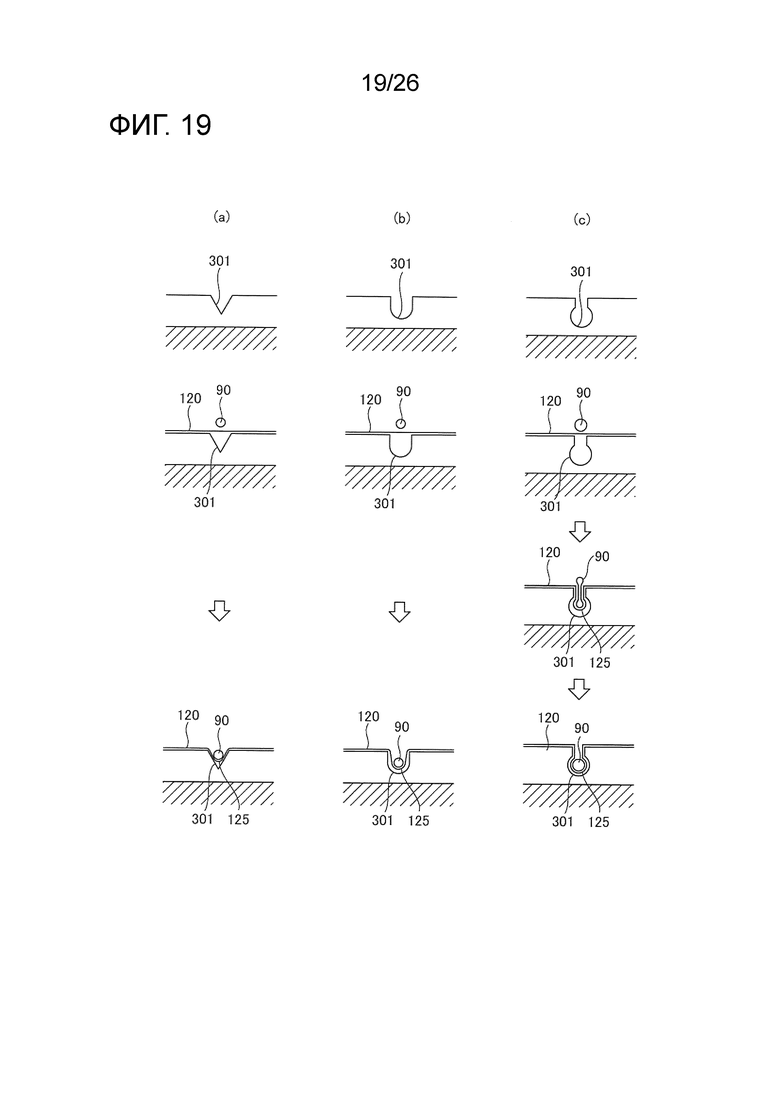
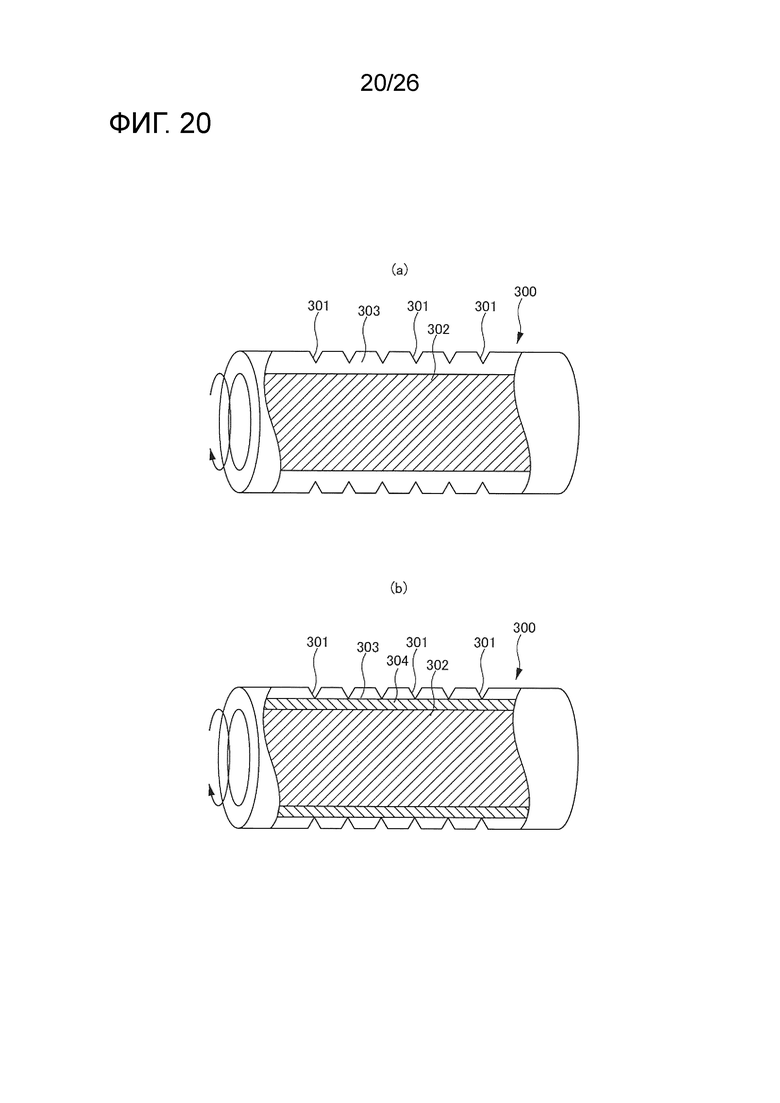
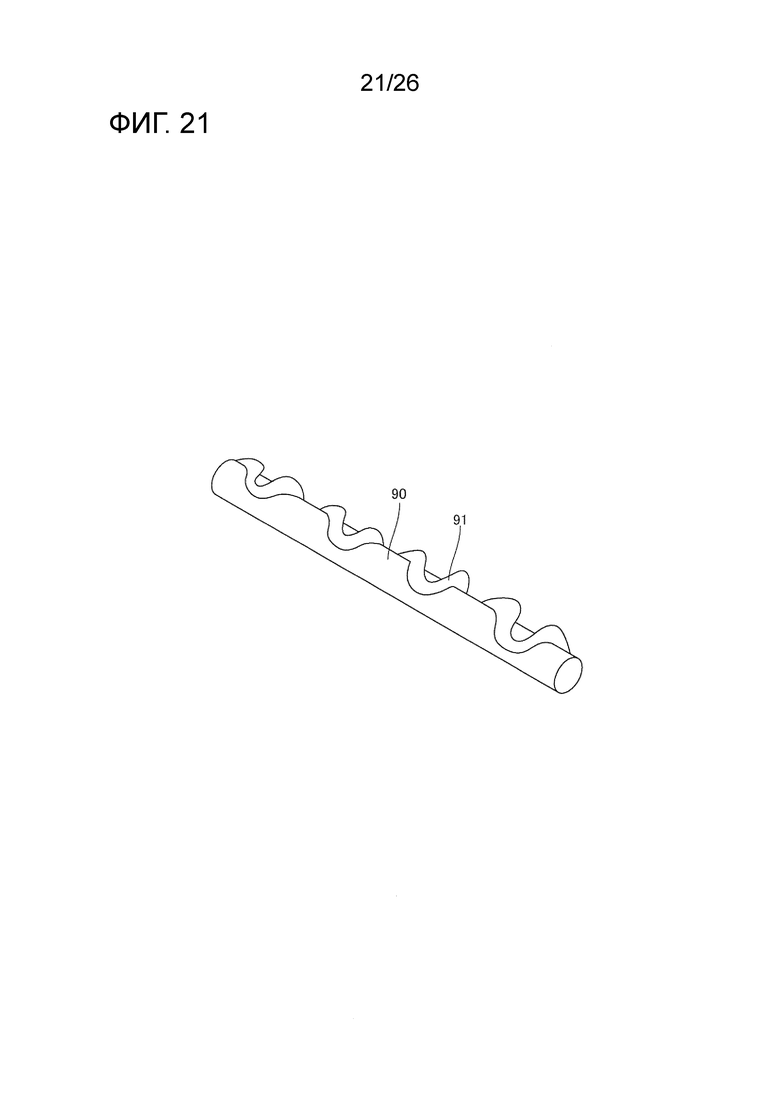
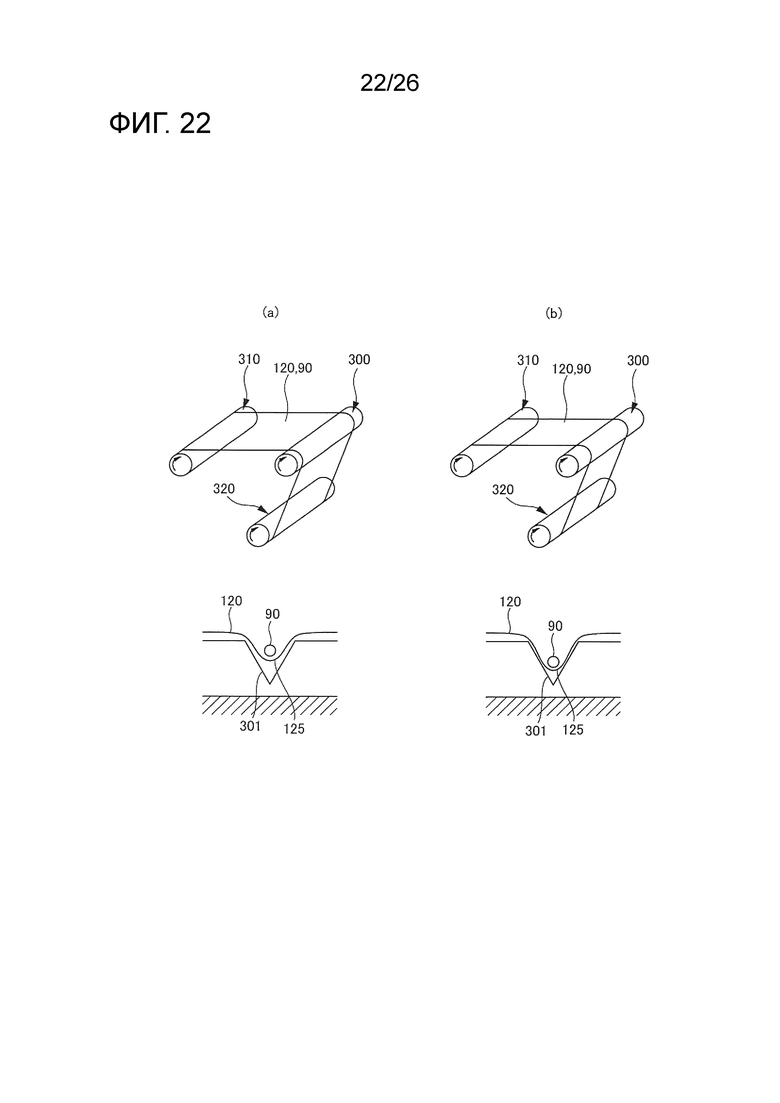
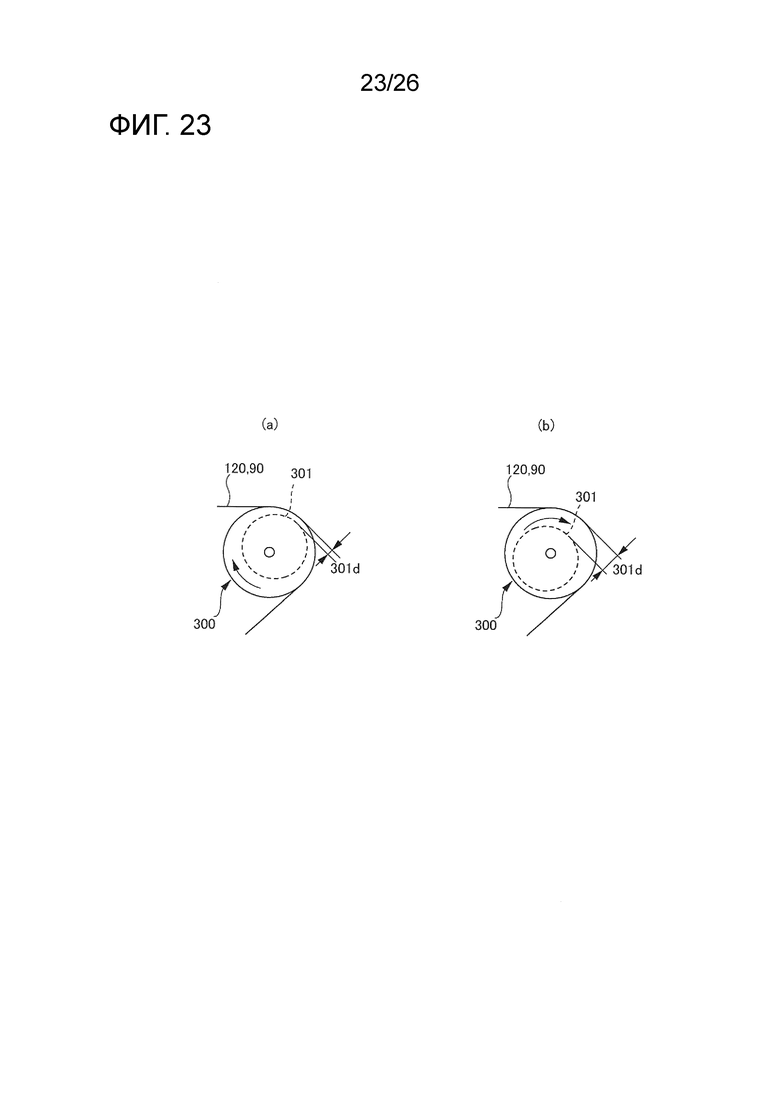
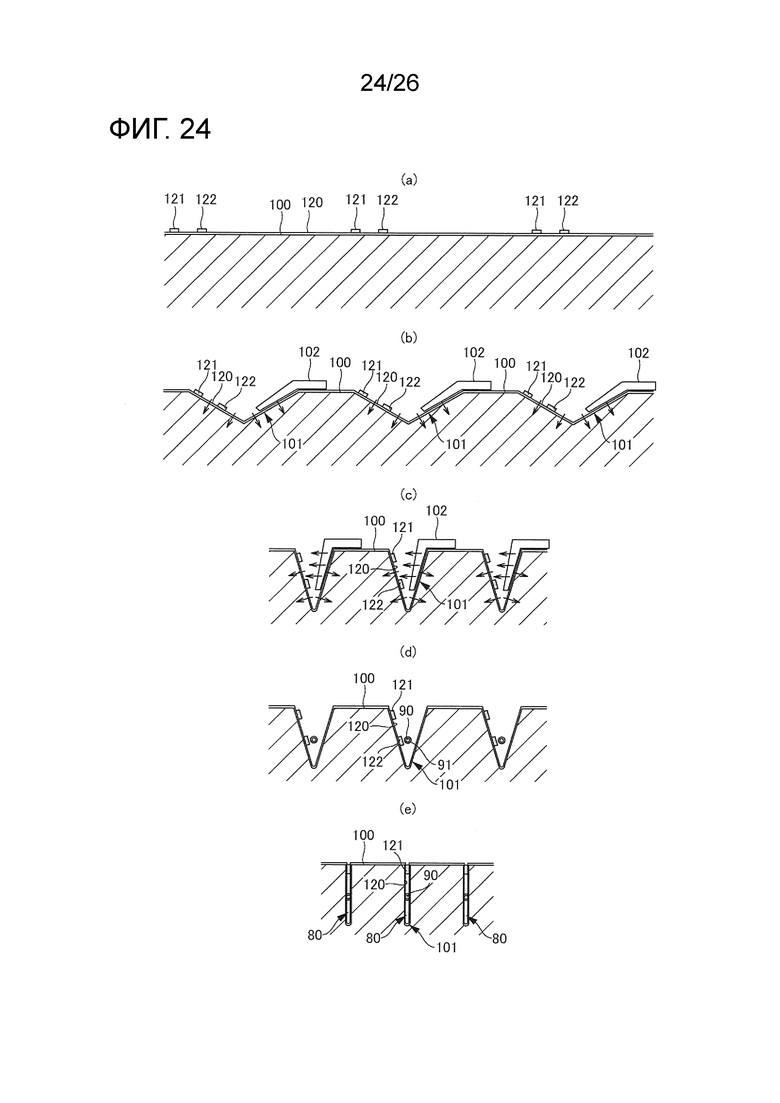
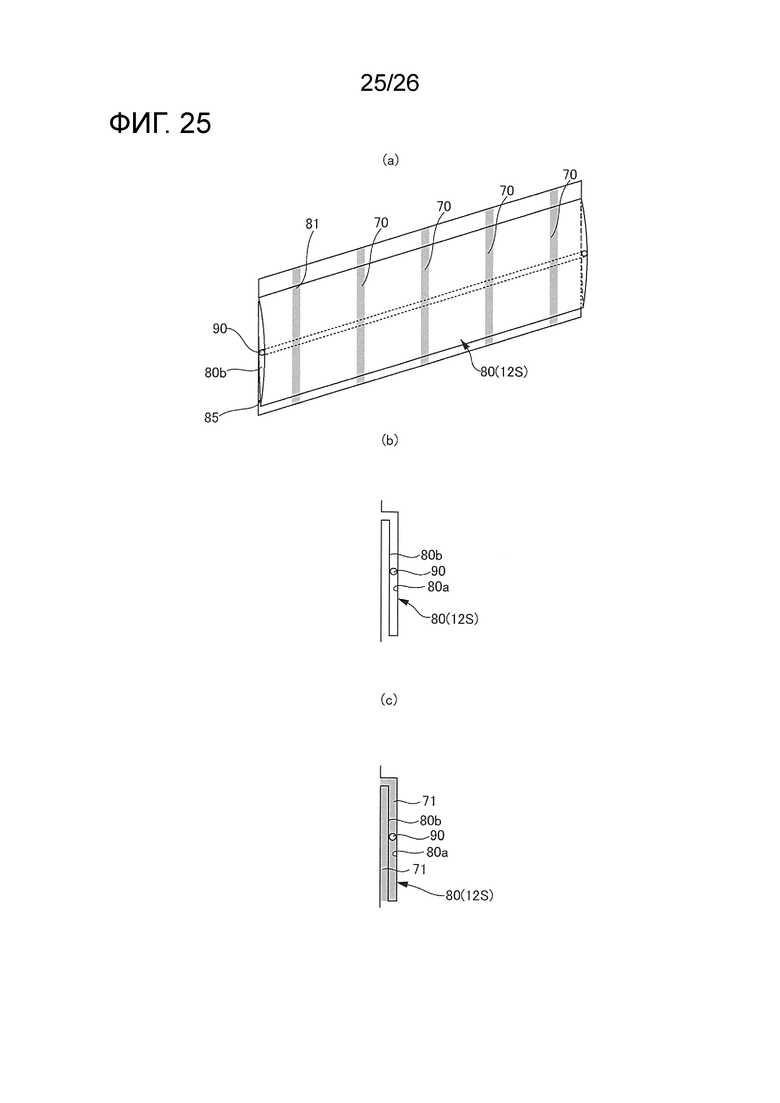
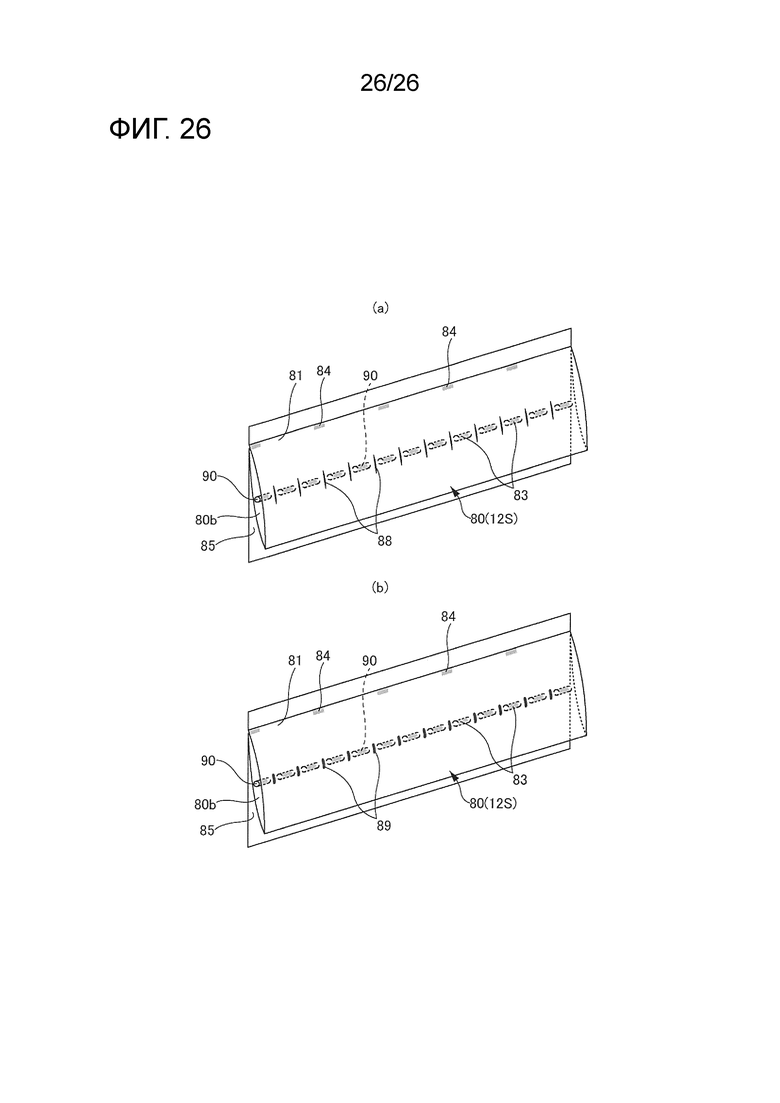
Растяжимая структура для впитывающего изделия включает в себя: листовидный компонент (12S), который состоит из одного