Область техники, к которой относится изобретение
Настоящее изобретение относится к активному буферу для защиты пассажира транспортного средства в случае столкновения, обеспечивая повышение надежности соединения между элементом расширяемой камеры и облицовочной стенкой, которые изначально сформованы отдельно.
Уровень техники
Активный буфер является устройством для защиты пассажира транспортного средства и имеет надуваемую газом камеру для амортизации удара и уменьшения травматизма пассажиров в случае столкновения. В отличие от раскрываемых воздушных подушек, которые выходят из различных отверстий при раскрытии, активные буферы используют поверхность отделки салона для раскрытия в начале столкновения для поглощения силы удара и рассеивания энергии на сжатие газа, наполняющего буфер. Патент США №8,205,909, выданный 26 июня 2012 г., описывает активный коленный буфер, который встроен в дверцу перчаточного ящика, имеет малый вес и привлекательный вид и включен в настоящую заявку посредством ссылки. Патент США №8,474,868, выданный 2 июля 2013 г., описывает типовую конструкцию, в которой активный буфер имеет наружную стенку или облицовочную панель, закрепленную на внутренней стенке или панели вдоль спаянного шва, и также включен в настоящую заявку посредством ссылки. Одна или обе стенки способны к деформации для формирования надувной камеры. Например, внутренняя стенка может иметь складчатую область (типа гармошки), которая вытягивается в процессе надувания. Стенки изначально немного удалены друг от друга, когда буфер находятся в нераскрытом состоянии. Это позволяет подавать нагнетаемый газ, обеспечивая раскрытие даже через панель.
Внутренняя стенка и наружная стенка типового активного буфера выполнены из литого термопластичного полимера, такого как полиэтилен, полиолефин или ПВХ. Обычно они изготовлены литьем под давлением, но также могу быть выполнены литьем с раздувом. При раздельном формовании стенки должны быть герметично соединены по контуру для формирования надувной камеры. Соединение должно быть прочным во избежание разрыва, которое может произойти при высоких давлениях в процессе накачки газом.
Известным способом пайки стенок камеры является сварка с нагревом, при которой производится нагрев соединяемых поверхностей и их соединение под давлением. В качестве примера можно привести процесс сварки нагретым инструментом, инфракрасной сварки и лазерной сварки. Вокруг внешнего контура внутренней стенки имеется, как правило, плоский сварной фланец, который стыкуется с обычно плоской поверхностью наружной стенки. Наружная стенка и (или) внутренние поверхности также могут иметь вертикальные сварные ребра, которые увеличивают прочность сварки путем проплавления и сплавления со сварным фланцем или другой противолежащей поверхностью в процессе сварки с нагревом. Не смотря на проплавление сварных ребер, разделение сварных швов продолжает являться потенциальной причиной отказа активных буферов.
На качество сварного соединения может повлиять несколько параметров, например, деформация свариваемых деталей, непостоянная толщина деталей, а также недостаточная температура или давление в процессе сварки. Требование к улучшению контроля над этими параметрами приводит к увеличению производственных затрат.
Различные напряжения при раскрытии могут привести к возникновению вероятности разрушения сварного соединения. Из-за эластичности, необходимой для выпрямления складчатой стенки камеры при надувании, в процессе раскрытия буфера в некоторых конструкциях сварного шва возникают значительные отрывные напряжения. Сварное пластиковое соединение обычно демонстрирует большую прочность при сдвиге, чем при отрыве. Желательно использовать преимущество большой прочности при сдвиге для уменьшения вероятности разрыва соединения.
Раскрытие изобретения
В одном аспекте изобретения представлен активный буфер для внутренней облицовочной поверхности транспортного средства. Наружная облицовочная панель, отлитая из пластика, имеет участок замкнутого соединения на внутренней поверхности. Отлитый из пластика элемент расширяемой камеры имеет центральный соединительный участок, выполненный с возможностью прикрепления к опорной конструкции транспортного средства, соединительный фланец по контуру, а также участок перегородки между центральным соединительным участком и соединительным фланцем. Участок замкнутого соединения и соединительный фланец выполнены с возможностью формирования между ними практически замкнутой торообразной области. Крепление сформировано литьем на месте с заполнением торообразной области. Блок наполнения подает газ в пространство между облицовочной панелью и элементом камеры для расширения элемента камеры в случае столкновения. В результате формирования крепления в торообразной области литьем на месте облицовочная панель и элемент камеры оказываются соединенными с помощью этого крепления, что приводит к получению высокой надежности соединения.
Краткое описание чертежей
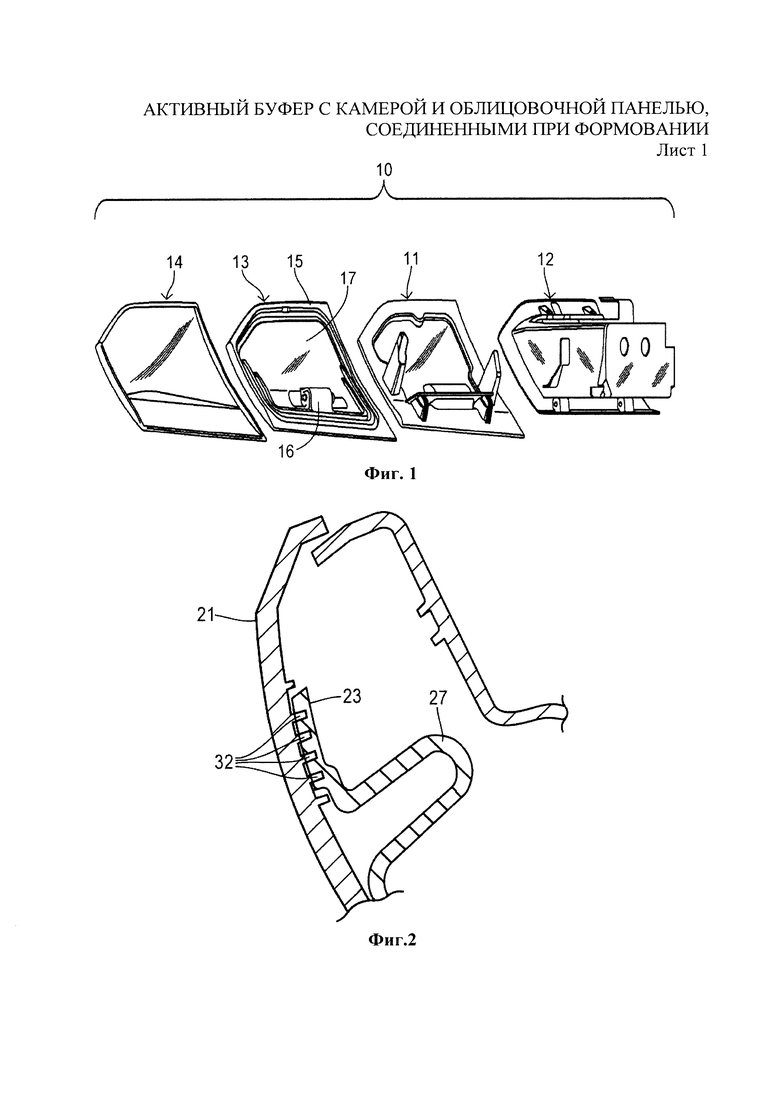
На Фиг. 1 изображен развернутый вид известной из уровня техники типовой системы дверцы перчаточного ящика с активным коленным буфером, к которой может быть применено настоящее изобретение.
На Фиг. 2 изображен вид сзади узла наружной облицовочной панели и стенки камеры активного буфера, известного уровня техники.
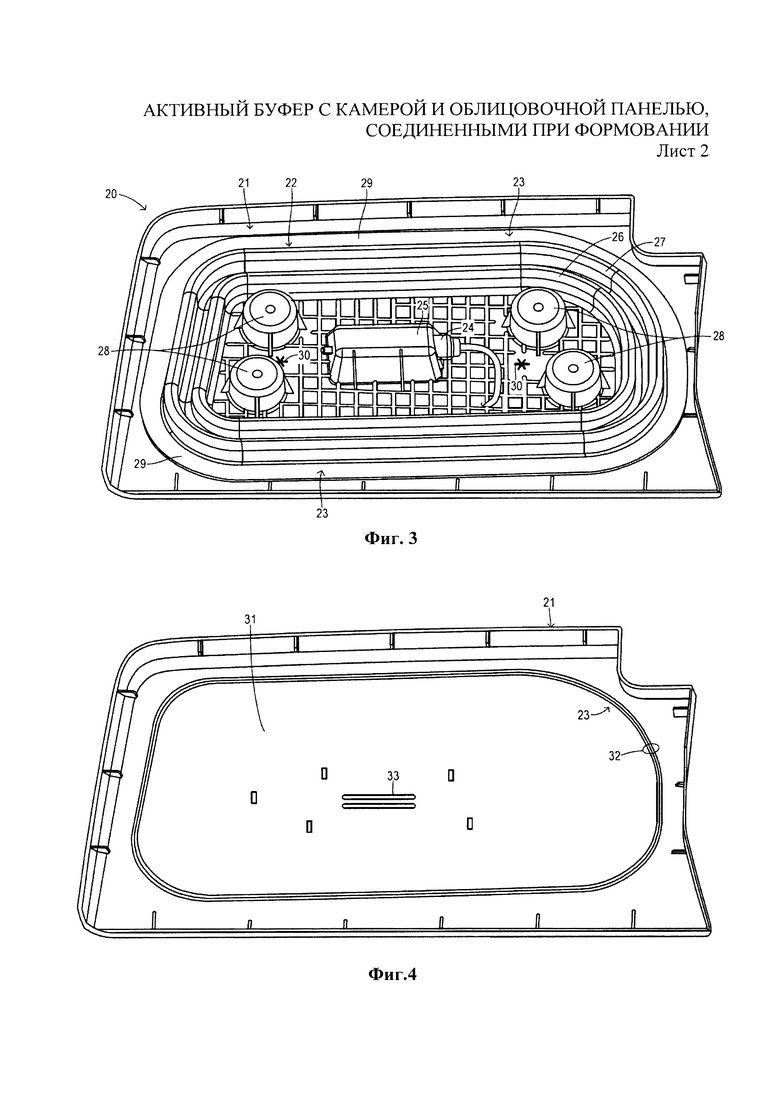
На Фиг. 3 изображен вид известной из уровня техники наружной облицовочной панели из Фиг. 2 с извлеченной стенкой камеры.
На Фиг. 4 изображен поперечный разрез сварного соединения между облицовочной панелью и стенкой камеры согласно известному уровню техники.