воздухопроницаемого материала (120) и содержит множество гофров (80), расположенных с интервалами таким образом, что они не перекрываются в опущенном состоянии; и участки (85) между гофрами, перекрывающиеся в состоянии, при котором гофры (80) опущены; и удлиненные упругие и эластичные элементы (90) между противоположными поверхностями (80a и 80b) гофров (80) вдоль продольного направления гофров (80). Гофры (80) непрерывно или с промежутками скрепляют в продольном направлении гофров (80) таким образом, чтобы, по меньшей мере, противоположные поверхности (80a и 80b) нижних участков (81) не отделялись друг от друга. Наружные поверхности гофров (80) не скрепляются с участками (85) между гофрами, за исключением обоих продольных концов гофров (80). Упругие и эластичные элементы (90) размещаются дальше к дистальным концам, чем участки (81) основания гофров (80), и по меньшей мере обе части концов закреплены между противоположными поверхностями (80a и 80b) гофров (80). Гофры (80) и участки (85) между гофрами сжимаются при сокращении упругих и эластичных элементов (90). 4 н. и 12 з.п. ф-лы, 26 ил.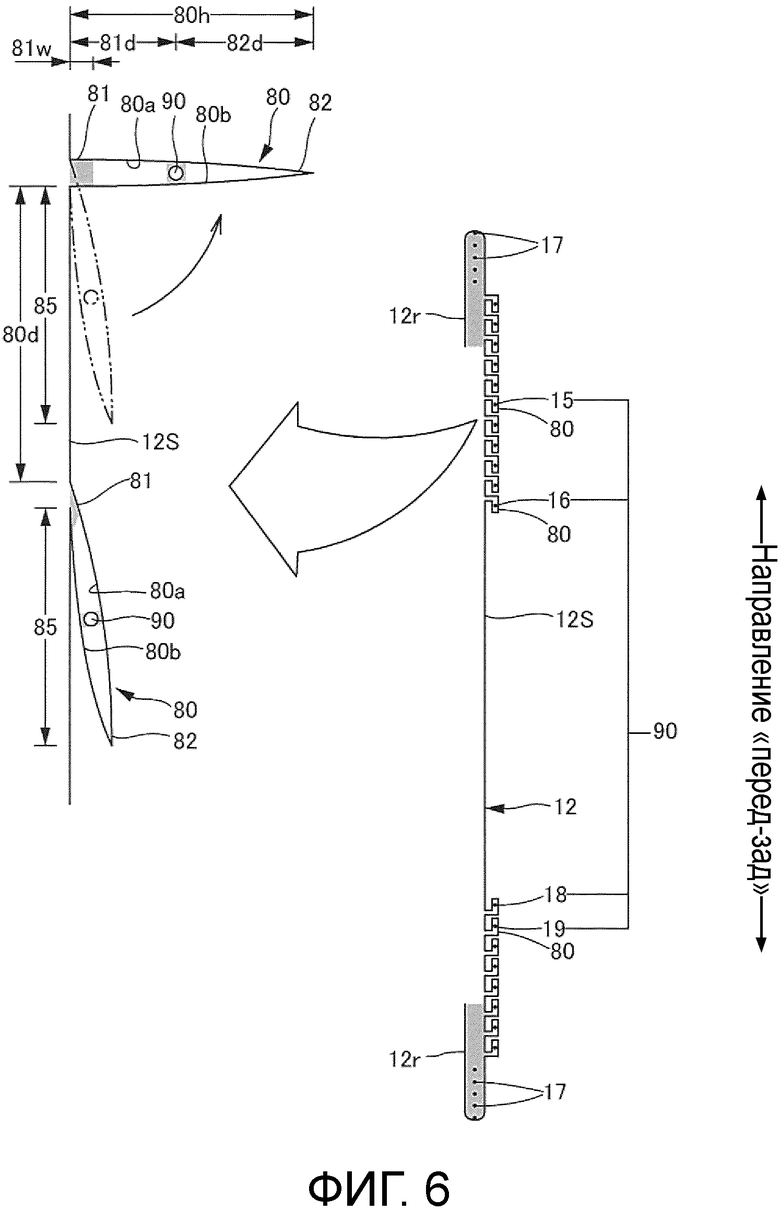
1. Растяжимая структура для впитывающего изделия, содержащая:
листовидный компонент, который состоит из одного воздухопроницаемого материала и имеет множество гофров, расположенных с интервалами таким образом, что они не перекрываются в опущенном состоянии, и межгофровые участки, перекрывающиеся в состоянии, в котором гофры опущены; и
удлиненные упругие и эластичные элементы, имеющиеся между противоположными поверхностями гофров вдоль продольного направления гофров, причем
противоположные поверхности гофров непрерывно или прерывисто скреплены в продольном направлении гофров таким образом, что противоположные поверхности каждого гофра не разделены, по меньшей мере, на участке основания гофра;
наружные поверхности гофра не скреплены с межгофровыми участками, за исключением обоих продольных концов гофров;
упругие и эластичные элементы размещены в гофрах на стороне вершины по отношению к участку основания и по меньшей мере оба конца упругих и эластичных элементов зафиксированы между противоположными поверхностями гофров; и
гофры и межгофровые участки сжимаются при сокращении упругих и эластичных элементов.