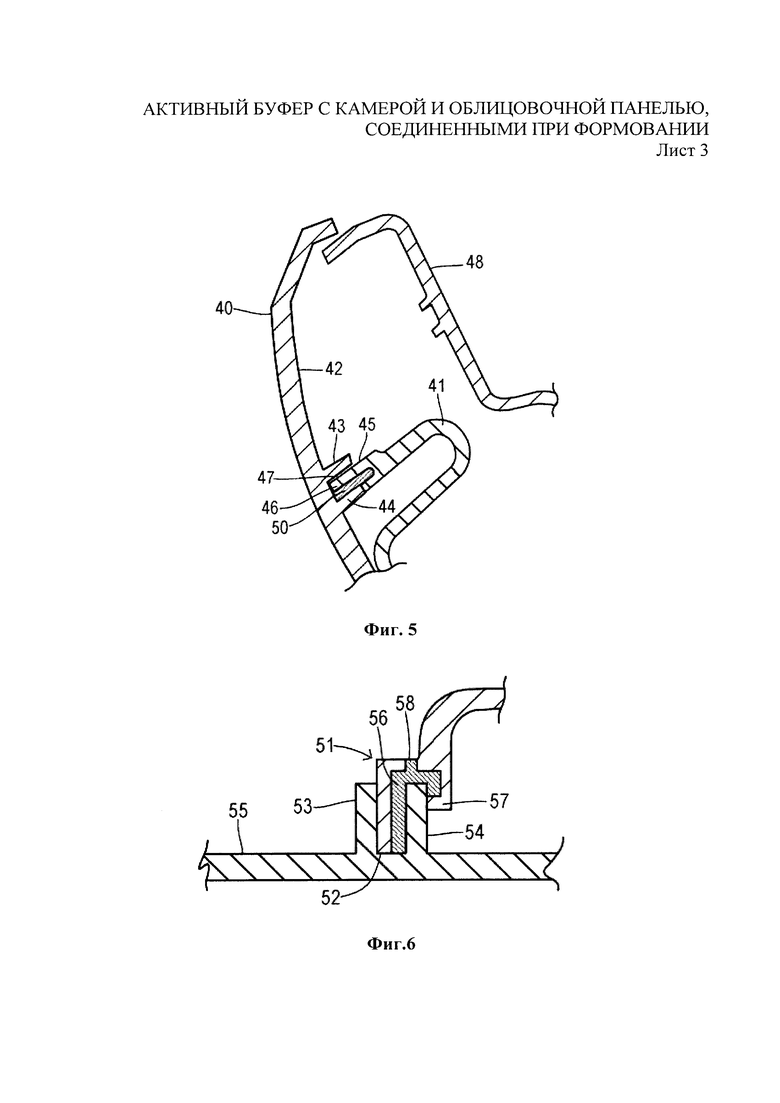
На Фиг. 5 представлен поперечный разрез соединения согласно одному варианту осуществления настоящего изобретения, в котором крепление между облицовочной панелью и стенкой камеры сформовано на месте.
На Фиг. 6 представлен поперечный разрез другого варианта соединения.
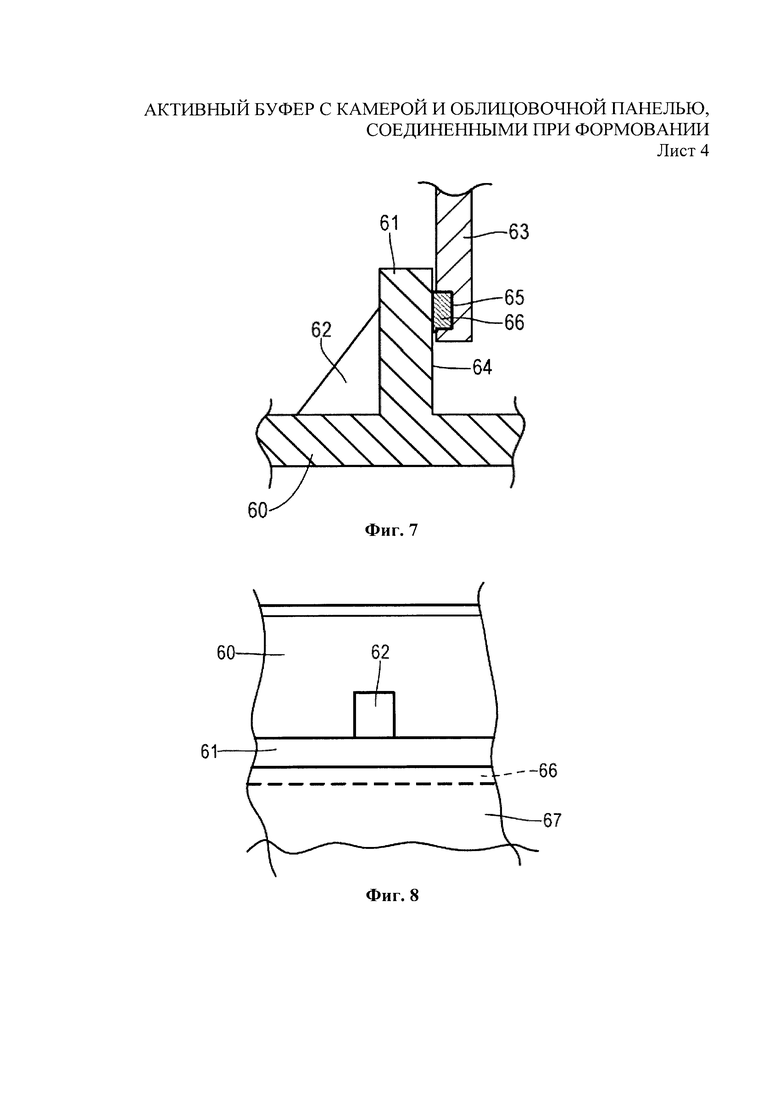
На Фиг. 7 представлен поперечный разрез еще одного варианта соединения.
На Фиг. 8 представлен вид сверху соединения из Фиг. 7.
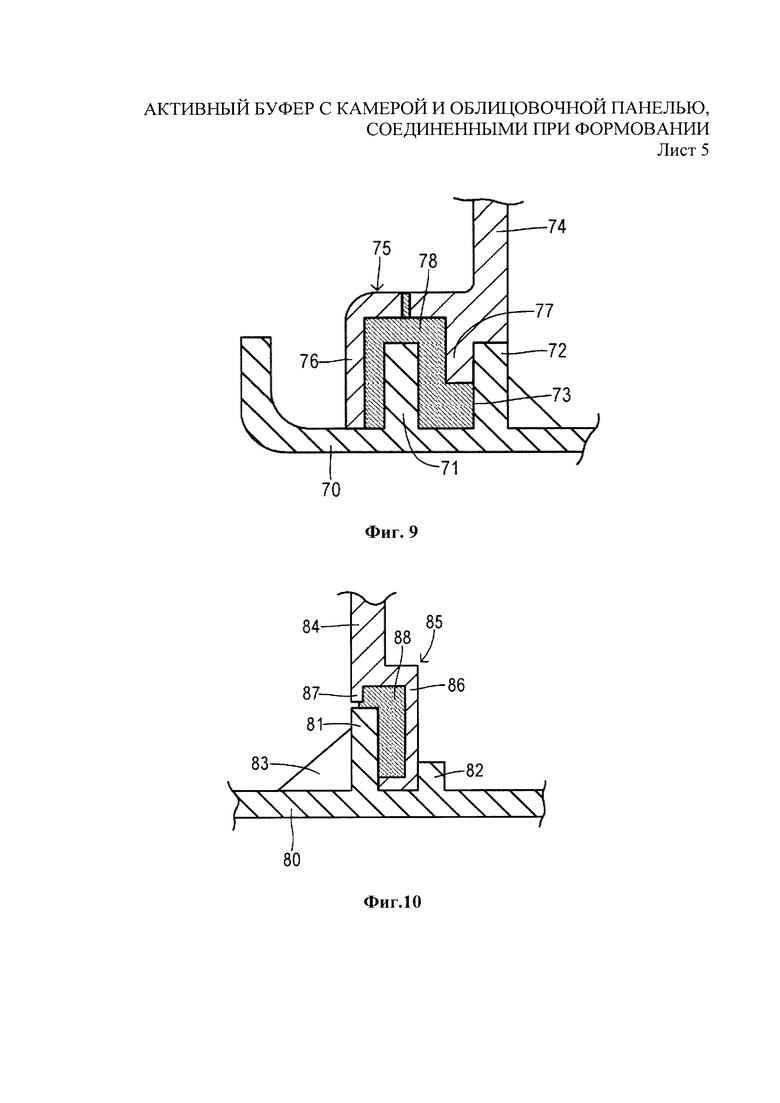
На Фиг. 9 представлен поперечный разрез еще одного варианта соединения.
На Фиг. 10 представлен поперечный разрез еще одного варианта соединения.
На Фиг. 11 представлен поперечный разрез еще одного варианта соединения.
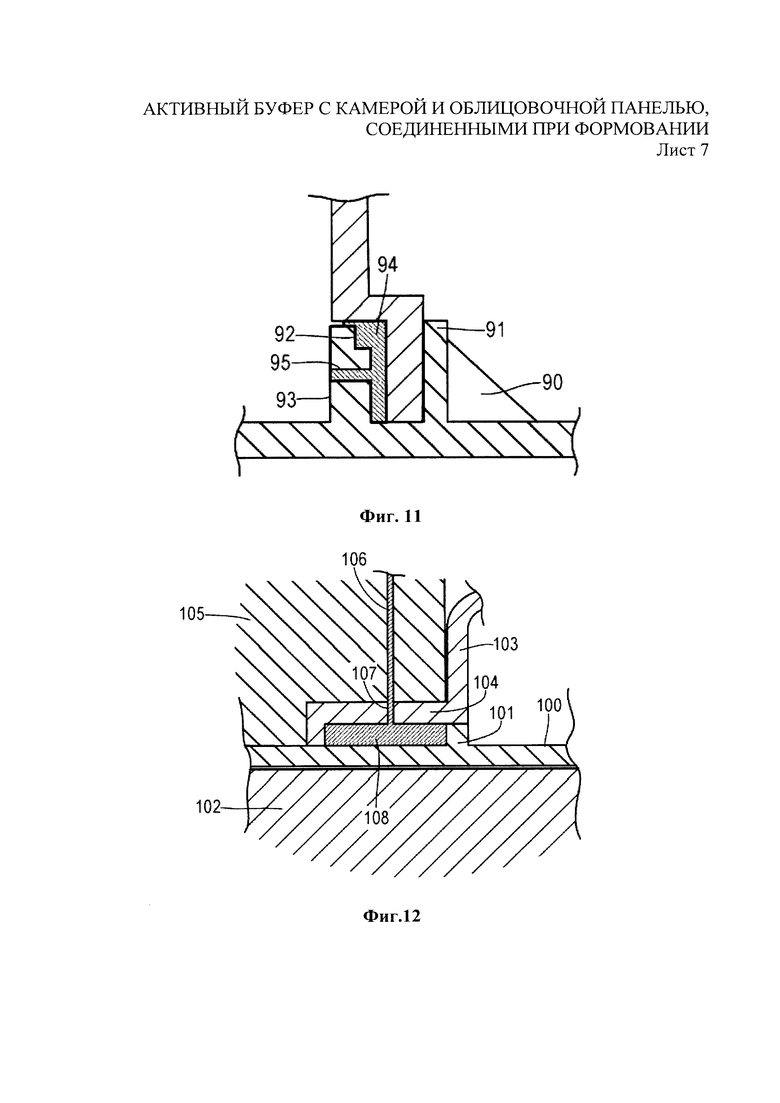
На Фиг. 12 представлен поперечный разрез еще одного варианта соединения в процессе формирования крепления в пресс-форме.