2. Растяжимая структура для впитывающего изделия по п.1, в которой
упругие и эластичные элементы не зафиксированы непрерывно в продольном направлении между противоположными поверхностями гофров и
противоположные поверхности гофров, за исключением, по меньшей мере, зафиксированных участков упругих и эластичных элементов, не скреплены на стороне вершины по отношению к участкам основания.
3. Растяжимая структура для впитывающего изделия по п.1 или 2, в которой гофры выступают со стороны, противоположной стороне, контактирующей с кожей, и
межгофровые участки перекрывают сторону гофров со стороны кожи в опущенном состоянии.
4. Растяжимая структура для впитывающего изделия по п.3, в которой множество гофров выполнено вдоль поперечного направления по меньшей мере в одной из областей (передней и задней) впитывающего изделия и опущено в том же направлении в, по меньшей мере, каждой области, имеющей гофры.
5. Растяжимая структура для впитывающего изделия по п.3, в которой высота выступающих гофров составляет от 1/10 до 1/2 интервала между гофрами.
6. Растяжимая структура для впитывающего изделия по п.3, в которой
упругие и эластичные элементы размещены таким образом, что они проходят между участками основания и участками вершины гофров и проходят через местоположение, отстоящее от участков основания и от участков вершины; и
противоположные поверхности гофров, за исключением, по меньшей мере, фиксированных участков упругих и эластичных элементов, не скреплены на стороне вершины по отношению к участку основания.
7. Растяжимая структура для впитывающего изделия по п.3, в которой высота выступающей части гофров превышает интервал между гофрами.
8. Растяжимая структура для впитывающего изделия по п.1, в которой противоположные поверхности гофров скреплены участками скрепления, которые с промежутками размещены в направлении растяжения и непрерывны в направлении, пересекающем направление растяжения, причем на участках скрепления гофры зафиксированы в опущенном состоянии, а упругие и эластичные элементы зафиксированы между противоположными поверхностями гофров.
9. Впитывающее изделие, содержащее эластичную структуру для впитывающего изделия по п.1.
10. Впитывающее изделие по п.9, которое представляет собой одноразовый подгузник типа трусов, включающий в себя: наружный компонент, образующий выполненные по отдельности или за одно целое переднюю часть компонента и заднюю часть компонента, и внутренний компонент, который включает в себя абсорбент и прикреплен к внутренней поверхности наружного компонента; причем передняя часть наружного компонента и задняя часть наружного компонента скреплены с обеих боковых сторон для образования участков бокового скрепления, тем самым образуя кольцеобразный поясной участок, отверстие для талии и пару отверстий для правой и левой ног; при этом
в области наружного компонента имеется растяжимая структура, включающая по меньшей мере обе стороны, между которыми внутренний компонент расположен в направлении ширины так, что продольное направление гофров совпадает с направлением ширины.
11. Впитывающее изделие по п.10, в котором
наружный компонент состоит из переднего наружного компонента, образующего переднюю часть компонента, и заднего наружного компонента, образующего заднюю часть компонента; причем передний наружный компонент и задний наружный компонент являются не непрерывными, а отстоят друг от друга на стороне участка промежности и,
по меньшей мере один из переднего наружного компонента и заднего наружного компонента имеет гофры, формируемые от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением ширины, и растяжимая структура формируется с помощью гофров в области, включающей в себя по меньшей мере обе боковые стороны, между которыми расположен внутренний компонент в направлении ширины, причем высота выступающей части гофров постепенно уменьшается от участков бокового скрепления с обеих боковых сторон к центру в направлении ширины, а кромки с боковой стороны участка промежности возрастают в сторону промежности.