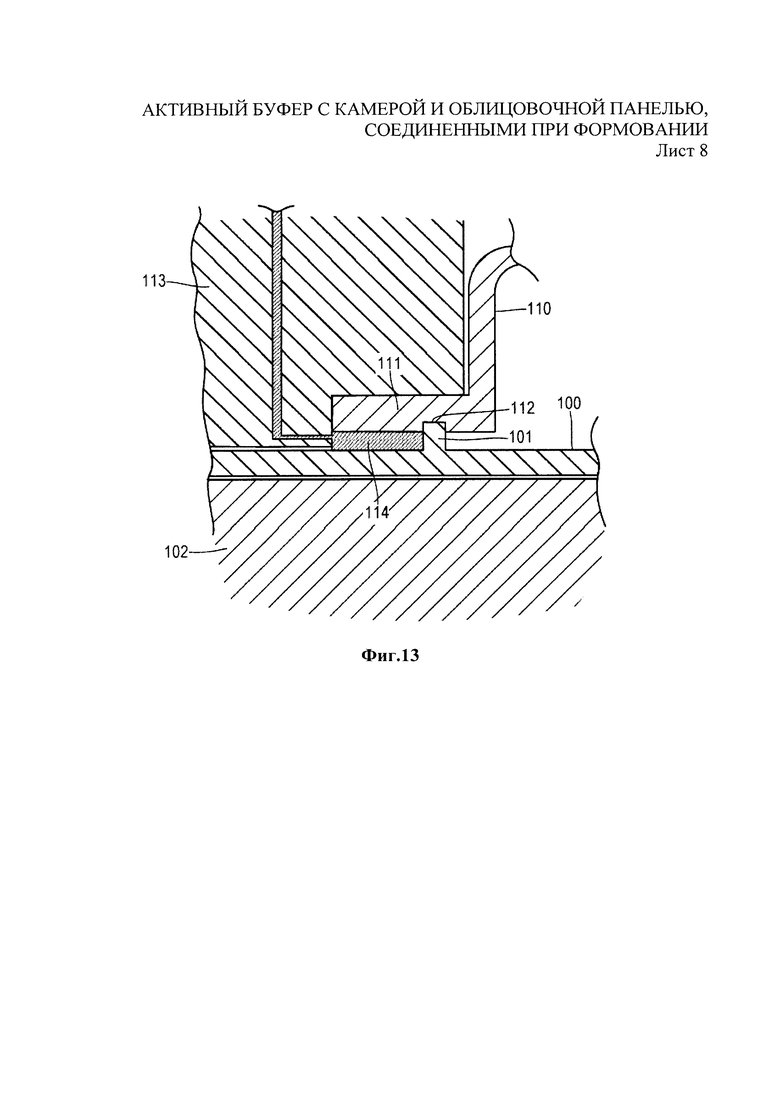
На Фиг. 13 представлен поперечный разрез еще одного варианта соединения в процессе формирования крепления в пресс-форме.
Осуществление изобретения
На Фиг. 1 изображена система 10 активного коленного буфера известного уровня техники, которая имеет компонент 11 панели основания, формирующий опорную конструкцию или основание для буфера. Основание 11 может являться частью дверцы перчаточного ящика, которая в транспортном средстве закреплена с помощью шарнирного соединения на полости для хранения или перчаточном ящике 12, как изображено на Фиг. 1. В ином случае активный буфер может быть установлен на другую опорную конструкцию, например, на опору инструментальной панели под рулевой колонкой. Такое расположение находится в зоне досягаемости коленок человека, сидящего в соответствующем положении внутри транспортного средства. Буфер также может быть установлен для защиты других частей тела, например, буфер, устанавливаемый на дверь пассажирского салона для защиты туловища.
Основание 11 выступает в качестве опорной поверхности для надувной камеры, образуемой задней стенкой (элемент камеры) 13 и наружной стенки (облицовочной панели) 14, соединенных по контуру 15. Стенки 13 и 14 предпочтительно выполнены из литого пластика (такого как термопластичный полиолефин (ТРО)) и соединены с помощью сварки пластмасс (например, сварка нагретым инструментом) для создания контурного сварного шва вокруг центральной области 17 для формирования камеры. Источник 16 нагнетаемого газа (например, блок наполнения) имеет электронное управление для активации в случае аварии для высвобождения газа и раскрытия буфера. Наружная стенка 14 может иметь поверхность внутренней отделки класса А, такую как наружная поверхность дверцы перчаточного ящика, либо на наружную поверхность может быть нанесено дополнительное покрытие (не показано).
На Фиг. 2 представлен вид сзади другого варианта надувной камеры 20 согласно известному уровню техники. Наружная стенка 21 облицовочной панели из литого пластика покрывает расширяемую внутреннюю стенку 22 камеры, также выполненную из литого пластика. Стенки 21 и 22 соединены по замкнутому контуру 23 для формирования надувной камеры с открытым центральным пространством между стенками 21 и 22 для принятия в случае столкновения нагнетаемого газа из блока 24 наполнения, установленного в углублении 25 стенки 22 камеры. Стенка 22 камеры имеет множество складок (26 и 27) для обеспечения расширения стенки 22 при раскрытии буфера. Несколько выступов 28 используются для установки стенки 22 камеры на опорную конструкцию транспортного средства, выступающей в роли опорной поверхности. Сварной фланец 29 расположен вокруг стенки 22 камеры. Вентиляционные отверстия 30, состоящие из звездообразных вырезов в стенке 22 камеры могут присутствовать для вентиляции центрального объема до раскрытия и в процессе раскрытия.