12. Впитывающее изделие по п.10 или 11, в котором
наружный компонент состоит из переднего наружного компонента, образующего переднюю часть компонента, и заднего наружного компонента, образующего заднюю часть компонента; причем передний наружный компонент и задний наружный компонент являются не непрерывными, а отстоят друг от друга на стороне участка промежности и,
по меньшей мере один из наружного компонента и заднего наружного компонента имеет гофры, образованные от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением ширины, и имеет разрезы между гофрами на центральном участке в направлении ширины вдоль продольного направления гофров, причем разрезы увеличены по ширине на стороне участка промежности так, что кромки стороны участка промежности возрастают к стороне промежности.
13. Впитывающее изделие по п.10 или 11, в котором гофры сформированы как на передней части наружного компонента, так и на задней части наружного компонента от одного участка бокового скрепления до другого участка бокового скрепления таким образом, что продольное направление гофров совпадает с направлением ширины, и гофры передней части компонента и гофры задней части компонента смещены по положению в направлении "перед - зад" таким образом, что гофры передней части компонента и гофры задней части компонента не перекрываются на участках бокового скрепления.
14. Способ формирования растяжимой структуры для впитывающего изделия, согласно которому:
приводят во вращение гофрообразующий вал, имеющий непрерывные канавки на наружной окружной поверхности гофрообразующего вала, вокруг его центральной оси, укладывают непрерывный ленточный воздухопроницаемый материал по наружной периферийной поверхности гофророобразующего вала и пропускают его в направлении вращения;
подают удлиненные упругие и эластичные элементы в направлении поточной линии к месту прохождения канавок воздухопроницаемого материала с загрузочной стороны гофрообразующего вала, когда воздухопроницаемый материал уложен на периферийной поверхности гофрообразующего вала и пропущен в направлении вращения;
устанавливают линейное натяжение воздухопроницаемого материала на загрузочной стороне гофрообразующего вала в качестве линейного натяжения, чтобы вызвать уменьшение ширины воздухопроницаемого материала;
устанавливают линейное натяжение воздухопроницаемого материала на стороне выходе с гофрообразующего вала в качестве линейного натяжения, чтобы вернуться в прежнее состояние из снижения ширины;
уменьшают линейное натяжение на гофрообразующем валу для того, чтобы ввести воздухопроницаемый материал, возвращенный после процедуры уменьшения ширины, в канавки под действием линейного натяжения упругих и эластичных элементов для формирования, образуя тем самым на воздухопроницаемом материале гофроподобные участки;
после чего скрепляют гофроподобные участки таким образом, что, по меньшей мере, противоположные поверхности каждого гофроподобного участка на нижнем участке не разделяются; и
прочно прикрепляют упругие и эластичные элементы, по меньшей мере, на участках, представляющих собой оба концевых участка упругого и эластичного элементов, между противоположными поверхностями гофроподобных участков после подачи упругих и эластичных элементов.
15. Способ формирования растяжимой структуры впитывающего изделия по п.14, в котором в качестве гофрообразующего вала используют гофрообразующий вал, выполненный с возможностью изменения глубины канавок, для изменения высоты выступающей части гофров в направлении поточной линии.
16. Способ формирования растяжимой структуры для впитывающего изделия, согласно которому:
изгибают воздухопроницаемый материал для формирования гофров и покрывающих участков, перекрывающих сторону гофров со стороны кожи в опущенном состоянии;
размещают удлиненные упругие и эластичные элементы в растянутом состоянии таким образом, чтобы они проходили между участками основания и участками вершины гофров;
жестко закрепляют по меньшей мере оба концевых участка упругих и эластичных элементов между противоположными поверхностями гофров;
жестко закрепляют непрерывно или с промежутками противоположные поверхности гофров вдоль продольного направления гофров таким образом, чтобы противоположные поверхности каждого гофра не разделялись на участке основания гофра; и
затем освобождают упругие и эластичные элементы от растянутого состояния для сжатия гофров и покрывающих участков за счет сокращения упругих и эластичных элементов с образованием при этом складок в гофрах и на участках оболочки.
| JP 2011206218 A, 20.10.2011 | |||
| JP 9206330 A, 12.08.1997 | |||
| JP 2013128515 A, 04.07.2013 | |||
| JP 9262250 A, 07.10.1997. |