На Фиг. 3 изображена наружная стенка 21 с удаленной внутренней стенкой камеры, демонстрируя поверхность 31 камеры, смежную с внутренней стенкой в собранном состоянии. Множество вертикальных ребер 32 расположены по замкнутому контуру 23 и соединены с фланцем 29 внутренней стенки 22 камеры (Фиг. 2) с помощью горячей сварки для создания герметичного уплотнения надувной камеры. Ребра 33 служат для опоры блока наполнения.
На Фиг. 4 более детально изображено сварное соединение между фланцем 23 и ребрами 32. Из-за воздействия температуры и давления ребра 32 предпочтительно проплавляются и объединяются с фланцем 23. При подаче газа наружная стенка 21 двигается наружу, при этом расправляется складка 27. Поскольку сварное соединение перпендикулярно направлению суммарной силы между наружной стенкой 21 и стенкой 22 камеры, эта сила стремится разорвать шов.
Во избежание некоторых недостатков, характерных для известных сварных соединений, в настоящем изобретении используется процесс двухступенчатого литья под давлением для соединения отдельно сформованных наружной облицовочной панели и элемента расширяемой камеры. Для изготовления наружной облицовочной панели, элемента камеры, и крепления, которое формируется на месте (отливается) между ранее сформованными облицовочной панелью и элементом камеры, могут применяться различные, но совместимые материалы. В процессе двухступенчатого литья может быть получено более воспроизводимое и эффективное соединение между двумя отдельно сформованными деталями благодаря частичному повторному расплавлению ранее сформованных деталей по их границе при помощи тепла от вводимого материала для формирования крепления. Более того, можно легко разработать соединение для ориентации соединяемых поверхностей таким образом, чтобы напряжение при раскрытии действовало как усилие сдвига, а не отрыва, тем самым увеличивается возможность распоряжения повышенным внутренним давлением в буфере.
На Фиг. 5 представлен первый вариант, в котором отлитая из пластика наружная облицовочная панель 40 соединена с отлитым из пластика элементом 41 расширяемой камеры. Участок замкнутого соединения на внутренней поверхности 42 облицовочной панели 40 включает в себя проходящие по кругу ребра 43 и 44. Элемент 41 камеры имеет по контуру соединительный фланец 45, который расположен параллельно направлению ребер 43 и 44. Соединительный фланец 45 имеет дальний конец 46, который входит в дно желоба 47 между ребрами 43 и 44. Соединительный фланец 45 состоит из непрерывной ленты, которая в радиальном направлении удалена от одной стороны кольцеобразного ребра 44 для формирования между ними практически замкнутой торообразной области. Крепление 50 сформовано на месте для того, чтобы практически заполнить торообразную область. Сторона ребра 44 и соединительный фланец 45 образуют торообразную область, проходящую главным образом перпендикулярно по отношению к внутренней поверхности 42. Таким образом, сопрягаемые поверхности (поверхности контакта) крепления 50 с облицовочной панелью 40 и элементом 41 камеры ориентированы в поперечном направлении для обеспечения максимальной прочности соединения. Говоря более конкретно, крепление 50 имеет поперечное сечение пластинчатой формы, первая основная поверхность крепления соединяется с соединительным фланцем 45, а вторая основная поверхность крепления соединяется со стороной ребра 44. Опорная стенка 48 формирует часть опорной поверхности для буфера, который может быть собран после выполнения процесса двухступенчатого литья под давлением.
Для проведения двухступенчатого литья под давлением облицовочная панель 40 и элемент 41 камеры предпочтительно могут быть установлены в зажим для их совмещения в той ориентации, которая соответствует торообразной области. Для того чтобы расплавленный пластик попал в торообразную область, в облицовочной панели 40 или в элементе 41 камеры могут быть сформированы одно или несколько входных или вентиляционных отверстий (не показаны) в соответствующих местах, в зависимости от конкретной конструкции. Отверстия запаиваются после формирования крепления 50, тем самым обеспечивая герметичность камеры между облицовочной панелью 40 и элементом 41 камеры.
Путем изменения формы соединительного фланца и участка замкнутого соединения можно получить различные формы торообразной области. Как изображено на Фиг. 6, соединительный фланец 51 может иметь такую форму, что при вставке его удаленного конца 52 между парой ребер 53 и 54 на облицовочной панели 55, в результате формования на месте (литья) крепления 56 формируется L-образная или J-образная торообразная область. Соединительный фланец 51 имеет угловую часть 57, примыкающую к ребру 54 так, что крепление 56 охватывает ребро 54, увеличивая площадь поверхности соединения. На соединительном фланце 51 имеется инжекционное отверстие 58, обеспечивающее протекание расплавленного пластика в процессе литья (формования) на месте.
На Фиг. 7 изображен альтернативный вариант, в котором на облицовочной панели имеется одно ребро 61. По контуру ребра 61 в нескольких местах может быть расположена подпорка 62 для обеспечения дополнительной жесткости. Соединительный фланец 63 элемента камеры проходит вдоль поверхности 64 внутренней стороны ребра 61. Вырез 65 в соединительном фланце 63 образует замкнутую торообразную область, в которой производится литье на месте крепления 66. На Фиг. 8 изображен вид сверху облицовочной панели 60 с подпоркой 62, поддерживающей ребро 61. Элемент 67 камеры соединяется с ребром 61, и крепление 66 связывает их вместе.
На Фиг. 9 представлен альтернативный вариант с U-образной или синусоидальной формой для увеличения площади поверхности соединения. Таким образом, наружная облицовочная панель 70 имеет пару ребер 71 и 72, образующих промежуточный желоб 73. Элемент 74 камеры имеет соединительный фланец 75 с наружной ножкой 76 и внутренней ножкой 77, которые формируют вокруг ребра 71 торообразное пространство U-образной формы, которое заполняет крепление 78 в процессе литья на месте. Ножка 77 укорочена, так что она не касается нижней поверхности желоба 73, тем самым увеличивая поверхность соединения с ножкой 77 в направлении, параллельном облицовочной панели 70.
На Фиг. 10 изображена наружная облицовочная панель 80 с радиально расположенными наружным ребром 81 и внутренним укороченным ребром 82. Ребро 81 поддерживается множеством подпорок 83. Элемент 84 камеры имеет соединительный фланец 85 с чашеобразным участком 86 и выступом 87. Нижний конец чашеобразного участка 86 упирается в облицовочную панель 80 между ребрами 81 и 82, обеспечивая торообразную область между ребром 81 и чашеобразным участком 86, объем которой заполнен креплением 88, введенным в процессе двухступенчатого литья на месте. Зазор между выступом 87 и ребром 81 можно использовать, например, для введения пластика в область крепления 88. Представленный вариант на Фиг. 11 подобен варианту на Фиг. 10, за исключением того, что подпорка 90 может быть расположена на внутреннем (по отношению к центру окружности) кольцеобразном ребре 91, а вырез 92 может быть сформирован на наружном кольцеобразном ребре 93 для увеличения объема крепления 94. В поперечном разрезе изображено отверстие 95, через которое расплавленный пластик может быть введен в торообразную область.
Поскольку прочность соединения, полученная в процессе двухступенчатого литья, может превышать прочность, полученную при традиционной сварке нагретым инструментом, настоящее изобретение также может достигнуть лучших результатов, даже в случае ориентации поверхности соединения в направлении действия отрывных сил, а не в направлении действия сдвигающих сил. Как показано на Фиг. 12, наружная облицовочная панель 100 с расположенным по кругу ребром 101 установлена на первый фиксатор 102 пресса. Элемент 103 камеры с соединительным фланцем 104 расположен поверх облицовочной панели 100 и зафиксирован вторым фиксатором 105 пресса. Линия 106 инжекции, проходящая через фиксатор 105, выровнена с отверстием 107 в соединительном фланце 104 так, что расплавленный пластик может быть введен в торообразную область 108, образованную между облицовочной панелью 100, ребром 101 и соединительным фланцем 104.
На Фиг. 13 изображен подобный вариант, в котором элемент 110 камеры имеет соединительный фланец 111 с пазом 112, в который входит ребро 101. Фиксатор 113 может определять край торообразной области, в которой сформировано крепление 114.
Группа изобретений относится к вариантам выполнения активного буфера для облицовки салона автомобильного транспортного средства. Буфер содержит отлитую из пластика наружную облицовочную панель, которая имеет на внутренней поверхности участок замкнутого соединения, отлитый из пластика элемент расширяемой камеры, который имеет центральный соединительный участок, выполненный с возможностью прикрепления к опорной конструкции транспортного средства, соединительный фланец вдоль наружной кромки и участок перегородки между центральным соединительным участком и соединительным фланцем. Участок замкнутого соединения и соединительный фланец выполнены таким образом, что образуют между собой практически замкнутую торообразную область, и крепление, сформированное литьем на месте и заполняющее торообразную область. В результате формования крепления на месте торообразной области, облицовочная панель и элемент камеры оказываются связанными с помощью этого крепления, что приводит к получению высокой надежности соединения. 3 н. и 13 з.п. ф-лы, 13 ил.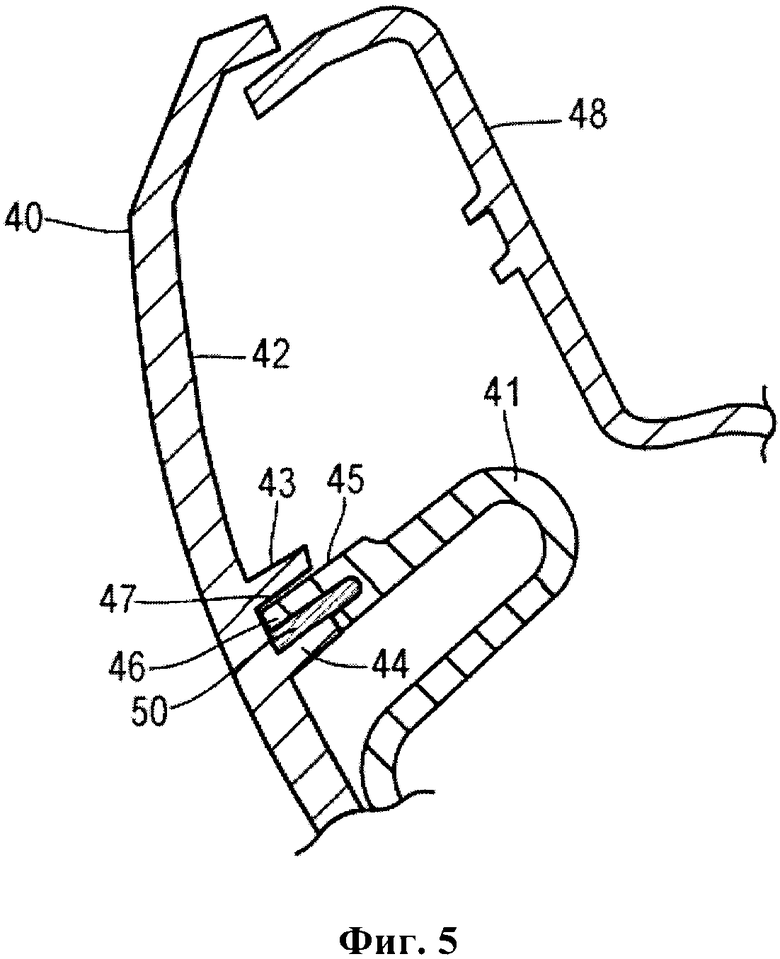
1. Активный буфер для облицовки салона автомобильного транспортного средства, содержащий:
отлитую из пластика наружную облицовочную панель, которая имеет на внутренней поверхности участок замкнутого соединения;
отлитый из пластика элемент расширяемой камеры, который имеет центральный соединительный участок, выполненный с возможностью прикрепления к опорной конструкции транспортного средства, соединительный фланец вдоль наружной кромки и участок перегородки между центральным соединительным участком и соединительным фланцем, причем участок замкнутого соединения и соединительный фланец выполнены таким образом, что образуют между собой по существу замкнутую торообразную область;
крепление, сформированное литьем под давлением на месте и по существу заполняющее торообразную область; и
наполняющий блок для подачи газа в пространство между облицовочной панелью и элементом камеры для расширения элемента камеры в случае столкновения транспортного средства.
2. Активный буфер по п.1, в котором на участке замкнутого соединения расположено по кругу ребро, выступающее из внутренней поверхности облицовочной панели, причем по меньшей мере одна сторона этого ребра, расположенная перпендикулярно к внутренней поверхности, является краем торообразной области.
3. Активный буфер по п.2, в котором соединительный фланец состоит из непрерывной ленты, радиально удаленной от указанной одной стороны кольцевого ребра, причем крепление имеет первую основную поверхность, соединенную с непрерывной лентой, и вторую основную поверхность, соединенную с указанной одной стороной ребра.
4. Активный буфер по п.1, в котором крепление имеет L-образное поперечное сечение.
5. Активный буфер по п.1, в котором крепление имеет U-образное поперечное сечение.
6. Активный буфер по п.1, в котором облицовочная панель установлена таким образом, чтобы в процессе надувания перемещаться в направлении раскрытия, а крепление имеет соответствующие поверхности контакта с соединительным фланцем и участком замкнутого соединения, которые по существу параллельны направлению раскрытия.
7. Активный буфер для облицовки салона автомобильного транспортного средства, содержащий:
облицовочную панель, имеющую участок замкнутого соединения,
элемент камеры, выполненный с возможностью прикрепления к транспортному средству и имеющий соединительный фланец вдоль наружной кромки и участок перегородки, направленный радиально внутрь от соединительного фланца, причем участок замкнутого соединения и соединительный фланец выполнены таким образом, чтобы образовывать между собой по существу замкнутую торообразную область, а также
крепление, сформированное литьем под давлением на месте и по существу заполняющее указанную торообразную область.
8. Активный буфер по п.7, в котором на участке замкнутого соединения расположено по кругу ребро, выступающее из внутренней поверхности облицовочной панели, причем по меньшей мере одна сторона этого ребра, расположенная перпендикулярно к внутренней поверхности, является краем торообразной области.
9. Активный буфер по п.8, в котором соединительный фланец состоит из непрерывной ленты, радиально удаленной от указанной одной стороны кольцевого ребра, причем крепление имеет первую основную поверхность, соединенную с непрерывной лентой, и вторую основную поверхность, соединенную с указанной одной стороной ребра.
10. Активный буфер по п.7, в котором крепление имеет L-образное поперечное сечение.
11. Активный буфер по п. 7, в котором крепление имеет U-образное поперечное сечение.
12. Активный буфер для облицовки салона автомобильного транспортного средства, содержащий:
облицовочную панель, имеющую участок замкнутого соединения,
элемент камеры, выполненный с возможностью прикрепления к транспортному средству и имеющий соединительный фланец вдоль наружной кромки и участок перегородки, направленный радиально внутрь от соединительного фланца, причем участок замкнутого соединения и соединительный фланец выполнены таким образом, чтобы образовывать между собой по существу замкнутую торообразную область, а также
крепление, сформированное литьем на месте и по существу заполняющее указанную торообразную область,
причем облицовочная панель установлена таким образом, чтобы в ответ на газ для надувания, выпускаемый между облицовочной панелью и элементом камеры в случае столкновения, перемещаться в направлении раскрытия, а крепление имеет соответствующие поверхности контакта с соединительным фланцем и участком замкнутого соединения, которые по существу параллельны направлению раскрытия.
13. Активный буфер по п.12, в котором на участке замкнутого соединения расположено по кругу ребро, выступающее из внутренней поверхности облицовочной панели, причем по меньшей мере одна сторона этого ребра, расположенная перпендикулярно к внутренней поверхности, является краем торообразной области.
14. Активный буфер по п.13, в котором соединительный фланец состоит из непрерывной ленты, радиально удаленной от указанной одной стороны кольцевого ребра, причем крепление имеет первую основную поверхность, соединенную с непрерывной лентой, и вторую основную поверхность, соединенную с указанной одной стороной ребра.
15. Активный буфер по п.12, в котором крепление имеет L-образное поперечное сечение.
16. Активный буфер по п.12, в котором крепление имеет U-образное поперечное сечение.
| US 8205909 B2, 26.06.2012 | |||
| US 2012112439 A1, 10.05.2012 | |||
| US 8474868 B2, 02.07.2013 | |||
| US 2011198827 A1, 8.08.2011. |

